Предлагаемое изобретение относится к области металлообработки, в частности к изготовлению длинномерных маложестких осесимметричных валов, и может быть использовано в механосборочных предприятиях.
Известен вибровозбудитель, содержащий ротор с нечетным количеством выступов в виде шариков, контактирующих с роликами в виде шарикоподшипников [авторское свидетельство СССР №1414473, кл. В06В 1/10, 1988].
Недостатком данного устройства является ограниченность технологических возможностей при обработке валов из-за необходимости дополнительного привода, возможность создания только изгибных колебаний.
Известно устройство для обработки длинномерных маложестких осесимметричных валов, наиболее близкое к заявляемому изобретению и взятое за прототип, содержащее переднюю опору с самоцентрирующим патроном, заднюю опору с пинолью, рабочий орган [Чернов Н.Н. Металлорежущие станки: Учебник для техникумов по специальности «Обработка металлов давлением». - 4-е изд. - М.: Машиностроение, 1987. - с.111].
Недостатком данного устройства является ограниченность технологических возможностей при обработке длинномерных валов из-за отсутствия возможности вибрационной стабилизации заготовок непосредственно на станке.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении эффективности и производительности обработки маложестких длинномерных деталей типа вал с достижением следующих технических результатов: повышение степени стабилизации геометрии вала в межоперационный и эксплуатационный периоды за счет максимального снижения уровня остаточных технологических напряжений и обеспечения его равномерности по длине детали за счет амплитудно-модулированного воздействия на заготовку, общее снижение времени обработки из-за сокращения промежуточных, стабилизирующих структуру материала операций, снижение энергоемкости процесса изготовления вала за счет исключения термических стабилизирующих операций.
Эта задача решается тем, что устройство для вибрационной обработки включает переднюю и заднюю опоры, рабочий орган и вибровозбудитель, содержащий ротор с выступами и упорные ролики, причем ротор с выступами выполнен в виде кулачков с многогранным профилем, устанавливаемых относительно заготовки в местах, соответствующих зонам образования пучностей соответствующих гармоник в заготовке, упорные ролики подпружинены к кулачкам с заданным усилием, а передняя и задняя опоры выполнены с возможностью подпружинивания заготовки, приводимой во вращение, с регулируемым коэффициентом жесткости.
Ротор в виде кулачков позволяет легко менять место приложения усилия путем их перестановки по длине заготовки, при этом расширяются технологические возможности за счет обработки валов различного диаметра.
Кулачки с многогранным профилем позволяют задавать различные частоты, а также обеспечивать комплексную изгибно-крутильную форму колебаний за счет того, что при повороте заготовки с кулачком последний, соприкасаясь с роликом, закручивается и отжимается вместе с заготовкой.
Расположение кулачков в местах пучностей колебаний соответствующих гармоник в заготовке позволяет обеспечить максимальную амплитуду за счет минимального демпфирования.
Использование нескольких кулачков позволяет одновременно проводить обработку на разных частотах, за счет чего модулировать амплитуду колебаний по длине детали, что позволяет проработать ее одновременно в нескольких необходимых сечениях.
Упорные ролики, подпружиненные к кулачкам с заданным усилием, задают амплитуду колебаний, обеспечивают непрерывность процесса за счет постоянного контакта кулачков и роликов.
Подпружиненные опоры позволяют дополнительно снизить энергоемкость за счет минимального гашения колебаний, а регулирование жесткости опор позволяет дополнительно снизить энергоемкость процесса виброобработки путем обеспечения для любых режимов виброобработки минимального демпфирования.
Предлагаемое изобретение иллюстрируется чертежами, где на фиг.1 приведена схема устройства для вибрационной обработки, на фиг.2. - сечение А-А на фиг.1, на фиг.3 приведен вид Б на фиг.1, на фиг.4 - схема возможных профилей кулачков.
Устройство для вибрационной обработки содержит опоры 1 и 2, которые крепятся соответственно в патроне станка 3 и обратном вращающемся центре в пиноли задней бабки 4 через конический хвостовик 5, который крепится к опоре винтами 6. Заготовка 7 (вал) фиксируется винтами 8 во втулках 9, которые упруго связаны пружинами 10. Кулачки 11 зафиксированы на хомутах 12 и имеют различный профиль рабочей поверхности 13. Винты 14 фиксируют кулачки 11 на хомутах 12, которые затянуты на валу 7 винтами 15. Ролики 16, контактирующие с профилем кулачков 11, свободно вращаются на осях 17. Держатель 18 через пружину 19 поджимается винтом 20 и перемещается в корпусе 21. Ограничителем хода держателя является стопор 22. Необходимое количество корпусов закрепляется в державке 23, которая крепится в резцедержателе станка (не показан). В опорах 1 и 2 направляющие 24 поджимают пружины 10.
Устройство для вибрационной обработки работает следующим образом. На заготовке 7 винтами 8 крепятся втулки 9. Направляющими 24 задается степень сжатия пружин 10. На хомутах 12 предварительно крепятся кулачки 11 необходимого профиля исходя из частоты колебаний. Винтом 20 задается усилие поджима держателя 18 с учетом необходимой амплитуды колебаний заготовки и ее жесткости. Зажимают опору 1 в патроне 3, а хвостовик 5 в пиноли 4. Заготовке 7 сообщают вращение с частотой n. При соприкосновении кулачков 11 и роликов 16 генерируются колебания заготовки 7 с частотой k·n, где k - число выступов на кулачке 11. Амплитуда колебаний определяется профилем кулачка. Если колебания модулируют по амплитуде, держатели 18 выставляют таким образом, чтобы они находились каждый в пучности колебаний своей гармоники. За счет этого можно проработать всю заготовку с максимально возможной амплитудой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2376093C2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254192C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2434729C1 |
| ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2494840C1 |
| Вибровозбудитель | 1985 |
|
SU1377154A2 |
| Способ токарной обработки маложесткой длинномерной осессимметричной заготовки детали | 2022 |
|
RU2805022C2 |
| СПОСОБ ВИБРООБРАБОТКИ МАЛОЖЕСТКИХ ДЕТАЛЕЙ ДЛЯ СНИЖЕНИЯ В НИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2008 |
|
RU2424101C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1999 |
|
RU2169058C1 |
| Резец для вибрационного резания | 2017 |
|
RU2660488C1 |
| Люнет к металлорежущим станкам | 1981 |
|
SU1004066A2 |
Изобретение относится к области металлообработки, а именно к вибрационной обработке. Устройство содержит переднюю и заднюю опоры, рабочий орган, вибровозбудитель, имеющий кулачки с многогранным профилем, и упорные ролики. Кулачки с многогранным профилем установлены относительно заготовки в местах, соответствующих зонам образования пучностей гармоник в заготовке. Упорные ролики подпружинены к кулачкам с заданным усилием. Передняя и задняя опоры выполнены с возможностью подпружинивания приводимой во вращение заготовки с обеспечением регулирования коэффициента жесткости. В результате снижается уровень остаточных технологических напряжений и обеспечивается его равномерное распределение по длине детали за счет амплитудно-модулированного воздействия на заготовку, снижается время обработки и снижается энергоемкость процесса. 4 ил.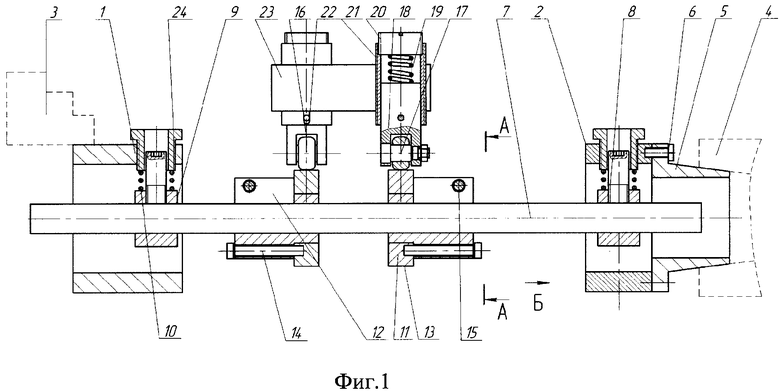
Устройство для вибрационной обработки, содержащее переднюю и заднюю опоры, рабочий орган, вибровозбудитель, имеющий ротор с выступами, и упорные ролики, отличающееся тем, что ротор с выступами выполнен в виде кулачков с многогранным профилем, установленных относительно заготовки в местах, соответствующих зонам образования пучностей гармоник в заготовке, упорные ролики подпружинены к кулачкам с заданным усилием, а передняя и задняя опоры выполнены с возможностью подпружинивания приводимой во вращение заготовки с регулируемым коэффициентом жесткости.
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254192C1 |
| Вибрационная установка для снижения остаточных напряжений | 1977 |
|
SU733957A1 |
| Способ обработки металлических изделий и устройство для его осуществления | 1986 |
|
SU1399355A1 |
| Устройство для обработки изделий вибрацией | 1990 |
|
SU1812223A1 |
| US 4823599 A, 25.04.1989. | |||

