Предпосылки создания изобретения
Класс фторированных олефинов находит применение в разнообразных областях, включая промежуточные химические соединения и мономеры.
Известно несколько способов получения фторированных олефинов. Например, в патенте США №5679875 приведены способы производства 1,1,1,2,3-пентафторпропена и 1,1,1,2,3-пентафторпропана; в патенте США №6031141 раскрыт каталитический способ с использованием хромсодержащих катализаторов дегидрофторирования фторуглеводородов до фторолефинов; в патенте США №5396000 раскрыт способ получения CF3CHFCH2F парофазным каталитическим дегидрогалогенированием с образованием CF3CF=CHF и HF и последующим парофазным каталитическим гидрированием CF3CF=CHF в присутствии HF; в патенте США №6548719 раскрыт способ получения фторолефинов дегидрогалогенированием фторуглеводородов в присутствии катализатора фазового переноса; в заявке США №2006/0106263 раскрыты получение и очистка не полностью фторированных олефинов и в WO 98/33755 раскрыт каталитический способ дегидрофторирования гексафторпропанов до пентафторпропенов.
Заявитель установил, что способы описанного выше типа имеют недостатки и/или не обладают необходимой эффективностью и/или экономичностью для широкомасшатабного промышленного производства. Например, заявитель пришел к выводу, что вообще невозможно, следуя указаниям приведенных публикаций, разработать способ с высокой конверсией и высокой селективностью образования нужных фторированных олефинов.
Сущность изобретения
Ни одна из приведенных публикаций не раскрывает интегрированного способа, включающего стадии селективного гидрирования одного или более высокофторированных олефинов с образованием одного или более фторуглеводородов с последующей стадией дегидрофторирования полученных фторуглеводородов с образованием одного или более нужных фторированных олефинов, особенно пропена, и HF, и не раскрывает такого способа, объединенного со стадией высокоэффективного выделения HF.
Заявитель разработал в одном варианте настоящего изобретения способы синтеза фторированных алкенов и предпочтительных фторированных олефинов с тремя-шестью атомами углерода и степенью замещения фтора, равной N. В некоторых особо предпочтительных вариантах нужные фторированные олефины согласно настоящему изобретению включают один или более С2-С6 фторалкенов, предпочтительно соединений формулы:
X1CFzR3-z,
где X1 представляет собой ненасыщенный, замещенный или незамещенный алкильный радикал C1, С2, С3, С4 или С5, каждый R является независимо Cl, F, Br, I или Н и z равен 1-3. Особенно предпочтительными среди таких соединений являются пропены и бутены с 3-5 атомами фтора в качестве заместителей, среди которых особенно предпочтительны тетрафторпропены (HFO-1234).
Предпочтительные способы настоящего изобретения включают взаимодействие исходного фторированного олефина со степенью замещения галогеном N+1, содержащего практически такое же число атомов углерода, как во фторированных олефинах, которые надо синтезировать, со степенью замещения галогеном, равной N. Предпочтительно помещать исходный фторированный олефин со степенью замещения фтором N+1 в условия реакции, эффективные для получения продукта реакции, содержащего один или более фторированных алканов с таким же числом атомов углерода, как и в олефине. В одном предпочтительном варианте настоящего изобретения эта стадия превращения олефина включает реакцию, которую иногда используют для удобства, но она не является необходимым ограничением, а именно стадию восстановления или гидрирования. Затем предпочтительно превратить фторированный алкан во фторированный олефин со степенью замещения фтором, равной N. В одном предпочтительном варианте настоящего изобретения эта стадия превращения алкана включает реакцию, которую иногда используют для удобства, но она не является необходимым ограничением, а именно реакцию дегалогенирования или более конкретно в некоторых вариантах реакции дегидрофторирования или дегидрохлорирования.
Согласно одному варианту настоящего изобретения данные способы включают стадии
(a) гидрирования, предпочтительно многостадийного, соединения формулы (I)

в условиях, эффективных для образования по меньшей мере одного фторированного алкана формулы (II)

где каждый X независимо является Cl, F, I или Br;
каждый Y независимо является Н, Cl, F, I или Br;
каждый R1 независимо является Н, Cl, F, I, Br или метильным или этильным радикалом, не замещенным или замещенным галогеном;
каждый R2 независимо является Н, Cl, F, I, Br или не замещенным или замещенным галогеном метильным или этильным радикалом;
n равен 1, 2 или 3;
а и b каждый равны 1 или 2 при условии, что a+b=2;
m равен 0, 1 или 2; и
z равен 0, 1, 2 или 3, и
(b) дегидродегалогенирования соединения формулы (II) в условиях, эффективных для получения фторолефина с более низкой степенью замещения фтором, чем у соединения формулы (I), предпочтительно для получения соединения формулы (III):

где каждый n имеет то же значение, что и в формуле (I), и m равен 0 или 1.
В некоторых предпочтительных вариантах реагент формулы (I) представляет собой олефин с тремя атомами углерода формулы (IA), в которой z равен 0, а именно

и образуется алкан с тремя атомами углерода следующей формулы (IIА):

где X, Y, n и m все определены выше, причем соединение дегидрогалогенируется с образованием соединения формулы (IIIA)

где n имеет такое же значение, как в формуле (IA), и m равен 0 или 1.
В некоторых весьма предпочтительных вариантах насыщенный терминальный атом углерода в соединениях формул (I) или (IA) полностью замещен фтором (например, n при насыщенном терминальном углероде равен 3 и каждый X при этом углероде представляет собой F), и даже более предпочтительно, чтобы n был равен 3 и каждый X в соединении являлся F.
Для трех вариантов с углеродом в таких предпочтительных аспектах предпочтительно, чтобы соединение формулы (IA) представляло собой фторпропен с тремя-шестью атомами фтора в качестве заместителей и потенциально другими галогенами в качестве заместителей, включая, например, гексафторпропен (т.е. z равен 0, n равен 3, m равен 0 и все X являются F) пентафторпропен (т.е. z равен 0, n=3, m равен 1 и все X являются F), а соединение формулы (IIА) предпочтительно выбирают из группы, состоящей из одного или более следующих фторированных алканов: хлортрифторпропана (HCFC-244) и пентафторпропана (HFC-245) и гексафторпропана (HFC-236), в том числе всех изомеров каждого из них, но предпочтительно 1-хлор, 1,3,3,3-тетрафторпропана (HCFC-244fa), 1,1,1,3,3-пентафторпропана (HFC-245fa), 1,1,1,2,3-пентафторпропана (HFC-245eb) и 1,1,1,2,3,3-гексафторпропана (HFC-236ea). В некоторых предпочтительных вариантах фторированные алканы, полученные на стадии превращения, имеют степень замещения фтором N+1.
В предпочтительных вариантах стадию превращения (а), на которой олефин превращается в алкан, проводят в условиях, эффективных для достижения конверсии соединения формулы (I) по меньшей мере примерно 40%, более предпочтительно по меньшей мере примерно 55% и даже более предпочтительно по меньшей мере примерно 70%. В некоторых предпочтительных вариантах конверсия составляет по меньшей мере примерно 90% и более предпочтительно примерно 99%. Кроме того, в некоторых предпочтительных вариантах превращение соединения формулы (I) с образованием соединения формулы (II) проводят в условиях, эффективных для достижения селективности образования соединения формулы (II) по меньшей мере примерно 60%, более предпочтительно по меньшей мере примерно 80% и более предпочтительно по меньшей мере примерно 90% и даже более предпочтительно примерно 100%.
В предпочтительных вариантах стадию превращения (b), на которой алкан превращают во фторированный олефин со степенью фторирования N, проводят в условиях, эффективных для достижения конверсии соединения формулы (II) по меньшей мере примерно 40%, более предпочтительно по меньшей мере примерно 55% и даже более предпочтительно по меньшей мере примерно 70%. В некоторых предпочтительных вариантах конверсия составляет по меньшей мере примерно 90% и более предпочтительно примерно 95%. Кроме того, в некоторых предпочтительных вариантах превращение соединения формулы (II) с образованием соединения формулы (III) проводят в условиях, эффективных для получения селективности образования соединения формулы (III) по меньшей мере примерно 60%, более предпочтительно по меньшей мере примерно 80% и более предпочтительно по меньшей мере примерно 90% и даже более предпочтительно по меньшей мере примерно 98%.
Краткое описание чертежей
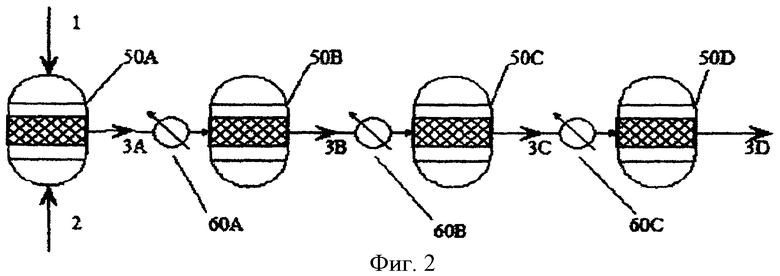
Фиг.1 представляет схематическую блок-диаграмму способа по одному из вариантов настоящего изобретения.
Фиг.2 представляет полусхематическую блок-диаграмму способа по настоящему изобретнию по одному из вариантов стадии гидрирования.
Подробное описание
Далее будет описан один вариант настоящего изобретения по фигуре 1, в котором поток сырья 1, содержащий по меньшей мере фторированный олефин со степенью замещения галогеном и предпочтительно степенью замещения фтором, равной N+1, направляют на первую стадию превращения 50. Предпочтительно, чтобы стадия превращения 50 включала поток сырья 2, содержащий восстановитель. Предпочтительно, чтобы стадия превращения 50 протекала в одном или нескольких реакционных сосудах, по меньшей мере один из которых предпочтительно содержит катализатор восстановления или гидрирования, и потоки 1 и 2 вводили в сосуд(ы) в условиях, эффективных для достижения нужной конверсии.
Хотя на фигуре потоки 1 и 2 для удобства показаны как отдельные, это сделано только для простоты и не ограничивает настоящее изобретение. Например, в некоторых вариантах потоки можно объединить вне сосуда и затем ввести в сосуд вместе или в других вариантах поток 1 и поток 2 могут каждый включать несколько отдельных потоков, каждый из которых вводят в сосуд(ы) в разное время и/или в разных местах. Это относится и используется всякий раз, когда речь идет о "потоке", как в описании, так и на фигурах, если конкретно не оговорено иное.
Предпочтительная стадия превращения 50 дает по меньшей мере один поток продуктов реакции 3, содержащий, согласно настоящему изобретению, фторированный алкан. Поток 3 используют в качестве реагента на стадии превращения 51, кроме того, необязательно поток 3 очищают перед подачей на стадию 51, на которой фторированный алкан в потоке 3 превращают во фторированный олефин, у которого степень замещения галогеном, в некоторых вариантах степень замещения фтором, составляет N, согласно настоящему изобретению. Стадия превращения 51 предпочтительно включает использование одного или нескольких реакционных сосудов, из которых по меньшей мере один содержит катализатор дегидрогалогенирования, и введение по меньшей мере потока 3 в сосуд(ы) в условиях, эффективных для получения нужного фторолефина.
В предпочтительных вариантах на стадии превращения 51 образуется продукт реакции, который включает не только нужный фторолефин, но также HF. В таких вариантах вообще предпочтительно вводить поток 4 на стадию разделения 52, на которой по меньшей мере часть HF отделяют от потока с образованием по меньшей мере первого потока 6, сравнительно богатого (по сравнению с потоком сырья 4) фторированным олефином, и по меньшей мере второго потока, сравнительно богатого HF (по сравнению с потоком сырья 4).
Предпочтительные варианты каждой из стадий 50, 51 и 52 описаны ниже.
Стадия восстановления
Предполагается, что стадию восстановления можно провести в периодическом режиме, однако предпочтительно проводить реакцию восстановления в практически непрерывном режиме. Более того, в то время как в некоторых вариантах допускается возможность использования жидкофазной реакции, предполагается, что в предпочтительных вариантах реакция восстановления включает и даже более предпочтительно состоит из по меньшей мере двух стадий парофазной реакции.
Относительно числа стадий реакции заявители с удивлением и неожиданно обнаружили, что сравнительно высокая суммарная конверсия и селективность реакции могут быть достигнуты при осуществлении по меньшей мере двух стадий реакции, из которых первую стадию проводят в условиях, эффективных для достижения первой, сравнительно низкой скорости превращения с образованием отходящих продуктов первой стадии, и по меньшей мере на вторую стадию реакции подают по меньшей мере часть указанного отходящего потока первой стадии, и ее проводят в условиях, эффективных для достижения второй скорости превращения, более высокой, чем указанная первая скорость. Предпочтительно регулировать условия реакции на первой и второй стадиях таким образом, чтобы достичь нужной конверсии согласно настоящему изобретению. Использованный здесь термин "условия реакции" используется в единственном смысле и означает регулирование любого одного или нескольких параметров, которые оператор может изменить для достижения конверсии сырья в соответствии с указаниями, содержащимися в изобретении. В качестве примера, но не для ограничения, конверсию сырья можно регулировать с помощью одного или нескольких любых следующих параметров: температура реакции, скорость потока реагентов, присутствие разбавителя, количество катализатора в реакционном сосуде, форма и размер реакционного сосуда, давление реакции и любая комбинация этих и других параметров способа, которые известны специалистам в данной области и содержатся в приведенном описании.
Заявители установили, что в предпочтительных вариантах регулирование конверсии на первой стадии реакции гидрирования достигается разумным выбором и регулированием количества катализатора на первой стадии реакции относительно скорости подачи одного или нескольких реагентов и/или разумным выбором и регулированием температуры реакции и предпочтительно разумным выбором и регулированием обоих этих параметров способа. Разумный выбор количества катализатора, который используют на первой стадии реакции, включает определение количества катализатора, теоретически необходимого для превращения 100% сырья. Такое определение можно провести любыми известными способами, которые очевидны специалистам в данной области на основании приведенных указаний. Кроме того, разумный выбор количества катализатора может также включать лабораторные, пилотные или сходные исследования для оценки количества конкретного катализатора, необходимого для превращения 100% сырья при скоростях подачи и других параметрах способа, которые можно выбирать. На основании этого определения предпочтительные варианты настоящего изобретения включают предложение для первой стадии реакции такого количества катализатора, которое существенно ниже количества, необходимого для 100% конверсии, и даже более предпочтительно достаточно низкого, чтобы обеспечить конверсию олефина в сырье примерно 10-60%, более предпочтительно 10-40% и даже более предпочтительно 10-25%. Опять-таки специалистам понятно, что разумный выбор количества катализатора включает, кроме того, анализ результатов дополнительных лабораторных, пилотных или других опытов с пониженным количеством катализатора и соответственно с установлением количества катализатора. Предполагается, что все эти исследования и измерения можно провести без трудоемкого экспериментирования на основании приведенных здесь указаний.
Поэтому в предпочтительных вариантах стадия регулирования конверсии на первой стадии в реакторе включает подачу олефинового реагента на первую стадию реакции со скоростью, которая существенно выше и по меньшей мере на 60-90% выше производительности катализатора, присутствующего на первой стадии реакции. Заявители установили, не связывая себя конкретной теорией, что использование такого избытка реагента на первой стадии реакции дает возможность использовать эти вещества как среду для отвода тепла. Поскольку реакция восстановления или гидрирования согласно настоящему изобретению является экзотермической и обычно существенно экзотермической, использование такого избытка сырья в предпочтительных вариантах приводит к поддержанию температуры реактора ниже той, которая наблюдалась бы в отсутствие такого избытка при тех же остальных условиях процесса.
Заявители установили, что сохранение очень низкой конверсии реагента на первой стадии реакции согласно настоящему изобретению оказывает положительное влияние на селективность образования нужного алкана. Другими словами, хотя конверсию на первой стадии реакции регулируют так, чтобы она была ниже той, которая нужна для всей стадии восстановления, заявители установили, что на первой стадии реакции в результате описанного регулирования конверсии повышенная, большая часть сырья превращается в нужный алкан (т.е. достигается повышенная селективность). Более конкретно, предпочтительным для многих вариантов является то, что селективность образования нужного алкана на первой стадии реакции составляет по меньшей мере примерно 80%, более предпочтительно по меньшей мере примерно 90% и даже более предпочтительно по меньшей мере примерно 95%, а во многих предпочтительных вариантах примерно 97% или выше.
В некоторых предпочтительных вариантах регулирование конверсии на первой стадии реакции включает, кроме того, отвод тепла реакции путем охлаждения по меньшей мере части реакционной смеси. Предполагается, что специалисты в данной области смогут осуществить такое охлаждение без сложного экспериментирования и использования дополнительных средств и устройств на основании содержащихся здесь указаний и все используемые средства и устройства будут находиться в объеме настоящего изобретения.
В предпочтительных вариантах по меньшей мере часть отходящего потока с первой стадии реакции подают непосредственно или необязательно после дополнительной обработки на вторую стадию реакции, на которой непрореагировавший фторированный олефин, остающийся в отходящем потоке после первой стадии реакции, превращают в соответствии с настоящим изобретением во фторированный алкан. Более конкретно, предпочтительно проводить вторую стадию реакции или последующие стадии реакции, если они есть, в условиях, эффективных для превращения содержащегося в потоке сырья фторированного олефина, подаваемого на вторую стадию реакции, со скоростью большей и предпочтительно значительно большей, чем скорость превращения на первой стадии реакции. В некоторых предпочтительных вариантах, например, процент конверсии на второй стадии реакции составляет примерно 20-99% в зависимости главным образом от общего числа стадий с участием реагента, используемых для регулирования общего превращения. Например, в тех вариантах, где предложена двухстадийная реакционная система, предполагается, что конверсия на второй стадии реакции составляет предпочтительно более 95% и даже более предпочтительно примерно 100%. Однако, как понятно специалистам в данной области из приведенных здесь указаний, такая двухстадийная реакция может оказаться недостаточной для достижения нужной селективности образования фторированного алкана. В таких случаях настоящее изобретение допускает, что превращение может включать более двух стадий реакции, в том числе в некоторых вариантах до 10 или более стадий реакции.
В предпочтительных вариантах превращение фторированного олефина согласно настоящему изобретению включает примерно четыре стадии реакции. Хотя очевидно, что конкретные параметры каждой стадии реакции могут варьироваться в широких пределах в объеме настоящего изобретения в зависимости от многих факторов, включающих природу нужного фторированного олефина, который получают, доступное сырье и другие конкретные ограничения обработки. Таблица 1 предлагает предпочтительные и более предпочтительные интервалы некоторых параметров способа, применимых в некоторых предпочтительных вариантах настоящего изобретения (понятно, что все численные значения в таблице следует предварять словом "примерно").
катализатора, мас.%**
В целях иллюстрации, но не ограничения, одна конфигурация многих стадий реакции в соответствии с предпочтительной стадией восстановления согласно настоящему изобретению показана на фигуре 2. Хотя предполагается, что стадию восстановления 50 можно проводить в периодическом или полунепрерывном режиме, предпочтительно, чтобы стадия восстановления 50 была непрерывной стадией общего типа, показанного на фигуре 2. На фигуре 2 в реактор первой стадии 50А помещают катализатор в количестве, эффективном для получения конверсии фторированного олефина в потоке 1 примерно 10-60% в соответствии с настоящим изобретением. В предпочтительных вариантах первая стадия реакции согласно настоящему изобретению, например, сосуд 50А, снабжен средствами для охлаждения реакционной смеси (не показаны). Например, реакционный сосуд 50A может иметь рубашку и пространство между сосудом и рубашкой содержит охлаждающую среду для отвода тепла от реактора. Конечно, можно использовать и другие средства охлаждения, например, внутренний охлаждающий змеевик, введение дополнительного охлаждающего разбавителя в реакционную смесь и т.п.
Отходящий поток 3А с первой стадии реакции предпочтительно, но не обязательно, дополнительно охладить до подачи на вторую стадию реакции, например, в реакционный сосуд 50В, с помощью теплообменника 60А. Фактически в некоторых вариантах может быть желательно в теплообменнике 60А и/или одном или нескольких последующих теплообменниках 60В и 60С подогреть отходящий поток до его подачи на следующую стадию реакции. Такая возможность желательна в некоторых вариантах, поскольку вообще, хотя и не исключительно, предпочтительно, чтобы уровень конверсии на каждой последующей стадии реакции был выше, чем на только что прошедшей предшествующей стадии. Для достижения такого результата может быть нужно и/или необходимо поднять температуру одного или более потоков сырья, с тем, чтобы обеспечить более высокую температуру следующей стадии реакции. Конечно, специалистам в данной области известны многие средства и устройства для регулирования температуры на всех последующих стадиях реакции, и все такие средства и устройства находятся в объеме настоящего изобретения и их можно использовать для регулирования конверсии на стадии реакции в соответствии с настоящим изобретением.
Размер, форма и другие характеристики самого реакционного сосуда могут широко варьироваться в объеме настоящего изобретения, и предполагается, что сосуд, связанный с каждой стадией, может быть другим или таким же, как сосуд, связанный с восходящей и нисходящей стадиями реакции. Более того, предполагается, что все стадии реакции могут проходить в одном сосуде при условии, что имеются средства и устройства для регулирования конверсии. Например, в некоторых вариантах может быть желательно использовать один трубчатый реактор для каждой стадии реакции при регулировании конверсии путем разумного выбора количества и/или распределения катализатора по трубчатому реактору. В этом случае возможно далее регулировать конверсию в разных зонах одного и того же реактора путем регулирования количества тепла, отводимого или добавляемого в различные зоны трубчатого реактора.
Специалисты в данной области легко смогут выбрать тип катализаторов для стадии гидрирования настоящего изобретения на основании представленных указаний. Например, предпочтительно для некоторых вариантов, чтобы по меньшей мере на одной, но предпочтительно на всех стадиях реакции использовался палладиевый катализатор - один или в комбинации с другими катализаторами. Для одной или нескольких стадий реакции согласно настоящему изобретению можно использовать один или несколько катализаторов гидрирования, раскрытых в патенте США 5679875. В некоторых предпочтительных вариантах катализатор предпочтительно содержит палладий, нанесенный на уголь, например, на угольную сетку.
Таким образом, некоторые варианты настоящих способов включают контактирование фторированного олефина формулы I и гидрирующего реагента, такого как Н2, с первой порцией катализатора на первой стадии реакции с образованием технологического потока, содержащего фторуглеводород(ы), непрореагировавший фторированный олефин и водород; контактирование по меньшей мере части этого первого отходящего потока со второй порцией катализатора на второй стадии реакции с образованием фторуглеводорода, причем вторая порция катализатора больше первой порции катализатора и конверсия фторированного олефина выше на второй стадии реакции. Предпочтительно, чтобы по меньшей мере часть отходящего потока со второй и/или последующих стадий реакции затем контактировала с катализатором дегидрофторирования с образованием потока продуктов, содержащего нужный фторированный пропен и HF. В некоторых предпочтительных вариантах за стадией дегидрофторирования следует предпочтительная стадия разделения, включающая подачу по меньшей мере части потока продуктов на экстракцию с использованием экстрагирующего реагента, такого как поток серной кислоты, для экстракции HF из потока продуктов. Стадии дегидрогалогенирования и разделения согласно предпочтительным вариантам настоящего изобретения подробно обсуждаются ниже.
Дегидрогалогенирование
Предполагается, что в свете общих приведенных указаний стадию дегидрогалогенирования можно проводить в широком интервале параметров и условий, так что предполагается, например, что стадия дегидрогалогенирования можно включать в некоторых непредпочтительных вариантах жидкофазную реакцию. Однако для многих вариантов настоящего изобретения предпочтительно, чтобы эта стадия реакции включала газофазную реакцию, предпочтительно в присутствии катализатора, предпочтительно металлического катализатора и даже более предпочтительно одного или нескольких катализаторов на основе переходных металлов (включая в некоторых предпочтительных вариантах катализаторы на основе галогенидов металлов), таких как FeCl3, оксихлорид хрома, Ni (включая Ni-сетку), NiCl2, CrF3 и их смеси, нанесенные или в объеме. Другие катализаторы представляют собой нанесенные на уголь катализаторы, катализаторы на основе сурьмы (такие как SbCl5) и катализаторы на основе алюминия (такие как AlF3, Al2O3 и фторированный Al2O3). Ожидается, что можно будет использовать много других катализаторов в зависимости от требований конкретных вариантов, включая, например, катализатор на основе палладия, катализатор на основе платины, катализаторы на основе родия и рутения. Разумеется, два или более таких катализаторов или другие катализаторы, не названные здесь, можно использовать в комбинации.
В целом предпочтительно, чтобы катализаторы были фторированы. В предпочтительных вариантах фторирование катализаторов включает контактирование катализатора с потоком HF примерно при температуре и давлении реакции. Газофазную реакцию дегидрогалогенирования можно проводить, например, путем подачи соединения формулы (II) в газовой фазе в подходящий реакционный сосуд или реактор. Предпочтительно, чтобы сосуд был изготовлен из коррозионно-устойчивых материалов, таких как Hastelloy, Inconel, Monel, и футерован фторполимерами. Предпочтительно, чтобы сосуд содержал катализатор, например, в неподвижном или кипящем слое, набитый вместе с подходящим катализатором дегидрогалогенирования, при наличии подходящих средств нагрева реакционной смеси до нужной температуры реакции.
Хотя предполагается, что можно использовать разные температуры реакции в зависимости от сопутствующих факторов, таких как используемый катализатор и целевой продукт реакции, в целом предпочтительно, чтобы температура реакции на стадии дегидрогалогенирования составляла примерно 150-600°C, предпочтительно примерно 200-550°C и даже более предпочтительно примерно 220-450°C.
Обычно предполагается также, что давление может изменяться в широком диапазоне в зависимости от таких сопутствующих факторов, как конкретный используемый катализатор и целевой продукт реакции. Давление реакции может быть, например, выше атмосферного, атмосферным или реакцию можно проводить в вакууме.
В некоторых вариантах можно использовать инертный разбавитель и/или окислитель, такой как азот, кислород и смесь азота и кислорода, в комбинации с соединением формулы (II), подаваемые на стадию дегидрогалогенирования. При использовании такого разбавителя и/или окислителя обычно предпочтительно, чтобы поток содержал соединение формулы (II) в количестве от примерно 5% до более 95 мас.% в расчете на суммарную массу разбавителя и соединения формулы (II).
Предполагается, что количество используемого катализатора будет меняться в зависимости от конкретных параметров каждого варианта. В предпочтительных вариантах время контакта, которое выражают как отношение объема катализатора (мл) к общей скорости потока (мл/сек), составляло от примерно 0.1 сек до примерно 1000 сек и предпочтительно от примерно 2 сек до примерно 120 сек.
Одной из предпочтительных реакций дегидрогалогенирования является реакция дегидрофторирования. Например, для вариантов, в которых целевым продуктом формулы (III) является HF0-1234yf, в некоторых случаях предпочтительно, чтобы соединение формулы (II) представляло собой 1,1,1,2,3-пентафторпропан. Заявители установили, что в таких вариантах предпочтительно использовать в качестве катализатора фторированный оксид хрома и фторид алюминия, фторид трехвалентного железа и смеси катализаторов, содержащие фториды магния и алюминия. В некоторых вариантах можно использовать катализатор на основе никеля или комбинацию таких катализаторов.
Кроме того, обычно предпочтительно проводить по меньшей мере существенную часть реакции при температуре примерно 200-600°C, причем конкретную температуру выбирают с учетом многих факторов, включая особенно тип используемого катализатора. Например, предпочтительно, чтобы дегидрогалогенирование протекало в присутствии фторированного металлического катализатора, тогда предпочтительной температурой реакции является температура примерно 200-550°C, более предпочтительно примерно 220-450°C и даже более предпочтительно примерно 250-375°C. Для вариантов, в которых катализатор содержит активированный уголь, металлы на активированном угле, особенно соли железа, кобальта и никеля на активированном угле и палладий на угле, предпочтительно, чтобы температура реакции составляла примерно 200-600°C и даже выше, предпочтительно примерно 300-500°C.
В предпочтительных вариантах время контакта составляет от примерно 0.1 сек до примерно 1000 сек и предпочтительно от примерно 2 сек до примерно 120 сек.
Предпочтительно, чтобы в таких вариантах дегидрофторирования конверсия составляла по меньшей мере примерно 50%, более предпочтительно по меньшей мере примерно 65% и даже более предпочтительно по меньшей мере примерно 90%. Предпочтительно, чтобы селективность образования HFO-1234yf составляла по меньшей мере примерно 70%, более предпочтительно по меньшей мере примерно 80% и более предпочтительно по меньшей мере примерно 90%.
Другой предпочтительной реакцией дегидрогалогенирования является реакция дегидрохлорирования. Например, для вариантов, в которых целевым продуктом формулы (III) является HFO-1234ze, предпочтительно, чтобы соединение формулы (II) представляло собой 1,1,1,3-тетрафтор-3-хлорпропан. Заявители установили, что в некоторых вариантах предпочтительно использовать для этой реакции катализатор на основе никеля при температуре реакции примерно 200-550°C, более предпочтительно примерно 250-500°C и даже более предпочтительно примерно 300-400°C. В некоторых других вариантах предпочтительно использовать для этой реакции активированный уголь в качестве катализатора при температуре реакции примерно 250-550°C, более предпочтительно примерно 300-550°C и даже более предпочтительно примерно 400°С. В других вариантах предпочтительно использовать для этой реакции катализатор, содержащий 3% палладия на угле при температуре реакции примерно 200-500°С, более предпочтительно примерно 225-475°С и даже более предпочтительно примерно 400°С. В еще одних вариантах предпочтительно использовать для этой реакции катализатор, содержащий 2% никеля на угле при температуре реакции примерно 400-500°С, более предпочтительно примерно 400-500°С и даже более предпочтительно примерно 450°С. В других вариантах предпочтительно использовать для этой реакции катализатор, содержащий оксифторид хрома при температуре реакции примерно 200-500°С, более предпочтительно примерно 250-450°С и даже более предпочтительно примерно 300°С.
В таких вариантах дегидрохлорирования есть возможность ввести в реактор инертный газ и/или окисляющий газ, такой как азот и/или кислород или смесь азота и кислорода в объемном соотношении соединение формулы (II):инерт (или кислород) от примерно 100:0.5 до примерно 100:75, причем даже более предпочтительным является соотношение примерно 100:2.
В предпочтительных вариантах дегидрохлорирования время контакта составляет от примерно 0.1 до примерно 1000 сек и предпочтительно примерно 3-120 сек.
Предпочтительно, чтобы в таких вариантах дегидрохлорирования конверсия составляла по меньшей мере примерно 50%, более предпочтительно по меньшей мере примерно 65% и даже более предпочтительно по меньшей мере примерно 90%. Предпочтительно, чтобы селективность образования HFO-1234ze и даже более предпочтительно транс-HFO-1234ze составляла по меньшей мере примерно 70%, более предпочтительно по меньшей мере примерно 80% и более предпочтительно по меньшей мере примерно 90%.
Обычно направление потока газовых компонентов на стадии дегидрогалогенирования не является критичным, но в некоторых предпочтительных вариантах технологический поток направлен вниз через слой катализатора.
Предпочтительно перед каждым циклом использования катализатор дегидрогалогенирования сушить, предварительно обрабатывать и активировать. В некоторых вариантах после продолжительного использования в реакторе катализатор лучше периодически регенерировать. Предварительная обработка может включать нагревание катализатора до примерно 250-430°С в токе азота или другого инертного газа. Затем катализатор для достижения высокой каталитической активности можно активировать обработкой в токе HF, разбавленного большим избытком азота. Регенерацию катализатора можно осуществить любым способом, известным в данной области, например, пропуская воздух или кислород над катализатором при температурах примерно 100-400°C в течение примерно от 1 часа до 3 дней в зависимости от размера реактора.
Разделение
Как указано выше, наряду с фторированным олефином, предпочтительно фторированным пропеном, в результате реакции дегидрофторирования образуется также HF. В одном предпочтительном варианте HF удаляют из потока продуктов дегидрофторирования путем противоточной экстракции серной кислотой. В этом варианте поток продуктов, содержащий HF, подают в одном направлении в колонну, предпочтительно в набивную колонну. В то же время в ту же колонну с набивкой подают поток серной кислоты, предпочтительно противотоком. Соответствующую набивку колонны легко выбирает специалист в данной области. Подходящие материалы для набивки включают неметаллические полимерные материалы, металлы и сплавы, нереакционно-способные по отношению к HF или серной кислоте, такие как PTFE, PFA, хастеллой, монель-металл и благородные металлы. Предпочтительно, чтобы поток серной кислоты содержал примерно 50-100% серной кислоты и более предпочтительно примерно 80% серной кислоты. В одном варианте поток серной кислоты непрерывно подают наверх набивной колонны со скоростью примерно вдвое большей, чем скорость подачи потока продуктов, который в предпочтительных вариантах подают со дна набивной колонны и продвигают наверх обычно практически противотоком к направленному вниз потоку серной кислоты. В некоторых вариантах поток, содержащий серную кислоту и HF, отводят со дна колонны и предпочтительно по меньшей мере часть потока и наиболее предпочтительно весь поток следует вернуть обратно в экстракционную башню. Стадию рецикла повторяют предпочтительно до тех пор, пока концентрация HF на дне колонны не будет превышать примерно 10 мас.% HF.
В одном варианте смесь серной кислоты и HF, содержащую более примерно 10 мас.% HF, загружают в отдельный сосуд. Затем смесь нагревают до температуры, достаточной для испарения HF, который собирают.
Другой вариант включает очистку HF, полученного быстрым испарением.
Необязательно отмыть HF или HCl, образовавшиеся в результате реакции дегидрогалогенирования, из потока продуктов водой или щелочными растворами.
Следующие примеры приведены в качестве конкретных иллюстраций изобретения. Следует отметить, однако, что изобретение не ограничено теми конкретными деталями, которые приведены в примерах.
ПРИМЕРЫ
Сравнительный пример С-1: реакция гексафторпропена с водородом
В небольшой одностадийный реактор, заключенный в кожух, с внешней рубашкой, соединенный с циркулирующей охлаждающей баней, при 31°С помещают 0.2 г 1% Pd/C (4-6 меш), смешанного с нихромовой сеткой близкого размера, с образованием общего слоя катализатора в 1 см3. До введения газообразных водорода и гексафторпропена температура слоя сначала составляет примерно 21°С. Однако после напуска водорода (0.37 моль/час) и гексафторпропена (0.26 моль/час) температура слоя уже примерно через 1 мин поднимается почти до 70°С.
Сравнительный пример С-2: реакция гексафторпропена с водородом
В тот же самый небольшой одностадийный реактор, заключенный в кожух, как в примере С-1, помещают небольшое количество 1% Pd на угле. Водород и гексафторпропен предварительно смешивают и затем подают в реактор. Температуру слоя катализатора стабилизируют при 69°С. Отходящие газы анализируют для определения конверсии и селективности образования CF3CHFCF2H. Средняя конверсия составляет 93.2% при средней селективности 95.7%.
Сравнительный пример С-3: реакция гексафторпропена с водородом
Сравнительный пример С-2 повторяют в том же небольшом одностадийном реакторе за исключением того, что температуру циркулирующей жидкости снижают до 21°С. Температуру слоя стабилизируют при 61.5°С. В этих условиях конверсия уменьшается до 88.6%, а селективность возрастает до 97.0%.
Примеры 1 и 2: многостадийные реакции восстановления
Использованные в следующих примерах реакторы представляют собой многостадийные реакторы, собранные из 1.5" секций трубки регламента 40316 SS.
Количество катализатора, загружаемого на каждую стадию реакции, рассчитывают, сначала определяя производительность катализатора (граммы превращенного сырья на грамм катализатора в час). Производительность определяют предварительно в небольшом реакторе. Затем устанавливают нужную скорость образования продукта примерно 10 фунтов в час, что позволяет определить общее количество катализатора, необходимое для 100% конверсии. На основании этих данных рассчитывают количество катализатора, необходимое для превращения 10-15% олефина в первом реакторе.
Загрузка катализатора в последующих примерах является следующей:
Секция 1 (1.5" × 1 фут): 10 г катализатора (1 мас.% Pd на угле 4-8 меш), остальное насадка с выступами 1/4" SS, в которой равномерно распределен катализатор.
Секция 2 (1.5" × 2 фут): 25 г катализатора, распределенного так же, как в секции 1.
Секция 3 (1.5" × 3 фут): 73.4 г катализатора и 1200 см3 насадки, распределенные как в секции 1.
Секция 4 (1.5" × 4 фут): 158 г катализатора, распределенного в 1400 см3 насадки. Общая масса катализатора = 267 г.
Пример 1: Многостадийное восстановление гексафторпропена
Гексафторпропен загружают в многостадийный реактор и восстанавливают непрерывно в течение 58 час при скорости подачи 14.5 фунт/час (или примерно 16.4 л/мин). Средняя скорость подачи водорода составляет 25 л/мин. Чтобы следить за конверсией и селективностью, отбирают образцы в разных точках в ряду реакторов. После второй стадии реакции конверсия составляет примерно 40%; после четвертой стадии реакции конверсия равна 99.5% при 99% селективности образования CF3CHFCF2H. Температура газов сразу по выходе из реактора составляет 66°С для первой стадии, 104°С для второй стадии, 173°С для третьей стадии и 100°С для четвертой стадии. Максимальная температура на любой стадии реакции составляет примерно 230°С. Первую баню поддерживают при 55°С, а вторую - при 111°С.
Пример 2: Многостадийное восстановление 1,2,3,3,3-пентафторпропена-1
1,2,3,3,3-Пентафторпропен-1 гидрируют в таком же реакторе, как в примере 1, при скорости подачи 14.6 фунт/час в течение 64 час. Средняя скорость подачи водорода составляет 25 л/мин. Чтобы следить за конверсией и селективностью, отбирают образцы в разных точках в ряду реакторов. После второго реактора конверсия составляет примерно 54%. После четвертого реактора конверсия составляет 100% при 98% селективности образования CF3CHFCH2F. Температура газов сразу на выходе из реактора составляет 99°С для первого реактора, 95°С для второго реактора, 173°С для третьего реактора и 104°С для четвертого реактора. Максимальная температура в любом реакторе составляет примерно 240°С. Первую баню выдерживают при 59°С, а вторую - при 116°С.
Примеры 3-8
Следующие реакции дегидрофторирования проводят в цилиндрическом реакторе из монель-металла. Нагрев осуществляют путем помещения реактора в электрическую печь. Температуру процесса регистрируют с помощью многоточечной термопары внутри реактора и внутри слоя катализатора. Фторуглеводород подают на дно вертикально установленного реактора и испаряют до ввода в слой катализатора. Для мониторинга реакции с помощью ГХ-анализа отходящие газы пропускают через вентиль отбора проб газа.
Пример 3: Дегидрофторирование 1,1,1,2,3,3-гексафторпропана (HFC-236еа) в присутствии катализатора - фторированного Cr2O3
HFC-236ea пропускают над 20 см3 фторированного Cr2O3 со скоростью 12 г/час в интервале температур 250-350°С при 1 атм. В ходе реакции образуются два изомера 1,1,1,2,3-пентафторпропена, конкретно 1225yeZ и 1225уеЕ. Как показано ниже в таблице к примеру 3, когда температура реакции возрастает от 250 до 350°С, конверсия HFC-236ea увеличивается от 65.2% до 96.0%, а селективность образования 1225yeZ несколько понижается от 97.0% до 94.6%. При 250°С изомеры 1225 по-видимому являются единственными продуктами. Эти результаты показывают, что катализатор - фторированный Cr2O3 - высоко активен и селективен в превращении HFC-236ea в 1225yeZ.
Пример 4: дегидрофторирование HFC-236ea в присутствии металлфторидных катализаторов
Катализаторы из этого примера включают AlF3, FeF3 и 10% MgF2-90% AlF3. HFC-236ea пропускают над 20 см3 каждого катализатора со скоростью 12 г/час при 350°С и 1 атм. Как показано ниже в таблице к примеру 4, как AlF3, так и 10% MgF2-90% AlF3 проявляют высокую активность (конверсия HFC-236ea >95%) в дегидрофторировании HFC-236ea, в то время как FeF3 значительно менее активен (конверсия HFC-236ea <60%). Селективность образования 1225yeZ в присутствии катализаторов AlF3 и 10% MgF2 - 90% AlF3 составляет примерно 92% при 350°С.
Пример 5 - Дегидрофторирование HFC-236ea в присутствии нанесенных на активированный уголь металлических катализаторов
Катализаторы в этом примере включают три нанесенных на активированный уголь металлических катализатора, конкретно 0.5 мас.% Fe/АУ, 0.5 мас.% Ni/АУ и 5.0 мас.% Со/АУ. HFC-236ea пропускают над 20 см3 каждого катализатора со скоростью 12 г/час при 350°С и 1 атм. Как показано в таблице к примеру 5, среди нанесенных на активированный уголь неблагородных металлов железо проявляет самую высокую активность. При температуре реакции 350°С и 1 атм на катализаторе 0.5 мас.% Fe/АУ наблюдается селективность образования 1225yeZ примерно 90% и конверсия HFC-236еа примерно 80%.
Пример 6: дегидрофторирование CF3CHFCH2F (HFC-245eb) в присутствии катализаторов - фторированного оксида алюминия и оксида хрома
Катализаторы этого примера включают два фторированных металлоксидных катализатора - фторированные Al2O3 и Cr2O3. HFC-245eb пропускают над 20 см3 каждого катализатора со скоростью 12 г/час при 300°С и 1 атм. Продуктом реакции является 2,3,3,3-тетрафторпропен (HFC-1234yf). Как показано в таблице к примеру 6, оба фторированные металлоксидные катализаторы обеспечивают конверсию HFC-245eb выше 95% и селективность образования 1234yf выше 96%. Эти результаты показывают, что катализаторы фторированные Al2O3 и Cr2O3 - весьма активны и селективны в превращении 245eb в 1234yf.
Пример 7: дегидрофторирование HFC-245eb в присутствии металлфторидных катализаторов
Катализаторы этого примера включают три металлфторидных катализатора, конкретно MgF2, AlF3 и CeF4. HFC-245eb пропускают над 20 см3 каждого катализатора со скоростью 12 г/час при 350°С и 1 атм. Как показано в таблице к примеру 7, среди изученных фторидов металлов AlF3 проявляет самую высокую активность при высокой селективности. На этом катализаторе конверсия HFC-245eb составляет примерно 97% при селективности образования 1234yf примерно 97%.
Пример 8: дегидрофторирование HFC-245eb в присутствии активированного угля и нанесенных на активированный уголь Pd катализаторов
Катализаторы этого примера включают активированный уголь и нанесенные на активированный уголь Pd-катализаторы. HFC-245eb пропускают над 20 см3 каждого катлизатора со скоростью 12 г/час при 1 атм. Как показано в таблице к примеру 8, активированный уголь проявляет очень низкую активность в превращении 245eb в 1234yf даже при 525°С, в то время как на катализаторе 0.5 мас.% Pd на активированном угле конверсия 245eb составляет примерно 92% и селективность образования 1234yf примерно 98% при 450°С. Эти результаты показывают, что нульвалентные металлические катализаторы могут быть активны в дегидрофторировании 245eb до 1234yf.
Пример 9: Экстракция HF, образовавшегося при
дегидрофторировании, серной кислотой
Поток продуктов из примера 3 (при 350°С), который содержит 4.0 мас.% HFC-236ea, 78.9 мас.% 1225yeZ, 3.3 мас.% 1225уеЕ, 12.6 мас.% HF и 1.2% неизвестных соединений, подают на дно колонны с насадкой со скоростью примерно 2.9 фунт/час в течение 4 час.
Поток с примерно 80 мас.% серной кислоты (80/20 H2SO4/H2O) непрерывно подают на верх той же колонны с насадкой со скоростью примерно 5.6 фунт/час в течение того же времени. Газовый поток, выходящий сверху колонны, содержит в основном органику и менее 0.5 мас.% HF. Концентрация HF в серной кислоте в кубовых остатках составляет примерно 5.8 мас.%.
Кубовую жидкость, содержащую серную кислоту и HF, возвращают обратно в экстракционную колонну до тех пор, пока концентрация HF не станет больше 10 мас.%. Затем смесь серной кислоты и HF помещают в двухгалонный тефлоновый сосуд. Смесь нагревают до примерно 140°С для быстрого испарения HF, который собирают. Собранный HF содержит 6000 м.д. воды и 217 м.д. серы. Серная кислота содержит примерно 500 м.д. органического углерода.
HF, собранный после быстрого испарения, перегоняют в дистилляционной колонне и выделяют безводный HF. Выделенный безводный HF содержит примерно 37 м.д. примесей серы.
Пример 10: Конверсия 1-бром, 2,3,3,3-тетрафторпропена в 2,3,3,3-тетрафторпропен
1-бром, 2,3,3,3-тетрафторпропен загружают в многостадийный реактор примера 1 и восстанавливают непрерывно. В разных точках по ряду реакторов отбирают образцы для слежения за процентами конверсии и селективности. После второй стадии реакции конверсия составляет примерно 40%; после четвертой стадии реакции конверсия равна 99.5% при 99% селективности образования CF3CHFCH2Br.
Полученный в многостадийном реакторе алкан загружают в каталитический реактор, где его дегидрохлорируют до 2,3,3,3-тетрафторпропена с высокой конверсией и селективностью.
Приведенные примеры и описание предпочтительных вариантов следует понимать как иллюстративные, а не ограничивающие настоящее изобретение, представленное формулой. Легко понять, что многочисленные вариации и комбинации приведенных выше особенностей можно использовать, не отклоняясь от настоящего изобретения, охарактеризованного в формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ | 2007 |
|
RU2466121C2 |
| СПОСОБ ПОЛУЧЕНИЯ 2,3,3,3-ТЕТРАФТОРПРОПИЛЕНА | 2009 |
|
RU2535214C2 |
| СПОСОБ ПОЛУЧЕНИЯ 2,3,3,3-ТЕТРАФТОРПРОПИЛЕНА | 2009 |
|
RU2484079C2 |
| СПОСОБ ПОЛУЧЕНИЯ 2,3,3,3-ТЕТРАФТОРПРОПЕНА | 2009 |
|
RU2463285C2 |
| СПОСОБ ПОЛУЧЕНИЯ 2,3,3,3-ТЕТРАФТОРПРОПЕНА | 2009 |
|
RU2523546C2 |
| СПОСОБ ПОЛУЧЕНИЯ 2,3,3,3-ТЕТРАФТОРПРОПИЛЕНА | 2009 |
|
RU2535215C2 |
| КАТАЛИТИЧЕСКОЕ ГАЗОФАЗНОЕ ФТОРИРОВАНИЕ | 2011 |
|
RU2541541C1 |
| КАТАЛИТИЧЕСКОЕ ГАЗОФАЗНОЕ ФТОРИРОВАНИЕ | 2011 |
|
RU2571415C2 |
| КАТАЛИТИЧЕСКОЕ ГАЗОФАЗНОЕ ФТОРИРОВАНИЕ | 2015 |
|
RU2654694C2 |
| СПОСОБ ПОЛУЧЕНИЯ 1,1,1-ТРИФТОР-2,3-ДИХЛОРПРОПАНА | 2009 |
|
RU2476413C2 |
Изобретение относится к способу получения фторированного олефинового продукта. Способ включает стадии: (а) контактирования потока сырья, содержащего реагенты - фторированный олефин и водород, с первой порцией катализатора с превращением указанных реагентов в гидрофторалкан с первой степенью конверсии и получением первого отходящего потока, содержащего указанный гидрофторалкан, непрореагировавший фторированный олефин и водород; (b) контактирования указанного первого отходящего потока со второй порцией катализатора с превращением указанного непрореагировавшего фторированного олефина в гидрофторалкан со второй степенью конверсии, причем вторая порция катализатора больше первой порции катализатора и вторая степень конверсии выше первой степени конверсии; (с) дегидрогалогенирования по меньшей мере части указанного гидрофторалкана со стадии (b) с образованием потока продуктов, содержащего фторированный олефин и HF; и (d) необязательно отделения HF от указанного потока продуктов. Использование настоящего способа позволяет улучшить общую степень превращения и повысить чистоту продукта. 14 з.п. ф-лы, 7 табл., 2 ил., 10 пр.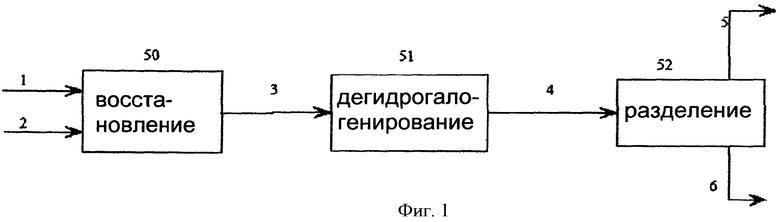
1. Способ получения фторированного олефинового продукта, включающий стадии:
(a) контактирования потока сырья, содержащего реагенты - фторированный олефин и водород, с первой порцией катализатора с превращением указанных реагентов в гидрофторалкан с первой степенью конверсии и получением первого отходящего потока, содержащего указанный гидрофторалкан, непрореагировавший фторированный олефин и водород;
(b) контактирования указанного первого отходящего потока со второй порцией катализатора с превращением указанного непрореагировавшего фторированного олефина в гидрофторалкан со второй степенью конверсии, причем вторая порция катализатора больше первой порции катализатора и вторая степень конверсии выше первой степени конверсии;
(c) дегидрогалогенирования по меньшей мере части указанного гидрофторалкана со стадии (b) с образованием потока продуктов, содержащего фторированный олефин и HF; и
(d) необязательно отделение HF от указанного потока продуктов.
2. Способ по п.1, в котором по меньшей мере часть указанного потока продуктов реакции приводят в контакт с серной кислотой для экстракции HF из указанного потока продуктов.
3. Способ по п.2, в котором на стадии контактирования с серной кислотой образуется отходящий поток серной кислоты, содержащий по меньшей мере часть HF из потока продуктов реакции, и способ включает дополнительно стадию возврата по меньшей мере части указанного потока серной кислоты в экстракционную колонну.
4. Способ по п.2, в котором указанный фторированный олефин включает фторпропен с тремя-шестью атомами фтора в качестве заместителей.
5. Способ по п.2, в котором указанный фторированный олефин включает гексафторпропен.
6. Способ по п.2, в котором указанный фторированный олефин включает пентафторпропен.
7. Способ по п.2, в котором указанный гидрофторалкан включает хлортрифторпропан (HCFC-244).
8. Способ по п.2, в котором указанный гидрофторалкан включает пентафторпропан (HFC-245).
9. Способ по п.2, в котором указанный гидрофторалкан включает гексафторпропан (HFC-236).
10. Способ по п.2, в котором указанный фторированный олефин включает F2C=CFCF3.
11. Способ по п.2, в котором указанный фторированный олефин включает CFH=CFCF3.
12. Способ по п.2, в котором каждая из указанных стадий превращения (а) и (b) включает применение нанесенного на уголь палладия.
13. Способ по п.2, в котором указанная стадия дегидрогалогенирования включает дегидрофторирование.
14. Способ по п.13, в котором дегидрофторирование включает каталитическое дегидрофторирование.
15. Способ по п.13, в котором дегидрофторирование включает каталитическую реакцию и катализатор выбирают из группы, состоящей из одного или более фторированных оксидов металлов, фторидов металлов, нанесенных на уголь переходных металлов и их комбинаций.
| US 5986151 A, 16.11.1999 | |||
| US 6194619 B1, 27.02.2001 | |||
| KNUNYANTS I L; KRASUSKAYA M P; MYSOV E I: "REACTIONS OF FLUORO OLEFINS | |||
| Насос | 1917 |
|
SU13A1 |
| CATALYTIC HYDROGENATION OF PERFLUORO OLEFINS", 1960, BULLETIN OF THE ACADEMY OF SCIENCES OF THE USSR, DIVISION OF CHEMICAL SCIENCES, VOL.8, PAGES 1412-1418 | |||
| Косозубое зубчатое колесо | 1967 |
|
SU688751A1 |
| СПОСОБ ГИДРОГЕНОЛИЗА И/ИЛИ ДЕГИДРОГАЛОГЕНИРОВАНИЯ ФТОРГАЛОУГЛЕРОДОВ И/ИЛИ ФТОРГАЛОУГЛЕВОДОРОДОВ | 1991 |
|
RU2026279C1 |
| НАСЫЩЕННЫЕ ЛИНЕЙНЫЕ ПОЛИФТОРУГЛЕВОДОРОДЫ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ (ВАРИАНТЫ), КОМПОЗИЦИЯ ДЛЯ ОЧИСТКИ ТВЕРДОЙ ПОВЕРХНОСТИ | 1991 |
|
RU2073664C1 |

