Изобретение относится к швейной промышленности, а именно к способам формования объемных деталей одежды, и может быть использовано в процессе проектирования одежды из меха и текстильных материалов на типовые и индивидуальные фигуры, для прогнозирования и оценки качества посадки изделия, а также при обучении проектированию одежды и для научных исследований.
Известен способ формования прокладки по контуру меховой детали с последующим соединением ее с меховой деталью с объемным отделочным элементом с применением клея [1]. Недостатком является большое число и широкий ассортимент прикладных материалов, большой вес изделия, ввиду многослойности пакета прокладок, что приводит к изменению свойств драпируемости меха и использованию в ограниченном диапазоне силуэтных форм. Недостатком является отслаивание клея при неблагоприятных условиях воздействия на изделие влаги, низких и высоких температур, химических препаратов при чистке в условиях длительной эксплуатации, приводящее к снижению качества. Недостатком является возможное нарушение целостности деталей изделия при необходимости исправления качества посадки или изготовления одежды.
Известно применение клеевого прокладочного материала в качестве дублирующей прокладки деталей меховых изделий путем его наклеивания на внутреннюю часть детали [2] с последующей сборкой изделия. Недостатком является отслаивание клеевой прокладки при неблагоприятном воздействии на изделие влаги, высоких и низких температур, химических препаратов при чистке в условиях длительной эксплуатации, что приводит к растяжению меховой детали по длине и ширине, к саморазрушению соединения деталей изделия и, как результат, к снижению качества изделия. Недостатком является резкое снижение свойств драпируемости меха, приводящее к использованию в ограниченном диапазоне силуэтных форм. Недостатком является нарушение качества соединения деталей при переходе к зоне с резким изменением толщины детали и жесткости проклеенного участка детали. Недостатком является невозможность исправления качества посадки одежды на участках применения клеевой технологии закрепления формы без разрушения целостности деталей изделия и необеспеченность ремонтопригодности.
Известно применение различных прокладочных материалов (туаль, тонкая бязь, ситец, коленкор, бортовая льняная прокладочная ткань, нетканые материалы) для закрепления формы меховой одежды, путем прикрепления на участках или выстегивания целой детали или ее части и прокладывания кромок [3]. Недостатком является ухудшение драпируемости меха, приводящее к использованию в ограниченном диапазоне силуэтных форм. Недостатком является снижение качества посадки изделия в результате отслаивания прокладочных материалов при длительной эксплуатации изделия, приводящее к потере силуэтной формы, возможному разрыву меховых деталей в местах соединений, последующему растяжению меховых деталей по длине и ширине. Недостатком является невозможность исправления качества посадки одежды и необеспеченность ремонтопригодности без нарушения целостности деталей изделия.
Известно применение жесткой прокладки из волокнистого нетканого термостабилизированного материала ППВ при изготовлении одежды [4]. Недостатком является ограниченный ассортимент применения ввиду излишней жесткости прокладки. Месторасположение жесткой прокладки из ППВ по всей поверхности изделия не обеспечивает подвижности слоев пакета материала изделия, что существенно снижает драпируемость изделия. Внутренняя поверхность прокладки не соответствует конфигурации поверхности фигуры на верхнем опорном участке, что приводит к ограничению силуэтных форм.
Ближайшим аналогом является способ получения из войлока цельноформованной детали заданной пространственной формы [5], включающий стадии укладывания слоев шерстяных волокон и текстильного материала, свойлачивание, валку, формование и сушку. Недостаток заключается в том, что при использовании способа для изготовления прокладки верхнего опорного участка в одежду не обеспечивается изменение конфигурации внутренней поверхности прокладки для возможности корректировки формы верхнего опорного участка изделия.
Технической задачей изобретения является обеспечение заданной формы одежды на верхнем опорном участке для улучшения качества посадки, эксплуатационных и эстетических свойств изделия.
Техническим результатом изобретения является обеспечение заданной формы одежды на верхнем опорном участке для улучшения качества посадки, эксплуатационных и эстетических свойств изделия за счет использования цельноформованной прокладки верхнего опорного участка одежды; придание заданной формы изделию на верхнем участке путем размещения вкладыша в полости, образованной при валке цельноформованной прокладки верхнего опорного участка одежды; при этом фиксация прокладки только на отдельных участках позволяет сохранить свойства драпируемости и ремонтопригодность одежды.
Поставленная задача решается тем, что способ изготовления цельноформованной прокладки верхнего опорного участка одежды осуществляется путем раскладывания холста из шерстяных волокон, свойлачивания, валки, объемного формования и сушки, при этом между слоями волокон размещается шаблон-разделитель для формирования полости, соответствующей форме вкладыша для изменения толщины прокладки на отдельных участках, причем толщина каждого из слоев холста не превышает величины, задаваемой требованиями к жесткости материала готовой прокладки, а увеличение толщины прокладки, при необходимости, обеспечивается помещением вкладыша требуемой толщины в полость через разрез, оставшийся после удаления шаблона-разделителя, готовая прокладка соединяется с изделием по участкам, расположенным по линиям горловины, плеча, проймы и полузаноса борта ниточным соединением с сохранением подвижности слоев пакета материала изделия, при этом форма внешнего слоя верхнего опорного участка одежды обеспечивается облеганием прокладки без нарушения свойств драпируемости основного материала.
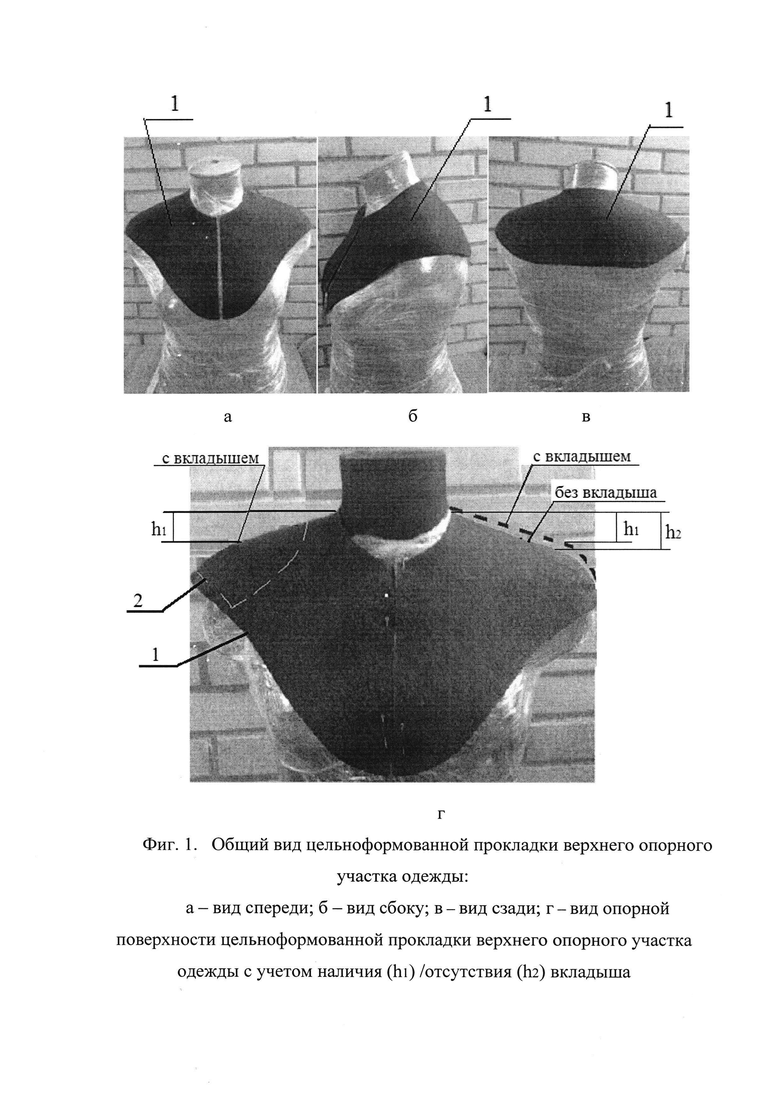
На фиг. 1 изображен общий вид цельноформованной прокладки верхнего опорного участка одежды: а - вид спереди; б - вид сбоку; в - вид сзади; г - вид опорной поверхности цельноформованной прокладки верхнего опорного участка одежды с учетом наличия (h1) / отсутствия (h2) вкладыша.
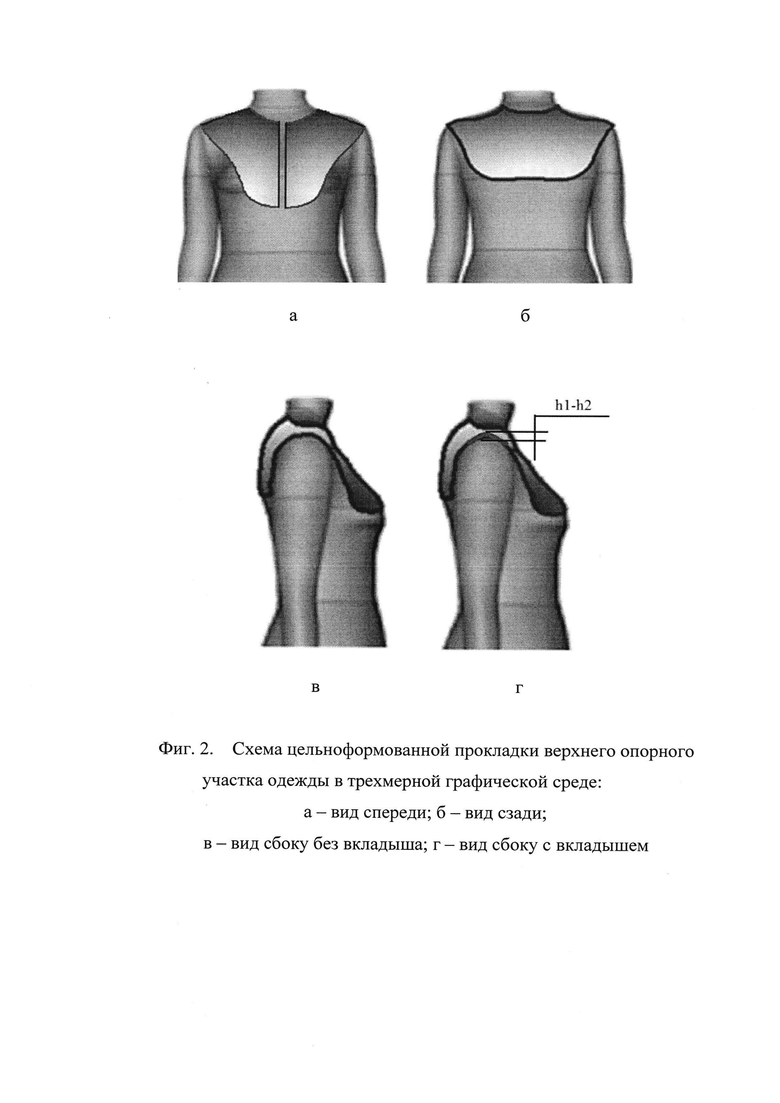
На фиг. 2 изображена схема цельноформованной прокладки верхнего опорного участка одежды в трехмерной графической среде: а - вид спереди; б - вид сзади; в - вид сбоку без вкладыша; г - вид сбоку с вкладышем.
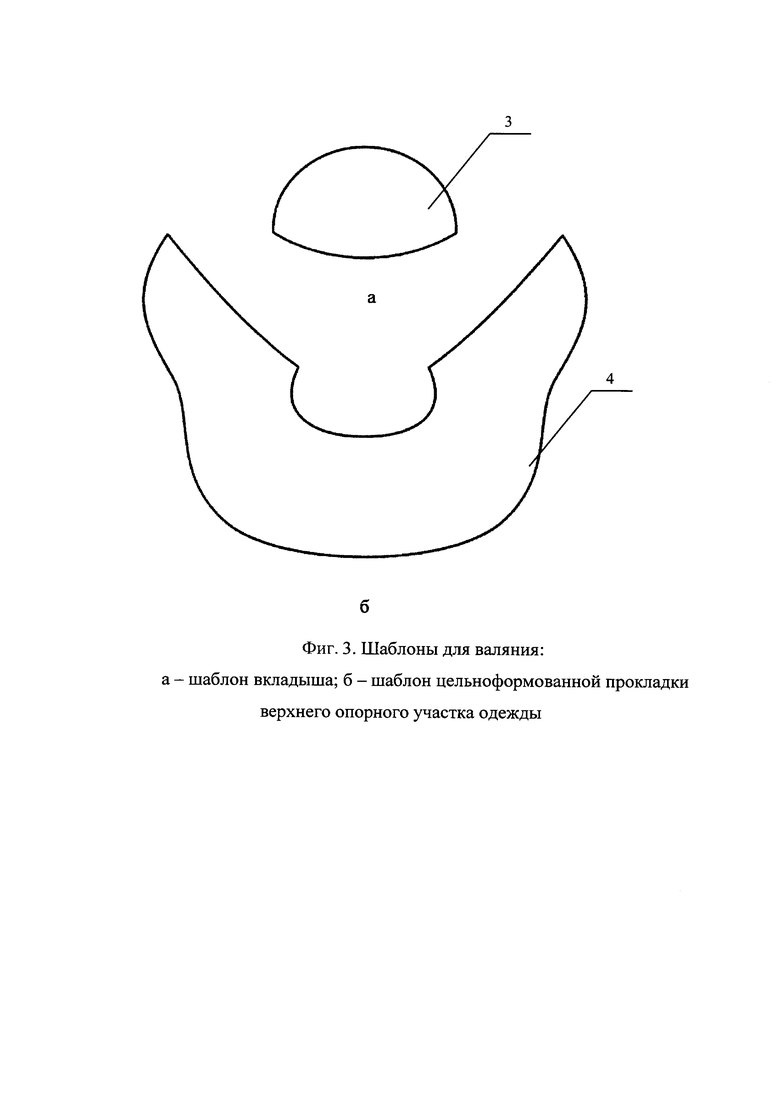
На фиг. 3 изображены шаблоны для валяния: а - шаблон вкладыша; б - шаблон цельноформованной прокладки верхнего опорного участка одежды.
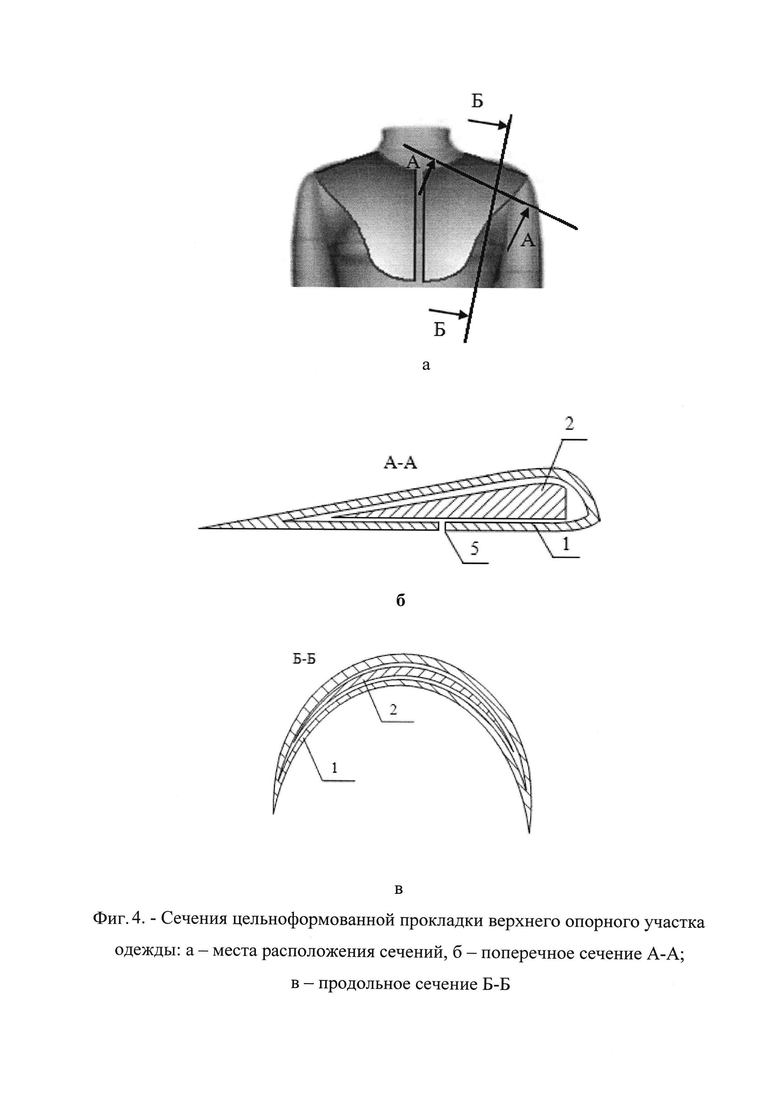
На фиг. 4 изображены сечения цельноформованной прокладки верхнего опорного участка одежды: а - места расположения сечений; б - поперечное сечение А-А; в - продольное сечение Б-Б.
Реализация способа изготовления цельноформованной прокладки верхнего опорного участка одежды представлена на примере применения в меховых изделиях.
Для изготовления цельноформованной прокладки верхнего опорного участка одежды используют натуральные шерстяные волокна. Нетканые прокладочные материалы, а также большинство текстильных клеевых прокладочных материалов не являются натуральными [1-4], что сказывается на гигиенических свойствах одежды и может привести к дискомфорту. Использование для изготовления прокладки натуральных материалов - шерстяных волокон - обеспечивает экологическую безопасность изделия.
Цельноформованная прокладка верхнего опорного участка одежды является однородным изделием, изготовляемым из одного вида материала - шерстяных волокон, что является преимуществом, т.к. при этом число материалов для изготовления прокладочных деталей одежды сокращается до одного.
Известно, что одежда, в том числе меховая, является мягкой оболочкой и проявляет свою пространственную форму при надевании на тело человека [6, 7, 8], при этом закрепление пространственной конфигурации изделия на верхнем опорном участке обеспечивается конструктивными и технологическими способами, в том числе при помощи прокладок. Использование цельноформованной прокладки верхнего опорного участка одежды (1) (фиг. 1)направлено на повышение формоустойчивости изделия, в том числе меховой одежды, на верхнем опорном участке и улучшение качества посадки.
Форму поверхности одежды проектируют в соответствии с размерной характеристикой тела, воздушными зазорами (прибавками на свободное облегание), определяющими силуэт изделия [8], учитывая толщину пакета материалов изделия [9], в том числе прокладок [7]. Целесообразно для проектирования пространственной конфигурации шаблона цельноформованной прокладки верхнего опорного участка одежды использовать трехмерный способ проектирования одежды, например [10] или [11]. В трехмерной среде графической САПР относительно трехмерного манекена фигуры проектируется пространственная форма цельноформованной прокладки верхнего опорного участка одежды изделия (1) с определенными воздушными зазорами - проекционными прибавками (фиг. 2).
В результате развертывания на плоскость поверхности цельноформованной прокладки верхнего опорного участка одежды (1) получают ее шаблон (4) (фиг. 3б).
Для обеспечения требуемой формы плечевого участка изделия в цельноформованной прокладке на верхнем опорном участке размещают вкладыш (2), выполняющий роль плечевой накладки (фиг. 3а).
В одежде для формирования пространственной конфигурации плечевого участка в соответствии с модельными особенностями изделия помимо пакета прокладочных материалов используются плечевые накладки. При одновременном надевании нескольких изделий различного ассортимента, имеющих закрепленные плечевые накладки, плечевой участок каждого последующего изделия изменяет свою форму в зависимости от формы плечевой накладки нижележащей одежды и, соответственно, толщины пакета материалов. Таким образом, одежда верхнего слоя уже не будет иметь запроектированную конфигурацию плечевого участка. Из-за наличия нескольких плечевых накладок в низлежащих слоях одежды, в меховом изделии будет наблюдаться дефект посадки - наклонные складки, что значительно снизит качество дорогостоящего изделия. Также будет наблюдаться динамический дефект из-за измененной толщины плечевой зоны.
Использование в цельноформованной прокладке верхнего опорного участка (1) вкладыша (2) обеспечивает соответствие формы прокладки внутренней поверхности изделия верхнему опорному участку индивидуальной фигуры (форма плечевого пояса, наклон и разворот плеч и т.д.).
Для проектирования вкладыша (2) разрабатывают шаблон вкладыша (3), соответствующий конфигурации срезов плечевой накладки (фиг. 3а). Шаблон вкладыша увеличивают с учетом процента усадки войлока (не менее 30%) при свойлачивании и сушке [12].
Формируют холст из шерстяных волокон по шаблону вкладыша. Вкладыш (2) разнотолщинный (фиг. 4б). Разнотолщинность вкладыша обеспечивается выкладыванием каждого последующего слоя волокон перпендикулярно предыдущему с постепенным отступом от внутреннего края сменного вкладыша на одинаковую величину. Количество слоев волокон вкладыша постепенно уменьшается к краям шаблона.
Цельноформованная прокладка верхнего опорного участка одежды представляет собой бесшовную деталь, конструкция которой получается соединением деталей прокладки полочек и спинки по плечевым линиям (фиг. 3б).
Поскольку процесс валяния предполагает уменьшение размеров холста при валке, то для обеспечения соразмерности прокладочной детали на начальном и конечном этапах валяния производят увеличение площади шаблона для валяния цельноформованной прокладки верхнего опорного участка одежды (4) (фиг. 3б) с учетом процента усадки войлока (не менее 30%), при свойлачивании и сушке [12].
По шаблону для валяния цельноформованной прокладки верхнего опорного участка одежды раскладывают слои холста из шерстяных волокон. При этом волокна каждого из последующих слоев располагаются перпендикулярно относительно предыдущего слоя. В цельноформованной прокладке верхнего опорного участка одежды нет соединений, что является преимуществом.
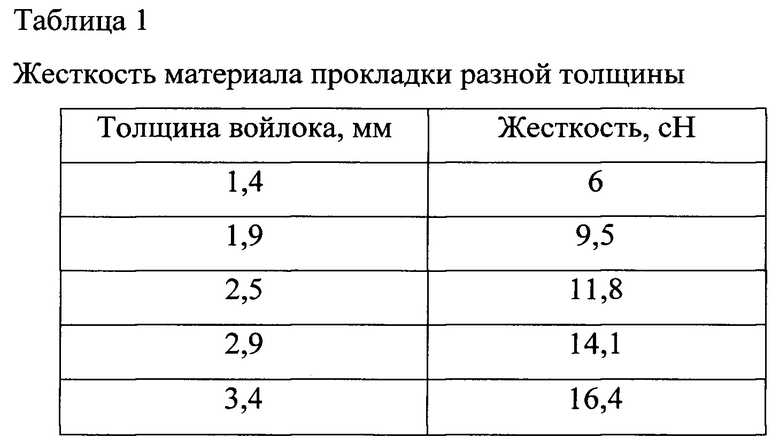
Для изменения толщины готовой цельноформованной прокладки верхнего опорного участка одежды между слоями волокон в области размещения вкладыша помещается шаблон-разделитель для формирования полости, соответствующей форме вкладыша. Толщина готового материала прокладки выбирается исходя из требований к жесткости [12] (таблица 1).
Детали холста смачивают горячей водой с помощью пульверизатора и накрывают воздушно-пузырчатой пленкой и выполняют свойлачивание.
После переворачивания, повторного увлажнения и накрывания холста воздушно-пузырчатой пленкой выполняют повторное свойлачивание.
Выполняют валку полуфабриката цельноформованной прокладки верхнего опорного участка одежды на плоскости. Затем выполняют разрез (5) и удаляют шаблон-разделитель (фиг. 4б).
Окончательная отделка цельноформованной прокладки верхнего опорного участка одежды производится после объемного формования и высыхания. Уточнение контура цельноформованной прокладки верхнего опорного участка одежды производят после снятия с манекена внутренней формы изделия.
Объемное формование выполняют на специально подготовленном манекене внутренней формы изделия, например [11].
В образовавшуюся после удаления шаблона-разделителя полость для увеличения высоты прокладки на верхнем опорном участке размещают вкладыш из шерстяных волокон требуемой толщины.
Вкладыш может быть заменен на другой, соответствующий индивидуальной фигуре по толщине, форме и т.д. Использование сменного вкладыша позволяет обеспечить требуемую конфигурацию поверхности цельноформованной прокладки верхнего опорного участка и скорректировать посадку одежды при индивидуальных особенностях фигуры.
При использовании одежды с цельноформованной прокладкой верхнего опорного участка как изделия третьего слоя, когда нижележащие предметы одежды имеют свои закрепленные плечевые накладки, изменяющие конфигурацию плечевого пояса, вкладыш извлекают из соответствующей полости, не нарушая целостность прокладки и изделия. При этом изделие третьего слоя сохранит качество посадки на верхнем опорном участке. Использование в меховой одежде цельноформованной прокладки верхнего опорного участка с регулируемой толщиной в плечевой зоне предотвратит образование дефектов посадки и проблему дискомфорта при носке.
Готовая цельноформованная прокладка верхнего опорного участка одежды соединяется с изделием по участкам, расположенным по линиям горловины, плеча, проймы и полузаноса борта ниточным соединением с сохранением подвижности слоев пакета изделия. На остальных участках форма внешнего слоя верхнего опорного участка одежды обеспечивается облеганием прокладки без нарушения свойств драпируемости основного материала.
Ниточное соединение цельноформованной прокладки верхнего опорного участка одежды с изделием происходит по ее контурам при постоянных условиях и режимах технологического процесса, не нарушает однородности и не изменяет толщины кожевой ткани пушно-мехового полуфабриката, что является преимуществом перед клеевыми [2] соединениями.
Преимуществом цельноформованной прокладки верхнего опорного участка одежды является ее формообразование в соответствии с заданной пространственной конфигурацией, предлагаемая технология изготовления исключает разрывы как меховой детали, так и детали прокладки в местах соединения с меховой деталью. Применение бесшовной технологии изготовления цельноформованной прокладки верхнего опорного участка одежды снижает трудоемкость изделия.
Преимуществом цельноформованной прокладки верхнего опорного участка одежды является исключение возможного расслаивания пакета прокладочных деталей при неблагоприятных условиях эксплуатации, например в результате потери прочности соединения, что способствует сохранению как целостности деталей, так и силуэтной формы одежды.
Цельноформованная прокладка верхнего опорного участка одежды устойчива к воздействию высоких и низких температур и химических препаратов, благодаря известным свойствам войлока [13] из шерсти.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Койтова Ж.Ю., Кучерова И.А., Рассадина С.П., Шишова Л.Е. Способ изготовления меховых деталей швейных изделий. Патент RU 2173533 С2 МПК A41D 5/00 (2000.01), A41D 27/00 (2000.01), С14В 15/08 (2000.01). Опубл. 20.09.2001. Бюл. №26.
2. Казас В.М., Поелуева А.П. Меховое производство. - М.: Мир книги, 2011. - 304 с.
3. Питэнин Д.М. Изготовление меховой одежды. - М.: Техника, 1975, 112 с.
4. Золотцева Л.В., Холоднова Е.В., Фурсова О.Н., Гусакова О.В. Жесткая прокладка в предметы одежды. Патент RU 2176899 С1, МПК A41D 27/06 (2000.01). Опубл. 20.12.2001. Бюл. №36.
5. Сыдыкова Ж.А., Бектемирова Л.С., Алибекова М.И., Зарецкая Т.П., Гончарова Т.Л. Способ получения цельноформованной детали из войлока. Патент RU 2457764 С1, МПК A41D 31/02 (2006.01), А42В 1/00 (2006.01), В44С 5/00 (2006.01), А43В 1/00 (2006.01). Опубл. 10.08.2012. Бюл. №22.
6. Гусева М.А., Андреева Е.Г., Петросова И.А. Преобразование поверхности манекена для проектирования внутренней формы мехового изделия // В книге: Научные исследования и разработки в области конструирования швейных изделий. Книга 1. - М.: Спутник+, 2016. - 170 с.
7. Единая методика конструирования одежды СЭВ (ЕМКО СЭВ). Теоретические основы. Том 1. - М.: ЦНИИТЭИлегпром, 1989.
8. Андреева Е.Г., Мартынова А.И. Конструктивное моделирование одежды. - М.: МГУДТ, 2006. - 216 с.
9. Единая методика конструирования одежды СЭВ (ЕМКО СЭВ). Термины и определения. Том 8. - М.: ЦНИИТЭИлегпром, 1990.
10. Раздомахин Н.Н., Басуев А.Г. Способ получения шаблонов одежды. Патент RU 2101990 С1. МПК А41/Н 3/00 (1995.01). Опубл. 20.01.1998.
11. Бектемирова Л.С., Петросова И.А., Зарецкая Г.П. Проектирование трехмерной модели фигуры для формования войлочных деталей одежды. // Научный обозреватель. 2013. №10. С. 72-75.
12. Сыдыкова Ж.А. Разработка метода проектирования и изготовления деталей одежды объемной формы из войлока: дис… канд. техн. наук. 05.19.04 / МГУДТ, М., 2011.
13. Бектемирова Л.С., Зарецкая Г.П., Гончарова Т.Л. Исследование технологических свойств полуфабрикатов деталей одежды из войлока. // Швейная промышленность. 2013. №3. С. 16-18.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЬНОФОРМОВАННОЙ ДЕТАЛИ ИЗ ВОЙЛОКА | 2011 |
|
RU2457764C1 |
| Способ изготовления цельно-валяной одежды сложных пространственных форм и устройство для его осуществления | 2015 |
|
RU2606184C2 |
| ВОЙЛОК ИЗ СВЕРХАБСОРБИРУЮЩЕГО ПОЛИМЕРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2543602C9 |
| Многослойный войлок | 1989 |
|
SU1751238A1 |
| Узел соединения войлочного застила с тканью, элементы конструкции узла и способ его реализации | 2017 |
|
RU2682810C1 |
| Швейное плечевое изделие | 1980 |
|
SU858737A1 |
| Способ изготовления теплозащитной одежды | 1990 |
|
SU1764614A1 |
| НЕТКАНЫЙ УТЕПЛЯЮЩИЙ МАТЕРИАЛ | 1998 |
|
RU2136794C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР С ПЕРЕМЫЧКАМИ | 2016 |
|
RU2666104C1 |
| КОМБИНИРОВАННЫЙ МАТЕРИАЛ ИЗ ПЛОСКОЙ ТЕКСТИЛЬНОЙ СТРУКТУРЫ И ВЕРХНЕЙ ТКАНИ | 2013 |
|
RU2519983C1 |
Изобретение относится к швейной промышленности, а именно к способам формования объемных криволинейных деталей одежды, и может быть использовано в процессе проектирования одежды из меха и текстильных материалов. Техническим результатом изобретения является обеспечение заданной формы одежды на верхнем опорном участке для улучшения качества посадки, эксплуатационных и эстетических свойств изделия за счет использования цельноформованной прокладки верхнего опорного участка одежды; придание заданной формы изделию на верхнем участке путем размещения вкладыша в полости, образованной при валке цельноформованной прокладки верхнего опорного участка одежды; при этом фиксация прокладки только на отдельных участках позволяет сохранить свойства драпируемости и ремонтопригодность одежды. Способ изготовления цельноформованной прокладки верхнего опорного участка одежды осуществляется путем раскладывания холста из шерстяных волокон, свойлачивания, валки, объемного формования и сушки, при этом между слоями волокон размещается шаблон-разделитель для формирования полости, соответствующей форме вкладыша для изменения толщины прокладки, при этом форма внешнего слоя верхнего опорного участка одежды обеспечивается облеганием прокладки без нарушения свойств драпируемости основного материала. 1 табл., 3 ил.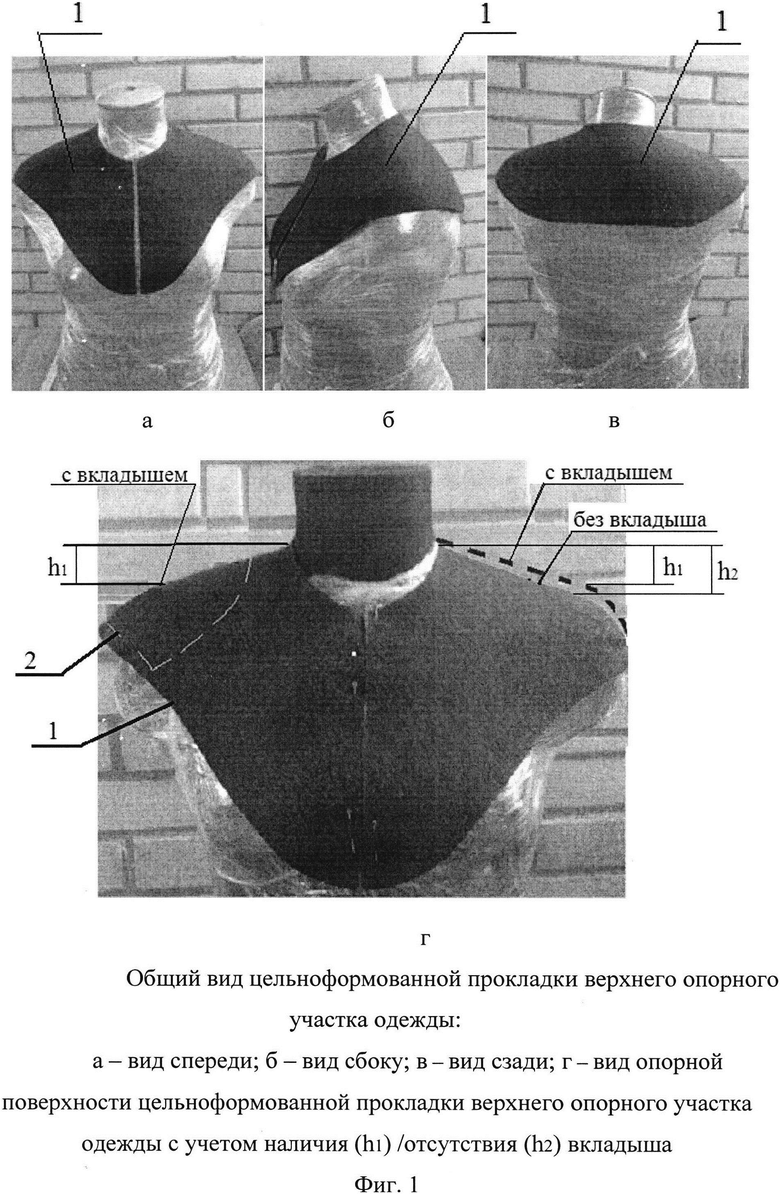
Способ изготовления цельноформованной прокладки верхнего опорного участка одежды осуществляется путем раскладывания холста из шерстяных волокон, свойлачивания, валки, объемного формования и сушки, отличающийся тем, что между слоями волокон размещается шаблон-разделитель для формирования полости, соответствующей форме вкладыша для изменения толщины прокладки на отдельных участках, причем толщина каждого из слоев холста не превышает величины, задаваемой требованиями к жесткости материала готовой прокладки, а увеличение толщины прокладки, при необходимости, обеспечивается помещением вкладыша требуемой толщины в полость через разрез, оставшийся после удаления шаблона-разделителя, готовая прокладка соединяется с изделием по участкам, расположенным по линиям горловины, плеча, проймы и полузаноса борта ниточным соединением с сохранением подвижности слоев пакета материала изделия, при этом форма внешнего слоя верхнего опорного участка одежды обеспечивается облеганием прокладки без нарушения свойств драпируемости основного материала.
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЬНОФОРМОВАННОЙ ДЕТАЛИ ИЗ ВОЙЛОКА | 2011 |
|
RU2457764C1 |
| Способ формования плечевого участка швейного изделия | 1989 |
|
SU1729421A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МАСКИРОВКИ ДЕФЕКТОВ ПЛЕЧЕВОГО ПОЯСА | 2002 |
|
RU2219812C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЕЛОНИ ДЛЯ СВЯЩЕННОСЛУЖИТЕЛЕЙ РУССКОЙ ПРАВОСЛАВНОЙ ЦЕРКВИ | 2011 |
|
RU2466664C1 |
| Устройство для облицовки внутренней поверхности трубопровода | 1988 |
|
SU1637885A1 |

