Изобретение относится к технологии изготовления композиционных листов и полос из металлического материала и тугоплавких мелкодисперсных частиц, которые могут быть применены в металлургической и других отраслях промышленности.
Известен способ получения биметаллических листов и полос, включающий получение биметаллической заготовки наплавкой заготовки основного слоя плакирующим слоем и ее последующую прокатку (RU №2076793, B23K 20/04, опубл. 1997.11.04). Способ обеспечивает получение качественной заготовки, плакирующий слой которой обладающей высокой твердостью и износостойкостью. Однако таким способом можно получить заготовку, у которой высокой твердостью и износостойкостью обладает только один плакирующий слой, в то время как основной объем заготовки таких свойств лишен.
В качестве ближайшего аналога выбран способ изготовления листов и биметаллов, осуществляемый в установке, имеющей вертикально расположенный контейнер, в который сверху закладывается несколько длинных заготовок, под которым располагается матрица с щелевым очком, ролики для правки и ножницы для резки на мерные длины, а получение листов и биметаллов происходит в поле действия переменного тока (Пат. ЧССР №113601, кл. 7b, 10/01; 491, 5, (B21c, B23p), заявл. 1962.12.13., опубл. 1965.12.15). Недостатком способа является отсутствие возможности упрочнять получаемую заготовку и, как следствие, необходимость дополнительных технических операций с целью обеспечения в получаемой заготовке нужных прочностных и износостойких свойств.
Задачей изобретения является повышение прочности и износостойкости композиционных листов и полос по всему объему получаемого материала.
Указанная задача решается тем, что в способе изготовления композиционных листов и полос, включающем подачу жидкого металла из вертикально расположенного контейнера и формирование листа/полосы, упрочнение получаемого изделия путем нанесения на него тугоплавкого материала, приложения давления и правки валками, согласно изобретению, подачу жидкого металла и тугоплавкого материала осуществляют на горизонтальную поверхность стола тремя вертикальными потоками из щелевых отверстий контейнера и прилегающих к его боковым стенкам бункеров, сообщая контейнеру возвратно-поступательное движение относительно стола, при этом подачу металла осуществляют постоянно в среднем потоке из щелевого отверстия контейнера, а подачу тугоплавкого материала на металл осуществляют потоками из щелевых отверстий бункеров, поочередно перекрывая их соответственно при прямом и обратном движении контейнера относительно стола.
Подача тугоплавкого материала на поверхность металла поочередно при прямом и обратном движении контейнера с бункерами при последующем приложении давления и правке валками обеспечивает погружение тугоплавких дисперсных частиц в жидкий металл и равномерное их распределение по всему объему металла, что повышает прочность и износостойкость получаемого изделия - листа или полосы.
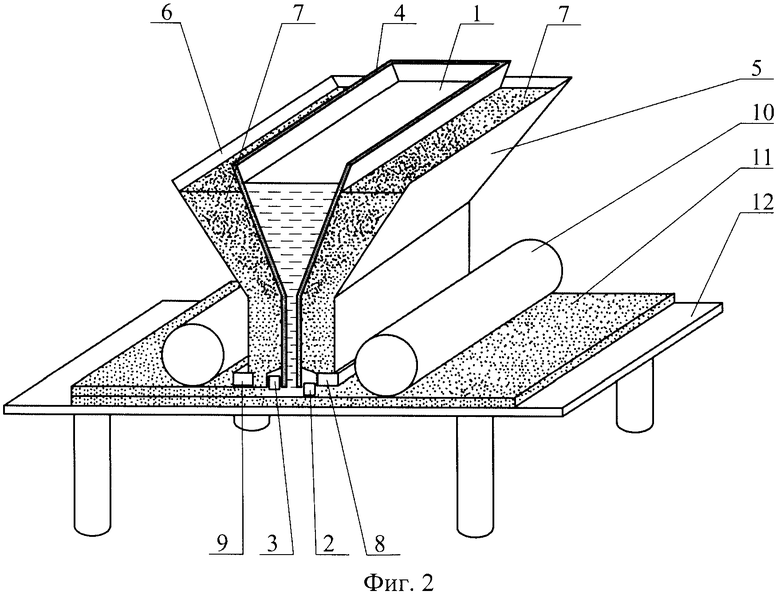
Сущность заявляемого способа поясняется чертежами, где на фиг.1 дана схема подачи жидкого металла из контейнера на горизонтальную поверхность стола и подачи тугоплавкого материала из одного из бункеров при движении контейнера с бункерами в одну сторону (прямое движение); на фиг.2 - то же при движении контейнера с бункерами в другую сторону (обратное движение).
Предлагаемый способ осуществляется посредством использования устройства, состоящего из вертикально расположенного контейнера 1, оснащенного шиберными затворами 2 и 3, футерованного огнеупорной футеровкой 4, прилегающих по бокам к контейнеру бункеров 5 и 6, содержащих упрочняющий тугоплавкий материал в виде мелкодисперсных частиц 7. Бункеры оснащены задвижками - дозаторами 8 и 9, которые позволяют дозировать количество подаваемых частиц. По бокам бункеров расположены валки 10, а формирование листа или полосы 11 происходит на горизонтальном столе 12 (фиг.1).
Способ осуществляют следующим образом.
Жидкий металл, находящийся в вертикально расположенном контейнере 1, начинают подавать через открытый шиберный затвор 2 на горизонтальную поверхность стола 12. Одновременно с началом подачи потока металла открывается задвижка-дозатор 8 бункера 5, через которую на формирующийся лист или полосу 11 осуществляется подача потока упрочняющего тугоплавкого материала в виде мелкодисперсных частиц 7, находящихся в бункере 5. Одновременно с подачей потока металла через шиберный затвор 2 и подачей потока тугоплавкого материала в виде мелкодисперсных частиц 7 начинают движение контейнера относительно горизонтальной поверхности стола в прямом направлении. Таким образом, упрочняющий тугоплавкий материал в виде мелкодисперсных частиц 7 попадает в жидкий металл. Если плотность тугоплавкой дисперсной частицы, погруженной в жидкий металл, отличается от плотности жидкого металла, то возникают условия для ее перемещения: если плотность частицы больше, чем плотность жидкого металла, то она стремится в направлении гравитационного поля земли, если плотность частицы меньше, чем плотность жидкого металла, то она стремится в направлении, обратном гравитационному полю. Однако, поскольку толщина наносимого на горизонтально расположенный стол 12 жидкого металла не превышает пяти миллиметров, кристаллизация заготовки происходит настолько быстро, что частица, соприкасаясь с фронтом кристаллизации, захватывается растущими дендритами.
Расположенные по бокам бункеров валки 10 осуществляют правку сформированного упрочненного листа или полосы посредством приложения к его поверхности давления. При достижении контейнером края стола 12 перекрывается шиберный затвор 2 и открывается шиберный затвор 3, то есть осуществляется подача потока жидкого металла из контейнера 1 на уже сформированный закристаллизовавшийся лист или полосу, а также перекрывается заслонка-дозатор 8 и открывается заслонка-дозатор 9, осуществляющая подачу потока упрочняющего тугоплавкого материала в виде мелкодисперсных частиц из бункера 6. Одновременно с осуществлением подачи потоков жидкого металла и упрочняющего материала через шиберный затвор 3 и заслонку-дозатор 9 на сформированный закристаллизовавшийся лист или полосу начинают движение контейнера с бункерами в обратном направлении (фиг.2). Возвратно-поступательное движение контейнера с бункерами относительно горизонтального стола 12 осуществляют до тех пор, пока толщина формируемого листа или полосы не достигнет заданной.
Таким образом, формируется композиционный лист или полоса, упрочненные тугоплавким материалом в виде мелкодисперсных частиц по всему объему. Заявителем установлено, что подача потока жидкого металла из вертикально расположенного контейнера с бункерами на горизонтальную поверхность стола, совершающего возвратно-поступательное движение относительно стола, при одновременной подаче потока упрочняющего тугоплавкого материала в виде мелкодисперсных частиц по одному из крайних бункеров, поочередно перекрывая их соответственно при прямом и обратном движении контейнера, позволяет получить композиционный лист или полосу с равномерно распределенной по всему объему дисперсной тугоплавкой фазой.
Примеры осуществления способа
Пример 1. Композиционный лист получали из стали марки У10А, выплавленной в индукционной печи. В качестве упрочняющей фазы использовали карбид титана (TiC) плотностью 4,9 г/см3 в количестве 1200 г. Расплав температурой 1650°C подавали из вертикально расположенного контейнера на горизонтальную поверхность стола. Из расположенных по бокам контейнера бункеров подавали карбид титана, поочередно перекрывая их соответственно при прямом и обратном движении контейнера. Правка сформированного листа происходила посредством приложения давления валками. Вертикально расположенный контейнер с прилегающими по бокам бункерами совершал возвратно-поступательное движение относительно стола. При достижении формируемого композиционного листа заданной толщины в 15 мм движение контейнера с бункерами останавливали, одновременно прекращая подачу потоков жидкого металла и тугоплавкой фазы.
Размеры полученного листа: длина 900 мм, ширина 500 мм, толщина 15 мм. Полученный таким способом композиционный лист имел удовлетворительное качество поверхности с плотным строением тела и без усадочных дефектов.
Предложенный способ позволил получить композиционный лист с равномерно распределенной по всему объему дисперсной тугоплавкой фазой.
Пример 2. Композиционный лист получали из меди, выплавленной в индукционной печи. В качестве упрочняющей фазы использовали оксид алюминия (Al2O3) плотностью 3,9 г/см3 в количестве 1500 г. Расплав температурой 1150°C подавали из вертикально расположенного контейнера на горизонтальную поверхность стола. Из расположенных по бокам контейнера бункеров подавали оксид алюминия, поочередно перекрывая их соответственно при прямом и обратном движении контейнера. Вертикально расположенный контейнер с прилегающими по бокам бункерами совершал возвратно-поступательное движение относительно стола. При достижении формируемого композиционного листа заданной толщины в 25 мм движение контейнера с прилегающими по бокам бункерами останавливали, одновременно прекращая подачу потоков жидкого металла и тугоплавкой фазы. Размеры полученного листа: длина 900 мм, ширина 500 мм, толщина 25 мм. Полученный таким способом композиционный лист имел удовлетворительное качество поверхности с плотным строением тела и без усадочных дефектов. Предложенный способ позволил получить композиционный лист, состоящий из меди с равномерно распределенной по всему объему дисперсной тугоплавкой фазой оксида алюминия.
Пример 3. Композиционную полосу получали из стали марки У10А, выплавленной в индукционной печи. В качестве упрочняющей фазы использовали карбид вольфрама (WC) плотностью 15,8 г/см3 в количестве 600 г. Расплав температурой 1650°C подавали из вертикально расположенного контейнера на горизонтальную поверхность стола. Из расположенных по бокам контейнера бункеров подавали карбид вольфрама (WC), поочередно перекрывая их соответственно при прямом и обратном движении контейнера. Вертикально расположенный контейнер с прилегающими по бокам бункерами совершал возвратно-поступательное движение относительно стола. При достижении формируемого композиционного листа заданной толщины в 10 мм движение контейнера с прилегающими по бокам бункерами останавливали, одновременно прекращая подачу потоков жидкого металла и тугоплавкой фазы.
Размеры полученного листа: длина 900 мм, ширина 200 мм, толщина 10 мм. Полученная таким способом композиционная полоса имела удовлетворительное качество поверхности с плотным строением тела и без усадочных дефектов. Предложенный способ позволил получить композиционную полосу с равномерно распределенной по всему объему дисперсной тугоплавкой фазой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ТРУБНОЙ ЗАГОТОВКИ | 2008 |
|
RU2381087C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 1999 |
|
RU2163269C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПОРОШКОВ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ В ДЛИННОМЕРНЫЕ БРИКЕТЫ | 2007 |
|
RU2347646C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ТИПА "СТАКАН" | 2013 |
|
RU2557854C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| Способ легирования заготовки при помощи плавящегося электрода с покрытием в процессе электрошлакового переплава | 2019 |
|
RU2701698C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТРУБНОЙ ЗАГОТОВКИ | 2010 |
|
RU2443505C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК ЦЕНТРОБЕЖНЫМ ЛИТЬЕМ | 2016 |
|
RU2647975C1 |
| Способ получения упрочненных алюминиевых сплавов | 2016 |
|
RU2631995C1 |
| Способ получения сфероидизированных гранул металлокерамического композиционного материала на основе молибдена | 2022 |
|
RU2785385C1 |
Изобретение относится к металлургии. Жидкий металл из контейнера 1 постоянно подают на горизонтальную поверхность стола 12. Контейнер перемещают относительно стола в прямом направлении и одновременно из бункера 8 на поверхность металла подают поток дисперсных частиц тугоплавкого материала. Тугоплавкие частицы при кристаллизации металла захватываются растущими дендритами. По достижении контейнером края стола бункер 5 перекрывают, и контейнер перемещают в обратном направлении. Поток жидкого металла поступает на сформированный лист или полосу. Одновременно осуществляют подачу дисперсных частиц из бункера 6 на поверхность металла. Возвратно-поступательное перемещение контейнера осуществляют до тех пор, пока толщина формируемого листа или полосы не достигнет заданной. За счет равномерного распределения дисперсной тугоплавкой фазы по всему объему металла обеспечивается повышение прочности листа или полосы. 2 ил., 3 пр.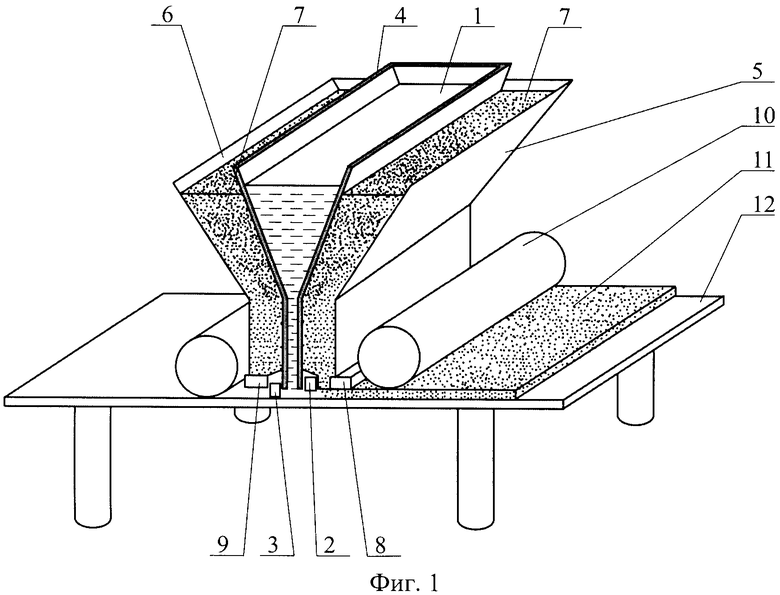
Способ изготовления композиционных листов и полос, включающий подачу жидкого металла из вертикально расположенного контейнера и формирование листа или полосы, упрочнение получаемого изделия путем нанесения на него тугоплавкого материала, приложения давления и правки валками, отличающийся тем, что подачу жидкого металла и тугоплавкого материала осуществляют на горизонтальную поверхность стола тремя вертикальными потоками из щелевых отверстий контейнера и прилегающих к его боковым стенкам бункеров, причем контейнеру сообщают возвратно-поступательное движение относительно стола, при этом подачу металла осуществляют постоянно в среднем потоке из щелевого отверстия контейнера, а подачу тугоплавкого материала осуществляют на металл потоками дисперсных частиц из щелевых отверстий бункеров, которые поочередно перекрывают соответственно при прямом и обратном движении контейнера относительно стола.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ И ПОЛОС | 1993 |
|
RU2076793C1 |
| СПОСОБ ОТЛИВКИ КОМПОЗИТНОГО СЛИТКА | 2004 |
|
RU2356686C2 |
| JP 63295053 A, 01.12.1988. | |||

