(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ МНОГОСЛОЙНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ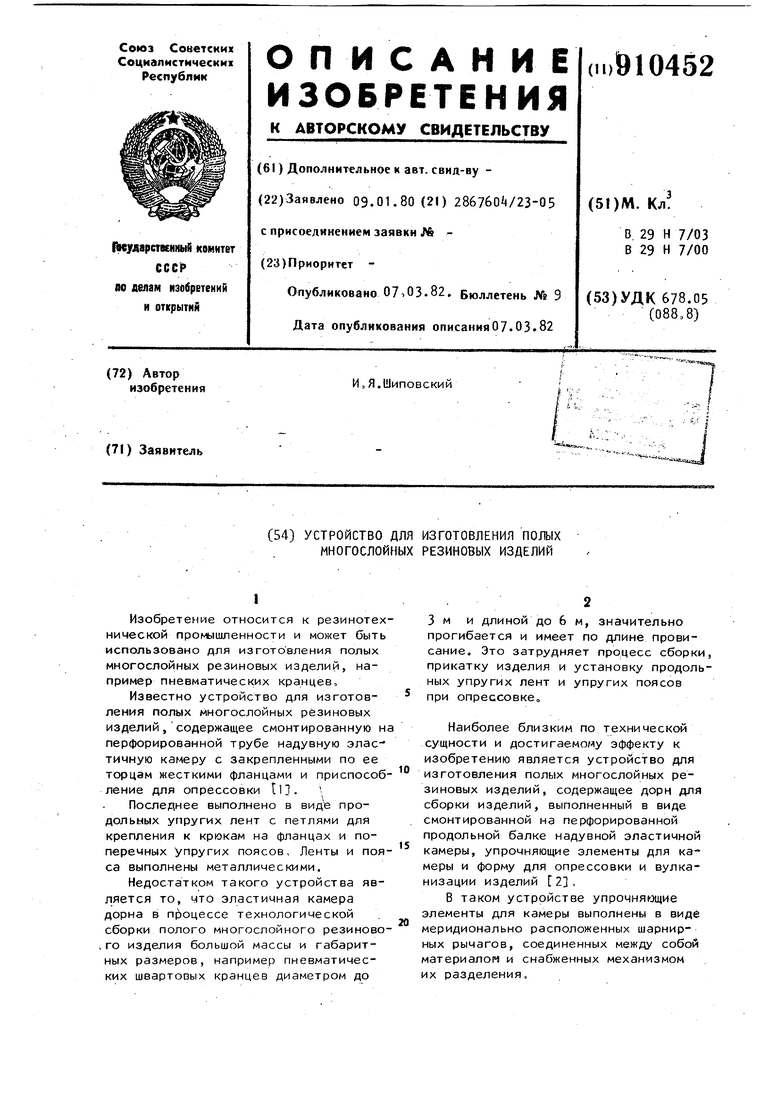

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых многослойных резиновых изделий | 1985 |
|
SU1227491A1 |
| Устройство для изготовления резиновых оболочек | 1985 |
|
SU1243956A1 |
| Устройство для изготовления полыхмногослойных резиновых изделий | 1971 |
|
SU509455A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБ НА ЭЛАСТИЧНОМ ДОРНЕ | 2009 |
|
RU2458276C2 |
| Пресс-форма для изготовления трубчатых эластичных оболочек | 1978 |
|
SU874386A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОРНЫХ РЕЗИНОТКАНЕВЫХ РУКАВОВ | 2008 |
|
RU2376141C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ РУКАВНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2583013C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Устройство для вулканизации трубчатых изделий | 1983 |
|
SU1140985A1 |
1
Изобретение относится к резинотехнической промышленности и может быть использовано для изготовления полых многослойных резиновых изделий, например пневматических кранцев.
Известно устройство для изготовления полых многослойных резиновых изделий,содержащее смонтированную на перфорированной трубе надувную эластичную камеру с закрепленными по ее торцам жесткими фланцами и приспособление для опрессовки 1П.
Последнее выполнено в вид продольных упругих лент с петлями для крепления к крюкам на фланцах и поперечных упругих поясов, Ленты и пояса выполнены металлическими.
Недостатком такого устройства является то, что эластичная камера дорна в процессе технологической сборки полого многослойного резиново,го изделия большой массы и габаритных размеров, например пневматических швартовых кранцев диаметром до
3 м и длиной до 6 м, значительно прогибается и имеет по длине провисание. Это затрудняет процесс сборки, прикатку изделия и установку продольных упругих лент и упругих поясов при опрессовке
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для
10 изготовления полых многослойных резиновых изделий, содержащее дорн для сборки изделий, выполненный в виде смонтированной на перфорированной продольной балке надувной эластичной
15 камеры, упрочняющие элементы для камеры и форму для опрессовки и вулканизации изделий 2,
В таком устройстве упрочнящие элементы для камеры выполнены в виде
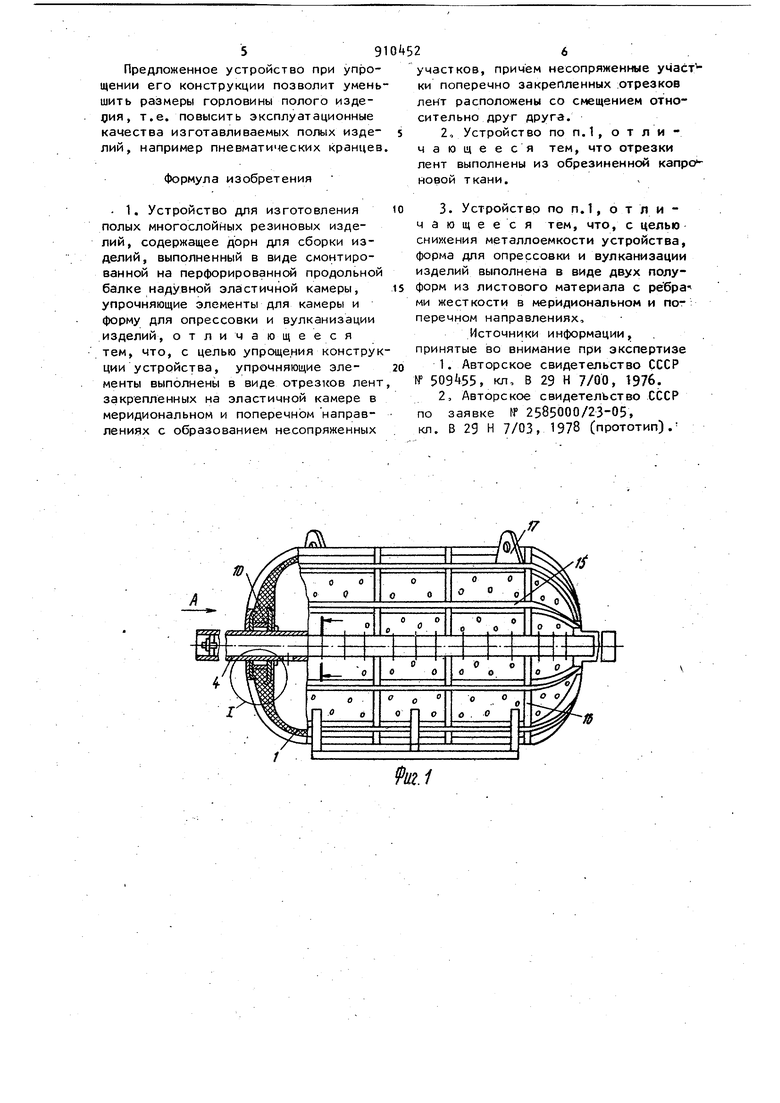
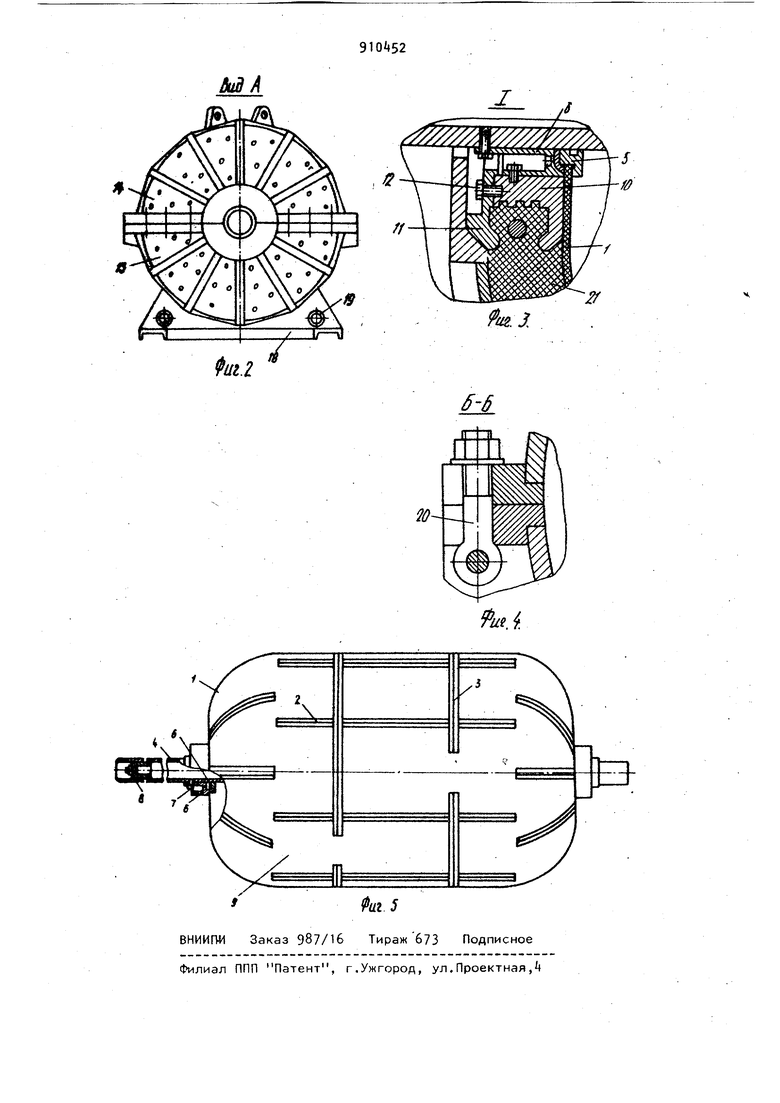
20 меридионально расположенных шарнирных рычагов, соединенных между собой материалом и снабженных механизмом их разделения 3 9 Рычаги образуют наружную концент рично расположенную с камерой оправ ку, состоящую по длине из двух частей, каждая из которых установлена с возможностью аксиального перемещения. Это усложняет конструкцию устройства, так как требуется наличие механизмов для разведения рычагов, их аксиального перемещения. Целью изобретения является упрощение конструкции устройства. Эта цель достигается тем, что в устрюйстве, содержащее дорн для сборки изделий, выполненный в виде смонтированной на перфорированной продольной балке надувной эластичной камеры, упрочняющие элементы для камеры и форму, для опрессовки и вулканизации изделий, упрочняющие элементы выполнены в виде отрезков лент, закрепленных на эластичной камере в меридиональном и поперечном направлениях с образованием несопряженных участков. Несопряженные участки поперечно закрепленных отрезков лент расположены со смешением относительно друг : друга о При этом отрезки лент выполнены из обрезиненной капроновой ткани. Кроме того, с целью снижения металлоемкости устройства, -форма для опрессовки и вулканизации выполнена из двух полуформ из листового материала с ребрами жесткости в меридиональном и поперечном направлениях. На фиг. 1. изображено устройство, общий вид; на фиГо 2 - вид А на фиГо на фиг. 3 - узел I на фиг.1; на фиГо - разрез Б-Б на фиг,1; на фиг. дорн, общий вид., Устройство содержит дорн для сбор ки изделии, выполненный в виде надув ной эластичной камеры 1 с упрочняющими элементами в виде отрезков лент 2, 3, закрепленных на камере соответ ственно в меридиональном и поперечно напр авлениях с образованием несопряженных друг с другом участков. Камера 1 закреплена на продольно перфорированной продольной балке Л. На ее торцах закреплены жесткие фла цы So Камера зафиксирована посредст вом корпусов 6 и. болтов 7. Для пода чи воздуха в камеру 1 предусмотрен ниппель Во Отрезки лент выполнены и обрезиненной капроновой ткани„ Несопряженные участки 9 поперечно закрепленных лент 3 расположены со смещением относительно друг друга. Фланец 10 собираемого изделия центрирован корпусом 6, Для формования борта горловин изделия предусмотрено вулканизационное кольцо 11, прикрепленное к фланцу изделия болтами 12 (смофк1г. 3) С противоположного конца дорна на продольной балке, установлена винтовая пара (на черт не показана) ,зафиксированная стопорным болтом (на черт не показан). Устройство содержит форму для прессобки и вулканизации, выполненную в виде перфорированных нижней 13 и верхней 14 полуформ. Полуформы 13, Н выполнены из листового материала и подкреплены ребрами жёсткости 15 и 1бо Для транспортировки верхняя полуформа снабжена рамами 17, а нижняя - опорным основанием 18 и рамами 19о Запираются полуформы замковым соединением 20. Устройство работает следующим образом. На перфорированной продольной балке 4 по торцам камеры 1 закрепляют жесткие фланцы 5. Устанавливают корпусы 6, положение которых на балке фиксируется болтами 7. После чего дорн устанавливают на викелевочный станок ,и через ниппель 8 камеру 1 поддувают до необходимых размеров (фиг,5Х На корпусах б по торцам эластичной камеры 1 устанавливают жесткие фланцы 10 собираемого изделия 21. Затем осуществляется послойная сборка изделия 21. Затем устанайливаются вулканизационные кольца 11 и прикрепляются болтами 12 к фланцам 10. Собранное изделие на дорне устанавливается в нижнюю полуформу 13 посредством винтовой пары со стопорным болтом о Затем устанавливается верхняя Полуформа 1, и форма запирается замковым соединением 20. После чего в форму подается избыточное давление для формования, и форма загружается в вулканизационннй котел,. По окончании вулканизации давление в дорне снижается, форму отпи.рают и извлекают готовое изделие После охлаждения изделия из него извлекают арматуру дорна При изготовлении нового изделия цикл работы устройства повторяется.
Предложенное устройство при упрощении его конструкции позволит уменьшить размеры горловины полого издеиия, т.е. повысить эксплуатационные качества изготавливаемых полых издеЛИЙ, например пневматических кранцев.
Формула изобретения
. 1. Устройство для изготовления полых многослойных резиновых изделий, содержащее дорн для сборки изделий, выполненный в виде смонтированной на перфорированной продольной балке надувной эластичной камеры, упрочняющие элементы для камеры и форму для опрессовки и вулканизации изделий, отличающееся тем, что, с целью упрощения конструкции устройства, упрочняющие элементы выполнень в виде отрезков лент закрепленных на эластичной камере в меридиональном и поперечном направлениях с образованием несопряженных
участков, причем несопряженные участ ки поперечно закрепленных :отрезков лент расположены со смещением относительно друг друга.
2о Устройство по п.1, о т л и чающееся тем, что отрезки лент выполнены из обрезиненной капро новой ткани.
Источники информации, принятые во внимание при экспертизе
2,Авторское свидетельство СССР по заявке № 2585000/23-05,
кл. В 29 Н 7/03, 1978 (прототип).
/
№
