Изобретение относится к области машиностроения и может быть использовано при изготовлении заглушек для сопел ракетных двигателей, стартующих из пускового контейнера с помощью порохового аккумулятора давления (ПАД).
Конструкция такой заглушки должна выдерживать высокое давление газов ПАД при старте из пускового контейнера, а затем после запуска двигателя обеспечивать расчетный уровень давления срабатывания, существенно меньший давления газов ПАД. Кроме того, масса вылетающих частей должна быть минимальной.
Эти требования обеспечивает конструктивная схема заглушки в виде сферической мембраны, на большем диаметре которой выполнен стыковочный фланец, а в качестве материала применен стеклопластик (патент РФ №2266425).
Известен способ изготовления изделий, включающий выкладку из заготовок пропитанного связующим тканого материала, например стеклоткани, многослойного пакета и горячее прессование (см. И.М.Буланов, В.В.Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э.Баумана, 1998 г. - стр.125-128, 156-158).
Данный способ не позволяет качественно изготовить надежно работающую в сложных условиях заглушку в виде сферической мембраны со стыковочным фланцем, что обусловлено получаемой структурой материала, не соответствующей эксплуатационным нагрузкам.
Известен также способ изготовления сферической заглушки с фланцем для сопла ракетного двигателя, включающий выкраивание круговых и продольных заготовок из пропитанной связующим стеклоткани, выкладку из круговых заготовок на соответствующую конфигурации заглушки матрицу внутреннего и наружного слоев заглушки, выкладку из продольных заготовок внутренних и дополнительных слоев фланца и горячее прессование полученного многослойного пакета (патент РФ №2267402), являющийся наиболее близким аналогом предлагаемого технического решения.
Известный способ позволяет изготовить заглушку в виде сферической мембраны со стыковочным фланцем требуемой конфигурации.
Однако при автономных испытаниях изготовленных этим способом заглушек выявлена недопустимо высокая газопроницаемость фланца, обусловленная наличием внутренних расслоений материала на периферийной части фланца.
Наличие внутренних расслоений материала фланца не позволяет получить структуру материала, соответствующую эксплуатационным нагрузкам, и приводит к снижению качества изготовления заглушки.
Технической задачей данного изобретения является повышение качества изготовления из стеклоткани сферической заглушки с фланцем для сопла ракетного двигателя за счет получения структуры материала фланца, соответствующей эксплуатационным нагрузкам.
Технический результат достигается тем, что в способе изготовления сферической заглушки с фланцем для сопла ракетного двигателя, включающем выкраивание круговых и продольных заготовок из пропитанной связующим стеклоткани, выкладку из круговых заготовок на соответствующую конфигурации заглушки матрицу внутреннего и наружного слоев заглушки, выкладку из продольных заготовок внутренних и дополнительных слоев фланца и горячее прессование полученного многослойного пакета, первую круговую заготовку для внутреннего слоя заглушки выкраивают большего диаметра, чем другие, после выкладки продольных заготовок, обеспечивающих 2/3 требуемой толщины дополнительного слоя фланца, на уложенные заготовки завертывают периферийную часть первой круговой заготовки внутреннего слоя заглушки до контакта с последней круговой заготовкой сферической части наружного слоя, после выравнивания поверхности с удалением излишков стеклоткани первой круговой заготовки укладывают остальные продольные заготовки дополнительного слоя фланца.
Выкраивание первой круговой заготовки для внутреннего слоя заглушки большего диаметра, чем другие, позволяет обеспечить необходимый запас материала для завертывания периферийной части заготовки на частично выложенные заготовки дополнительного слоя фланца.
Завертывание периферийной части первой круговой заготовки после выкладки внутренних слоев фланца и продольных заготовок, обеспечивающих 2/3 требуемой толщины дополнительного слоя фланца, позволяет закрыть стыки выложенных заготовок по периферии фланца и обеспечить монолитную структуру материала заглушки после прессования.
Завертывание периферийной части первой круговой заготовки внутреннего слоя заглушки на уложенные заготовки до контакта с последней круговой заготовкой сферической части наружного слоя позволяет обеспечить плавный переход в зоне стыка сферической части с фланцем.
Выравнивание поверхности с удалением излишков стеклоткани после завертывания периферийной части первой круговой заготовки на уложенные продольные заготовки дополнительного слоя фланца позволяет обеспечить плотное прилегание к поверхности остальных продольных заготовок дополнительного слоя фланца без гофр, порывов и складок.
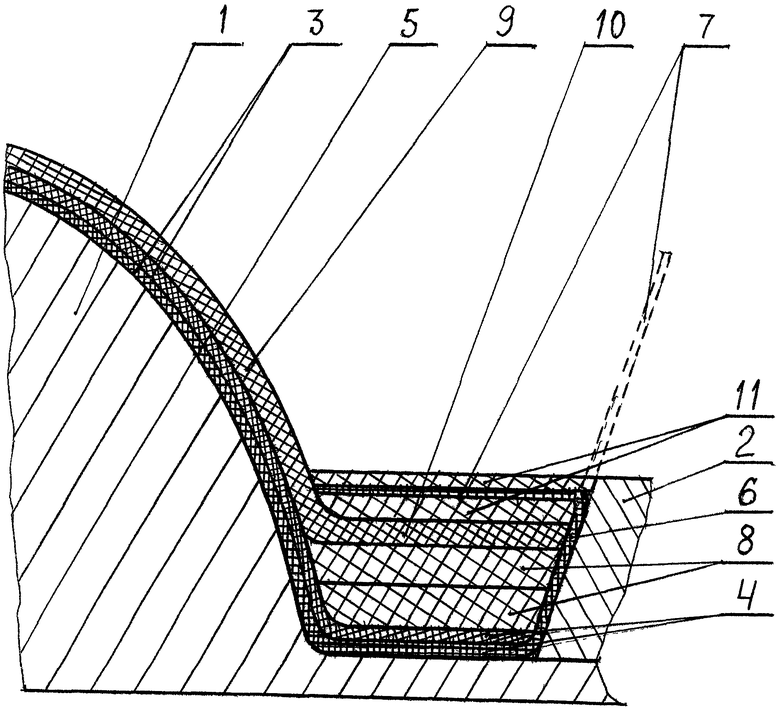
Сущность способа поясняется рисунками. На фигуре показано продольное сечение многослойного пакета материала заглушки.
Способ изготовления сферической заглушки с фланцем заключается в следующем.
Пропитывают стеклоткань Т-13 связующим ЭДТ-10 в пропиточной машине. Размечают по шаблонам и вырезают из пропитанной стеклоткани ряд круговых заготовок требуемого диаметра и ряд продольных заготовок (полос) необходимой длины и ширины.
Устанавливают на стол пресса пресс-форму, укладывают подготовленные заготовки материала по одной в матрицу 1 с вкладышем 2 пресс-формы в следующей последовательности.
Из круговых заготовок выкладывают слой 3 сферы со стороны внутренней поверхности и примыкающий к ним слой 4 фланца.
При этом сначала укладывают первую круговую заготовку 5 большего диаметра, чем другие круговые заготовки, прижимая заготовку 5 к стенке вкладыша 2, с образованием загнутой части 6, и выводя периферийную часть 7 наружу из зазора между сферической частью матрицы 1 и вкладышем 2.
На первую круговую заготовку 5 укладывают вторую круговую заготовку, при этом периферийную ее часть подрезают по стыку с загнутой частью 6 первой круговой заготовки 5.
Из продольных заготовок последовательно выкладывают внутренние слои 8 фланца. При выкладке продольные заготовки из стеклоткани располагают по ширине в кольцевом зазоре между слоем 3 сферы и примыкающей к вкладышу 2 загнутой частью 6 первой круговой заготовки 5.
Затем из круговых заготовок выкладывают слой 9 сферы со стороны наружной поверхности и примыкающий к нему слой 10 фланца.
Из продольных заготовок последовательно выкладывают дополнительный слой 11 фланца.
При этом после выкладки продольных заготовок, обеспечивающих 2/3 требуемой толщины дополнительного слоя 11 фланца, на уложенные заготовки завертывают периферийную часть 7 первой круговой заготовки 5 внутреннего слоя 3 заглушки до контакта с последней круговой заготовкой сферической части наружного слоя 9.
Причем излишки ткани подрезают так, чтобы край периферийной части 7 первой круговой заготовки 5 не выходил за пределы ширины дополнительного слоя 11 фланца, образовавшиеся складки вырезают, края ткани соединяют встык.
После выравнивания поверхности с удалением излишков стеклоткани периферийной части 7 первой круговой заготовки 5 укладывают остальные продольные заготовки дополнительного слоя 11 фланца.
После чего смыкают матрицу и пуансон пресс-формы и осуществляют режим прессования полученного пакета под воздействием температуры и давления.
По окончании процесса прессования охлаждают и разбирают пресс-форму, извлекают деталь и проводят контрольные операции.
Автономные испытания показали, что изготовленные заглушки соответствуют требуемым параметрам по герметичности.
Предлагаемое изобретение позволяет повысить качество изготовления из стеклоткани сферической заглушки с фланцем для сопла ракетного двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ С ФЛАНЦЕМ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ | 2011 |
|
RU2460899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ | 2015 |
|
RU2580460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ С ФЛАНЦЕМ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ | 2011 |
|
RU2460900C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ С ФЛАНЦЕМ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ | 2004 |
|
RU2267402C1 |
| Способ изготовления объемных тонкостенных деталей из композиционных материалов | 2017 |
|
RU2673238C1 |
| Способ изготовления многослойной оболочки вращения с наружным кольцевым шпангоутом | 2019 |
|
RU2708418C1 |
| Способ изготовления армирующих тарелей гибкого опорного шарнира | 2019 |
|
RU2722885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБОЛОЧКИ ВРАЩЕНИЯ С НАРУЖНЫМИ КОЛЬЦЕВЫМИ УТОЛЩЕНИЯМИ И ВЫСТУПАМИ | 2021 |
|
RU2771885C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| РЕФЛЕКТОР АНТЕННЫ | 1993 |
|
RU2070355C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении сферической заглушки с фланцем для сопла ракетного двигателя, стартующего из пускового контейнера с помощью порохового аккумулятора давления. При изготовлении заглушки выкраивают круговые и продольные заготовки из пропитанной связующим стеклоткани. Первую круговую заготовку для внутреннего слоя заглушки выкраивают большего диаметра, чем другие. Выкладывают из круговых заготовок на соответствующую конфигурации заглушки матрицу пресс-формы внутренний и наружный слои заглушки, а из продольных заготовок -внутренний и дополнительный слои фланца. После выкладки продольных заготовок, обеспечивающих 2/3 требуемой толщины дополнительного слоя фланца, на уложенные заготовки завертывают периферийную часть первой круговой заготовки внутреннего слоя заглушки до контакта с последней круговой заготовкой сферической части наружного слоя. После выравнивания поверхности с удалением излишков стеклоткани первой круговой заготовки укладывают остальные продольные заготовки дополнительного слоя фланца. Затем осуществляют горячее прессование полученного многослойного пакета. Изобретение позволяет повысить качество изготовленной из стеклоткани сферической заглушки. 1 ил.
Способ изготовления сферической заглушки с фланцем для сопла ракетного двигателя, включающий выкраивание круговых и продольных заготовок из пропитанной связующим стеклоткани, выкладку из круговых заготовок на соответствующую конфигурации заглушки матрицу пресс-формы внутреннего и наружного слоев заглушки, выкладку из продольных заготовок внутренних и дополнительного слоев фланца и горячее прессование полученного многослойного пакета, отличающийся тем, что первую круговую заготовку для внутреннего слоя заглушки выкраивают большего диаметра, чем другие, после выкладки продольных заготовок, обеспечивающих 2/3 требуемой толщины дополнительного слоя фланца, на уложенные заготовки завертывают периферийную часть первой круговой заготовки внутреннего слоя заглушки до контакта с последней круговой заготовкой сферической части наружного слоя, после выравнивания поверхности с удалением излишков стеклоткани первой круговой заготовки укладывают остальные продольные заготовки дополнительного слоя фланца.
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ С ФЛАНЦЕМ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ | 2004 |
|
RU2267402C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ ДНИЩА КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ НА ТВЕРДОМ ТОПЛИВЕ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2354842C2 |
| Устройство для определения собственных параметров резонирующих тел | 1985 |
|
SU1319823A1 |
| EP 0538530 A1, 28.04.1993 | |||
| Способ изготовления баллона давления сложной формы | 1991 |
|
SU1811564A3 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 1995 |
|
RU2105181C1 |

