Изобретение относится к области металлообработки деталей машин, касается методов повышения долговечности различных деталей при их восстановлении путем электромеханической высадки и сглаживания.
Известны способы восстановления прецизионных деталей (Надежность и ремонт машин / В.В.Курчаткин, Н.Ф.Тельнов, К.А.Ачкасов и др.; Под ред. В.В.Курчаткина. - М.: Колос, 2000. - 776 с.) путем применения методов гальванического хромирования, диффузионной металлизации, горячей пластической деформации, детонационно-газового напыления и др., которые способствуют увеличению размеров деталей.
Недостатками этих способов являются: длительность; сложность процессов и большие затраты энергии и компонентов; низкая адгезия покрытий с основой, что приводит к их низкой износостойкости и высокой стоимости.
Известен способ восстановления поверхностей деталей машин (Аскинази Б.М. Упрочнение и восстановление деталей электромеханической обработкой. - 3-е изд., М.: Машиностроение, 1989. - 200 с.) посредством электромеханической высадки изношенной поверхности и последующего электромеханического сглаживания (принят за прототип). В процессе обработки этим способом через место контакта инструмента с изделием, движущегося по винтовой линии с подачей 0,1…3 мм/об, проходит ток большой силы и низкого напряжения, вследствие чего поверхность изделия на этом участке подвергается сильному нагреву, под давлением инструмента деформируется, а поверхностный слой металла упрочняется. Этот способ существенно изменяет физико-механические свойства поверхностного слоя и позволяет повысить эксплуатационные характеристики изделия. Принципиальное отличие высадки от сглаживания состоит в различии контактных напряжений. В первом случае обработка производится инструментом, ширина поверхности контакта которого численно меньше подачи примерно в три раза (ролик или пластина с углом при вершине 60°, движущийся с шагом 1-3 мм/об), а во втором случае обработка производится инструментом, ширина контакта которого значительно превышает подачу (ролик или пластина с радиусом при вершине 60 мм, движущийся с шагом 0,1-0,3 мм/об).
Этот способ позволяет увеличивать размеры деталей за счет перераспределения металла поверхности с одновременным увеличением ее твердости.
Недостатком такого способа является винтовой характер перераспределения металла на валах, что не обеспечивает должной герметичности прецизионных сопряжений.
Достигаемый технический результат по заявленному изобретению - это увеличение размеров деталей с одновременным упрочнением их поверхностей при увеличении герметичности соединений.
Указанный технический результат достигается за счет того, что канавки на поверхности детали выполняют кольцевыми с шагом 0,5…2 мм, с созданием подобия лабиринтного уплотнения.
На чертеже изображена упрощенная схема предлагаемого способа обработки. Сначала проводят электромеханическую высадку кольцевых канавок на детали 1 диаметром D0 с помощью высаживающего инструмента 2 усилием P1 с шагом k=0,5…2 мм до диаметра D1. Затем проводят электромеханическое сглаживание высаженных кольцевых канавок с помощью сглаживающего инструмента 3 усилием Р2 с подачей s=0,1…0,3 мм до диаметра D2.
При обработке по данному способу на поверхности детали образуется высаженная поверхность с кольцевыми канавками с твердостью до 10 ГПа. Кроме того, на поверхности создается подобие лабиринтного уплотнения, повышающее запорный эффект прецизионных сопряжений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 2012 |
|
RU2514238C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ | 2022 |
|
RU2793689C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ | 2022 |
|
RU2793665C1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ПОДГОТОВКИ СТАЛЬНЫХ И ЧУГУННЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ПОД НАНЕСЕНИЕ ПОКРЫТИЙ | 2004 |
|
RU2325260C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ПОДГОТОВКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ПОД НАНЕСЕНИЕ ПОКРЫТИЙ | 2011 |
|
RU2489247C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗНОРОДНОГО ПОКРЫТИЯ С АНТИФРИКЦИОННЫМИ СВОЙСТВАМИ | 2008 |
|
RU2385210C2 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2011 |
|
RU2460810C1 |
| Способ восстановления изношенных деталей типа тонкостенных тел вращения из пластичных металлов | 1983 |
|
SU1121117A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2003 |
|
RU2247173C2 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2014 |
|
RU2581955C1 |
Изобретение относится к области металлообработки деталей машин, в частности к электромеханической обработке. Осуществляют электромеханическую высадку поверхности детали с образованием на ней канавок и последующее электромеханическое сглаживание высаженных канавок. Электромеханическое сглаживание высаженных канавок осуществляют путем одновременного нагрева поверхностного слоя детали пропусканием электрического тока через зону контакта сглаживающего инструмента с деталью и механического воздействия на него сглаживающим инструментом. Причем канавки на поверхности детали выполняют кольцевыми с шагом 0,5…2 мм с созданием подобия лабиринтного уплотнения. В результате обеспечивается одновременное восстановление поверхностей деталей и их упрочнение с созданием герметичного рельефа. 1 ил.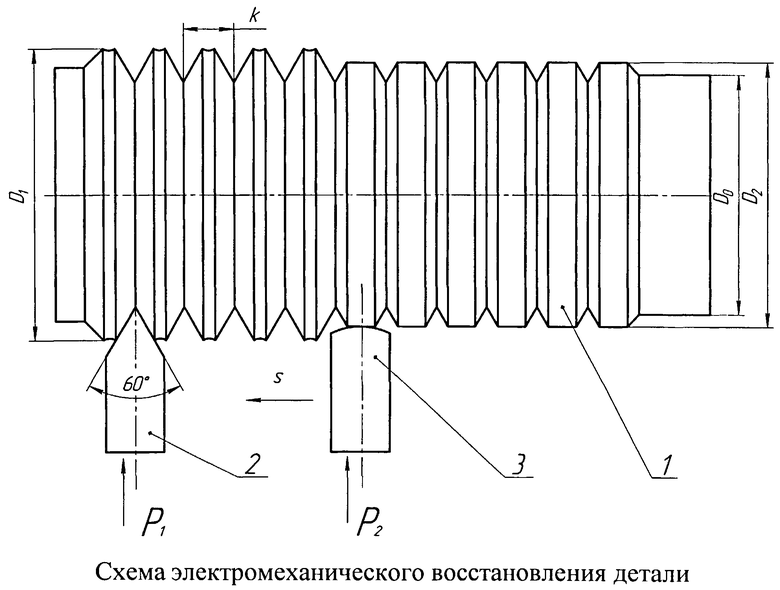
Способ электромеханического восстановления деталей прецизионных сопряжении, включающий электромеханическую высадку поверхности с образованием на ней канавок и последующее электромеханическое сглаживание высаженных канавок путем одновременного нагрева поверхностного слоя детали пропусканием электрического тока через зону контакта сглаживающего инструмента с деталью и механического воздействия на него сглаживающим инструментом, отличающийся тем, что канавки на поверхности детали выполняют кольцевыми с шагом 0,5…2 мм с созданием подобия лабиринтного уплотнения.
| Аскинази Б.М | |||
| Упрочнение и восстановление деталей электромеханической обработкой | |||
| - М., Машиностроение, 1989, с.112 | |||
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ПОДГОТОВКИ СТАЛЬНЫХ И ЧУГУННЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ПОД НАНЕСЕНИЕ ПОКРЫТИЙ | 2004 |
|
RU2325260C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2168552C1 |
| WO 9630159 A1, 03.10.1996. | |||

