Изобретение относится к технологии восстановления деталей машин с применением электромеханических процессов и получения износостойкого разнородного покрытия с антифрикционными свойствами.
Существует способ восстановления деталей привариванием добавочного металла [1], который взят за прототип, заключающийся в том, что изношенная поверхность детали высаживается электромеханическим способом. В образовавшуюся высаженную винтовую канавку приваривается дополнительный металл - стальная проволока. Формирование металлопокрытия при восстановлении деталей данным способом осуществляется при одновременном протекании процессов деформации под давлением приваривающего ролика и нагрева соединяемых металлов, проходящим через зону соединения электрическим током большой силы.
Однако этот способ восстановления деталей не обеспечивает надежного соединения добавочного и основного металлов. Прочное соединение образуется лишь при приварке первого витка проволоки, прочность сцепления последующих витков на порядок меньше из-за неизбежного окисления высаженной поверхности.
Достигаемый технический результат по заявленному изобретению - получение прочного износостойкого и разнородного покрытия с антифрикционными свойствами.
Указанный технический результат достигается за счет последовательной приварки добавочного материала в виде низкоуглеродистой и среднеуглеродистой проволоки в высаженные двухзаходные канавки электромеханическим способом, что обеспечивает надежное соединение основного и добавочного металлов.
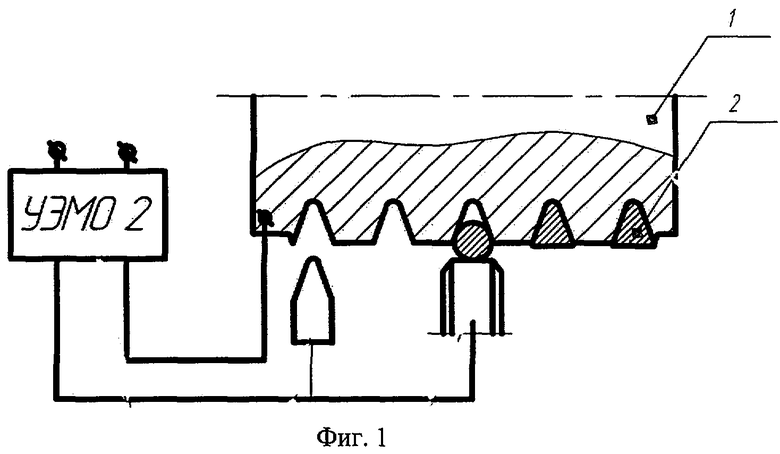
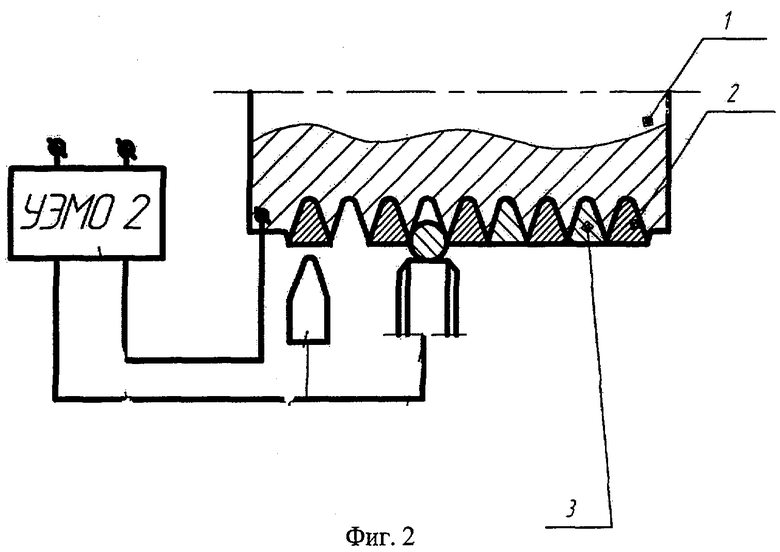
Способ осуществляется следующим образом. Изношенная поверхность детали 1 подвергается электромеханической высадке с шагом 3…4 мм (фиг.1); в образовавшуюся спиральную канавку приваривается дополнительный металл - низкоуглеродистая стальная проволока 2, затем (фиг.2) высаживается вторая канавка с тем же шагом, и осуществляется приварка в нее среднеуглеродистой стальной проволоки 3. Таким образом, получается покрытие с различной твердостью: в твердой основе - мягкие включения. В процессе эксплуатации проволока с меньшей твердостью будет изнашиваться, создавая винтовую впадину, способствующую удержанию смазки в сопряжении.
Таким образом, на всех образцах, восстановленных по предлагаемому способу, стабильно создается разнородное, упрочненное и износостойкое покрытие с чередованием твердых и менее твердых участков, способствующее удержанию смазки в сопряжении, тем самым обеспечиваются антифрикционные свойства и повышается износостойкость сопряжения.
Литература.
1. Аскинази Б.М. Упрочнение и восстановление деталей машин электромеханической обработкой. 3-е изд., перераб. и доп. - М.: Машиностроение, 1989, с.183-188. ISBN 5-217-00443-6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2484937C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2352444C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2431553C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ | 2022 |
|
RU2793665C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ | 2022 |
|
RU2793689C1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПРЕЦИЗИОННЫХ СОПРЯЖЕНИЙ | 2010 |
|
RU2459694C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 2012 |
|
RU2514238C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2014 |
|
RU2572116C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТАЛЬНОЙ ДЕТАЛИ | 2010 |
|
RU2451589C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ | 2011 |
|
RU2467857C1 |
Изобретение относится к способам восстановления и упрочнения деталей машин с введением добавочного металла применением электромеханических процессов и получения износостойкого, разнородного покрытия с антифрикционными свойствами, и может быть использовано в ремонтном производстве и машиностроении. Используют добавочный металл в виде низкоуглеродистой и среднеуглеродистой стальной проволоки, при этом электромеханическую высадку изношенной поверхности детали и приварку добавочного металла производят в два захода - сначала производят высадку канавки, в которую приваривают низкоуглеродистую стальную проволоку, а затем во вторую канавку, высаженную с тем же шагом, приваривают среднеуглеродистую стальную проволоку с получением на поверхности детали чередующихся твердых и менее твердых участков. Изобретение позволяет создать упрочненную, разнородную по структуре и твердости поверхностность с антифрикционными свойствами, которая способствует повышению износостойкости деталей машин. 2 ил.
Способ получения износостойкого и разнородного по твердости покрытия с антифрикционными свойствами при восстановлении и упрочнении деталей машин методом приварки добавочного металла в спиральные канавки, образованные электромеханической высадкой изношенной поверхности детали, отличающийся тем, что используют добавочный металл в виде низкоуглеродистой и среднеуглеродистой стальной проволоки, при этом электромеханическую высадку изношенной поверхности детали и приварку добавочного металла производят в два захода - сначала производят высадку канавки, в которую приваривают низкоуглеродистую стальную проволоку, а затем во вторую канавку, высаженную с тем же шагом, приваривают среднеуглеродистую стальную проволоку с получением на поверхности детали чередующихся твердых и менее твердых участков.
| АСКИНАЗИ Б.М | |||
| Упрочнение и восстановление деталей машин электромеханической обработкой | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и доп | |||
| - М.: Машиностроение, 1989, с.183-188 | |||
| Способ восстановления изношенных поверхностей | 1989 |
|
SU1704998A1 |
| Способ восстановления изношенных поверхностей деталей машин | 1989 |
|
SU1710259A2 |
| Способ восстановления изношенных поверхностей | 1985 |
|
SU1278171A1 |
| Способ нанесения на металлическую или иную основу антифрикционных и фрикционных покрытий (псевдосплавов) | 1951 |
|
SU107052A1 |

