Область техники
Данное изобретение относится к способу получения легких олефинов из сырья на основе кислородсодержащих соединений (кислородсодержащего сырья). В частности, данное изобретение относится к способу увеличения производства легких олефинов в ходе реализации способа получения легких олефинов из сырья на основе кислородсодержащих соединений.
Уровень техники
Низшие олефины (олефины С2-С4) являются основными исходными материалами для химической промышленности в области органической химии и играют важную роль в современной нефтяной и химической промышленности. В целом, способы получения легких олефинов можно разделить на два главных класса, т.е. на традиционный нефтяной подход и на новый не-нефтяной способ. Начиная с 1910-х годов, в мире ведутся разработки способов получения легких олефинов из сырья, не являющегося нефтью (особенно из сырья на основе кислородсодержащих соединений), и достигнут некоторый прогресс.
Способ получения легких олефинов с помощью реакции дегидратации кислородсодержащего соединения приводит к получению некоторого количества воды в качестве побочного продукта помимо получения углеводородных продуктов, например, около 44% углеводородных продуктов из метанола и около 46% углеводородных продуктов из этанола. Известно, что реакция получения легких олефинов из сырья на основе кислородсодержащих соединений представляет собой реакцию, в которой количество молекул возрастает и, следовательно, для сдвига химического равновесия в сторону образования легких олефинов предпочтительно проведение реакции при пониженном давлении. Поэтому, при получении легких олефинов в соответствии с уровнем техники, для получения желаемого выхода легких олефинов для проведения реакции обычно используют пониженное давление. Следовательно, если для увеличения выхода легких олефинов хотят увеличить количество пропускаемого кислородсодержащего сырья, в соответствии с уровнем техники прямым результатом такого пониженного давления реакции (обычно 0.1-0.3 МПа) является необходимость увеличения размера или количества реакторов, чтобы поддерживать выход легких олефинов на приемлемом уровне. Очевидно, что это приведет к соответствующему росту инвестиционных и эксплуатационных расходов на оборудование.
Согласно способу получения легких олефинов в соответствии с существующим уровнем техники, для гарантированного обеспечения непрерывного процесса производства катализатор циркулирует между реактором и регенератором. Для облегчения циркуляции реактор и регенератор, как правило, функционируют при практически одинаковом давлении. В этой ситуации реактор находится в атмосфере углеводородов, а регенератор - в кислородсодержащей атмосфере. Если реактор и регенератор изолированы недостаточно хорошо, это может создать серьезную потенциальную угрозу безопасности.
Кроме того, в установках по производству легких олефинов в соответствии с существующим уровнем техники широко используют циклон, аналогичный используемому в установках для каталитического крекинга. Поэтому естественная убыль катализатора в процессе производства является неизбежной, особенно в том случае, когда в катализаторе все время возрастает доля тонкого порошка с размером частиц менее 20 микрон. Это оказывает пагубное действие на последующее отделение продукта и неблагоприятно сказывается на катализаторе, предназначенном для повторного использования.
Сущность изобретения
Целью данного изобретения является разработка способа получения легких олефинов, который преодолевал бы указанные недостатки существующего уровня техники, давал возможность напрямую использовать существующий (имеющийся) реактор и обеспечивал достижение поставленной цели, заключающейся в увеличении производства легких олефинов.
Авторы данного изобретения в ходе запланированных исследований с удивлением обнаружили, что если увеличивать реакционное давление (давление, при котором осуществляют реакцию) и соответственно и одновременно повышать WHSV (количество сырья на единицу веса катализатора в час) кислородсодержащего сырья, выход легкого олефина можно поддерживать на уровне, который сравним или превосходит существующий уровень техники, в отличие от снижения, ожидаемого ранее, исходя из уровня техники. В результате, предлагаемое в данном изобретении техническое решение, заключающееся в повышении реакционного давления и WHSV реактора, позволит значительно повысить количество пропускаемого через реактор кислородсодержащего сырья и, соответственно, увеличить производство легких олефинов (т.е. увеличить эффективность производства легких олефинов). Это открытие, сделанное авторами данного изобретения, осуществляет прорыв в знаниях специалистов и находит свое воплощение в данном изобретении, основанном на этом открытии.
Более конкретно данное изобретение заключается в следующем:
1. Способ получения легких олефинов (или увеличения производства легких олефинов), где в способе получения легких олефинов путем непрерывного контактирования сырья на основе кислородсодержащих соединений и катализатора для осуществления реакции дегидратации, реакционное давление Р, при котором проводят реакцию дегидратации, составляет 0.5-10 МПа, предпочтительно 0.75-3.5 МПа, более предпочтительно 0.8-3 МПа, наиболее предпочтительно 1-2 МПа, среднечасовая скорость подачи сырья Н в реакцию дегидратации составляет 7-250 час-1, предпочтительно 8-150 час-1, более предпочтительно 10-100 час-1, более предпочтительно 15-80 час-1, наиболее предпочтительно 15-50 час-1.
2. Способ, имеющий любую из указанных ранее особенностей, где в ходе реакции дегидратации Н и Р удовлетворяют математической функции Н=f(P), которая является строго возрастающей функцией, где Р (единица измерения: МПа) находится в интервале [0.55, 10.0], предпочтительно в интервале [0.75, 3.5], более предпочтительно, в интервале [0.8, 3.0], наиболее предпочтительно, в интервале [1.0, 2.0], Н (единица измерения: час-1) находится в интервале [7, 250], предпочтительно в интервале [8, 150], более предпочтительно, в интервале [10, 100], более предпочтительно, в интервале [15, 80], наиболее предпочтительно, в интервале [15, 50].
3. Способ, имеющий любую из указанных ранее особенностей, включающий следующие стадии:
непрерывное контактирование сырья на основе кислородсодержащих соединений и катализатора для проведения реакции дегидратации с целью получения углеводорода, богатого легкими олефинами, и отработанного катализатора,
транспортировку, по меньшей мере, части отработанного катализатора в реакцию регенерации с целью получения регенерированного катализатора, и
возврат (циркуляцию), по меньшей мере, части регенерированного катализатора в реакцию дегидратации,
где реакционное давление Р реакции дегидратации, по меньшей мере, на 0.35 МПа, предпочтительно на 0.4 МПа, 0.5 МПа, 0.6 МПа, 0.7 МПа, 0.8 МПа, 0.9 МПа, 1.0 МПа, 1.1 МПа, 1.2 МПа, 1.3 МПа, 1.4 МПа, 1.5 МПа, 1.6 МПа, 1.7 МПа, 1.8 МПа, 1.9 МПа или 2.0 МПа выше, чем давление регенерации в реакции регенерации.
4. Способ, имеющий любую из указанных ранее особенностей, далее включающий стадию отделения богатого легкими олефинами углеводорода с целью получения С4+ углеводорода и, необязательно, включающий далее следующие стадии:
непрерывное контактирование С4+ углеводорода и дополнительного катализатора для проведения дополнительной реакции с целью получения дополнительного углеводорода, богатого легкими олефинами, и дополнительного отработанного катализатора,
транспортировку, по меньшей мере, части дополнительного отработанного катализатора в реакцию регенерации с целью получения дополнительного регенерированного катализатора, и
возврат (циркуляцию), по меньшей мере, части регенерированного катализатора и/или, по меньшей мере, части дополнительного регенерированного катализатора в реакцию дегидратации и/или в дополнительную реакцию.
5. Способ, имеющий любую из указанных ранее особенностей, где для реакции дегидратации и/или дополнительной реакции используют один или более реакторов, и каждый независимо выбран из реактора с псевдоожиженным слоем катализатора, реактора с плотным слоем катализатора, колонного реактора, барботажного реактора, реактора со слоем взвешенного осадка и их комбинации, предпочтительно выбран из колонного реактора, более предпочтительно, каждый независимо выбран из изодиаметрического колонного реактора, колонного реактора с одинаковой линейной скоростью, колонного реактора с переменным диаметром и гибридного колонного реактора с плотным слоем катализатора.
6. Способ, имеющий любую из указанных ранее особенностей, где сырье на основе кислородсодержащих соединений, выбрано, по меньшей мере, из одного из: спирта, простого и сложного эфира, предпочтительно выбрано, по меньшей мере, из одного из: R1O-R2, R1-OC(=O)O-R2, R1-C(=O)O-R2 и R1-C(=O)-R2 (где R1 и R2 являются идентичными или разными, каждый независимо выбран из Н и C1-6 разветвленного или линейного алкила, предпочтительно каждый независимо выбран из Н и С1-4 разветвленного или линейного алкила при условии, что максимально один из R1 и R2 является водородом), более предпочтительно, выбран, по меньшей мере, из одного из: метанола, этанола, диметилового эфира, диэтилового эфира, метил-этилового эфира, метиленкарбоната и метилформиата.
7. Способ, имеющий любую из указанных ранее особенностей, где катализатор и дополнительный катализатор являются идентичными или разными, каждый независимо выбран, по меньшей мере, из одного из цеолитных катализаторов, предпочтительно каждый независимо выбран, по меньшей мере, из одного из: алюмосиликатофосфатных цеолитных катализаторов и катализаторов на основе алюмосиликатных молекулярных сит.
8. Способ, имеющий любую из указанных ранее особенностей, где условия реакции регенерации включают: температуру реакции 450-850°C, предпочтительно 550-700°C; реакционное давление 0.1-0.5 МПа, предпочтительно 0.15-0.3 МПа; кислородсодержащую атмосферу, предпочтительно воздушную атмосферу или кислородную атмосферу.
9. Способ, имеющий любую из указанных ранее особенностей, где отработанный катализатор, и/или дополнительный отработанный катализатор, и/или регенерированный катализатор, и/или дополнительный регенерированный катализатор получен разделением через фильтр.
10. Способ, имеющий любую из указанных ранее особенностей, где транспортировку и циркуляцию проводят через одну или более (предпочтительно одну или две) загрузочные воронки для катализатора (9).
11. Способ, имеющий любую из указанных ранее особенностей, далее включающий стадию возврата (циркуляции), по меньшей мере, части отработанного катализатора и/или, по меньшей мере, части дополнительного отработанного катализатора в реакцию дегидратации и/или в дополнительную реакцию.
12. Способ, имеющий любую из указанных ранее особенностей, где катализатор и/или дополнительный катализатор имеет общее содержание углерода 3-25 масс. %, наиболее предпочтительно 6-15 масс. %.
13. Способ, имеющий любую из указанных ранее особенностей, где при условии, что размер и количество реакторов для реакции дегидратации остается неизменным, способ дает возможность увеличить производство легких олефинов на 50%, предпочтительно на 100%, более предпочтительно, на 150%, 200%, 500% или 790%, наиболее предпочтительно, на 1000% или больше.
14. Способ, имеющий любую из указанных ранее особенностей, далее включающий стадию возврата (циркуляции) неполностью прореагировавшего сырья на основе кислородсодержащих соединений в реакцию дегидратации.
15. Способ, имеющий любую из указанных ранее особенностей, включающий следующие стадии:
непрерывное контактирование сырья на основе кислородсодержащих соединений и катализатора в реакторе колонного типа для проведения реакции дегидратации с целью получения углеводорода, богатого легкими олефинами, и отработанного катализатора;
разделение богатого олефинами углеводорода и отработанного катализатора в зоне сепарации углеводорода/катализатора, введение выделенного богатого олефинами углеводорода в систему разделения-извлечения продукта, пропаривание отработанного катализатора в зоне пропаривания реактора колонного типа, удаление отработанного катализатора из реактора колонного типа и транспортировку его в накопитель отработанного катализатора;
транспортировку отработанного катализатора, находящегося в накопителе отработанного катализатора, напрямую в регенератор через загрузочную воронку катализатора или транспортировку его сначала в питательный (сырьевой) резервуар отработанного катализатора через загрузочную воронку катализатора, а затем в регенератор, и регенерацию отработанного катализатора в кислородсодержащей атмосфере в регенераторе с целью получения регенерированного катализатора;
транспортировку регенерированного катализатора непосредственно (напрямую) в загрузочную воронку катализатора или удаление регенерированного катализатора сначала из регенератора и транспортировку его в накопитель регенерированного катализатора, а затем в загрузочную воронку катализатора;
транспортировку регенерированного катализатора, находящегося в загрузочной воронке катализатора, в питательный (сырьевой) резервуар регенерированного катализатора, а затем обратно в реактор колонного типа.
Технические эффекты
По сравнению с уровнем техники способ получения легких олефинов согласно данному изобретению обладает следующими преимуществами.
Согласно данному изобретению, способ получения легких олефинов путем повышения реакционного давления и одновременного и соответствующего увеличения WHSV кислородсодержащего сырья при условии, что размер и количество имеющихся реакторов или установок для реакции остается тем же самым, позволяет поддерживать выход легких олефинов на уровне, сравнимом или даже превышающем уровень существующего уровня техники, и значительно увеличить производство легких олефинов (например, вплоть до 790% или больше). Поэтому, способ получения легких олефинов согласно данному изобретению представляет собой способ увеличения производства легких олефинов, который можно использовать для реконструкции или модернизации имеющихся установок для производства легких олефинов.
Способ получения легких олефинов согласно данному изобретению, при условии гарантированного достижения заранее заданного объема производства легких олефинов, может значительно снизить размер и количество реакторов или установок для реакции по сравнению с уровнем техники и соответственно снизить масштаб и инвестиционные издержки всего завода по производству легких олефинов. Поэтому, способ получения легких олефинов согласно данному изобретению представляет собой способ нового поколения, с высоким производственным потенциалом, его можно использовать при строительстве заводов нового поколения по производству легких олефинов, имеющих меньший масштаб, более низкие инвестиционные издержки и обеспечить больший объем производства легких олефинов по сравнению с существующими заводами по производству легких олефинов.
Способ получения легких олефинов согласно данному изобретению предусматривает работу регенератора под более низким давлением, а работу реактора под более высоким давлением, поэтому уменьшается общая сложность способа получения легких олефинов и установок по их производству.
Способ получения легких олефинов согласно данному изобретению предусматривает, что реакционное давление реактора значительно выше давления регенерации в регенераторе, поэтому использование устройства переключения давления (например, блокировки загрузочной воронки или загрузочной воронки катализатора) позволяет осуществить полную изоляцию углеводородной атмосферы реактора от кислородсодержащей атмосферы регенератора и циркуляции катализатора и, соответственно, гарантировать общую безопасность процесса производства и производственных мощностей.
Другие особенности и преимущества данного изобретения будут дополнительного раскрыты далее в разделе Детальное описание изобретения.
Краткое описание чертежей
Чертежи, являющиеся составной частью описания, даны для дополнительного понимания данного изобретения и служат для объяснения данного изобретения совместно с приведенным ниже Детальным описанием изобретения, но они никак не ограничивают данное изобретение. На чертежах:
Фиг. 1 представляет собой блок-схему способа получения легких олефинов из кислородсодержащего соединения согласно первому конкретному варианту осуществления данного изобретения
Фиг. 2 представляет собой блок-схему способа получения легких олефинов из кислородсодержащего соединения согласно второму конкретному варианту осуществления данного изобретения
Фиг. 3 представляет собой блок-схему способа получения легких олефинов из кислородсодержащего соединения согласно третьему конкретному варианту осуществления данного изобретения
Фиг. 4 представляет собой блок-схему способа получения легких олефинов из кислородсодержащего соединения согласно четвертому конкретному варианту осуществления данного изобретения
Фиг. 5 представляет собой блок-схему способа получения легких олефинов из кислородсодержащего соединения согласно пятому конкретному варианту осуществления данного изобретения
Фиг. 6 представляет собой блок-схему способа получения легких олефинов из кислородсодержащего соединения согласно шестому конкретному варианту осуществления данного изобретения
Фиг. 7 представляет собой блок-схему способа получения легких олефинов из кислородсодержащего соединения согласно седьмому конкретному варианту осуществления данного изобретения
Данное изобретение может включать другие конкретные варианты воплощения изобретения и не ограничено приведенными вариантами его выполнения
Ссылки (позиции) на чертихах:
1 - колонный реактор; 2 - внутреннее устройство для удаления тепла; 3 - реактор с плотным слоем катализатора; 4 - зона пропаривания (зона обработки горячим паром или горячим газом); 5 зона седиментации (осаждения); 6 - фильтр; 7 - регенератор; 8 - накопитель отработанного катализатора; 9 - загрузочная воронка катализатора; 10 - питательный (сырьевой) резервуар отработанного катализатора; 11 - накопитель регенерированного катализатора; 12 - питательный (сырьевой) резервуар регенерированного катализатора; 13 - внешнее устройство для удаления тепла; 14 - внутреннее устройство для удаления тепла; 15 внутреннее устройство для удаления тепла; 16 - трубопровод; 17 - трубопровод; 18 - трубопровод; 19 - трубопровод; 20 - трубопровод; 21 - трубопровод; 22 - трубопровод; 23 - трубопровод; 24 - загрузочная линия; 25 - линия продукта реакции; 26 - линия топочного (дымового) газа; 27 - трубопровод; 28 - линия, предваряющая подъем (линия до подъема).
201 - колонный реактор; 202 - внутренняя колонна и распределитель; 203 - реактор с плотным слоем (катализатора); 204 - зона пропаривания (зона обработки горячим паром или горячим газом); 205 - зона седиментации (осаждения); 206 - фильтр; 207 - регенератор; 208 - накопитель отработанного катализатора; 209 - загрузочная воронка катализатора; 210 - накопитель регенерированного катализатора; 211 - смеситель катализатора; 212 - питательный (сырьевой) резервуар регенерированного катализатора; 213 - трубопровод; 214 - внутреннее устройство для удаления тепла; 215 - внутреннее устройство для удаления тепла; 216 - трубопровод; 217 - трубопровод; 218 - трубопровод; 219 - линия, предваряющая подъем (линия до подъема); 220 - линия охлаждающей среды; 221 - трубопровод; 222 - трубопровод; 223 - трубопровод; 224 - загрузочная линия; 225 - линия продукта реакции; 226 - линия топочного (дымового) газа; 227 - трубопровод; 301 - колонный реактор; 302 - колонна с расширенным диаметром; 303 - реактор с плотным слоем катализатора; 304 - зона пропаривания (зона обработки горячим паром или горячим газом); 305 - зона седиментации (осаждения); 306 - фильтр; 307 - регенератор; 308 - накопитель отработанного катализатора; 309 - загрузочная воронка катализатора; 310 - питательный (сырьевой) резервуар отработанного катализатора; 311 - накопитель регенерированного катализатора; 312 - питательный (сырьевой) резервуар регенерированного катализатора; 313 - внешнее устройство для удаления тепла; 314 - внутреннее устройство для удаления тепла; 315 - внутреннее устройство для удаления тепла; 316 - трубопровод; 317 - трубопровод; 318 - трубопровод; 319 - трубопровод; 320 - трубопровод; 321 - трубопровод; 322 - трубопровод; 323 - трубопровод; 324 - загрузочная линия; 325 - линия продукта реакции; 326 - линия топочного (дымового) газа; 327 - трубопровод; 328 - линия, предваряющая подъем (линия до подъема); 329 - загрузочная линия; 330 - дополнительный реактор колонного типа; 331 - трубопровод; 332 - трубопровод; 401 - колонный реактор; 402 - внутренняя колонна и распределительная плита; 403 - реактор с плотным слоем (катализатора); 404 - зона пропаривания (зона обработки горячим паром или горячим газом); 405 - зона седиментации (осаждения); 406 - фильтр; 407 - регенератор; 408 - накопитель отработанного катализатора; 409 - загрузочная воронка катализатора; 410 - накопитель регенерированного катализатора; 411 - смеситель катализатора; 412 - питательный (сырьевой) резервуар регенерированного катализатора; 413 - внешнее устройство для удаления тепла; 414 - внутреннее устройство для удаления тепла; 415 - внутреннее устройство для удаления тепла; 416 - трубопровод; 417 - трубопровод; 418 - трубопровод; 419 - линия, предваряющая подъем (линия до подъема); 420 - линия охлаждающей среды; 421 - трубопровод; 422 - трубопровод; 423 - трубопровод; 424 - загрузочная линия; 425 - линия продукта реакции; 426 - линия топочного (дымового) газа; 427 - трубопровод; 428 - линия, предваряющая подъем (линия до подъема); 429 - загрузочная линия; 430 - трубопровод; 431 - первая зона реакции; 432 - вторая зона реакции; 433 - сужение и быстрый сепаратор; 434 - зона пропаривания; 435 - зона седиментации (осаждения); 436 - фильтр; 437 - трубопровод; 438 - трубопровод; 501 - колонный реактор; 502 - внутренняя колонна и быстрый сепаратор; 503 - реактор с плотным слоем (катализатора); 504 - зона пропаривания; 505 - зона седиментации (осаждения); 506 - фильтр; 507 - регенератор; 508 - накопитель отработанного катализатора; 509 - загрузочная воронка катализатора; 510 - питательный (сырьевой) резервуар отработанного катализатора; 511 - накопитель регенерированного катализатора; 512 - питательный (сырьевой) резервуар катализатора; 513 - внешнее устройство для удаления тепла; 514 - внутреннее устройство для удаления тепла; 515 - внутреннее устройство для удаления тепла; 516 - трубопровод; 517 - трубопровод; 518 - трубопровод; 519 - трубопровод; 520 - трубопровод; 521 - трубопровод; 522 - трубопровод; 523 - трубопровод; 524 - загрузочная линия; 525 - линия продукта реакции; 526 - линия топочного (дымового) газа; 527 - трубопровод; 528 - линия охлаждающей среды; 529 - внешнее устройство для удаления тепла; 530 - первая зона реакции; 531 - вторая зона реакции и сужения; 532 - линия, предваряющая подъем (линия до подъема); 533 - загрузочная линия; 534 - трубопровод; 535 - трубопровод; 601 - первая зона реакции; 602 - вторая зоны реакции; 603 - сужение и быстрый сепаратор; 604 - зона пропаривания (зона обработки горячим паром или горячим газом); 605 - зона седиментации (осаждения); 606 - фильтр; 607 - регенератор; 608 - накопитель отработанного катализатора; 609 - загрузочная воронка катализатора; 610 - накопитель регенерированного катализатора; 611 - смеситель катализатора; 612 - внешнее устройство для удаления тепла; 613 - внешнее устройство для удаления тепла; 614 - внутреннее устройство для удаления тепла; 615 - внутреннее устройство для удаления тепла; 616 - трубопровод; 617 - трубопровод; 618 - трубопровод; 619 - линия, предваряющая подъем (линия до подъема); 620 - линия топочного (дымового) газа; 621 - трубопровод; 622 - трубопровод; 623 - трубопровод; 624 - загрузочная линия; 625 - линия продукта реакции; 626 - линия, предваряющая подъем (линия до подъема); 627 - дополнительный реактор колонного типа; 628 - быстрый сепаратор; 629 - зона седиментации (осаждения); 630 - зона пропаривания (зона обработки горячим паром или горячим газом); 631 - фильтр; 632 - линия продукта реакции; 633 - трубопровод; 634 - трубопровод; 635 - загрузочная линия; 636 - питательный (сырьевой) резервуар катализатора; 637 - трубопровод; 701 - реактор с псевдоожиженным слоем катализатора; 702 - загрузочная линия; 703 - линия продукта реакции; 704 - линия топочного (дымового) газа; 705 - зона седиментации (осаждения); 706 - фильтр; 707 - регенератор; 708 - накопитель отработанного катализатора; 709 - загрузочная воронка катализатора; 710 - питательный (сырьевой) резервуар отработанного катализатора; 711 - накопитель регенерированного катализатора; 712 - питательный (сырьевой) резервуар регенерированного катализатора; 713 - внутреннее устройство для удаления тепла; 714 - внутреннее устройство для удаления тепла; 715 - внешнее устройство для удаления тепла; 716 - трубопровод; 717 - трубопровод; 718 - трубопровод; 719 - трубопровод; 720 - трубопровод; 721 - трубопровод; 722 - трубопровод; 723 - трубопровод; 724 - основной воздух.
Детальное описание изобретения
Здесь и далее конкретные варианты воплощения данного изобретения будут раскрыты в деталях со ссылкой на чертежи. Следует понимать, что описанные здесь конкретные варианты воплощения изобретения даны лишь для объяснения данного изобретения, но изобретение никак не ограничено приведенными вариантами.
В контексте описания термин "реактор" и "дополнительный реактор" относятся к двум независимым друг от друга реакторам. В данном изобретении термин "С4+ углеводород" относится к углеводороду, содержащему 4 или более атомов углерода.
В контексте описания термин "легкий олефин" относится к этилену и пропилену.
В контексте данного описания термин "выход легких олефинов" относится к однократному (за один цикл) выходу легких олефинов, термин "производство легких олефинов" относится к однократному (за один цикл) количеству произведенных легких олефинов в расчете на реактор в единицу времени, и термин "среднечасовая скорость подачи сырья" относится к массе реагента, проходящего через единицу массы катализатора в единицу времени.
Выход = производство продукта / суммарное производство углеводородных продуктов кроме кислородсодержащего соединения * 100.
Углеводородные продукты кроме кислородсодержащего соединения включают, в частности, водород и углеводороды, содержащие один или более атомов углерода и не содержащие кислорода.
Согласно данному изобретению заявлен способ получения легких олефинов, где сырье на основе кислородсодержащих соединений (т.е. кислородсодержащее сырье) и катализатор находятся в непрерывном контакте для проведения реакции дегидратации с целью получения легких олефинов.
Способ согласно данному изобретению может включать следующие стадии: непрерывное контактирование кислородсодержащего сырья и катализатора для проведения реакции дегидратации с целью получения углеводорода, богатого легкими олефинами, и отработанного катализатора, транспортировку, по меньшей мере, части отработанного катализатора в реакцию регенерации с целью получения регенерированного катализатора, и возврат (циркуляцию), по меньшей мере, части регенерированного катализатора в реакцию дегидратации. Более конкретно, процесс может включать следующие стадии: непрерывное контактирование кислородсодержащего сырья и катализатора в реакторе (например, в реакторе колонного типа) для проведения реакции дегидратации с целью получения углеводорода, богатого легкими олефинами, и отработанного катализатора; разделение богатого олефинами углеводорода и отработанного катализатора в зоне сепарации углеводорода и катализатора, введение выделенного богатого олефинами углеводорода в систему сепарации-извлечения продукта, пропаривание отработанного катализатора в зоне пропаривания, удаление отработанного катализатора из реактора и транспортировку его в накопитель отработанного катализатора; транспортировку отработанного катализатора, находящегося в накопителе отработанного катализатора, напрямую в регенератор через загрузочную воронку катализатора, или транспортировку его сначала в питательный (сырьевой) резервуар отработанного катализатора через загрузочную воронку катализатора, а затем в регенератор, и регенерацию отработанного катализатора в кислородсодержащей атмосфере в регенераторе с целью получения регенерированного катализатора; удаление регенерированного катализатора из регенератора и транспортировку его в накопитель регенерированного катализатора, а затем в питательный (сырьевой) резервуар регенерированного катализатора через загрузочную воронку катализатора, или транспортировку регенерированного катализатора напрямую в загрузочную воронку катализатора; а затем транспортировку обратно в реактор.
Регенератором согласно данному изобретению может быть регенератор любого типа, известный специалистам из уровня техники и традиционно используемый, например, регенератор с псевдоожиженным слоем или регенератор с кипящим слоем, но не ограничен только этими.
Способ согласно данному изобретению может также включать следующие стадии: удаление части отработанного катализатора из реактора или накопителя отработанного катализатора; транспортировку удаленного отработанного катализатора напрямую в реактор или отведение тепла из удаленного отработанного катализатора для его охлаждения, а затем транспортировку охлажденного катализатора в реактор, или транспортировку удаленного отработанного катализатора в смеситель катализатора, расположенный в нижней части реактора, для смешивания его там с регенерированным катализатором, а затем транспортировку смешанного катализатора в реактор; где удаленный отработанный катализатор находится в количестве, достаточном для поддержания непрерывной работы катализатора в реакторе совместно с регенерированным катализатором, который транспортируют в питательный (сырьевой) резервуар регенерированного катализатора через загрузочную воронку катализатора.
Способ согласно данному изобретению может также включать следующие стадии: удаление части отработанного катализатора из реактора или из накопителя отработанного катализатора; транспортировку удаленного отработанного катализатора напрямую в питательный резервуар регенерированного катализатора или отведение тепла из удаленного отработанного катализатора для его охлаждения, а затем транспортировку охлажденного катализатора в питательный (сырьевой) резервуар регенерированного катализатора; после смешивания с регенерированным катализатором транспортировку смешанного катализатора в реактор; где удаленный отработанный катализатор находится в количестве, достаточном для поддержания непрерывной работы катализатора в реакторе совместно с регенерированным катализатором, который транспортируют в питательный резервуар регенерированного катализатора через загрузочную воронку катализатора.
Согласно данному изобретению, сырье на основе кислородсодержащих соединений (кислородсодержащее сырье), хорошо известное специалистам, можно выбрать, по меньшей мере, из одного из: спирта, простого и сложного эфира, или им могут быть иные промышленные или природные кислородсодержащие соединения. Данное изобретение не предполагает каких-либо специальных ограничений в отношении сырья. Предпочтительно, чтобы сырье на основе кислородсодержащих соединений, было выбрано, по меньшей мере, из одного из: R1-O-R2, R1-OC(=O)O-R2, R1-C(=O)O-R2 и R1-C(=O)-R2, где R1 и R2 являются идентичными или разными, каждый независимо выбран из Н и С1-6 разветвленного или линейного алкила, предпочтительно каждый независимо выбран из Н и С1-4 разветвленного или линейного алкила при условии, что максимум один из R1 и R2 является водородом. Более предпочтительно, чтобы сырье на основе кислородсодержащих соединений, было выбрано, по меньшей мере, из одного из: метанола, этанола, диметилового эфира, диэтилового эфира, метил-этилового эфира, метиленкарбоната и метилформиата, в частности, метанола.
Согласно данному изобретению в реакции дегидратации иногда требуется разбавитель. В качестве разбавителя обычно используют водяной пар или в качестве разбавителя можно использовать водород, метан, этан, азот, монооксид углерода или аналогичные. Если используют разбавитель, мольное отношение кислородсодержащего сырья к разбавителю обычно составляет 40:1-0.4:1, предпочтительно 11:1-0.7:1, более предпочтительно 7:1-1.3:1.
Согласно данному изобретению, в качестве катализатора используют катализаторы, хорошо известные специалистам. Например, катализатором может быть цеолитный катализатор. Цеолит может быть алюмосиликатофосфатным цеолитом и/или алюмосиликатным цеолитом. Алюмосиликатофосфатный цеолит можно выбрать из одного или более из SAPO и SRM цеолитов, и алюмосиликатный цеолит можно выбрать из одного или более из ZSM и ZRP цеолитов. Кроме того, цеолит может быть дополнен одним или более элементами, выбранными из щелочноземельных металлов, К, Mg, Са, Ва, Zr, Ti, Со, Mo, Ni, Pt, Pd, La, Ce, Cu, Fe, B, Si, P, Sn, Pb, Ga, Cr, V, Sc, Ge, Mn, La, Al, Ni, и Fe.
Способ согласно данному изобретению также может включать стадию выделения углеводорода, богатого легкими олефинами, с целью получения C4+ углеводорода.
Способ согласно данному изобретению может необязательно включать следующие стадии: непрерывное контактирование С4+ углеводорода и дополнительного катализатора для проведения дополнительной реакции с целью получения дополнительного углеводорода, богатого легкими олефинами, и дополнительного отработанного катализатора, транспортировку, по меньшей мере, части дополнительного отработанного катализатора в реакцию регенерации с целью получения дополнительного регенерированного катализатора, и циркуляцию (возврат), по меньшей мере, части регенерированного катализатора и/или, по меньшей мере, части дополнительного регенерированного катализатора в реакцию дегидратации и/или дополнительную реакцию. Например, процесс может включать транспортировку С4+ углеводорода, полученного выделением с помощью системы сепарации-извлечения продукта, в дополнительный реактор (например, реактор колонного типа) для проведения дополнительной реакции.
Согласно данному изобретению, дополнительный катализатор и катализатор могут быть идентичными или различными, и дополнительный катализатор может быть катализатором, хорошо известным специалистам. Например, дополнительным катализатором может быть цеолитный катализатор. Цеолит может быть алюмосиликатофосфатным цеолитом и/или алюмосиликатным цеолитом. Алюмосиликатофосфатный цеолит можно выбрать из одного или более из SAPO и SRM цеолитов, а алюмосиликатный цеолит можно выбрать из одного или более из ZSM и ZRP цеолитов. Кроме того, цеолит может быть дополнен одним или более элементами, выбранными из щелочноземельных металлов, К, Mg, Са, Ва, Zr, Ti, Со, Mo, Ni, Pt, Pd, La, Ce, Cu, Fe, B, Si, P, Sn, Pb, Ga, Cr, V, Sc, Ge, Mn, La, Al, Ni и Fe.
Способ согласно данному изобретению может также включать следующие стадии: транспортировку регенерированного катализатора, находящегося в питательном резервуаре регенерированного катализатора, в дополнительный реактор для контакта с С4+ углеводородом и проведения дополнительной реакции, а также совместную транспортировку полученного дополнительного углеводорода, богатого легкими олефинами, и полученного в результате дополнительного отработанного катализатора в реактор, в зону сепарации углеводорода и катализатора.
Способ согласно данному изобретению может также включать следующие стадии: транспортировку отработанного катализатора, находящегося в реакторе, в дополнительный реактор для контакта с С4+ углеводородом и проведения дополнительной реакции; разделение полученного в результате дополнительного углеводорода, богатого легкими олефинами, и полученного в результате дополнительного отработанного катализатора в дополнительный реактор; и транспортировку выделенного дополнительного углеводорода, богатого легкими олефинами, в систему сепарации-извлечения продукта, и транспортировку выделенного дополнительного отработанного катализатора в накопитель отработанного катализатора.
Способ согласно данному изобретению может также включать следующие стадии: транспортировку отработанного катализатора, находящегося в реакторе, в дополнительный реактор для контакта с С4+ углеводородом и проведения дополнительной реакции, и совместную транспортировку полученного в результате дополнительного углеводорода, богатого легкими олефинами, и полученного в результате дополнительного отработанного катализатора в реактор, в зону сепарации углеводорода и катализатора.
Способ согласно данному изобретению может также включать следующие стадии: транспортировку регенерированного катализатора, находящегося в регенераторе, напрямую в дополнительный реактор для контакта с С4+ углеводородом и проведения дополнительной реакции с целью получения дополнительного углеводорода, богатого легкими олефинами, и дополнительного отработанного катализатора; разделение дополнительного углеводорода, богатого легкими олефинами, и дополнительного отработанного катализатора в дополнительном реакторе; транспортировку выделенного дополнительного углеводорода, богатого легкими олефинами, в систему сепарации-извлечения продукта; и транспортировку дополнительного отработанного катализатора напрямую в регенератор для проведения регенерации.
Согласно данному изобретению, число реакторов и/или дополнительных реакторов может составлять один или более, и данное изобретение не предполагает каких-либо ограничений на этот счет. Кроме того, реактор и/или дополнительный реактор могут быть идентичными или разными, и каждый независимо выбран из реактора с псевдоожиженным слоем катализатора, реактора с плотным слоем катализатора, колонного реактора, барбатажного реактора (реактора с кипящим слоем), реактора со слоем взвешенного осадка и их комбинации. Предпочтительно, реактор и/или дополнительный реактор являются идентичными или разными, и каждый независимо выбран из колонного реактора, более предпочтительно, каждый независимо выбран из изодиаметрического колонного реактора, колонного реактора с одинаковой линейной скоростью, колонного реактора с переменным диаметром и гибридного колонного реактора с плотным слоем. Кроме того, в вертикальном направлении от дна к вершине реактор колонного типа может быть также снабжен зоной, предваряющей подъем, вертикальной колонной, линией охлаждающей среды, колонной увеличенного диаметра, сужением, быстрым сепаратором, зоной пропаривания, зоной с уплотненной фазой, зоной седиментации (осаждения), смесителем катализатора и фильтром, которые представляют собой обычные промышленные устройства, так что реактор может работать непрерывно; где зона седиментации (осаждения), фильтр и аналогичные могут составлять зону сепарации углеводорода и катализатора, причем зона сепарации углеводорода и катализатора также может содержать другие устройства, полезные для разделения отработанного катализатора и углеводорода. Данное изобретение не имеет ограничений в их отношении. Согласно данному изобретению, в той части реактора колонного типа, которая предназначена для плотного слоя, плотный слой может не образовываться, т.е. возможен режим работы с нулевым плотным слоем.
Так как процесс производства олефинов из сырья на основе кислородсодержащих соединений представляет собой экзотермическую реакцию, реактор согласно данному изобретению должен быть снабжен одной или более линией охлаждающей среды для контроля температуры реакции. Согласно одному из вариантов выполнения данного изобретения, одна или более линий охлаждающей среды может располагаться в середине реактора ниже по потоку (относительно направления реагента) так, чтобы инжектировать охлаждающую среду в реактор. Резко-охлаждающей средой может быть охлаждающий агент или охлажденный катализатор. Охлаждающим агентом может быть не нагретое предварительно кислородсодержащее сырье и/или вода.
Согласно данному изобретению, температура реакции дегидратации составляет, как правило, 200-700°C, предпочтительно 250-600°C. В частности, для достижения цели данного изобретения, состоящей в увеличении производства легких олефинов, реакционное давление Р реакции дегидратации составляет 0.5-10 МПа, предпочтительно 0.75-3.5 МПа, более предпочтительно 0.8-3 МПа, наиболее предпочтительно 1-2 МПа. Кроме того, среднечасовая скорость подачи сырья Н в реакцию дегидратации составляет обычно 7-250 час-1, предпочтительно 8-150 час-1, более предпочтительно 10-100 час-1, более предпочтительно 15-80 час-1, наиболее предпочтительно 15-50 час-1.
Согласно особенно предпочтительному варианту выполнения данного изобретения, в реакции дегидратации (другими словами, если есть намерение значительно увеличить производство легких олефинов за счет модификации имеющегося реактора или реакционной установки), Н и Р удовлетворяют математической функции Н=f(P), которая является строго возрастающей функцией. Помимо прочего, Р (единицы измерения: МПа) находится в интервале [0.55, 10.0], предпочтительно в интервале [0.75, 3.5], более предпочтительно в интервале [0.8, 3.0], более предпочтительно в интервале [1.0, 2.0], и Н (единица измерения: час-1) находится в интервале [7, 250], предпочтительно в интервале [8, 150], более предпочтительно в интервале [10, 100], более предпочтительно в интервале [15, 80], наиболее предпочтительно в интервале [15, 50]. Согласно этой строго возрастающей функции, когда реакционное давление Р реакции дегидратации повышается в конкретном числовом интервале, как показано в данном изобретении, среднечасовая скорость подачи сырья Н в реакцию дегидратации должно увеличиться соответственно в конкретном числовом интервале, как показано в данном изобретении. Данное изобретение не имеет ограничений относительно способа повышения и величины (степени) повышения реакционного давления Р и среднечасовой скорости подачи сырья Н до тех пор, пока они основаны на мнении специалистов, численные значения должны увеличиваться соответственно, при этом непозволительно допускать, чтобы численные значения оставались неизменными или снижать численные значения. Согласно одному конкретному варианту выполнения данного изобретения предпочтительно, чтобы реакционное давление Р и среднечасовая скорость подачи сырья Н увеличивались пропорционально в одинаковой или разной степени, иногда в том же масштабе или синхронно до тех пор, пока не будет достигнута желаемая амплитуда увеличения производства легких олефинов. В некоторых случаях, когда реакционное давление Р достигает верхнего предела (например, 3 МПа) определенного числового интервала, как указано выше в данном изобретении, в общем случае предпочтительно, чтобы среднечасовая скорость подачи сырья Н также находилась на верхнем пределе (например, 50 час-1) определенного числового интервала, как указано выше в данном изобретении, но не ограничены только этими.
Следует особенно подчеркнуть, что когда любое одно или оба из реакционного давления Р и среднечасовой скорости подачи сырья Н не находятся в пределах числового диапазона или числового интервала, как определено выше, даже повышение реакционного давления Р и одновременное и соответствующее увеличение среднечасовой скорости подачи сырья Н не могут привести к получению заявленного в данном изобретении эффекта - существенного увеличения выработки легких олефинов, как показано в Примерах. Это абсолютно неожиданно для специалистов.
Согласно данному изобретению, условия дополнительной реакции включают: температуру реакции 200-700°C, предпочтительно 300-600°C; реакционное давление 0.1-6 МПа, предпочтительно 0.8-2 МПа.
Способ согласно данному изобретению может также включать: контроль отношения реакционного давления Р реактора к давлению регенерации в регенераторе на уровне 3-100: 1. Более конкретно, согласно данному изобретению, реакционное давление Р реакции дегидратации превышает давление регенерации реакции регенерации, по меньшей мере, на 0.35 МПа, предпочтительно на 0.4 МПа, 0.5 МПа, 0.6 МПа, 0.7 МПа, 0.8 МПа, 0.9 МПа, 1.0 МПа, 1.1 МПа, 1.2 МПа, 1.3 МПа, 1.4 МПа, 1.5 МПа, 1.6 МПа, 1.7 МПа, 1.8 МПа, 1.9 МПа или на 2.0 МПа. Альтернативно, согласно данному изобретению, реакционное давление Р реакции дегидратации превышает давление регенерации реакции регенерации максимум на 5 МПа, предпочтительно на 4 МПа, 3.5 МПа, 3.3 МПа, 3 МПа, 2.5 МПа, 2.3 МПа, 2 МПа, 1.5 МПа, 1.3 МПа или максимум на 1 МПа.
Так как производство легких олефинов из сырья на основе кислородсодержащих соединений и регенерация отработанного катализатора представляют собой экзотермические реакции, согласно данному изобретению в реактор, регенератор, питательный (сырьевой) резервуар регенерированного катализатора или в накопитель регенерированного катализатора можно ввести (установить) одно или более внутренних устройств для удаления тепла. Внутреннее устройство для удаления тепла может быть в форме змеевика, коленчатой трубы и аналогичных. Тепло из реактора можно удалить с помощью жидкости, такой как вода или четыреххлористый углерод, протекающей во внутреннем устройстве для удаления тепла. В данном изобретении можно использовать также другие внутренние устройства для удаления тепла, широко известные в промышленности.
Авторы данного изобретения обнаружили, что контактирование кислородсодержащего сырья с определенным образом подготовленным («проваренным») катализатором может способствовать быстрому протеканию реакции. Это происходит благодаря тому, что с одной стороны кокс, осажденный на катализаторе, непрерывно в качестве активного центра взаимодействует с кислородсодержащим комплексным сырьем, что приводит к введению алкильных групп; с другой стороны, непрерывно происходит деалкилирование кокса, осажденного на катализаторе, с образованием легких олефинов, таких как пропилен и этилен. Это так называемая реакция "углеводородного пула". Соответственно, процесс согласно данному изобретению может также включать возврат (циркуляцию), по меньшей мере, части отработанного катализатора и/или, по меньшей мере, части дополнительного отработанного катализатора в реакцию дегидратации или в реактор.
Согласно конкретному варианту выполнения данного изобретения, часть отработанного катализатора можно удалить из реактора или накопителя отработанного катализатора, удаленный отработанный катализатор транспортируют, напрямую или через устройство для удаления тепла для снижения температуры, обратно в реактор, или транспортируют в смеситель катализатора, расположенный в нижней части реактора, где смешивают отработанный катализатор и регенерированный катализатор, а затем полученный в результате смешанный катализатор транспортируют обратно в реактор для реакции. Согласно другому конкретному варианту выполнения данного изобретения, часть отработанного катализатора можно удалить из реактора или накопителя отработанного катализатора, удаленный отработанный катализатор транспортируют, напрямую или через устройство для удаления тепла для снижения температуры, в питательный (сырьевой) резервуар регенерированного катализатора, в котором смешивают отработанный катализатор и регенерированный катализатор, а затем полученный в результате смешанный катализатор транспортируют обратно в реактор; где удаленный отработанный катализатор находится в количестве, достаточном для поддержания непрерывной работы катализатора в реакторе совместно с регенерированным катализатором, имеющимся в питательном (сырьевой) резервуаре регенерированного катализатора и транспортируемым через загрузочную воронку катализатора.
Согласно данному изобретению, часть отработанного катализатора, удаленного из реактора или накопителя отработанного катализатора, можно транспортировать через внешнее устройство для удаления тепла, в котором происходит удаление тепла для снижения температуры. Указанным внешним устройством для удаления тепла может быть устройство, хорошо известное специалистам, и устройство для удаления тепла, такое как змеевик и коленчатая труба, можно установить во внешнем устройстве для удаления тепла для снижения температуры протекающего через него отработанного катализатора.
Согласно данному изобретению, смеситель катализатора может быть соединен с реактором, предпочтительно вертикально, для смешения одного или более из: горячего регенерированного катализатора, охлажденного регенерированного катализатора и отработанного катализатора, транспортируемых в реактор. Температура смесителя катализатора составляет 200-600°C, предпочтительно 300-500°C, а давление составляет 0.5-10 МПа.
Согласно данному изобретению, общее содержание углерода в катализаторе (катализаторах), транспортируемом в реактор (в зону подачи) и/или в дополнительный реактор (в зону подачи) может составлять 3-25 масс. %, предпочтительно 6-15 масс. %. Здесь катализатор, транспортируемый в реактор или в дополнительный реактор, может поступать из питательного (сырьевого) резервуара регенерированного катализатора, или из накопителя отработанного катализатора, и/или из реактора, причем катализатор из питательного резервуара регенерированного катализатора может представлять собой регенерированный катализатор или смешанный катализатор, являющийся смесью регенерированного катализатора и отработанного катализатора.
Специалисты должны понимать, что согласно данному изобретению, углеводород, богатый легкими олефинами, можно отделить (выделить) с помощью системы сепарации-извлечения продукта для получения фракции С4+ углеводородов. Для увеличения производства легких олефинов, С4+ углеводороды можно транспортировать в дополнительный реактор для проведения дополнительной реакции для крекинга С4+ углеводородов в легкие олефины.
Согласно конкретному варианту выполнения данного изобретения, регенерированный катализатор в питательном резервуаре регенерированного катализатора можно транспортировать в дополнительный реактор для контакта с С4+ углеводородами и проведения дополнительной реакции, а полученные в результате дополнительный углеводород, богатый легкими олефинами, и дополнительный отработанный катализатор совместно транспортировать в реактор, в зону разделения (сепарации) углеводорода и катализатора, где дополнительный углеводород, богатый легкими олефинами, и дополнительный отработанный катализатор, которые транспортированы в реактор, в зону сепарации углеводорода и катализатора, можно смешать с углеводородом, богатым легкими олефинами, и отработанным катализатором, которые выработаны в реакторе, и полученную в результате смесь затем подвергнуть разделению.
Согласно другому конкретному варианту выполнения данного изобретения отработанный катализатор, находящийся в реакторе, можно транспортировать в дополнительный реактор для контакта с С4+ углеводородом и проведения дополнительной реакции, полученный в результате дополнительный углеводород, богатый легкими олефинами, и полученный в результате дополнительный отработанный катализатор можно разделить в дополнительном реакторе, отделенный дополнительный углеводород, богатый легкими олефинами, транспортируют в систему сепарации-извлечения продукта, а отделенный дополнительный отработанный катализатор транспортируют в накопитель отработанного катализатора.
Согласно еще одному конкретному варианту выполнения данного изобретения, отработанный катализатор, который прошел обработку в реакторе в зоне пропаривания, можно транспортировать в дополнительный реактор для контакта с С4+ углеводородами и проведения дополнительной реакции, а полученный в результате дополнительный углеводород, богатый легкими олефинами, и полученный в результате дополнительный отработанный катализатор совместно транспортировать в реактор, в зону сепарации углеводорода и катализатора, где дополнительный углеводород, богатый легкими олефинами, и дополнительный отработанный катализатор, транспортированные обратно в реактор, можно смешать с углеводородом, богатым легкими олефинами, и отработанным катализатором, выработанными в реакторе, а полученную в результате смесь подвергнуть сепарации (разделению).
Согласно еще одному конкретному варианту выполнения данного изобретения, регенерированный катализатор, находящийся в регенераторе, можно напрямую транспортировать в дополнительный реактор для контакта с С4+ углеводородами и проведения дополнительной реакции с целью получения дополнительного углеводорода, богатого легкими олефинами, и дополнительного отработанного катализатора, который отделяют в дополнительном реакторе; дополнительный углеводород, богатый легкими олефинами, и дополнительный отработанный катализатор разделяют в дополнительном реакторе, отделенный дополнительный углеводород, богатый легкими олефинами, можно транспортировать в систему сепарации-извлечения продукта, а отделенный дополнительный отработанный катализатор можно напрямую транспортировать в регенератор для регенерации.
Согласно данному изобретению, условия реакции, которые хорошо известны специалистам и приводят к получению легких олефинов, можно применить к реакции дегидратации для получения олефинов в реакторе и к дополнительной реакции в дополнительном реакторе, причем в указанных двух реакторах условия проведения реакции могут быть практически одинаковыми или разными. Так как сырье для реакции в дополнительном реакторе и сырье для реакции в реакторе не являются полностью идентичными, предпочтительно, чтобы для дополнительной реакции в зависимости от сырья в дополнительном реакторе были выбраны условия, отличные от условий реакции в реакторе, что должно быть совершенно очевидно специалистам, при этом дополнительная реакция может включать в основном реакцию крекинга С4+ углеводородов. Предпочтительно, чтобы условия реакции в двух реакторах были выбраны, например, в следующих диапазонах: температура реакции может составлять 200-700°C, предпочтительно 250-600°C; реакционное давление может составлять 0.5-10 МПа, предпочтительно 1-3.5 МПа.
Для разделения (дополнительного) углеводорода, богатого легкими олефинами, и (дополнительного) отработанного катализатора, полученных после реакции в реакторе или в дополнительном реакторе, или для разделения регенерированного катализатора и топочного газа, полученных после регенерации в регенераторе, можно использовать традиционный циклонный сепаратор, который хорошо известен специалистам и поэтому не будет описан подробно.
Согласно предпочтительному варианту воплощения данного изобретения, углеводород, богатый легкими олефинами, и отработанный катализатор можно разделить с помощью фильтра. Кроме того, дополнительный углеводород, богатый легкими олефинами, и дополнительный отработанный катализатор можно также разделить с помощью фильтра. Более того, (дополнительный) регенерированный катализатор и топочный газ также можно разделить с помощью фильтра. Использование фильтра для отделения катализатора позволяет эффективно удалять порошок катализатора и пыль, увлекаемую углеводородами или топочным газом. По сравнению с циклонным сепаратором, традиционно используемым в соответствии с уровнем техники, использование фильтра может максимально снизить естественную убыль катализатора в процессе производства. Это является одним из удивительных преимуществ данного изобретения.
Согласно данному изобретению, фильтр может быть изготовлен из пористого материала, выбранного, например, из металлокерамического пористого материала и/или пористого керамического материала. Фильтр имеет такую тонкость фильтрации, что частицы размером 2 мкм отделяются с эффективностью 99.9%, предпочтительно тонкость фильтрации частиц такова, что частицы размером 1.2 мкм отделяются с эффективностью 99.9%. Кроме того, фильтр можно очищать чистящим газом, чтобы убрать осадок на фильтре. В данном случае очищающий газ можно выбрать из одного или более из: углеводородсодержащего газа, сухого газа, азота и водяного пара.
Способ согласно данному изобретению может также включать циркуляцию (возврат) неполностью прореагировавшего кислородсодержащего сырья (включая различные кислородсодержащие соединения, вновь образовавшиеся в ходе реакции дегидратации, особенно диметиловый эфир) на стадию реакции дегидратации для достижения полного использования реакционного сырья.
Согласно данному изобретению, транспортировку, по меньшей мере, части отработанного катализатора и/или, по меньшей мере, части дополнительного отработанного катализатора в реакцию регенерации и/или транспортировку, по меньшей мере, части регенерированного катализатора и/или, по меньшей мере, части дополнительного регенерированного катализатора в реакцию дегидратации и/или в дополнительную реакцию можно без труда осуществить с помощью одной или более (предпочтительно одной или двух) загрузочных воронок катализатора. Применительно к данному контексту, загрузочная воронка катализатора также иногда известна как воронка-затвор. В контексте данного описания, в частности на чертежах и в Примерах, загрузочная воронка катализатора взята в качестве примера для объяснения технологической идеи данного изобретения и различных конкретных вариантов его воплощения, но не ограничивается только ею.
Согласно данному изобретению, загрузочная воронка катализатора может безопасно и эффективно транспортировать катализатор из реактора с более высоким давлением углеводородной атмосферы в регенератор, находящийся под более низким давлением кислородной атмосферы, и из регенератора, находящегося под более низким давлением кислородной атмосферы, в реактор, находящийся под более высоким давлением углеводородной атмосферы.
Другими словами, с одной стороны, использование загрузочной воронки катализатора может изолировать углеводородную атмосферу реактора от регенерирующей кислородсодержащей атмосферы регенератора, гарантируя безопасность процесса по данному изобретению; с другой стороны, может гибко регулировать и контролировать рабочее давление реактора и регенератора, в частности в том случае, когда, не повышая рабочее давление регенератора, можно увеличить рабочее давление реактора и, таким образом, увеличить производительность установки (завода).
Например, стадия транспортировки катализатора из реактора (более высокое давление углеводородной среды) в регенератор (более низкое давление кислородной среды) через загрузочную воронку катализатора может включать: 1. продувку разреженной (находящейся под меньшим давлением) загрузочной воронки катализатора горячим азотом для вытеснения остаточного кислорода в регенератор; 2. продувку загрузочной воронки катализатора сухим газом для вытеснения азота; 3. наддув разреженной загрузочной воронки катализатора сухим газом; 4. заполнение разреженной загрузочной воронки отработанным катализатором, транспортируемым из накопителя отработанного катализатора; 5. сброс давления заполненной загрузочной воронки катализатора путем выпуска сухого газа из находящейся под давлением загрузочной воронки катализатора; 6. продувка заполненной загрузочной воронки катализатора горячим азотом для удаления сухого газа; 7. разгрузку отработанного катализатора из заполненной загрузочной воронки катализатора в питательный (сырьевой) резервуар отработанного катализатора. Например, стадия возврата (циркуляции) катализатора из регенератора (более низкое давление кислородной среды) в реактор (более высокое давление углеводородной среды) через загрузочную воронку катализатора может включать: 1. продувку загрузочной воронки, заполненной регенерированным катализатором, горячим азотом для вытеснения кислорода в регенератор; 2. продувку загрузочной воронки катализатора сухим газом для вытеснения азота; 3. наддув заполненной загрузочной воронки катализатора сухим газом; 4. разгрузку регенерированного катализатора из заполненной загрузочной воронки катализатора в питательный (сырьевой) резервуар регенерированного катализатора; 5. сброс давления из загрузочной воронки катализатора путем выпуска сухого газа из находящейся под давлением загрузочной воронки катализатора; 6. продувку разреженной загрузочной воронки катализатора горячим азотом для удаления сухого газа; 7. заполнение разреженной загрузочной воронки катализатора регенерированным катализатором, транспортируемым из накопителя регенерированного катализатора.
Так как согласно данному изобретению катализатор транспортируют с помощью загрузочной воронки катализатора партиями, функция питательного (сырьевого) резервуара регенерированного катализатора и линия циркуляции (возврата) отработанного катализатора заключается в транспортировке катализатора в реактор более непрерывным способом. Однако, авторы данного изобретения обнаружили, что транспортировку отработанного катализатора в регенератор и транспортировку регенерированного катализатора из регенератора можно осуществлять партиями. При транспортировке отработанного катализатора из загрузочной воронки катализатора в регенератор или при транспортировке регенерированного катализатора из регенератора в загрузочную воронку катализатора, транспортировка может быть осуществлена с помощью гравитации (самотеком) между регенератором и загрузочной воронкой катализатора или за счет разницы давления в трубопроводах, без установки питательного (сырьевого) резервуара отработанного катализатора или накопителя регенерированного катализатора.
Согласно данному изобретению, в том случае, если дополнительный реактор и реактор сообщаются друг с другом, специалистам следует понимать, что давление в двух реакторах может быть одинаковым. Другими словами, при необходимости загрузочная воронка катализатора также может выполнять функцию транспортировки и возврата (циркуляции) катализатора в дополнительный реактор.
Согласно данному изобретению, условия реакции регенерации хорошо известны специалистам, например, условия реакции регенерации включают: температуру реакции 450-850°C, предпочтительно 550-700°C; реакционное давление 0.1-0.5 МПа, предпочтительно 0.15-0.3 МПа, например нормальное давление; кислородсодержащую атмосферу. Кислородсодержащей атмосферой может быть воздух, воздух, разбавленный азотом, и богатый° кислородом газ в качестве сжижающей (флюидизирующей) среды.
Согласно данному изобретению, при условии, что размер и количество реакторов для реакции дегидрогенизации остаются неизменными; другими словами, при проведении модернизации (модификации) существующего реактора или установки (завода), повышение реакционного давления и WHSV реактора в определенных пределах, раскрытых в данном изобретении, может значительно увеличить количество пропускаемого через реактор кислородсодержащего сырья и, соответственно, повысить производство легких олефинов. В этом случае производство легких олефинов может быть увеличено на 50%, предпочтительно на 100%, более предпочтительно на 150%, 200%, 500% или 790%, наиболее предпочтительно вплоть до 1000% или больше.
Следует подчеркнуть, что согласно данному изобретению, основываясь на том, что выход легких олефинов остается практически идентичным или слегка выше известного из уровня техники, увеличение производства легких олефинов достигается за счет увеличения пропускания кислородсодержащего сырья через реактор или реакционную установку. Поэтому, увеличение производства легких олефинов согласно данному изобретению является более значительным по сравнению с увеличением производства легких олефинов просто за счет увеличения пропускания сырья через существующий реактор или реакционную установку вследствие снижения выхода легких олефинов (например, снижение >20%). Согласно данному изобретению, выход легких олефинов можно поддерживать на уровне, сравнимом или даже превышающем уровень, известный из уровня техники, например, как правило, 60%-95% или 78%-95%.
С другой стороны, при условии, что заранее заданный объем производства легких олефинов достигнут, производство легких олефинов согласно способу по данному изобретению, как уже было определено выше, может привести к значительному уменьшению размера и количества реакторов или реакционных установок по сравнению с уровнем техники и, следовательно, привести к снижению масштаба и инвестиционных издержек в целом по заводу по производству легких олефинов.
Конкретные варианты воплощения изобретения, приведенные далее со ссылками на чертежи, не ограничивают данное изобретение. Для удобства описания данного изобретения реактор колонного типа взят в качестве примера реактора, но данное изобретение им не ограничивается.
Первый конкретный вариант воплощения изобретения
Фиг. 1 представляет собой блок-схему способа получения легких олефинов из сырья на основе кислородсодержащих соединений согласно первому конкретному варианту воплощения данного изобретения.
Как показано на Фиг. 1, сырье на основе кислородсодержащих соединений из загрузочной линии 24 транспортируют в колонный реактор 1, относящийся к реакторам колонного типа, где оно контактирует с катализатором из трубопровода 23 и поднимается с помощью средств, расположенных на линии 28, расположенной до подъема, для проведения реакции дегидратации с целью получения олефинов. После реакции полученный в результате углеводородный продукт попадает в реактор 3 с плотным слоем катализатора. Избыточное тепло удаляют из реактора 3 с плотным слоем катализатора с помощью внутреннего устройства для удаления тепла 2. Углеводородный продукт далее вступает в реакцию в реакторе 3 с плотным слоем катализатора. Полученные в результате углеводород, богатый легкими олефинами, и отработанный катализатор транспортируют в зону седиментации (осаждения) 5. После седиментации отработанный катализатор возвращается в реактор 3 с плотным слоем катализатора. Углеводород, богатый легкими олефинами, и захваченный тонкий порошок отработанного катализатора фильтруют на фильтре 6. Углеводород, богатый легкими олефинами, транспортируют в систему сепарации-извлечения продукта (не показана) через трубопровод 2. После фильтрации тонкий порошок отработанного катализатора оседает и возвращается в реактор 3 с плотным слоем катализатора. Отработанный катализатор пропаривают (обрабатывают горячим водяным паром или горячим газом) в зоне пропаривания 4. После пропаривания часть отработанного катализатора транспортируют в накопитель отработанного катализатора 8 через трубопровод 16, а из другой части отработанного катализатора удаляют тепло с помощью внешнего устройства для удаления тепла 13, и транспортируют его в питательный резервуар регенерированного катализатора 12.
Отработанный катализатор из накопителя отработанного катализатора 8 транспортируют в загрузочную воронку катализатора 9 через трубопровод 17, после сброса давления транспортируют в питательный резервуар отработанного катализатора 10 через трубопровод 18, а затем транспортируют в регенератор 7 через трубопровод 19. Отработанный катализатор в противотоке контактирует с основным воздухом из трубопровода 27 и подвергается регенерации путем коксовыжигания. Избыточное тепло удаляют с помощью внутреннего устройства для удаления тепла 15 (удаленное тепло можно контролировать с помощью объема теплоотводящего потока и глубины, на которую внутреннее устройство для удаления тепла 15 погружено в плотный слой). Топочный газ транспортируют через трубопровод 26 в последующую систему извлечения энергии и очистки (не показана). Регенерированный катализатор транспортируют в накопитель регенерированного катализатора 11 через трубопровод 20. Избыточное тепло из регенерированного катализатора удаляют с помощью внутреннего устройства для удаления тепла 14. После удаления тепла регенерированный катализатор транспортируют в загрузочную воронку катализатора 9 через трубопровод 21. После повышения давления регенерированный катализатор транспортируют в питательный (сырьевой) резервуар регенерированного катализатора 12 через трубопровод 22 и смешивают с отработанным катализатором из устройства для удаления тепла 13. Смешанный катализатор транспортируют в зону, колонного (вертикального) реактора 1, предваряющую подъем, через трубопровод 23.
Второй конкретный вариант воплощения изобретения
Фиг. 2 представляет собой блок-схему способа получения легких олефинов из сырья на основе кислородсодержащих соединений согласно второму конкретному варианту воплощения данного изобретения.
Как показано на Фиг. 2, катализатор из трубопровода 223 и отработанный катализатор из трубопровода 213 смешивают в смесителе катализатора 211. Смешанный катализатор поднимается с газом, поднимающимся от линии 219, предшествующей подъему, и транспортируется в колонный реактор 201, относящийся к реакторам колонного (вертикального) типа. Сырье на основе кислородсодержащих соединений транспортируют в колонный реактор 201 через загрузочную линию 224, где оно контактирует с катализатором из смесителя 211 для проведения реакции дегидратации с целью получения олефинов. После реакции полученный в результате углеводородный продукт далее вступает в реакцию во внутренней колонне и распределителе 202, а затем его транспортируют в реактор 203 с плотным слоем катализатора. Охлаждающую среду из линии охлаждающей среды 220 транспортируют в колонный реактор 201 для контроля температуры реакции. Непрореагировавшее (непревращенное) сырье дополнительного контактирует с катализатором и вступает в реакцию в реакторе 203 с плотным слоем катализатора. Избыточное тепло реакции удаляют с помощью внутреннего устройства для удаления тепла 215. Полученный в результате углеводород, богатый легкими олефинами, и отработанный катализатор транспортируют в зону седиментации 205. После осаждения отработанный катализатор возвращают в реактор 203 с плотным слоем катализатора. Углеводород, богатый легкими олефинами, и захваченный тонкий порошок отработанного катализатора фильтруют через фильтр 206. Богатый легкими олефинами углеводород транспортируют в систему сепарации-извлечения продукта (не показана) через трубопровод 225. После фильтрации тонкий порошок отработанного катализатора оседает и возвращается в реактор 203 с плотным слоем катализатора. Отработанный катализатор пропаривают (обрабатывают горячим паром или горячим газом) в зоне пропаривания 204. После пропаривания часть отработанного катализатора транспортируют обратно в смеситель катализатора 211 через трубопровод 213, а другую часть отработанного катализатора транспортируют в накопитель отработанного катализатора 208 через трубопровод 216.
Отработанный катализатор из накопителя отработанного катализатора 208 транспортируют в загрузочную воронку катализатора 209 через трубопровод 217, а после сброса давления в регенератор 207 через трубопровод 221. Отработанный катализатор в противотоке контактирует основным воздухом из трубопровода 227 и подвергается регенерации путем коксовыжигания. Топочный газ транспортируют через трубопровод 226 в следующую далее систему извлечения энергии и очистки (не показана). Регенерированный катализатор транспортируют в накопитель регенерированного катализатора 210 через трубопровод 215. Избыточное тепло из регенерированного катализатора удаляют с помощью внутреннего устройства для удаления тепла 214. После удаления тепла регенерированный катализатор транспортируют в загрузочную воронку катализатора 209 через трубопровод 218. После повышения давления регенерированный катализатор транспортируют в питательный резервуар регенерированного катализатора 212 через трубопровод 222 и транспортируют в смеситель катализатора 211 через трубопровод 223.
Третий конкретный вариант воплощения изобретения
Фиг. 3 представляет собой блок-схему способа получения легких олефинов из сырья на основе кислородсодержащих соединений в соответствии с третьим конкретным вариантом воплощения данного изобретения.
Как показано на Фиг. 3, сырье на основе кислородсодержащих соединений транспортируют в колонный реактор 301 колонного (вертикального) типа через загрузочную линию 324, где оно контактирует с катализатором из трубопровода 323 для проведения реакции дегидратации с целью получения олефинов. После реакции полученный в результате углеводородный продукт далее вступает в реакцию в колонне увеличенного диаметра 302, а затем вступает в реакцию в реакторе 303 с плотным слоем катализатора. Полученный в результате углеводород, богатый легкими олефинами, и отработанный катализатор транспортируют в зону седиментации (осаждения) 305. После осаждения (седиментации) отработанный катализатор возвращают в реактор с плотным слоем катализатора. Углеводород, богатый легкими олефинами, и захваченный тонкий порошок отработанного катализатора фильтруют через фильтр 306. Углеводород, богатый легкими олефинами, транспортируют в систему сепарации-извлечения продукта (не показана) через трубопровод 325. После фильтрации тонкий порошок отработанного катализатора оседает и возвращается в зону пропаривания 304 реактора 203 с плотным слоем катализатора. После пропаривания часть отработанного катализатора транспортируют обратно в накопитель отработанного катализатора 308 через трубопровод 316, а другую часть отработанного катализатора транспортируют во внешнее устройство для удаления тепла 313, а после удаления тепла транспортируют в питательный (сырьевой) резервуар регенерированного катализатора 312.
Отработанный катализатор из накопителя отработанного катализатора 308 транспортируют в загрузочную воронку катализатора 309 через трубопровод 317, после сброса давления транспортируют в питательный (сырьевой) резервуар отработанного катализатора 310 через трубопровод 318, а затем транспортируют в регенератор 307 через трубопровод 319. Отработанный катализатор в противотоке контактирует с основным воздухом из трубопровода 327 и подвергается регенерации путем коксовыжигания. Избыточное тепло удаляют с помощью внутреннего устройства для удаления тепла 315 (удаленное тепло можно контролировать величиной теплоотводящего потока и глубиной, на которую внутреннее устройство для удаления тепла 315 погружено в плотный слой). Топочный газ транспортируют через трубопровод 326 в последующую систему извлечения энергии и очистки (не показана). Регенерированный катализатор транспортируют в накопитель регенерированного катализатора 311 через трубопровод 320. Избыточное тепло удаляют из регенерированного катализатора с помощью внутреннего устройства для удаления тепла 314. После удаления тепла регенерированный катализатор транспортируют в загрузочную воронку катализатора 309 через трубопровод 321. После повышения давления регенерированный катализатор транспортируют в питательный (сырьевой) резервуар регенерированного катализатора 312 через трубопровод 322 и смешивают с отработанным катализатором из внешнего устройства для удаления тепла 313. Смешанный катализатор транспортируют в колонный реактор 301 и в дополнительный реактор колонного типа 330 через трубопроводы 323 и 332.
Катализатор из трубопровода 332 транспортируют в зону, предваряющую подъем, дополнительного реактора колонного типа 330, и далее транспортируют в дополнительный реактор колонного типа 330 с помощью среды, поднимающейся от линии 328, предваряющей подъем. С4+ углеводороды, полученные из системы сепарации-извлечения продукта, транспортируют в дополнительный реактор колонного типа 330 через загрузочную линию сырья 329, где они контактируют с катализатором для проведения дополнительной реакции. Полученный в результате углеводород, богатый легкими олефинами, транспортируют к плотному слою/псевдоожиженному слою 303 через трубопровод 331.
Четвертый конкретный вариант воплощения изобретения
Фиг. 4 представляет собой блок-схему способа получения легких олефинов из сырья на основе кислородсодержащих соединений в соответствии с четвертым конкретным вариантом воплощения данного изобретения.
Как показано на Фиг. 4, катализатор из трубопровода 423 и отработанный катализатор из внешнего устройства для удаления тепла 413 смешивают в смесителе катализатора 411. Смешанный катализатор поднимается с помощью газа, поднимающегося от линии 419, предваряющей подъем, и транспортируют в колонный реактор 401, относящийся к реакторам колонного (вертикального) типа. Сырье на основе кислородсодержащих соединений транспортируют в колонный реактор 401 через загрузочную линию 424, где оно контактирует с катализатором из смесителя катализатора 411 для проведения реакции дегидратации с целью получения олефинов. После реакции полученный в результате углеводородный продукт и катализатор транспортируют в реактор 403 с плотным слоем катализатора через внутреннюю колонну и распределительную плиту 402. Охлаждающую среду из линии охлаждающей среды 420 транспортируют в колонный реактор 401, чтобы контролировать температуру реакции. Непрореагировавшее (непревращенное) сырье дополнительного контактирует с катализатором и вступает в реакцию в реакторе 403 с плотным слоем катализатора. Избыточное тепло реакции удаляют с помощью внутреннего устройства удаления тепла 415. Полученный в результате углеводород, богатый легкими олефинами, и отработанный катализатор транспортируют в зону седиментации 205. После осаждения отработанный катализатор транспортируют в зону пропаривания 404. Углеводород, богатый легкими олефинами, и захваченный тонкий порошок отработанного катализатора фильтруют через фильтр 406. После фильтрации углеводород, богатый легкими олефинами, транспортируют в систему сепарации-извлечения продукта (не показана) через трубопровод 425, а тонкий порошок отработанного катализатора оседает и возвращается в реактор 403 с плотным слоем. Отработанный катализатор промывают (очищают) в зоне пропаривания 404. После пропаривания часть отработанного катализатора транспортируют обратно в смеситель катализатора 411 через внутреннее устройство для удаления тепла 413, а другую часть отработанного катализатора транспортируют в первую зону реакции 431 дополнительного реактора колонного типа через трубопровод 430. С4+ углеводороды, полученные из системы разделения-извлечения продукта, транспортируют в первую зону реакции 431 дополнительного реактора колонного типа через трубопровод 429, где они контактируют с катализатором из трубопровода 430 для проведения дополнительной реакции. Полученный в результате углеводород, богатый легкими олефинами, и полученный в результате катализатор транспортируют во вторую зону реакции 432 для продолжения реакции, а затем в зону седиментации (осаждения) 435 через быстрый сепаратор 433 в зоне сужения. Углеводород, богатый легкими олефинами, и захваченный тонкий порошок отработанного катализатора фильтруют через фильтр 436. После фильтрации углеводород, богатый легкими олефинами, транспортируют в систему сепарации-извлечения продукта (не показана) через трубопровод 437. Катализатор пропаривают в зоне пропаривания 434, а затем транспортируют в систему циркуляции (возврата) катализатора через трубопроводы 438 и 416.
Отработанный катализатор из накопителя отработанного катализатора 408 транспортируют в загрузочную воронку катализатора 409 через трубопровод 417 и в регенератор 407 через трубопровод 421 после сброса давления. Отработанный катализатор, в противотоке контактирующий с основным воздухом из трубопровода 227, подвергают регенерации путем коксовыжигания. Топочный газ транспортируют через трубопровод 426 в последующую систему извлечения энергии и очистки (не показана). Регенерированный катализатор транспортируют в накопитель регенерированного катализатора 410 через трубопровод 415. Избыточное тепло регенерированного катализатора удаляют с помощью внутреннего устройства для удаления тепла 414. После удаления тепла регенерированный катализатор транспортируют в загрузочную воронку катализатора 409 через трубопровод 418. После повышения давления регенерированный катализатор транспортируют в питательный (сырьевой) резервуар регенерированного катализатора 412 через трубопровод 422 и в смеситель катализатора 411 через трубопровод 423.
Пятый конкретный вариант воплощения изобретения
Фиг. 5 представляет собой блок-схему способа получения легких олефинов из сырья на основе кислородсодержащих соединений в соответствии с пятым конкретным вариантом воплощения данного изобретения.
Как показано на Фиг. 5, сырье на основе кислородсодержащих соединений транспортируют в колонный реактор 501, являющийся реактором колонного типа, через загрузочную линию 524, где оно контактирует с катализатором из трубопровода 523 для проведения реакции дегидратации с целью получения олефинов. После реакции полученный в результате углеводородный продукт и катализатор транспортируют в реактор 503 с плотным слоем катализатора через внутреннюю колонну и быстрый сепаратор 502. Охлаждающую среду из линии охлаждающей среды 528 транспортируют в колонный реактор 501, чтобы контролировать температуру реакции. Непрореагировавшее (непревращенное) сырье далее контактирует с катализатором и вступает в реакцию в реакторе 503 с плотным слоем. Полученный в результате углеводород, богатый легкими олефинами, и отработанный катализатор транспортируют в зону седиментации (осаждения) 505. Углеводород, богатый легкими олефинами, и захваченный тонкий порошок отработанного катализатора фильтруют через фильтр 406. После фильтрации углеводород, богатый легкими олефинами, транспортируют в систему сепарации-извлечения продукта (не показана) через трубопровод 525, а тонкий порошок отработанного катализатора оседает и возвращается в реактор с плотным слоем 503. Отработанный катализатор пропаривают в зоне пропаривания 404. После пропаривания часть отработанного катализатора транспортируют в накопитель отработанного катализатора 508 через трубопровод 516, другую часть отработанного катализатора транспортируют в первую зону реакции 530 дополнительного реактора колонного типа через трубопровод 535, а оставшуюся часть отработанного катализатора транспортируют во внешнее устройство для удаления тепла 513 и во внутреннюю колонну и быстрый сепаратор 502 после удаления тепла. С4+ углеводороды, полученные из системы разделения-извлечения продукта, далее транспортируют в первую зону реакции 530, вторую зону реакции и сужение 531 дополнительного реактора колонного типа через трубопровод 533, они контактируют с катализатором, поступающим из трубопровода 535 и поднимающимся за счет газа, поднимающегося от линии 532, предваряющей подъем, для проведения дополнительной реакции. Полученный в результате углеводород, богатый легкими олефинами, и полученный в результате катализатор транспортируют в плотный слой 503 через трубопровод 534.
Часть отработанного катализатора из накопителя отработанного катализатора 508 транспортируют во внешнее устройство для удаления тепла 529, а затем в питательный (сырьевой) резервуар регенерированного катализатора 512 после удаления тепла. Другую часть отработанного катализатора из накопителя отработанного катализатора 508 транспортируют в загрузочную воронку катализатора 509 через трубопровод 517, а затем в питательный (сырьевой) резервуар отработанного катализатора 510 через трубопровод 518 после сброса давления, а затем в регенератор 507 через трубопровод 519. Отработанный катализатор в противотоке контактирует с основным воздухом из трубопровода 527 и подвергается регенерации путем коксовыжигания. Избыточное тепло удаляют с помощью внутреннего устройства для удаления тепла 515. Топочный газ транспортируют через трубопровод 526 в последующую систему извлечения энергии и очистки (не показана). Регенерированный катализатор транспортируют в накопитель регенерированного катализатора 511 через трубопровод 520. Избыточное тепло регенерированного катализатора удаляют с помощью внутреннего устройства для удаления тепла 514. После удаления тепла регенерированный катализатор транспортируют в загрузочную воронку катализатора 509 через трубопровод 521. После повышения давления регенерированный катализатор транспортируют в питательный (сырьевой) резервуар регенерированного катализатора 512 через трубопровод 522. Отработанный катализатор из накопителя отработанного катализатора 508 транспортируют в питательный резервуар регенерированного катализатора 512 после удаления тепла с помощью устройства для удаления тепла 529 и смешивают с регенерированный катализатором. Смешанный катализатор транспортируют в колонный реактор 501 через трубопровод 523.
Шестой конкретный вариант воплощения изобретения
Как показано на Фиг. 6, катализатор из трубопровода 637 и отработанный катализатор из внешнего устройства для удаления тепла 613 смешивают в смесителе катализатора 611. Смешанный катализатор поднимается с газом, поднимающимся от линии 619, предваряющей подъем, и транспортируют в первую зону реакции 601 реактора колонного типа. Сырье, транспортированное в первую зону реакции 601 через загрузочную линию 624, контактирует с катализатором из смесителя катализатора 611 для проведения реакции дегидратации с целью получения олефинов. После реакции продукт и катализатор транспортируют во вторую зону реакции 602. Непрореагировавшее (непревращенное) сырь далее контактирует с катализатором и вступает в реакцию во второй зоне реакции 602. Полученный в результате углеводород, богатый легкими олефинами, и отработанный катализатор транспортируют в зону седиментации 605 через сужение и быстрый сепаратор 603. Углеводород, богатый легкими олефинами, и захваченный тонкий порошок отработанного катализатора фильтруют через фильтр 606. После фильтрации углеводород, богатый легкими олефинами, транспортируют в систему сепарации-извлечения продукта (не показана) через трубопровод 625, а тонкий порошок отработанного катализатора оседает и возвращается в зону пропаривания 604. Отработанный катализатор пропаривают в зоне пропаривания, часть отработанного катализатора транспортируют в накопитель отработанного катализатора 608 через трубопровод 616, другую часть отработанного катализатора транспортируют во внешнее устройство для удаления тепла 613 а затем в смеситель катализатора 611 через трубопровод 624 после удаления тепла, и оставшуюся часть отработанного катализатора транспортируют в питательный (сырьевой) резервуар регенерированного катализатора 636 через внешнее устройство для удаления тепла 612 после удаления тепла.
Отработанный катализатор из накопителя отработанного катализатора 608 транспортируют в загрузочную воронку катализатора 609 через трубопровод 617, и транспортируют в регенератор 607 через трубопровод 621 после сброса давления. Отработанный катализатор, в противотоке контактирующий с основным воздухом из трубопровода 622, подвергают регенерации путем коксовыжигания. Топочный газ транспортируют через трубопровод 620 в последующую систему извлечения энергии и очистки (не показана). Избыточное тепло удаляют с помощью внутреннего устройства для удаления тепла 615. Регенерированный катализатор транспортируют в накопитель регенерированного катализатора 610. Избыточное тепло регенерированного катализатора удаляют с помощью внутреннего устройства для удаления тепла 614. После удаления тепла регенерированный катализатор транспортируют в загрузочную воронку катализатора 609 через трубопровод 618. После повышения давления регенерированный катализатор транспортируют в питательный (сырьевой) резервуар регенерированного катализатора 636 через трубопровод 623 и смешивают с отработанным катализатором из внешнего устройства для удаления тепла 612. Смешанный катализатор транспортируют в смеситель катализатора 611 через трубопровод 637.
Регенерированный катализатор из трубопровода 633 поднимается с газом, поднимающимся от линии 626, и контактирует с С4+ олефинами из загрузочной линии 635 для проведения дополнительной реакции в дополнительном реакторе колонного типа 627. Углеводородный продукт и катализатор разделяют с помощью быстрого сепаратора 628 для получения углеводорода, богатого легкими олефинами, и отработанного катализатора. Выделенный углеводородный продукт подвергают осаждению в зоне седиментации 629 и фильтруют через фильтр 631. После фильтрации углеводородный продукт транспортируют через трубопровод 632 в расположенную далее систему разделения (не показана). Отработанный катализатор пропаривают в зоне пропаривания 630. После пропаривания отработанный катализатор транспортируют в регенератор 607 через трубопровод 634 для регенерации.
Седьмой конкретный вариант воплощения изобретения
Фиг. 7 представляет собой блок-схему способа получения легких олефинов из кислородсодержащего соединения в соответствии с седьмым конкретным вариантом воплощения данного изобретения.
Как показано на Фиг. 7, сырье на основе кислородсодержащих соединений и разбавитель из загрузочной линии 702 транспортируют в реактор 701 с псевдоожиженным слоем, где оно контактирует с катализатором из трубопровода 723 для проведения реакции дегидратации с целью получения олефинов. Избыточное тепло удаляют из реактора 701 с псевдоожиженным слоем с помощью внутреннего устройства для удаления тепла 713. Полученный в результате углеводород, богатый легкими олефинами, и часть полученного в результате отработанного катализатора транспортируют в зону седиментации 5. После седиментации отработанный катализатор возвращают обратно в реактор 701 с псевдоожиженным слоем. Углеводород, богатый легкими олефинами, и захваченный тонкий порошок отработанного катализатора фильтруют через фильтр 706. После фильтрации углеводород, богатый легкими олефинами, транспортируют в систему сепарации-извлечения продукта (не показана) через трубопровод 703, а тонкий порошок отработанного катализатора оседает и возвращается в реактор с псевдоожиженным слоем. Другую часть полученного в результате отработанного катализатора транспортируют в накопитель отработанного катализатора 708 через трубопровод 716 и пропаривают.
Отработанный катализатор из накопителя отработанного катализатора 708 транспортируют в загрузочную воронку катализатора 709 через трубопровод 717, и транспортируют в питательный резервуар отработанного катализатора 710 через трубопровод 718, а затем в регенератор 707 через трубопровод 719. Отработанный катализатор, в противотоке контактирующий с основным воздухом из трубопровода 724, подвергают регенерации путем коксовыжигания. Избыточное тепло удаляют с помощью внутреннего устройства для удаления тепла 715. Топочный газ транспортируют через трубопровод 704 в последующую систему извлечения энергии и очистки (не показана). Регенерированный катализатор транспортируют в накопитель регенерированного катализатора 711 через трубопровод 720. Избыточное тепло регенерированного катализатора удаляют с помощью внутреннего устройства для удаления тепла 714. После удаления тепла регенерированный катализатор транспортируют в загрузочную воронку катализатора 709 через трубопровод 721. После повышения давления регенерированный катализатор транспортируют в питательный резервуар регенерированного катализатора 712 через трубопровод 722, а затем транспортируют в реактор с псевдоожиженным слоем 701 через трубопровод 723 после очистки (промывки).
ПРИМЕРЫ
Приведенные далее примеры даны в качестве иллюстрации данного изобретения, но данное изобретение не ограничено приведенными примерами.
Примеры 1-6
Примеры 1-6 были проведены согласно способу, показанному на Фиг. 1 (так как Примеры и Сравнительные Примеры проведены согласно способу, показанному на Фиг. 1, в них были использованы те же реакторы) практически в тех же условиях реакции, но при разном реакционном давлении и среднечасовой скорости подачи сырья (WHSV). Реакционное сырье, катализатор, условия реакции и выход продукта приведены в Таблице 1.
Как видно из Примеров 1-6, техническое решение данного изобретения, т.е. повышение реакционного давления и одновременное увеличение WHSV при сохранении практически эквивалентными других условий реакции, может довести выход легких олефинов до 84.9%.
Примеры 7-8
Примеры 7-8 проведены согласно способу, показанному на Фиг. 1. По сравнению с Примером 4, в Примерах 7-8 повышение реакционного давления не сопровождалось соответствующим увеличением WHSV, в то время как прочие условия работы сохранялись практически неизменными. Реакционное сырье, катализатор, условия реакции и выход продукта приведены в Таблице 2.
Как видно из Примера 4, Примера 7 и Примера 8 по сравнению с Примером 4, повышение только одного реакционного давления без соответствующего увеличения WHSV при сохранении практически неизменными других условий реакции приводит к уменьшению производства и выхода легких олефинов, при этом выход легких олефинов падает от 84.3% по Примеру 4 до 82.9% по Примеру 8; производство легких олефинов падает от 3.73 кг/час по Примеру 4 до 2.64 кг/час по Примеру 8.
Пример 9
Пример 9 проведен согласно способу, показанному на Фиг. 1, По сравнению с Примером 3 условия работы были практически такими же, за исключением изменения содержания углерода в катализаторе на входе в реактор (содержание углерода в катализаторе на входе в реактор относится к содержанию углерода в катализаторе на входе в реактор, когда катализатор не контактировал с сырьем). Реакционное сырье, катализатор, условия реакции и выход продукта приведены в Таблице 2.
Как видно из Примера 3 и Примера 9 по сравнению с Примером 3, если реакционное давление и среднечасовая скорость подачи сырья остаются практически неизменными, уменьшение содержания углерода в катализаторе на входе в реактор от 7.3% до 4.5% приводит к снижению производства легких олефинов от 3.84 кг/час до 3.58 кг/час; выход легких олефинов падает от 84.9% до 84.3%; массовое отношение этилена к пропилену увеличивается.
Пример 10
Пример 10 проведен согласно способу, показанному на Фиг. 3. Реакционное сырье, катализатор, условия реакции и выход продукта приведены в Таблице 2.
Как видно из Примера 10, выход легких олефинов составляет 93.3%, производство легких олефинов составляет 4.03 кг/час.
Пример 11
Пример 11 проведен согласно способу, показанному на Фиг. 7. Реакционное сырье (сырье = этанол), катализатор, условия реакции и выход продукта приведены в Таблице 2. Как видно из Примера 11, выход легких олефинов составил 82.8%, производство легкого олефина составило 3.26 кг/час.
Пример 12
Пример 12 проведен согласно способу, показанному на Фиг. 2. Реакционное сырье, катализатор, условия реакции и выход продукта приведены в Таблице 4.
Пример 12 представляет собой техническое решение, согласно которому и производство легких олефинов, и производство газолина увеличены. Как видно из Примера 12, выход пропилена составил 65.9%, выход газолина составил 25.3%, производство пропилен составило 1.98 кг/час, производство газолина составило 0.76 кг/час.
Сравнительные Примеры 1-6
Сравнительные примеры 1-6 проведены с использованием тех же реакторов, сырья и катализаторов, как и примеры 1-10, согласно способу, показанному на Фиг. 1. По сравнению с примерами 1-10, сравнительный пример 1 был проведен в условиях, стандартных для получения легких олефинов из метанола, где содержание углерода в катализаторе на входе в реактор было значительно более низким, и реакционное давление, и среднечасовая скорость подачи сырья также были значительно ниже, чем согласно данному изобретению; в сравнительных примерах 2-6 только реакционное давление и WHSV были изменены, в то время как другие условия работы были практически теми же, что и в Примерах 1-10. Реакционное сырье, катализатор, условия реакции и выход продукта, полученные в сравнительных примерах 1-6, приведены в Таблице 3.
Сравнительный пример 1 был проведен в обычных условиях получения легких олефинов из метанола. Сравнительный пример 2 отличается от сравнительного примера 1 содержанием углерода в катализаторе на входе в реактор. По сравнению со сравнительным примером 1, содержание углерода в катализаторе на входе в реактор было увеличено с 1.5% в соответствии со сравнительным примером 1, до 7.2% в сравнительном примере 2, и производство легких олефинов уменьшилось от 0.47 кг/час в сравнительном примере 1 до 0.43 кг/час в сравнительном примере 2; степень конверсии упала со 100% в сравнительном примере 1 до 80.2% в сравнительном примере 2.
За исключением реакционного давления и среднечасовой скорости подачи сырья, в сравнительном примере 2 содержание углерода в катализаторе на входе в реактор было практически тем же, что и в Примерах 1-8. По сравнению со сравнительным примером 2, в примерах 1-8 получен практически тот же или чуть более высокий выход легких олефинов и значительно возросшее производство легких олефинов. Например, выход легких олефинов увеличился с 79.2% согласно сравнительному примеру 2 до 84.9% согласно примеру 3; производство легких олефинов повысилось с 0.43 кг/час по сравнительному примеру 2 до 3.84 кг/час согласно примеру 3, т.е. увеличение составило 793.02%.
В сравнительном примере 3 и в примере 3, за исключением среднечасовой скорости подачи сырья, другие условия реакции остались теми же. В сравнительном примере 3 среднечасовая скорость подачи сырья была значительно более высокой, чем в примере 3. По сравнению со сравнительным примером 3 после использования данного изобретения производство легких олефинов увеличилось от 0.46 кг/час согласно сравнительному примеру 3 до 3.84 кг/час согласно примеру 3, т.е. увеличение составило 734.78%; выход легких олефинов возрос с 82.9% согласно сравнительному примеру 3 до 84.9% согласно примеру 3.
В сравнительном примере 4 и примере 2 за исключением реакционного давления, другие условия реакции остались теми же. В сравнительном примере 4 реакционное давление было значительно более низким, чем в Примере 2. По сравнению со сравнительным примером 4, после использования данного изобретения производство легких олефинов увеличилось от 0.44 кг/час согласно сравнительному примеру 4 до 2.54 кг/час согласно примеру 2, т.е. увеличение составило 477.27%; выход легких олефинов возрос с 79.4% согласно сравнительному примеру 4 до 84.4% согласно примеру 2.
В сравнительном примере 5 и в Примере 2, за исключением среднечасовой скорости подачи сырья, другие условия реакции остались теми же. В сравнительном примере 5 среднечасовая скорость подачи сырья была значительно ниже, чем в Примере 2. По сравнению со сравнительным примером 5 после использования данного изобретения производство легких олефинов увеличилось с 0.43 кг/час согласно сравнительному примеру 5 до 2.54 кг/час согласно примеру 2, т.е. увеличение составило 490.70%; выход легких олефинов возрос с 75.3% согласно сравнительному примеру 5 до 84.4% согласно примеру 2.
В сравнительном примере 6 и примере 1, за исключением реакционного давления, другие условия реакции остались теми же. В сравнительном примере 6 реакционное давление было значительно более высоким, чем в примере 1. По сравнению со сравнительным примером 6 после использования данного изобретения производство легких олефинов увеличилось от 0.33 кг/час согласно сравнительному примеру 6 до 1.11 кг/час согласно примеру 1, т.е. увеличение составило 236.36%; выход легких олефинов возрос с 33.4% согласно сравнительному примеру 6 до 83.7% согласно примеру 1.

Выход = производство продукта / суммарное производство углеводородных продуктов за исключением кислородсодержащего соединения * 100.

* Выход = производство продукта / суммарное производство углеводородных продуктов кроме кислородсодержащего соединения * 100.
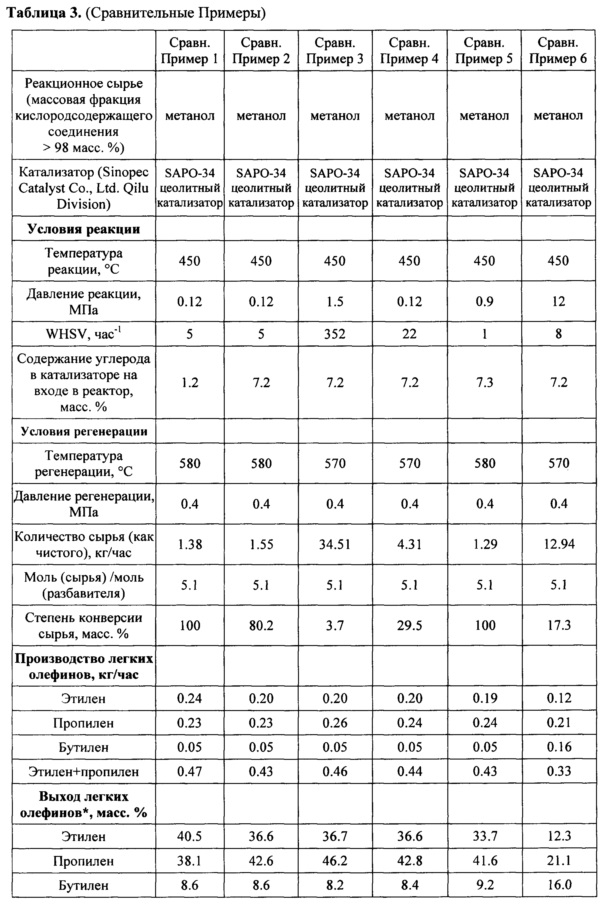

* Выход = производство продукта / суммарное производство углеводородных продуктов кроме кислородсодержащего соединения * 100.
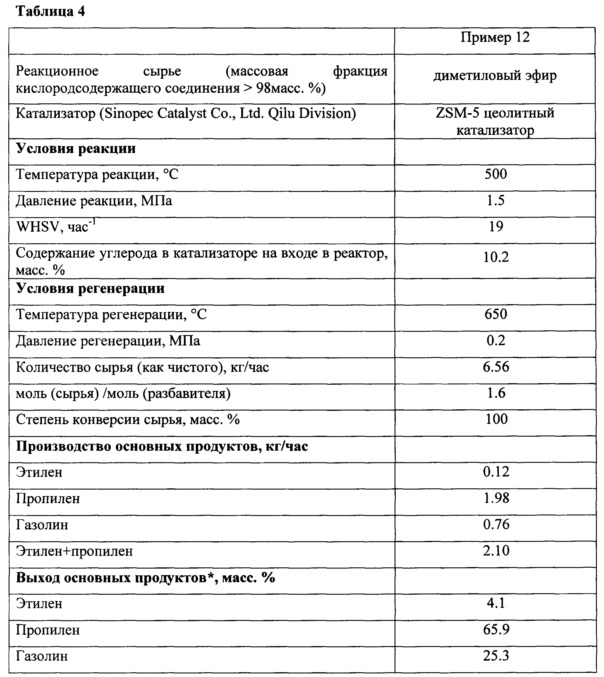
Выход = производство продукта / суммарное производство углеводородных продуктов кроме кислородсодержащего соединения * 100.
Пример I
Пример I был осуществлен согласно способу, показанному на Фиг. 1, где реакционное сырье, катализатор, условия реакции и выход продукта приведены в Таблице I.
Пример II
Пример II был осуществлен согласно способу, показанному на Фиг. 3, где реакционное сырье, катализатор, условия реакции и выход продукта приведены в Таблице I.
Пример III
Пример III был осуществлен согласно способу, показанному на Фиг. 2, где реакционное сырье, катализатор, условия реакции и выход продукта приведены в Таблице II.
Как видно из Таблицы I, данный способ обеспечивает более высокие выходы этилена и пропилена по сравнению с существующим уровнем техники. Как видно из Таблицы II, данный способ обеспечивает извлечение пропилена и газолина 65.9% и 25.3%, которые выше, чем в уровне техники. Так как в соответствии с данным изобретением реакционная система имеет более высокое давление, чем в существующих промышленных установках, при тех же прочих условиях реакции реакционная система в соответствии с данным изобретением будет обладать высокой пропускной способностью по отношению к сырью, чем существующие промышленные установки.
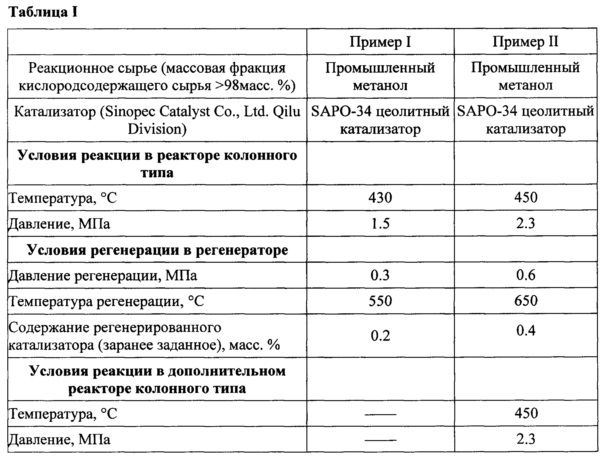

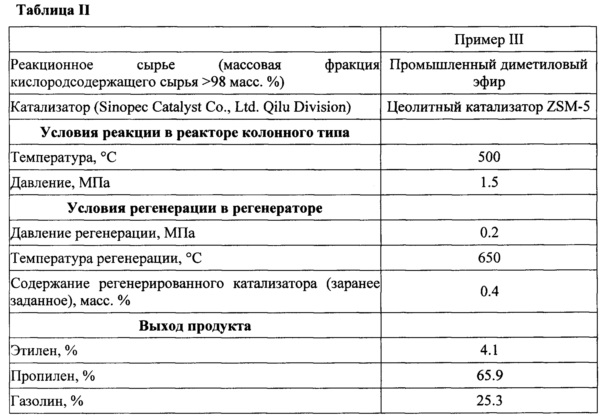
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАТАЛИТИЧЕСКОГО ОБЛАГОРОЖИВАНИЯ ЛЕГКИХ УГЛЕВОДОРОДОВ НЕФТИ, СОПРОВОЖДАЮЩИЙСЯ НИЗКОТЕМПЕРАТУРНОЙ РЕГЕНЕРАЦИЕЙ КАТАЛИЗАТОРА | 2002 |
|
RU2276182C2 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРА | 2010 |
|
RU2529021C2 |
| СПОСОБ И СИСТЕМА ОБРАБОТКИ ПРОДУКТА РЕАКЦИИ КАТАЛИТИЧЕСКОГО КРЕКИНГА И ИХ ПРИМЕНЕНИЕ | 2020 |
|
RU2802626C1 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ (ВАРИАНТЫ) | 2008 |
|
RU2464298C2 |
| СПОСОБ ПРОИЗВОДСТВА ДИМЕТИЛОВОГО ЭФИРА ИЗ МЕТАНОЛА | 2008 |
|
RU2466980C2 |
| СПОСОБ И УСТРОЙСТВО КАТАЛИТИЧЕСКОГО КРЕКИНГА ДЛЯ ПОЛУЧЕНИЯ ПРОПИЛЕНА | 2012 |
|
RU2580829C2 |
| СПОСОБ УВЕЛИЧЕНИЯ МОЛЕКУЛЯРНОГО ВЕСА ОЛЕФИНОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2525113C2 |
| СПОСОБ, РЕАКТОР И СИСТЕМА ДЛЯ КАТАЛИТИЧЕСКОГО КРЕКИНГА ЖИДКИХ НЕФТЕПРОДУКТОВ | 2019 |
|
RU2793541C2 |
| КАТАЛИТИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ДИМЕТИЛОВОГО ЭФИРА ИЗ МЕТАНОЛА | 2008 |
|
RU2459799C2 |
| СПОСОБ АЛКИЛИРОВАНИЯ ОЛЕФИНОВЫХ УГЛЕВОДОРОДОВ С ИСПОЛЬЗОВАНИЕМ КАТАЛИТИЧЕСКОЙ СМЕСИ | 1994 |
|
RU2119471C1 |
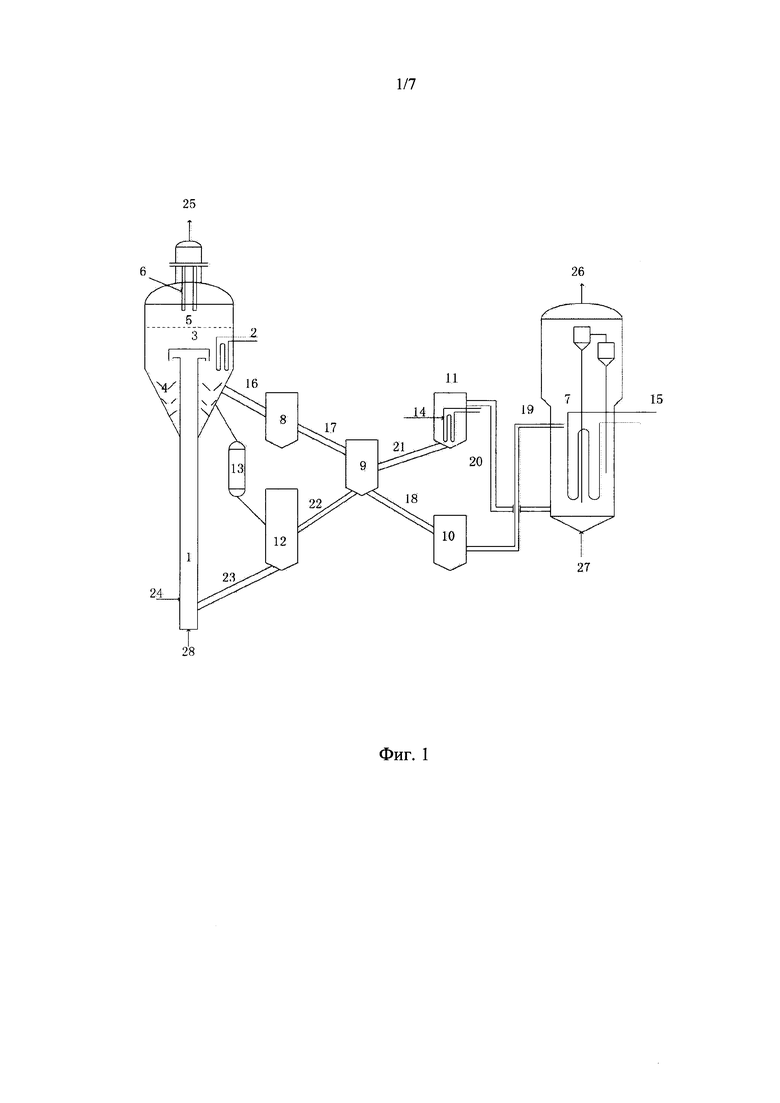
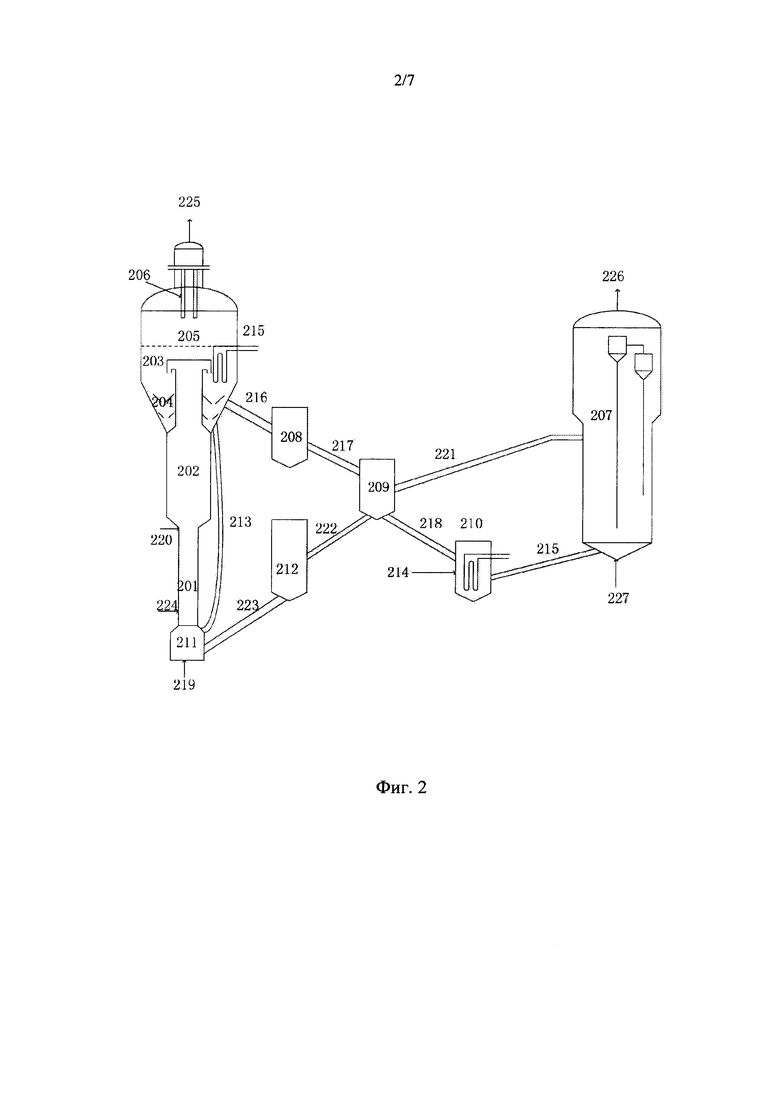
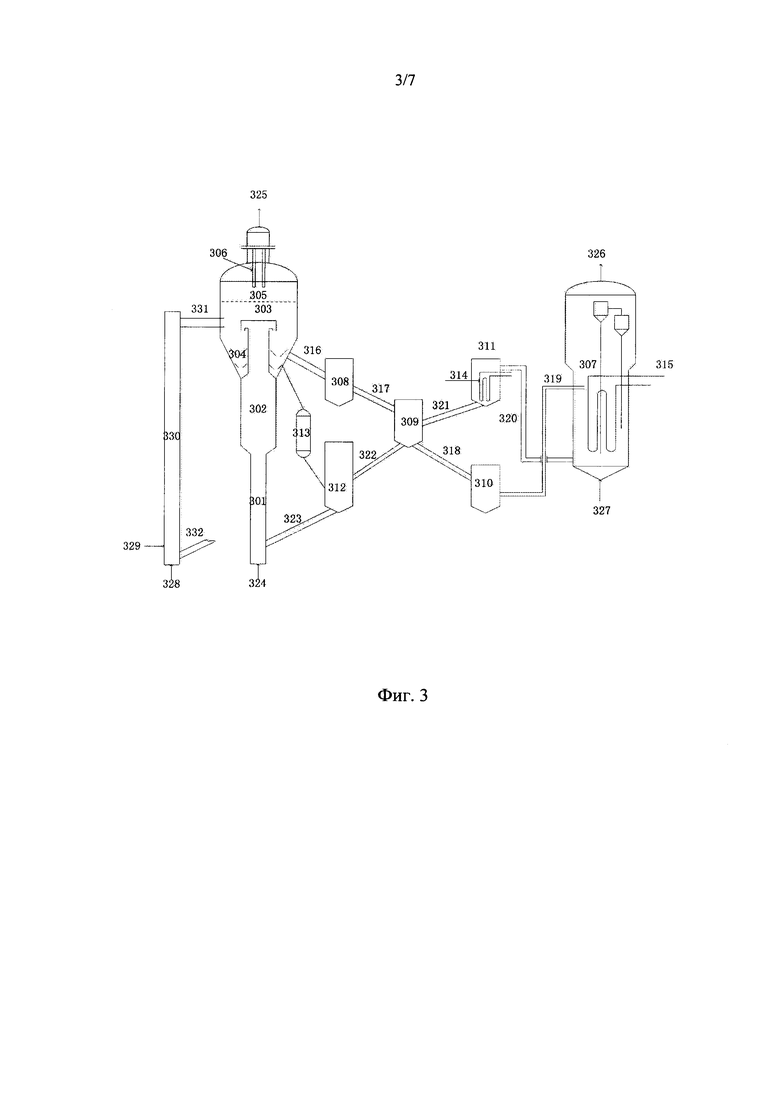
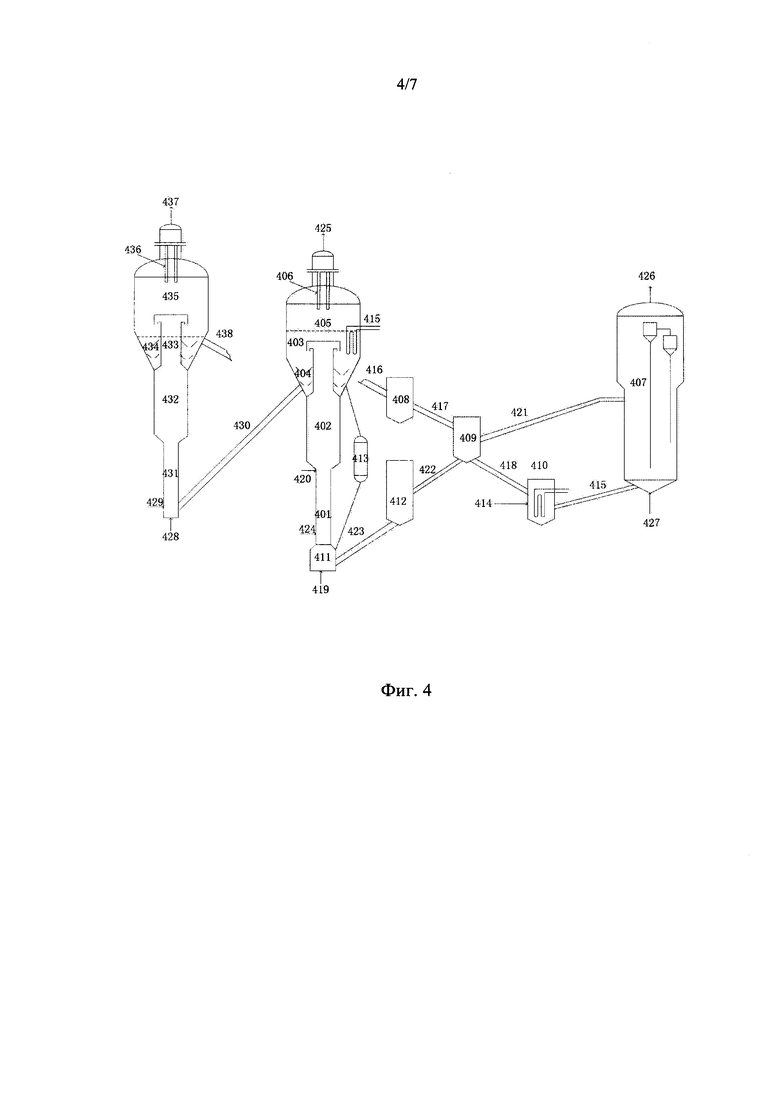
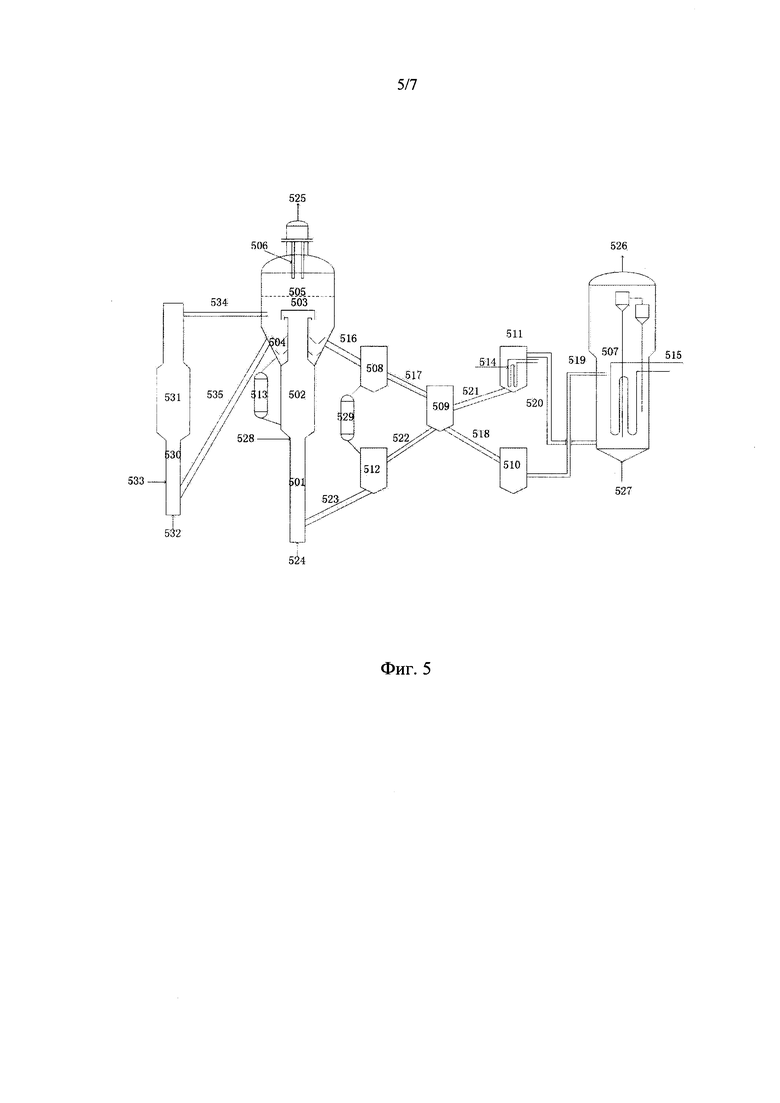
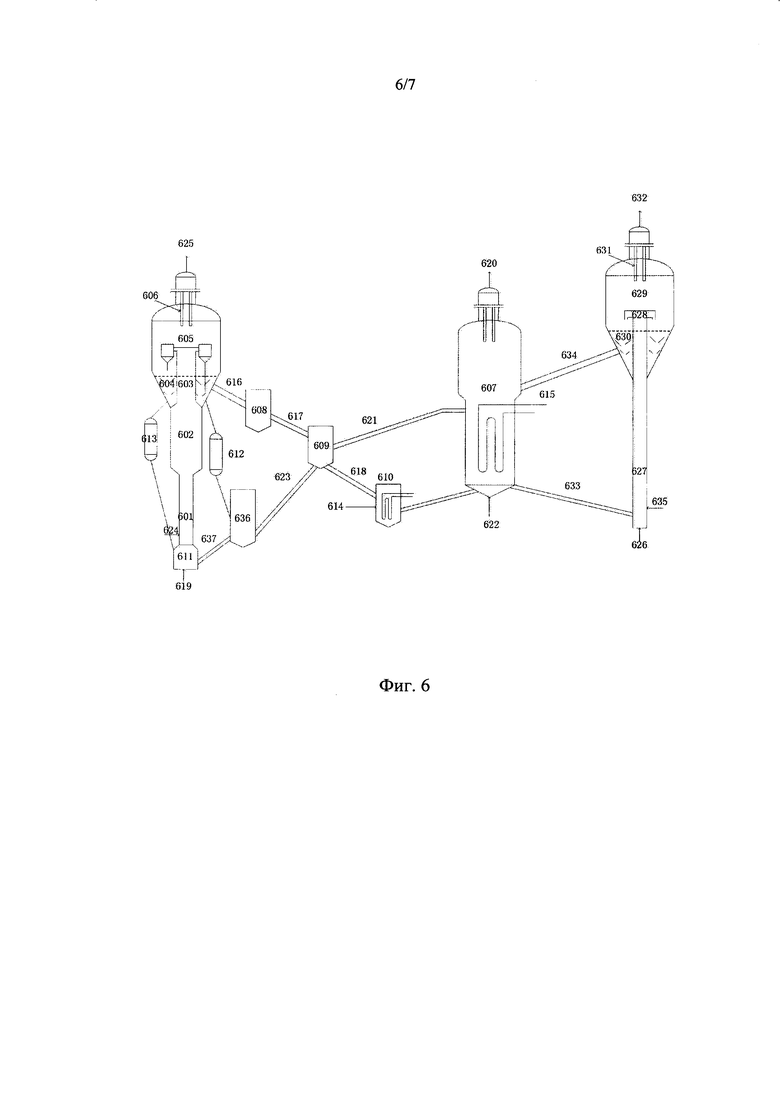
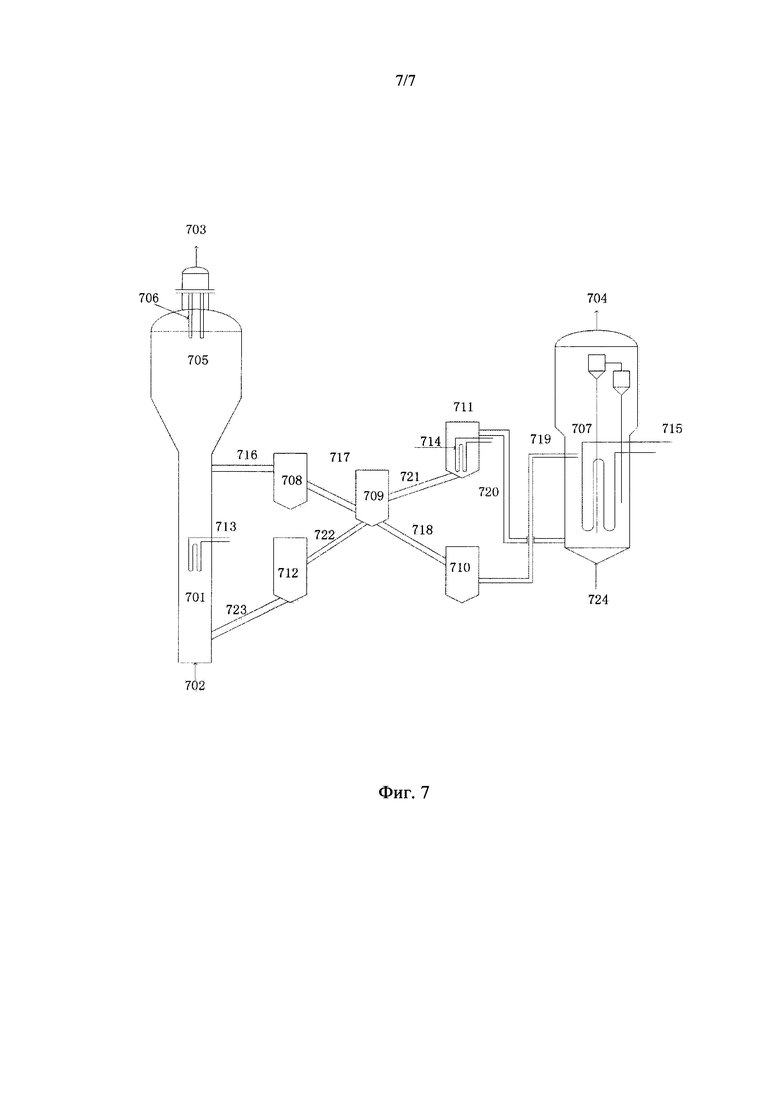
Изобретение относится к способу получения легких олефинов, где в способе получения легких олефинов путем непрерывного контактирования сырья на основе кислородсодержащих соединений и катализатора для осуществления реакции дегидратации реакционное давление Р реакции дегидратации находится в диапазоне 1,2-2,8 МПа, среднечасовая скорость подачи сырья Н в реакцию дегидратации находится в диапазоне 7-250 час-1, где в ходе реакции дегидратации Н и Р удовлетворяют математической функции H=f(P), которая является строго возрастающей функцией. Способ получения легких олефинов реализуется в простом и непрерывном производственном процессе, приводит к значительному увеличению производства легких олефинов и характеризуется высокой безопасностью. 14 з.п. ф-лы, 3 пр., 6 табл., 7 ил.
1. Способ получения легких олефинов, где в способе получения легких олефинов путем непрерывного контактирования сырья на основе кислородсодержащих соединений и катализатора для осуществления реакции дегидратации реакционное давление Р реакции дегидратации находится в диапазоне 1,2-2,8 МПа, среднечасовая скорость подачи сырья Н в реакцию дегидратации находится в диапазоне 7-250 час-1, где в ходе реакции дегидратации Н и Р удовлетворяют математической функции H=f(P), которая является строго возрастающей функцией.
2. Способ по п. 1, где реакционное давление Р реакции дегидратации находится в диапазоне 1,2-2,5 МПа, предпочтительно 1,5-2,5 МПа, более предпочтительно 1,5-2,3 МПа, и среднечасовая скорость подачи сырья Н в реакцию дегидратации находится в диапазоне 8-150 час-1, предпочтительно 8-100 час-1, более предпочтительно 15-80 час-1, наиболее предпочтительно 15-50 час-1.
3. Способ по п. 1, включающий следующие стадии:
непрерывное контактирование сырья на основе кислородсодержащих соединений и катализатора для проведения реакции дегидратации с целью получения углеводорода, богатого легкими олефинами, и отработанного катализатора,
транспортировку по меньшей мере части отработанного катализатора в реакцию регенерации для получения регенерированного катализатора и
возврат/циркуляцию по меньшей мере части регенерированного катализатора в реакцию дегидратации, где реакционное давление Р реакции дегидратации по меньшей мере на 0.35 МПа, предпочтительно на 0.4 МПа, 0.5 МПа, 0.6 МПа, 0.7 МПа, 0.8 МПа, 0.9 МПа, 1.0 МПа, 1.1 МПа, 1.2 МПа, 1.3 МПа, 1.4 МПа, 1.5 МПа, 1.6 МПа, 1.7 МПа, 1.8 МПа, 1.9 МПа или 2.0 МПа выше, чем давление регенерации в реакции регенерации.
4. Способ по п. 3, далее включающий стадию разделения богатого легкими олефинами углеводорода с целью получения С4+ углеводородов и, необязательно, включающий далее следующие стадии:
непрерывное контактирование С4+ углеводородов и дополнительного катализатора для проведения дополнительной реакции с целью получения дополнительного углеводорода, богатого легкими олефинами, и дополнительного отработанного катализатора,
транспортировку по меньшей мере части дополнительного отработанного катализатора в реакцию регенерации с целью получения дополнительного регенерированного катализатора и
возврат/циркуляцию по меньшей мере части регенерированного катализатора и/или по меньшей мере части дополнительного регенерированного катализатора в реакцию дегидратации и/или дополнительную реакцию.
5. Способ по п. 1 или 4, где для реакции дегидратации и/или дополнительной реакции используют один или более реакторов, и каждый независимо выбран из реактора с псевдоожиженным слоем катализатора, реактора с плотным слоем катализатора, колонного реактора, барботажного реактора, реактора со слоем взвешенного осадка и их комбинации, предпочтительно выбран из колонного реактора, более предпочтительно, каждый независимо выбран из изодиаметрического колонного реактора, колонного реактора с одинаковой линейной скоростью, колонного реактора с переменным диаметром и гибридного колонного реактора с плотным слоем.
6. Способ по п. 1, где сырье на основе кислородсодержащих соединений выбрано по меньшей мере из одного из: спирта, простого и сложного эфира, предпочтительно выбрано по меньшей мере из одного из: R1-O-R2, R1-OC(=O)O-R2, R1-C(=O)O-R2 и R1-C(=O)-R2, где R1 и R2 являются идентичными или разными, каждый независимо выбран из Н и C1-6 разветвленного или линейного алкила, предпочтительно каждый независимо выбран из Н и С1-4 разветвленного или линейного алкила при условии, что максимально один из R1 и R2 является водородом, более предпочтительно, сырье выбрано по меньшей мере из одного из: метанола, этанола, диметилового эфира, диэтилового эфира, метил-этилового эфира, метиленкарбоната и метилформиата.
7. Способ по п. 1 или 4, где катализатор и дополнительный катализатор являются идентичными или разными, каждый независимо выбран по меньшей мере из одного из: цеолитных катализаторов, предпочтительно каждый независимо выбран по меньшей мере из одного из: алюмосиликатофосфатных цеолитных катализаторов и цеолитных катализаторов на основе алюмосиликатных молекулярных сит.
8. Способ по п. 3, где условия реакции регенерации включают: температуру реакции 450-850°С, предпочтительно 550-700°С; реакционное давление 0.1-0.5 МПа, предпочтительно 0.15-0.3 МПа; кислородсодержащую атмосферу, предпочтительно воздушную атмосферу или кислородную атмосферу.
9. Способ по п. 3 или 4, где отработанный катализатор, и/или дополнительный отработанный катализатор, и/или регенерированный катализатор, и/или дополнительный регенерированный катализатор получен разделением через фильтр.
10. Способ по п. 3 или 4, где транспортировку и циркуляцию/возврат проводят через одну или более, предпочтительно одну или две, загрузочные воронки катализатора (9).
11. Способ по п. 3 или 4, далее включающий стадию возврата/циркуляции по меньшей мере части отработанного катализатора и/или по меньшей мере части дополнительного отработанного катализатора в реакцию дегидратации и/или в дополнительную реакцию.
12. Способ по п. 1 или 4, где катализатор и/или дополнительный катализатор имеет общее содержание углерода 3-25 мас.%, наиболее предпочтительно 6-15 мас.%.
13. Способ по п. 1, где, при условии, что размер и количество реакторов для реакции дегидратации остается неизменным, способ дает возможность увеличить производство легких олефинов на 50%, предпочтительно на 100%, более предпочтительно на 150%, 200%, 500% или 790%, наиболее предпочтительно на 1000% или больше.
14. Способ по п. 1, далее включающий стадию возврата/циркуляции неполностью прореагировавшего кислородсодержащего сырья в реакцию дегидратации.
15. Способ по п. 1, включающий следующие стадии:
непрерывное контактирование сырья на основе кислородсодержащих соединений и катализатора в реакторе колонного типа для проведения реакции дегидратации с целью получения углеводорода, богатого легкими олефинами, и отработанного катализатора;
разделение богатого олефинами углеводорода и отработанного катализатора в зоне сепарации углеводорода-катализатора, введение выделенного богатого олефинами углеводорода в систему разделения-извлечения продукта, пропаривание отработанного катализатора в зоне пропаривания реактора колонного типа, удаление отработанного катализатора из реактора колонного типа и транспортировку его в накопитель отработанного катализатора;
транспортировку отработанного катализатора, находящегося в накопителе отработанного катализатора, напрямую в регенератор через загрузочную воронку катализатора или транспортировку его сначала в питательный резервуар отработанного катализатора через загрузочную воронку катализатора, а затем в регенератор, и регенерацию отработанного катализатора в кислородсодержащей атмосфере в регенераторе с целью получения регенерированного катализатора;
транспортировку регенерированного катализатора напрямую в загрузочную воронку катализатора или сначала извлечение регенерированного катализатора из регенератора и транспортировку его в накопитель регенерированного катализатора, а затем в загрузочную воронку катализатора;
транспортировку регенерированного катализатора, находящегося в загрузочной воронке катализатора, в питательный резервуар регенерированного катализатора, а затем обратно в реактор колонного типа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| CN 101260013 A, 10.09.2008 | |||
| Способ приготовления кодеина | 1927 |
|
SU20083A1 |
| EA 201270737 A1, 28.02.2013. | |||

