Область техники
Настоящее изобретение относится к способу для производства диметилового эфира из метанола из метанола и более конкретно к способу для производства диметилового эфира из метанола, обезвоживая метанол в газовой фазе в реакторе, имеющем псевдоожиженный, подвижный или текучий катализатор.
Предпосылки создания изобретения
Диметиловый эфир (ДМЭ) может быть произведен одноступенчатым и двухступенчатым способом. Одноступенчатый способ относится к одноступенчатому синтезу ДМЭ из синтетического газа, а двухступенчатый способ относится к синтезу метанола из синтетического газа с последующим производством ДМЭ путем дегидратации.
Двухступенчатый способ выполняется в две стадии, т.е. синтез метанола из синтетического газа и затем дегидратация метанола с кислым катализатором, чтобы приготовить ДМЭ. Двухступенчатый способ для синтеза ДМЭ - основной процесс для производства ДМЭ в Китае и за рубежом. В указанном двухступенчатом способе метанол используется как исходное сырье с преимуществом малого выхода побочных продуктов реакции дегидратации, высокой чистоты диметилового эфира, современной методики, широкой адаптируемости устройства и простой последующей обработки. Указанный двухступенчатый способ может непосредственно использоваться на метаноловом заводе или на другой неметаноловой установке коммунального предприятия. В целом, в нашей стране и за рубежом используется молекулярное сито ZSM-5, содержащее гамма-окись Al2O3/SiO2 как дегидратирующий катализатор. Температура дегидратации поддерживается в пределах 280-340°С при давлении 0,5-0,8 МПа. Глубина преобразования метанола за один цикл от 70 до 85% и селективность ДМЭ выше 98%.
Документ CN 1180064 A раскрывает способ производства ДМЭ. В указанном способе метанол используется как исходное сырье. Реакция дегидратации проводится при относительно низкой температуре (100-125°С) под нормальным давлением (0-0,05 МПа, манометрическое) в присутствии свежего катализатора для получения газообразного ДМЭ.
Документ CN 1368493 A раскрывает способ производства ДМЭ каталитической дегидратацией метанола. Это относится к способу производства ДМЭ каталитической дегидратацией метанола, в котором указанная дегидратация проводится в присутствии твердого кислотного катализатора, содержащего  , предпочтительно равного 2-25% по весу. Предпочтительный носитель катализатора выбран из гамма- Al2O3, µ-Al2O3 и SiO2.
, предпочтительно равного 2-25% по весу. Предпочтительный носитель катализатора выбран из гамма- Al2O3, µ-Al2O3 и SiO2.
Документ CN 1301686 A раскрывает способ производства ДМЭ дегидратацией метанола. В указанном способе катализатор, который использует каолин как исходный материал и модифицирован серной кислотой, который используется для дегидратации метанола и получения ДМЭ.
Патент US 2004/0034255 A1 раскрывает способ производства ДМЭ каталитической дегидратацией метанола из газовой фазы с активной окисью алюминия. Указанная активная окись алюминия имеет диаметр поры 2,5-8,0 нм и имеет содержание Na2O ниже 0,07%.
Вышеупомянутые способы, прежде всего, относятся к производству ДМЭ каталитической дегидратацией метанола со сложными твердыми кислотами, кислотно-модифицированным каолином, активной окисью алюминия и т.д. Кроме того, в этих способах используются, главным образом, реакторы с неподвижным слоем, чтобы получить ДМЭ для чистых химических веществ, и характеризуются небольшим объемом производства и высокими производственными расходами.
Кроме того, дегидратация метанола является сильной экзотермической реакцией, и реактор адиабатического или неподвижного слоя непрерывно нагревается теплообменом вообще как реактор, потому что трудно регулировать температуру неподвижного слоя.
В настоящее время технический процесс каталитической дегидратации метанола в газовой фазе, чтобы получить ДМЭ, в основном, заключается в следующем: исходное метаноловое сырье нагревается через испаритель или выпарную колонну, и затем все пары подаются в реактор для проведения реакции; продукт реакции из реактора конденсируется и затем подается в колонну ректификации ДМЭ для проведения ректификационного разделения; продукт ДМЭ выдается из верхней части колонны ректификации ДМЭ, и смесь метанола и воды выпускается из основания колонны ректификации ДМЭ и входит в колонну регенерации метанола для проведения ректификационного разделения; метанол, полученный из регенерационной колонны, передается назад в буферный резервуар метанола для смешивания с исходным сырьем и для повторного испарения; сточные воды выпускаются из системы через дно колонны регенерации метанола.
Патент США 5037511 раскрывает способ производства чистого ДМЭ из метанола. В указанном способе метанол выпаривается теплообменом и подвергается каталитической реакции дегидратации в адиабатическом реакторе с неподвижным слоем. Обезвоженный продукт реакции вводится в колонну ректификации ДМЭ для проведения ректификации, чтобы получить продукт ДМЭ высокой чистоты. Неконденсируемый газ из верхней части колонны промывается исходным метаноловым сырьем и затем выпускается. Из-за отсутствия регулирования температуры в реакторе реакция дегидратации метанола имеет широкий диапазон температуры реакции и низкое преобразование метанола и производит большое количество побочных продуктов. Ректификационная колонна снабжена линией промывки щелочью и линией промывки водой. Процесс весьма сложен.
Китайский патент ZL 95113028.5 раскрывает способ производства ДМЭ из метанола. Его цель состоит в обеспечении процесса производства ДМЭ, в котором может использовать сырой метанол как исходное сырье. Исходное метаноловое сырье имеет концентрацию 72% или выше. Сырое исходное метаноловое сырье сначала подают в испарительно-разделительную колонну, чтобы удалить материалы с высокой точкой кипения и загрязнители, и затем подвергают каталитической реакции дегидратации в присутствии комплексного твердого кислотного катализатора в реакторе многоступенчатого охлаждения. Поскольку пары метанола вводятся в реактор многоступенчатого охлаждения шаг за шагом, газ, который подвергается реакции дегидратации на предыдущей стадии, имеет более высокую температуру и может быть охлажден парами метанола с более низкой температурой в последующей стадии, чтобы избежать повышения температуры и в пользу улучшения преобразования. Однако поскольку пары метанола имеют низкую теплоемкость, пары метанола имеют ограниченные возможности как охлаждающая среда. В реакторе охлаждающего типа температура реакции является относительно высокой. Диапазон температур реакции достаточно широкий и приводит к получению увеличенного количества побочных продуктов. Поэтому указанный способ имеет низкое одноступенчатое преобразование и низкий выход продукта и не подходит для крупномасштабного промышленного производства. Обезвоженный продукт вводится в колонну ректификации ДМЭ для проведения ректификации и получения продукта ДМЭ с чистотой 90-99,99%. Неконденсируемый газ из верхней части колонны ректификации ДМЭ вводится в абсорбционную колонну для промывки. Неконденсируемый газ, например, Н2 и СН4 выходит из верхней части абсорбционной колонны. Абсорбирующая жидкость, используемая в абсорбционной колонне, подробно не описывается.
С целью уменьшения общего потребления энергии на выпаривание исходного метанолового сырья и снижения затрат на оборудование китайский патент 200410022020.5 предлагает другой способ производства ДМЭ. В указанном способе колонна для выпаривания исходного метанолового сырья и колонна регенерации метанола объединены в отгоночно-выпарную колонну. Исходное метаноловое сырье с содержанием метанола 70-99,99% вводится в верхнюю часть отгоночно-выпарной колонны для выпаривания в указанной колонне. Жидкость со дна колонны ректификации ДМЭ вводится в среднюю часть отгоночно-выпарной колонны, чтобы разделить метанол и воду в указанной колонне. Указанная отгоночно-выпарная колонна выполняет функцию выпаривания исходного метанолового сырья и функцию отделения и регенерации водного раствора метанола. Это может не только снять затраты на колонну регенерации метанола и вспомогательного оборудования, но также и резко снизить затраты энергии для извлечения метанола из жидкой смеси на дне колонны ректификации ДМЭ. Однако в указанном способе все исходное метаноловое сырье вводится в выпарную колонну, нагрузка жидкой фазы слишком велика, и для практической работы трудно гарантировать низкий уровень концентрации метанола в сточных водах из колонны. Поэтому нужна еще одна выпарная колонна, в основном, для обработки сточных вод, вытекающих из отгоночно-выпарной колонны и содержащих небольшое количество метанола. В то же время из-за большой нагрузки жидкой фазой отгоночно-выпарной колонны нужно обеспечить большой диаметр колонны, и, следовательно, расходы увеличиваются. В случае низкой концентрации исходного метанолового сырья концентрацию метанола газовой фазы в верхней части колонны нельзя регулировать, и это сырье содержит большое количество воды, поэтому равновесная реакция преобразования уменьшает выход продукта за один цикл.
Чтобы преодолеть недостаток тяжелой нагрузки на отгоночно-выпарную колонну, китайский патент ZL 200410022020.5, CN 1919819 A раскрывает новый процесс производства ДМЭ, в котором часть метанолового материала вводится в верхнюю часть ректификационной колонны для извлечения метанола и другая часть вводится в подогреватель метанола для теплообмена с газовой смесью, которая формируется в результате реакции, вводя перегреватель метанола вместе с газом из ректификационной колонны регенерации метанола, и затем смесь вводится в охлаждаемый реактор для реакции. Указанный процесс позволяет гибко регулировать испарение метанола в зависимости от различного исходного метанолового сырья и уменьшить расход охлаждающей среды в ректификационной колонне восстановления метанола. Однако поскольку в указанном процессе все еще используется адиабатический реактор с неподвижным слоем, температура реакции является относительно высокой, и производится большое количество побочных продуктов.
Документ CN 1830934 A раскрывает способ для производства ДМЭ из метанола. В указанном способе используется реактор с неподвижным слоем, имеющий встроенный трубчатый нагревательный элемент для теплообмена. Газообразный метанол используется для удаления части тепла реакции через трубчатый теплообменник. Это до некоторой степени решает проблему относительно высокой температуры реакции в реакторе с неподвижным слоем. Исходное метаноловое сырье сначала вводится в промывную колонну для промывки спиртом, чтобы смыть неконденсируемый отходящий газ, поступающий из колонны ректификации ДМЭ как побочный продукт реакции, и затем вводится в метаноловую колонну для испарения. Выпаренный метанол вводится во встроенный трубчатый теплообменник реактора, который будет перегрет, и затем вводится в слой катализатора в верхнюю часть реактора для реакции. Продукт реакции после теплообменника вводится в колонну ректификации ДМЭ в газовую фазу для проведения ректификации. Указанный способ использует часть тепла реакции, уменьшает повышение температуры реакции и снижает выход побочного продукта реакции. Однако поскольку теплосодержащая среда - метанол газовой фазы, отвод тепла только из газа имеет ограниченную эффективность. Таким образом, эффект управления температурой реактора и сокращения затрат на энергии не очень заметен.
В целом, одним признаком существующих способов производства ДМЭ является использование исходного метанолового сырья, включающего метанол, регенерируемый колонной регенерации метанола. Высокая температура для его испарения всегда обеспечивается испарителем, выпарной колонной, колонной регенерации метанола или продуктом реакции, а не непосредственно реакцией дегидратации метанола. Поэтому реакция связана с ростом температуры и с большим количеством побочных продуктов. С другой стороны, чтобы управлять температурой реакции дегидратации метанола в реакторе, в существующих способах используется метанол в газовой фазе как охлаждающая среда в процессе прямого теплообмена, например, когда газообразный метанол вводится в реактор с быстрым охлаждением или в теплообменник типа встроенного трубчатого теплообменника. Однако, поскольку теплосодержащая среда - метанол газовой фазы, отвод тепла только извлечением теплосодержания газа имеет ограниченный эффект. Таким образом, эффект управления температурой реактора и сокращение затрат энергии незначителен.
Другая особенность существующих способов производства ДМЭ заключается в том, что здесь исходное метаноловое сырье используется как промывная жидкость или абсорбирующая жидкость в колонне промывки спиртом или в абсорбционной колонне. Неконденсируемые газы, выходящие из верхней части газожидкостного сепаратора или из верхней части колонны ректификации ДМЭ, захватывают небольшое количество метанола и ДМЭ, которые в известных способах поглощены исходным метаноловым сырьем. Однако растворимость ДМЭ в метаноле является низкой, и поэтому большое количество исходного метанолового сырья должно быть подано в промывную колонну для промывки спиртом или в абсорбционную колонну, и эффективность абсорбции также является низкой. Когда производство ДМЭ расширяется, метанол и ДМЭ, захваченный в большом количестве неконденсируемых газов в продукте реакции, требуют большого количества метанола для промывки и абсорбции. Это приводит к большой нагрузке колонны промывки спиртом и абсорбционной колонны жидкой фазой, к большому диаметру колонны и к увеличению затрат на оборудование.
Краткое описание изобретения
Цель настоящего изобретения состоит в обеспечении нового процесса производства ДМЭ, который является процессом производства, особенно подходящим для производства ДМЭ в реакторе с псевдоожиженным слоем, который позволит полностью использовать тепло реакции от производства ДМЭ путем каталитической дегидратации метанола, уменьшает содержание метанола в неконденсируемом отходящем газе и удовлетворяет требования крупномасштабного промышленного производства ДМЭ.
Настоящее изобретение обеспечивает способ производства диметилового эфира из метанола, который содержит следующие стадии:
исходное метаноловое сырье подается в реактор с псевдоожиженным слоем и входит в контакт с катализатором для проведения реакции дегидратации и получения дегидрированного реакционного потока; и указанный дегидрированный реакционный поток передается в сепаратор для отделения газа от катализатора и получения катализатора с угольным слоем и дегидрированного продукта реакции,
в котором часть или весь указанный катализатор с угольным слоем подается в регенератор, чтобы выжечь кокс для регенерации непрерывным или пошаговым способом; регенерированный катализатор передается назад в реактор и входит в контакт с исходным метаноловым сырьем, чтобы осуществить реакцию,
в котором указанный дегидрированный продукт реакции подается в сепаратор, включающий абсорбционную колонну и колонну ректификации ДМЭ, и произвольно в колонну регенерации метанола; поток продукта, состоящий главным образом из ДМЭ, получается в верхней части колонны ректификации ДМЭ; неконденсируемый газ, захваченный с ДМЭ и/или метанолом, скапливается в верхней части колонны ректификации ДМЭ; указанный неконденсируемый газ подается в абсорбционную колонну, чтобы абсорбировать захваченный ДМЭ и/или метанол абсорбирующей жидкостью; жидкость на дне колонны ректификации ДМЭ состоит, в основном, из непрореагировавшего метанола и воды; жидкость на дне колонны ректификации ДМЭ может быть дополнительно отделена колонной регенерации метанола, чтобы получить метанол в верхней части колонны регенерации метанола и технологическую воду на дне колонны регенерации, и
в котором абсорбирующая жидкость, используемая в абсорбционной колонне, является отработанной жидкостью на дне колонны ректификации ДМЭ и/или технологической водой на дне колонны регенерации метанола.
Способ по настоящему изобретению позволяет эффективно управлять температурой реакции слоя и гарантировать непрерывное преобразование метанола в ДМЭ. Преобразование метанола, в основном, выше 80%. Селективность ДМЭ выше 98%. Потребление энергии может быть значительно снижено.
Исходное метаноловое сырье по настоящему изобретению имеет содержание метанола 5-100% по весу, предпочтительно 50-100% по весу, более предпочтительно 90-100% по весу и может содержать небольшое количество загрязнителей, таких как вода. Исходное метаноловое сырье - сырой метанол, полученный газификацией и синтезом из множества видов ископаемого топлива, такого как природный газ, уголь, нефтеносный песок, нефть и/или метанол из любого другого источника. Исходное метаноловое сырье может подаваться в жидкой фазе или в газовой фазе после теплообмена с продуктом реакции или другими источниками тепла.
Катализатор может содержать Y-цеолит и дополнительно другой цеолит, но он не должен содержать неорганическую окись и глину, при этом весовое соотношение другого цеолита к Y-цеолиту лежит в пределах 0-10. Указанный катализатор предпочтительно содержит неорганическую окись (окиси), глину, Y-цеолит и дополнительно другой цеолит, в котором весовое соотношение другого цеолита к Y-цеолиту составляет 0-10, и в общей сложности другой цеолит и Y-цеолит включают 10-80% по весу катализатора.
Указанный Y-цеолит включает цеолит Y-типа и их производные или модифицированные цеолиты и выбран из группы, состоящей из Y, HY, REY, REHY, USY, REUSY и их смесей.
Указанный другой цеолит в виде одного или нескольких компонентов выбран из мезопористых цеолитов, бета-цеолитов и SAPO-цеолитов.
Указанный мезопористый цеолит включает ряд ZRP (редкоземельные элементы, модифицированные железом), ряд цеолитов ZSP, ряд цеолитов ZSM и их производные или модифицированные цеолиты. Для более подробного описания ZRP можно обратиться к патенту США 5232675. Указанный цеолит ряда ZSM выбран из группы, состоящей из ZSM-5, ZSM-11, ZSM-12, ZSM-22, ZSM-23; ZSM-35, ZSM-38, ZSM-48 и других цеолитов, имеющих подобную структуру. Для более подробного описания ZSM-5 можно обратиться к патенту США 3702886.
Более предпочтительный катализатор содержит Y-цеолиты, мезопористые цеолиты, неорганические окиси и глину, в котором весовое соотношение мезопористого цеолита KY-цеолиту составляет 0,1-10, и общий вес мезопористого цеолита и Y-цеолита составляет 10-80% общего веса катализатора.
Указанная неорганическая окись выбрана из группы, состоящей из окиси алюминия, кремнезема, аморфной окиси алюминия, двуокиси кремния и их смесей. Глина - каолин и/или галлуазит.
Реакция дегидратации проводится при температуре 100-550°С, предпочтительно 150-380°С под давлением I~1500 кПа (в настоящем описании это всегда манометрическое давление), предпочтительно I~1000 кПа и более предпочтительно I~900 кПа, с весовым соотношением катализатора к исходному метаноловому сырью составляет 0,001-50, предпочтительно 0,005-40 при среднечасовой скорости подачи сырья 0,01-100 час-1, предпочтительно 0,1-50 час-1.
Пропорция катализатора с угольным слоем, подверженного сжиганию кокса, составляет 0,5-100% от общего веса катализатора с угольным слоем. Когда часть катализатора с угольным слоем вводится в регенератор для регенерации сжиганием кокса, оставшийся катализатор с угольным слоем возвращается в реактор, и указанная часть катализатора с угольным слоем, подверженного сжиганию кокса, составляет 0,5-99% от общего веса катализатора с угольным слоем.
Регенерация - одноступенчатая регенерация или двухступенчатая регенерация, и указанный регенерированный катализатор - частично регенерированный катализатор (т.е. полурегенерированный катализатор) и/или полностью регенерированный катализатор.
Указанный катализатор, содержащий Y-цеолит, выбран из группы, состоящей из свежего катализатора, регенерированного катализатора, полурегенерированного катализатора, регенерируемого катализатора и их комбинации.
Реактор с псевдоожиженным слоем выбран из группы, состоящей из реактора с псевдоожиженным слоем, лифт-реактора, реактора с нисходящей линией перекачки, составного лифт-реактора и псевдоожиженного слоя, составного лифт-реактора и нисходящей линии передачи, составного реактора из двух или нескольких лифт-реаторов, составного реактора из двух или нескольких псевдоожиженных слоев и составного реактора из двух или нескольких нисходящих линий передачи. Каждый из вышеупомянутых реакторов может быть разделен на две или нескольких реакционных зон. Предпочтительно, указанный лифт-реактор представляет собой один или несколько лифт-реакторов с равным диаметром, лифт-реакторов с равной скоростью и лифт-реакторов с переменным диаметром. Предпочтительно, указанный псевдоожиженный слой, один или несколько, выбран из неподвижного псевдоожиженного слоя, состоящего из твердых псевдоожиженных частиц, кипящего слоя, турбулентного слоя, быстрого слоя, передающего слоя и псевдоожиженного слоя плотной фазы. Предпочтительный реактор - реактор с псевдоожиженным слоем, более предпочтительно с псевдоожиженным слоем плотной фазы.
Регенерированный катализатор может не охлаждаться или может быть охлажден до 100-650°С и затем подан обратно в реактор. Охлаждение может быть проведено прямым или косвенным способом через теплообменник. Прямой теплообмен состоит в непосредственном контакте регенерированного катализатора с воздухом или паром, имеющим более низкую температуру для осуществления процесса теплообмена. Этот воздух представляет собой часть воздуха или весь воздух, подаваемый в регенератор после сжатия воздушным компрессором. Иными словами, тепловая энергия высокой температуры от части регенерированного катализатора используется для подогрева воздуха, входящего в регенератор. Прямой теплообменник встроен в псевдоожиженный слой или в лифт-реактор. Охлажденный катализатор после отделения в циклонном сепараторе отпаривается горячим паром, чтобы удалить загрязняющий газ, например N2, O2 и CO2, и затем подается в спиртовой реактор каталитической конверсии. Косвенный теплообмен заключается в использовании теплообменника, через корпус которого проходит горячий катализатор, и трубы, через которую проходит насыщенная вода или другая теплообменная среда.
Согласно одному предпочтительному примеру воплощения исходное метаноловое сырье получает тепло от реакционного потока и катализатора в реакторе и/или катализатора в регенераторе перед его подачей в реактор с псевдоожиженным катализатором, где он входит в контакт с катализатором.
Согласно одному предпочтительному примеру воплощения сепаратор включает абсорбционную колонну, колонну ректификации ДМЭ и колонну регенерации метанола, в котором 99,9-90% по объему жидкости со дна колонны ректификации ДМЭ подается в колонну регенерации метанола, и 0,1-10% по объему жидкости со дна колонны ректификации ДМЭ подается в абсорбционную колонну как абсорбирующая жидкость.
Согласно одному предпочтительному примеру воплощения сепаратор дополнительно включает сепаратор газ-жидкость, в котором дегидрированный продукт реакции и/или жидкость со дна абсорбционной колонны подается в сепаратор газ-жидкость; после отделения газа от жидкости получается часть жидкой фазы и часть газовой фазы, в которой часть жидкой фазы подается в колонну ректификации ДМЭ, а часть газовой фазы подается в абсорбционную колонну.
Согласно одному предпочтительному примеру воплощения колонна ректификации ДМЭ - насадочная колонна или тарельчатая колонна. Она работает под давлением 0,1-1,5 МПа, предпочтительно 0,5-1,2 МПа. Эта колонна работает при температуре верхней части колонны 20-90°С и температуре нижней части колонны 100-220°С. Теоретическое число тарелок 10-35. Впускное отверстие расположено между 4-й тарелкой и 16-й тарелкой, считая от верха колонны. Выпускное отверстие ДМЭ расположено между 1-й тарелкой и 5-й тарелкой, считая от верхней части колонны.
Согласно одному предпочтительному примеру воплощения колонна регенерации метанола - насадочная или тарельчатая колонна. Она работает под давлением 0,01-0,6 МПа, предпочтительно 0,1-0,5 МПа при температуре верхней части колонны 65-170°С и нижней части колонны 100-220°С. Теоретическое число тарелок 10-35. Впускное отверстие расположено между 4-й тарелкой и 5-й тарелкой, считая от верхней части колонны. Выпускное отверстие для паров метанола в положении между 1-й тарелкой и 5-й тарелкой, считая от верхней части колонны.
Согласно одному предпочтительному примеру воплощения абсорбирующая/регенерационная колонна - насадочная колонна или тарельчатая колонна. Она работает под давлением 0,1-1,5 МПа, предпочтительно 0,5-1,2 МПа при температуре 30-70°С. Теоретическое число тарелок 1-15. Впускное отверстие находится в середине нижней части колонны,
Описание чертежей
Фигура 1 - упрощенная схема технологического процесса производства ДМЭ из метанола согласно настоящему изобретению.
Фигура 2 - подробная схема технологического процесса согласно одному примеру воплощения настоящего изобретения.
Фигура 3 - подробная схема технологического процесса согласно одному примеру воплощения настоящего изобретения.
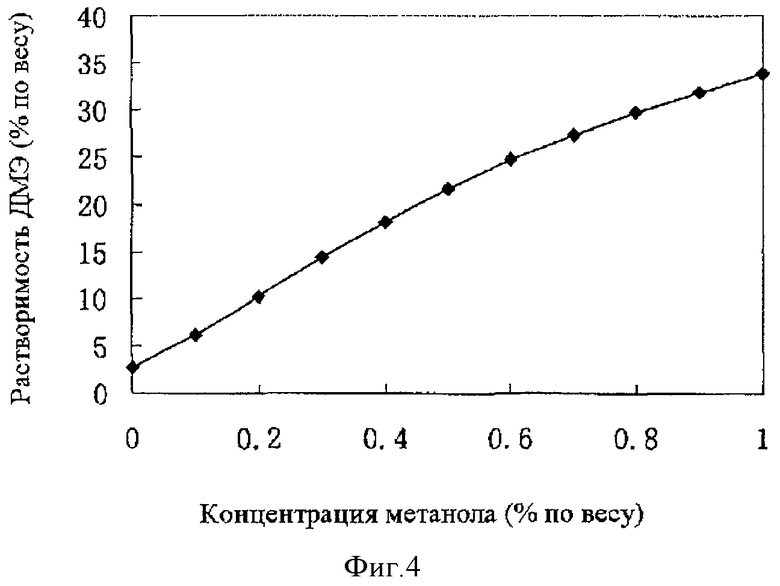
Фигура 4 - диаграмма, показывающая растворимость ДМЭ в водном растворе метанола при температуре 25°С и нормальном давлении.
ПРЕДПОЧТИТЕЛЬНЫЕ ПРИМЕРЫ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Ниже приводится подробное описание предпочтительных примеров воплощения изобретения со ссылками на сопроводительные чертежи. Приведенные примеры являются чисто иллюстративными и не должны рассматриваться как ограничения объема изобретения, который определен исключительно прилагаемой формулой изобретения. Различные изменения и модификации в раскрытых примерах воплощения будут очевидны для специалистов в данной области и могут быть сделаны, не выходя из духа и объема изобретения.
Упрощенная схема технологического процесса по настоящему изобретению показана на фигуре 1, на которой регенератор обозначен цифрой 101 и реактор дегидратации метанола обозначен цифрой 102.
Горячий катализатор от регенератора 101 подается через линию 111 в реактор 102. Прежде чем войти в реактор 102, горячий катализатор охлаждается в теплообменнике 104. Исходное метаноловое сырье после нагрева в теплообменнике 105 подается по линии 121 в реактор 102 и вступает в контакт с горячим катализатором в линии 111 для проведения реакции дегидратации метанола. После завершения реакции сформированный продукт реакции, состоящий, главным образом, из ДМЭ, отделяется от катализатора, выходит из реактора 102 по линии 122 и подается в сепаратор 103. В сепараторе продукт реакции дополнительно разделяется на газообразный продукт, состоящий, в основном, из ДМЭ, и жидкий продукт, состоящий, в основном, из метанола. Газообразный продукт выходит из сепаратора по линии 131 и подается в резервуар-хранилище (не показано). Отделенный жидкий метанол передается по линии 132 обратно в систему исходного сырья (не показана) для повторного использования. Часть отделенного катализатора передается по линии 124 в реактор дегидратации метанола 102 для использования, и другая часть передается назад по линии 123 в регенератор для повторного использования после регенерации.
Процесс по настоящему изобретению будет дополнительно описан со ссылками на чертежи 2 и 3, но этот процесс не ограничивается указанными чертежами.
Как показано на фигуре 2, исходное метаноловое сырье, имеющее концентрацию метанола 70-99,99% по весу, подается в подогреватель метанола 11 для теплообмена со сформированной реакционной смесью и затем подается в испаритель метанола 6 для испарения. Испаритель метанола имеет конструкцию горизонтального или вертикального типа и работает под давлением 0,1-1,5 МПа при температуре 65-160°С. Влажные пары метанола скапливаются в верхней части испарителя метанола, жидкий метанол находится в нижней части испарителя метанола. Газообразный метанол, поступающий из верхней части испарителя 6, проходит через теплообменник 5, нагревается до температуры 130-240°С, предпочтительно 180-220°С, и вводится в реактор с псевдоожиженным слоем 2 в нижней части реактора для проведения каталитической реакции дегидратации. Катализатор в реакторе 2 после деактивации подается в регенератор 1, чтобы регенерировать под давлением 0,1-1,5 МПа при объемной скорости 0,1-10 час-1 и при температуре регенерации 450-750°С, предпочтительно 550-700°С. В зависимости от скорости деактивации катализатора в реакторе часть катализатора или весь катализатор могут быть регенерированы непрерывным или пошаговым способом. Продукт реакции собирается в верхней части реактора 2, проходит через теплообменник 5, подогреватель метанола 11 и подогреватель сырого ДМЭ 12 и вводится в сепаратор газ-жидкость 7. После отделения газа от жидкости жидкая фракция вводится в среднюю часть колонны ректификации ДМЭ 9, а газовая фракция вводится в абсорбционную колонну 8. Метанол, ДМЭ и захваченный в процессе реакции неконденсируемый газ поглощаются абсорбирующей жидкостью 17 в абсорбционной колонне и возвращаются в сепаратор газ-жидкость 7. Более легкие продукты 16, такие как H2 и СН4, выводятся из верхней части абсорбционной колонны 8. Жидкий продукт реакции ДМЭ, поступающий в ректификационную колонну 9, отделяется путем ректификации, чтобы собрать качественный продукт ДМЭ 18 в верхней части ректификационной колонны, а неконденсируемый газ, собранный в верхней части ректификационной колонны, подается в абсорбционную колонну 8. Жидкость на дне колонны 9, в основном, состоит из непрореагировавшего метанола и воды, полученной в результате реакции (включая воду, содержавшуюся в исходном сырье). Большая часть донной жидкости, например, 99,9-90%, предпочтительно 99%-92%, более предпочтительно 99%-95% подается в колонну регенерации метанола 10, чтобы регенерировать метанол. Небольшая часть, например, 0,1%-10%, предпочтительно 0,1%-8%, более предпочтительно 0,1%-5% жидкости со дна колонны возвращается в абсорбционную колонну 8 как абсорбирующая жидкость 17. Поток метанола 19 собирается в верхней части колонны регенерации метанола 10 и возвращается в систему подачи исходного сырья (не показана). Отработанная вода 20 со дна колонны подается в систему обработки сточных вод (не показана).
Когда производство ДМЭ расширяется, чтобы снизить расходы на оборудование и уменьшить нагрузку на колонну ректификации ДМЭ, может использоваться схема процесса по настоящему изобретению, показанная на фигуре 3: продукт реакции собирается в верхней части реактора 2, проходит через теплообменник 5 и подогреватель метанола 11, вводится в среднюю часть колонны ректификации ДМЭ 9 во влажной газожидкостной двухфазной форме и отделяется путем ректификации, чтобы собрать качественный продукт ДМЭ 18 в верхней части ректификационной колонны. Неконденсируемый газ, собранный в верхней части ректификационной колонны, подается в абсорбционную колонну 8. Метанол, ДМЭ и т.д., захваченные в верхнем неконденсируемом газе, поглощаются абсорбирующей жидкостью 17 в абсорбционной колонне 8 и возвращаются в середину колонны ректификации ДМЭ 9. Более легкие компоненты 16, такие как Н2 и СН4, выводятся из верхней части абсорбционной колонны 8.
Реакция дегидратации метанола - сильная экзотермическая реакция. Повышение температуры неблагоприятно для равновесного преобразования реакции дегидратации. Для цеолитовых катализаторов реакция должна быть проведена при температуре 240-350°С, чтобы иметь относительную высокую скорость и устойчивость реакции. Если температура будет слишком высока, то будет произведено больше побочных продуктов. Это уменьшает селективность реакции. Поэтому, как только будет достигнута подходящая температура реакции, необходимо извлечь излишнее тепло реакции, регулируя температуру слоя катализатора и поддерживать равномерную температуру по всему слою катализатора, чтобы гарантировать высокое преобразование и высокую селективность реакции. Движение жидкости и частиц катализатора в реакторе с псевдоожиженным слоем согласно настоящему изобретению хорошо передает тепло слою катализатора. Температура в слое равномерна и легко управляема. Поэтому указанный реактор с псевдоожиженным слоем является особенно подходящим для сильной экзотермической реакции, такой как каталитическая реакция дегидратации метанола. Реактор с псевдоожиженным слоем может быть снабжен внутренним теплообменником типа змеевика или типа U-образной трубы или внешним коллектором тепла. Теплосодержащая среда может быть насыщенной метанолом жидкостью, поступающей из испарителя метанола 6 и/или из ненасыщенного холодного влажного метанола, нагнетаемого насосом. Насыщенная метанолом жидкость и/или ненасыщенная содержащая метанол холодная жидкость после выпаривания во внутреннем коллекторе тепла или внешнем коллекторе тепла и снижения температуры возвращаются в испаритель метанола. Наряду с реакцией постепенно повышается температура в слое катализатора, и полученное высокое теплосодержание удаляется жидким метанолом во внутреннем теплообменнике или во внешнем коллекторе тепла с тем, чтобы эффективно снизить температуру реакции и стабилизировать ее в оптимальном диапазоне температур реакции, эффективно предотвращая побочные реакции. Тепло реакции непосредственно используется для испарения метанола в коллекторе тепла. После отделения метаноловую газожидкостной смеси пары метанола возвращаются в испаритель метанола 6, и насыщенная жидкость может циклически собирать тепло. Это является остроумной методикой удаления тепла из метаноловой жидкости согласно настоящему изобретению. Указанный способ уменьшает потребление энергии испарителем метанола и полностью использует тепло реакции с целью регулирования температуры. Кроме того, насыщенная метанолом жидкость, прибывающая из испарителя метанола и/или из теплообменника или ненасыщенная холодная, содержащая метанол жидкость, поступающая из метанолового насоса, также может быть использована как теплосодержащая среда. Использование тепла от горения кокса катализатора в регенераторе может дополнительно снизить тепловую нагрузку на испаритель метанола. Однако, поскольку здесь есть риск безопасности использования метанола как теплосодержащей среды в регенераторе, эта стадия нуждается в дополнительном изучении на практике.
Как упомянуто выше, используя испаритель метанола по настоящему изобретению, который служит для выпаривания исходного метанолового сырья и может отбирать тепло непосредственно от реактора и/или регенератора, не только обходится без сборника насыщенного пара, требуемого для отбора тепла от реактора и/или регенератора с насыщенной водой, но также может значительно уменьшить потребление энергии для выпаривания метанола, удаляя тепло реакции или теплоту от сжигания кокса с испарением метанола.
Колонна ректификации ДМЭ - насадочная колонна или тарельчатая колонна. Она работает под давлением 0,1-1,5 МПа, предпочтительно 0,5-1,2 МПа. Она работает при температуре верхней части колонны 20-90°С и при температуре нижней части колонны 100-220°С. Теоретическое число тарелок колонны 10-35. Впускное отверстие расположено между 4-й тарелкой и 16-й тарелкой, считая от верхней части колонны. Выпускное отверстие ДМЭ расположено между 1-й тарелкой и 5-й тарелкой, считая от верхней части колонны. Полученный ДМЭ может иметь чистоту 90-99,99%. Ректификационная колонна ДМЭ может иметь конденсатор в верхней части колонны. После конденсации одна часть используется для орошения колонны, а другая часть выходит из колонны как продукт. Кратность орошения верха колонны по массе составляла (0,1-5):1. Небольшое количество ДМЭ и других компонентов углеводорода передается из верхней части колонны в абсорбционную колонну.
Колонна регенерации метанола - насадочная колонна или тарельчатая колонна. Она работает под давлением 0,01-0,6 МПа, предпочтительно 0,1-0,5 МПа. Она работает при температуре верхней части колонны 65-170°С и температуре нижней части колонны 100-220°С. Концентрация метанола у основания колонны ниже 100 частей на миллион (ppm). Теоретическое число тарелок колонны регенерации метанола 10-35. Впускное отверстие расположено между 4-й тарелкой и 16-й тарелкой, считая от верхней части колонны. Выпускное отверстие для паров метанола расположено между 1-й тарелкой и 5-й тарелкой, считая от верхней части колонны. Колонна регенерации метанола может иметь конденсатор в верхней части колонны. После конденсации одна часть используется для орошения колонны, а другая часть выходит из колонна как продукт. Кратность орошения верха колонны по массе составляла (0,1-5):1.
Абсорбционная колонна - насадочная колонна или тарельчатая колонна. Она работает под давлением 0,1-1,5 МПа, предпочтительно 0,5-1,2 МПа. Она работает при температуре 30-70°С. Теоретическое число тарелок колонны 1-15. Впускное отверстие находится в середине нижней части колонны. Абсорбирующая жидкость - охлаждающая жидкость на дне колонны ректификации ДМЭ и/или сточные воды со дна колонны регенерации. См. описание Cheng Weiguo и Hu Juan, в Application and development of ДМЭ, URBAN GAS, 2006, 375 (5): 3-14, жидкость, в которой ДМЭ имеет самую высокую растворимость, является водой, как показано в таблице 1.
Жидкость на дне колонны ректификации ДМЭ - смесь метанола и воды - также имеет высокую растворимость для метанола и газов ДМЭ относительно исходного метанолового сырья высокой чистоты. Растворимость ДМЭ в водном метаноловом растворе при 25°С нормальном давлении вычислена из различных концентраций метанола и изображена на фигуре 4. Следует отметить, что, используя исходное метаноловое сырье как абсорбирующую жидкость, используя охлажденную жидкость со дна колонны ректификации ДМЭ или отработанную воду со дна колонны регенерации метанола как абсорбирующую жидкость для промывки спиртовой колонны/абсорбирующей колонны, с одной стороны, может резко уменьшить количество подаваемой абсорбирующей жидкости и, с другой стороны, может решить проблему захвата продукта ДМЭ и другого загрязнения в исходном сырье, вызванного при использовании исходного метанолового сырья как абсорбирующей жидкости.
Способ для производства ДМЭ из метанола по настоящему изобретению позволяет эффективно регулировать температуру реакции в слое, чтобы гарантировать непрерывное преобразование метанола в ДМЭ. В одном примере воплощения настоящего изобретения преобразование метанола составляет 80% или больше и селективность ДМЭ составляет 98% или больше. В другом примере воплощения настоящего изобретения преобразование метанола составляет 85% или больше и селективность ДМЭ составляет 99% или больше.
Примеры
Примеры 1-4 выполнялись в экспериментальной установке с неподвижным псевдоожиженным слоем, примеры 5-6 выполнялись в промышленной экспериментальной установке и примеры 7-8 были основаны на результатах вычисления с общей химической технологии ASPEN PLUS 12.1. Все метаноловые реакторы были реакторами с псевдоожиженным слоем. Свойства исходного метанолового сырья, используемого в примерах (производства завода Beijing Cheminal Works), представлены в таблице 2.
Пример 1
Катализатор, используемый в этом примере, имеет обозначение MTD-1 (содержащий 30% по весу цеолита USY, 5% по весу цеолита ZSM-5 и опорный баланс, все основано на общем весе катализатора).
Газообразное исходное метаноловое сырье подавалось в реактор с псевдоожиженным слоем до контакта с катализатором MTD-1 и реагировало при температуре 280°С под давлением 0,1 МПа (манометрическое) при весовом отношении катализатора к исходному метаноловому сырью (отношение катализатор/спирт) 2,5 со среднечасовой скоростью подачи сырья (WHSV) 3,0 час-1. Реакционный поток разделялся на катализатор с угольным слоем и поток продукта. Из потока продукта отделялся целевой продукт ДМЭ. Распределение продукта показано на фигуре 3. Непрореагировавший метанол подавался обратно в реактор с псевдоожиженным слоем. Катализатор с угольным слоем был разделен на две части, 50% по весу которого подавалось в регенератор для регенерации сжиганием кокса, и остальные 50% по весу подавались обратно в реактор с псевдоожиженным слоем путем внутренней циркуляции.
50% по весу катализатора с угольным слоем подвергалось регенерации. Затем регенерированный катализатор был охлажден до 180°С и передан обратно в псевдоожженный слой для повторного использования.
Пример 2
Катализатор, используемый в этом примере, имеет обозначение MTD-2 (содержащий 35% по весу цеолита USY и опорный баланс, все основано на общем весе катализатора).
Жидкое исходное метаноловое сырье подавалось в реактор с псевдоожиженным слоем, чтобы войти в контакт с катализатором MTD-2 и реагировать при температуре 380°С под давлением 0,1 МПа (манометрическое) при весовом отношении катализатора к исходному метаноловому сырью (отношение катализатор/спирт) 40 со среднечасовой скоростью подачи сырья (WHSV) 50 час-1. Реакционный поток был разделен, чтобы получить катализатор с угольным слоем и поток продукта. Поток продукта был дополнительно разделен, чтобы получить целевой продукт ДМЭ. Распределение продукта показано на фигуре 3. Излишний метанол подавался обратно в реактор с псевдоожиженным слоем. Весь катализатор с угольным слоем подавали в регенератор для регенерации сжиганием кокса.
Весь катализатор с угольным слоем был регенерирован. Затем регенерированный катализатор был охлажден до 410°С и передан обратно в псевдоожиженный слой для повторного использования.
Пример 3
Катализатор, используемый в этом примере, имеет обозначение MTD-3 (содержащий 30% по весу цеолита USY, 5% по весу бета-цеолита и опорный баланс, все основано на общем весе катализатора).
Жидкое исходное метаноловое сырье подавалось в реактор с псевдоожиженным слоем, чтобы войти в контакт с катализатором MTD-3 и реагировать при температуре 150°С под давлением 0,1 МПа (манометрическое) при весовом отношении катализатора к исходному метаноловому сырью (отношение катализатор/спирт) со среднечасовой скоростью подачи сырья (WHSV) 0,1 час-1. Реакционный поток был разделен, чтобы получить катализатор с угольным слоем и поток продукта. Поток продукта был дополнительно разделен, чтобы получить целевой продукт ДМЭ. Распределение продукта показано на фигуре 3. Излишний метанол подавался обратно в реактор с псевдоожиженным слоем. Катализатор с угольным слоем был разделен на две части, 25% по весу которых подавали в регенератор для регенерации сжиганием кокса и остальные 75% по весу подавали обратно в реактор с псевдоожиженным слоем путем внутренней циркуляции.
25% по весу катализатора с угольным слоем было регенерировано. Затем регенерированный катализатор был охлажден до 280°С и передан обратно в псевдоожженный слой для повторного использования.
Пример 4
Катализатор, используемый в этом примере, имеет обозначение MTD-4 (содержащий 30% по весу цеолита USY, 5% по весу цеолита SAPO и опорный баланс, все основано на общем весе катализатора).
Жидкое исходное метаноловое сырье подавалось в реактор с псевдоожиженным слоем, чтобы войти в контакт с катализатором MTD-4 и реагировать при температуре 250°С под давлением 0,1 МПа (манометрическое) при весовом отношении катализатора к исходному метаноловому сырью (отношение катализатор/спирт) 20 со среднечасовой скоростью подачи сырья (WHSV) 10 час-1. Реакционный поток был разделен, чтобы получить катализатор с угольным слоем и поток продукта. Поток продукта был дополнительно разделен, чтобы получить целевой продукт ДМЭ. Распределение продукта показано на фигуре 3. Излишний метанол подавался обратно в реактор с псевдоожиженным слоем. Катализатор с угольным слоем был разделен на две части, 50% по весу которого подавалось в регенератор для регенерации сжиганием кокса, и остальные 50% по весу подавались обратно в реактор с псевдоожиженным слоем путем внутренней циркуляции.
50% по весу катализатора с угольным слоем было регенерировано. Затем регенерированный катализатор был охлажден до 340°С и передан обратно в псевдоожиженный слой для повторного использования.
Пример 5
На фигуре 2 показана схема технологического процесса производства ДМЭ.
Объем производства ДМЭ составлял 50000 тонн/год. Давление в реакторе с псевдоожиженным слоем составляло 1,0 МПа (манометрическое). Исходное метаноловое сырье представляло собой промышленный метанол с чистотой 99%.
Исходное метаноловое сырье в 13 подавалось со скоростью подачи 10663 кг/час в испаритель метанола 6, где свежий метанол составлял 8783 кг/час и оборотный метанол составлял 1880 кг/час. Испаритель метанола 6 работал при температуре 154°С под давлением 1,5 МПа (манометрическое) с источником тепла мощностью 2000 КВт, давлением пара 1,15 МПа (манометрическое). Влажные пары метанола были собраны в верхней части испарителя, вводились в теплообменник 5 для нагрева до 209°С, и затем подавались в реактор с псевдоожиженным слоем.
Насыщенная метанолом жидкость со дна испарителя метанола 6 подавалась во внутренний трубчатый теплообменник или во внешний теплообменник с расходом 30000 кг/час, чтобы получить пары метанола под давлением 1,5 МПа с выходом 3020 кг/час со скрытой теплотой испарения метанола. Пары метанола и насыщенная метанолом жидкость возвращали в испаритель метанола, и удаляли теплоту реакции дегидратации метанола мощностью приблизительно 800 КВт от реактора. Температура реакции могла управляться в диапазоне 260-280°С.
Продукты реакции дегидратации метанола выходили из выпускного отверстия 2 реактора с псевдоожиженным слоем: 6308 кг/час паров ДМЭ, 1880 кг/час паров метанола, 2469 кг/час водяного пара и 6 кг/час неконденсируемого газа. Продукт реакции, имеющий температуру 280°С, поступал в теплообменник 5 для теплообмена с парами метанола, чтобы достичь температуры 230°С, затем поступал в подогреватель метанола 11 и сырого ДМЭ 12 для дополнительной конденсации при температуре приблизительно 40°С и затем поступал в сепаратор газ-жидкость 7 для отделения газа от жидкости под рабочим давлением 1,0 МПа (манометрическое), чтобы получить жидкую фазу и газовую фазу. Жидкая фаза представляла собой жидкий ДМЭ с чистотой около 55%. Газовая фаза включала неконденсируемый газ типа H2, CO, CH4 и СО2, насыщенный ДМЭ и пары метанола. 24 кг/час материала газовой фазы подавались в абсорбционную колонну 8, и ДМЭ в газовой фазе поглощался смесью воды и метанола со дна колонны ректификации ДМЭ с расходом 200 кг/час. Поглощенную жидкость подавали обратно к сепаратор газ-жидкость 7. Примерно 4 кг/час отходящих газов после сброса давления сжигалось в башне факела.
Сырье жидкой фазы ДМЭ из сепаратора газ-жидкость 7 подавалось насосом в колонну ректификации ДМЭ 9 для ректификации. Отношение количества верхнего орошения к количеству произведенного продукта в точке 18 составляло 1.1, и продукт ДМЭ, полученный в точке 18, был получен с выходом 6310 кг/час с содержанием ДМЭ≥99,9%. Неконденсируемый газ, ДМЭ и пары метанола из верхней части колонны ДМЭ возвращались с расходом 32 кг/час в абсорбционную колонну 8 для выполнения абсорбции. Ребойлер в основании колонны ректификации ДМЭ 9 потреблял 1500 КВт энергии для выработки водяного пара с давлением 1,1 МПа (манометрическое).
Жидкость на дне колонны ректификации ДМЭ 9 была водным раствором метанола с содержанием метанола приблизительно 40%, 200 кг/час которого использовалось как абсорбирующая жидкость в абсорбционной колонне 8, и остальные 4349 кг/час подавались в колонну регенерации метанола 10. 1880 кг/час метанолового материала 19 (содержащего 2 кг/час воды) извлекалось из верхней части колонны для повторного использования. 2467 кг/час технологической воды, выходящей из колонны регенерации метанола, после охлаждения в водяном охладителе подавалось в систему обработки сточных вод.
Колонна ректификации ДМЭ была тарельчатой колонной. Она работала под давлением 1,1 МПа при температуре верхней части колонны 50°С и температуре нижней части колонны 158°С. Теоретическое число тарелок в колонне 25. Впускное отверстие было расположено у 14-й тарелки, считая от верхней части колонны. Выпускное отверстие ДМЭ было расположено у 1-й тарелки, считая от верхней части колонны. Колонна ректификации ДМЭ имела конденсатор в верхней части колонны. Кратность орошения верха колонны по массе составляла 1,1:1.
Колонна регенерации метанола была тарельчатой колонной. Она работала под давлением 0,2 МПа при температуре верхней части колонны 75°С и температуре нижней части колонны 114°С. Теоретическое число тарелок в колонне регенерации метанола 25. Впускное отверстие было расположено у 14-й тарелки, считая от верхней части колонны. Выпускное отверстие для паров метанола было расположено у 1-й тарелки, считая от верхней части колонны. Колонна регенерации метанола имела конденсатор в верхней части колонны. Кратность орошения верха колонны по массе составляла 2:1.
Абсорбционная колонна была насадочной колонной. Она работала под давлением 1,0 МПа при температуре 40°С. Теоретическое число тарелок в колонне 6. Впускное отверстие было расположено в середине нижней части колонны.
Пример 6
На фигуре 2В представлена схема технологического процесса производства ДМЭ. Объем производства ДМЭ составлял 100000 тонн/год. Давление в реакторе с псевдоожиженным слоем составляло 0,8 МПа (манометрическое). Исходное метаноловое сырье представляло собой промышленный метанол с чистотой 90%.
Расход сходного метанолового сырья составлял 23260 кг/час, где расход свежего метанола составлял 17567 кг/час, расход воды составлял 1933 кг/час и расход оборотного метанола составлял 3760 кг/час. Испаритель метанола 6 имел тепловую нагрузку 5705 КВт и работал при температуре 158°С под давлением 1,5 МПа (манометрическое). Пары метанола подавали в теплообменник 5 для нагрева до 200°С и затем в реактор с псевдоожиженным слоем.
Насыщенная метанолом жидкость со дна испарителя метанола 6 подавалась во внутренний трубчатый теплообменник или во внешний теплообменник с выходом 50000 кг/час, чтобы получить пары метанола под давлением 1,5 МПа с выходом 4500 кг/час со скрытой теплотой испарения метанола. Пары метанола и насыщенная метанолом жидкость возвращались в испаритель метанола, и удаляли из реактора теплоту реакции дегидратации метанола мощностью приблизительно 1200 КВт. Температура реакции могла регулироваться в диапазоне 250-280°С.
Продукт реакции дегидратации метанола выходил из выпускного отверстия реактора 2 с псевдоожиженным слоем: 12618 кг/час паров ДМЭ, 3760 кг/час паров метанола, 6871 кг/час водяного пара и 11 кг/час неконденсируемого газа. Продукт реакции, имеющий температуру 280°С, поступающий в теплообменник 5, вступает в теплообмен с парами метанола, чтобы достичь температуры 240°С, затем входит в подогреватель метанола 11 и подогреватель сырого ДМЭ 12 для дополнительной конденсации до температуры приблизительно 40°С и затем входит в сепаратор газ-жидкость 7 для отделения газа от жидкости при рабочем давлении 1,0 МПа (манометрическое), чтобы получить жидкую фазу и газовую фазу. Газовая фаза содержала неконденсируемый газ типа Н2, СО, CH4 и CO2, насыщенный ДМЭ и пары метанола. 24 кг/час материала газовой фазы вводилось в абсорбционную колонну 8, и ДМЭ в газовой фазе поглощался в 200 кг/час смеси метанола с воды со дна колонны ректификации ДМЭ. Абсорбированная жидкость подавалась обратно в сепаратор газ-жидкость 7. Примерно 4 кг/час отходящих газов после абсорбции сжигалось в башне факела.
Жидкая фаза сырого ДМЭ из сепаратора 7 перекачивалась в колонну ректификации ДМЭ 9 для ректификации. Отношение количества верхнего орошения к произведенному количеству в точке 18 было 1:1, и продукт ДМЭ, полученный в точке 18, составлял 12630 кг/час с содержанием ДМЭ≥99,9%. Неконденсируемый газ, ДМЭ и пары метанола из верхней части колонны ДМЭ возвращались в количестве 85 кг/час в абсорбционную колонну 8 для проведения абсорбции. В подогревателе у основания колонны ректификации ДМЭ 9 использовался водяной пар под давлением 1,1 МПа, поступающий из бойлера мощностью 1500 КВт.
Жидкость на дне колонны ректификации ДМЭ 9 представляла собой водный раствор метанола с содержанием метанола приблизительно 40%, 200 кг/час которого использовалось как абсорбирующая жидкость в абсорбционной колонне 8, и остальные 10624 кг/час подавались в колонну регенерации метанола 10. 3765 кг/час метанолового материала 19 (содержащего 5 кг/час воды) извлекалось из верхней части колонны для повторного использования. 6859 кг/час технологической воды, выходящей из колонны регенерации метанола, после охлаждения в водяном охладителе подавались в систему обработки сточных вод.
Колонна ректификации ДМЭ была тарельчатой колонной. Она работала под давлением 1,1 МПа при температуре верхней части колонны 50°С и температуре нижней части колонны 160°С. Теоретическое число тарелок в колонне 30. Впускное отверстие было в 11-й тарелки, считая от верхней части колонны. Выпускное отверстие ДМЭ было расположено у 1-й тарелки, считая от верхней части колонны. Колонна ректификации ДМЭ имела конденсатор в верхней части колонны. Кратность орошения верха колонны по массе составляла 3:1.
Колонна регенерации метанола была тарельчатой колонной. Она работала под давлением 0,2 МПа при температуре верхней части колонны 75°С и температуре нижней части колонны 114°С. Теоретическое число тарелок в колонне регенерации метанола 30. Впускное отверстие было расположено у 11-й тарелки, считая от верхней части колонны. Выпускное отверстие для паров метанола было расположено у 1-й тарелки, считая от верхней части колонны. Колонна регенерации метанола имела конденсатор в верхней части колонны. Кратность орошения верха колонны по массе составляла 3:1.
Абсорбционная колонна была насадочной колонной. Она работала под давлением 1,0 МПа при температуре 40°С. Теоретическое число тарелок в колонне 6. Впускное отверстие было расположено в середине нижней части колонны.
Пример 7
На фигуре 2 показана схема технологического процесса производства ДМЭ.
Объем производства ДМЭ составлял 1000000 тонн/год. Давление в реакторе с псевдоожиженным слоем составляло 0,8 МПа (манометрическое). Исходное метаноловое сырье представляло собой промышленный метанол с чистотой 90%.
Исходное метаноловое сырье 13 отверстие находилось у 232600 кг/час, где свежий метанол составлял 175670 кг/час, вода составляла 19330 кг/час и оборотный метанол составлял 37600 кг/час. Испаритель метанола 6 имел тепловую нагрузку 47740 КВт и работал при температуре 158°С под давлением 1,5 МПа (манометрическое). Влажные пары метанола подавались в теплообменник 5 для нагрева до 200°С и затем в реактор с псевдоожиженным слоем.
Насыщенная метанолом жидкость со дна испарителя метанола 6 подавалась во внутренний трубчатый теплообменник или во внешний теплообменник с выходом 500000 кг/час, чтобы получить пары метанола под давлением 1,5 МПа с выходом 45000 кг/час со скрытой теплотой испарения метанола. Пары метанола и насыщенная метанолом жидкость возвращались в испаритель метанола, и теплота реакции дегидратации метанола мощностью приблизительно 15000 КВт удалялась из реактора. Температура реакции могла регулироваться в диапазоне 250-280°С.
Продукт реакции дегидратации метанола выходил из выпускного отверстия реактора 2 с псевдоожиженным слоем: 126176 кг/час паров ДМЭ, 37600 кг/час паров метанола, 68714 кг/час водяного пара и 110 кг/час неконденсируемого газа. Продукт реакции, имеющий температуру 280°С, вводился в теплообменник 5 и в подогреватель метанола 11 для теплообмена с парами метанола и с исходным метаноловым сырьем, чтобы достичь температуры 240°С и 148°С соответственно, с дополнительной конденсацией до температуры приблизительно 40°С, и затем продукт вводился в сепаратор газ-жидкость 7 для отделения газа от жидкости при рабочем давлении 1,1 МПа (манометрическое), чтобы получить жидкую фазу и газовую фазу. Газовая фаза содержала неконденсируемый газ типа Н2, СО, СН4 и CO2 и насыщенный ДМЭ и пары метанола. 136 кг/час материала газовой фазы вводились в абсорбционную колонну 8, и ДМЭ в газовой фазе поглощался со смесью 1500 кг/час метанола и воды со дна колонны ректификации ДМЭ. Абсорбированная жидкость подавалась обратно в сепаратор газ-жидкость 7. Примерно 59 кг/час отходящего газа после абсорбции и сброса давления сжигалось в факеле.
Жидкая фаза сырого ДМЭ из сепаратора газ-жидкость 7 перекачивалась в колонну ректификации ДМЭ 9 для ректификации. Отношение количества верхнего орошения к количеству произведенного продукта составляло 18 было 2,5, и продукт ДМЭ, полученный в 18, составлял 126255 кг/час с содержанием ДМЭ≥99,9%. Неконденсируемый газ, ДМЭ и пары метанола из верхней части колонны ДМЭ возвращались с расходом 845 кг/час в абсорбционную колонну 8 для проведения абсорбции. Ребойлер в основании колонны ректификации ДМЭ 9 потреблял 35820 КВт энергии для выработки водяного пара с давлением 1,1 МПа (манометрическое).
Жидкость на дне колонны ректификации ДМЭ 9 была водным раствором метанола с содержанием метанола приблизительно 35%, 1500 кг/час которого использовалось как абсорбирующая жидкость в абсорбционной колонне 8, а остальные 106286 кг/час подавались в колонну регенерации метанола 10. 37620 кг/час метанолового материала 19 (с содержанием 20 кг/час воды) извлекалось из верхней части колонны для повторного использования. 68666 кг/час технологической воды, выходящей из колонны регенерации метанола, после охлаждения в водяном охладителе подавались в систему обработки сточных вод.
Колонна ректификации ДМЭ была тарельчатой колонной. Она работала под давлением 1,1 МПа при температуре верхней части колонны 50°С и температуре нижней части колонны 158°С. Теоретическое число тарелок в колонне 35. Впускное отверстие находилось у 10-й тарелки, считая от верхней части колонны. Выпускное отверстие ДМЭ находилось у 1-й тарелки, считая от верхней части колонны. Колонна ректификации ДМЭ имела конденсатор в верхней части колонны. Кратность орошения верха колонны по массе составляла 2,5:1.
Колонна регенерации метанола была тарельчатой колонной. Она работала под давлением 0,2 МПа при температуре верхней части колонны 75°С и температуре нижней части колонны 114°С. Теоретическое число тарелок в колонне регенерации метанола 35. Впускное отверстие находилось у 10-й тарелки, считая от верхней части колонны. Выпускное отверстие для паров метанола находилось у 1-й тарелки, считая от верхней части колонны. Колонна регенерации метанола имела конденсатор в верхней части колонны. Кратность орошения верха колонны по массе составляла 1,8:1.
Абсорбционная колонна была насадочной колонной. Она работала под давлением 1,0 МПа при температуре 40°С. Теоретическое число тарелок в колонне 6. Впускное отверстие было расположено в середине нижней части колонны.
Пример 8
На фигуре 3 представлена схема технологического процесса производства ДМЭ.
Объем производства ДМЭ составлял 1000000 тонн/год. Давление в реакторе с псевдоожиженным слоем составляло 1,2 МПа (манометрическое). Исходное метаноловое сырье представляло собой промышленный метанол с чистотой 90%.
Условия работы были, в основном, теми же самыми, что и в примере 7. Продукт реакции дегидратации метанола выходил из выпускного отверстия реактора 2 с псевдоожиженным слоем: 126176 кг/час паров ДМЭ, 37600 кг/час паров метанола, 68714 кг/час водяного пара и 110 кг/час неконденсируемого газа. Продукт реакции, имеющий температуру 280°С, вводился в теплообменник 5 и подогреватель метанола 11 для теплообмена с парами метанола и с исходным метаноловым сырьем, чтобы достичь температуры 240°С и 148°С соответственно, и затем вводился непосредственно в колонну ректификации ДМЭ 9 в двухфазной форме «газ-жидкость» для ректификации. Отношение количества верхнего орошения к количеству произведенного продукта 18 составляло 3.6, и продукт ДМЭ, полученный в точке 18, составлял 126210 кг/час с содержанием ДМЭ≥99,9%. Неконденсируемый газ, ДМЭ и пары метанола из верхней части колонны ДМЭ возвращались с расходом 1839 кг/час в абсорбционную колонну 8 для проведения абсорбции. ДМЭ в газовой фазе абсорбировался в количестве 2500 кг/час в водным растворе метанола на дне колонны ректификации ДМЭ. Абсорбированную жидкость подавали обратно в колонну ректификации ДМЭ 9. Около 72 кг/час отходящего газа после абсорбции и сброса давления сжигалось в факеле. Ребойлер у основания перегонной колонны ректификации ДМЭ 9 потреблял 18810 КВт энергии для производства водяного пара с давлением 1,1 МПа (манометрическое).
Жидкость на дне колонны ректификации ДМЭ 9 была водным раствором метанола с содержанием метанола приблизительно 35%, 2500 кг/час которого использовалось как абсорбирующая жидкость в абсорбционной колонне 8, а остальные 106303 кг/час подавали в колонну регенерации метанола 10. 37640 кг/час метанолового материала 19 (содержащего 50 кг/час воды) извлекалось из верхней части колонны для повторного использования. 68663 кг/час технологической воды, выходящей из колонны регенерации метанола, после охлаждения в водяном охладителе подавались в систему обработки сточных вод.
Колонна ректификации ДМЭ была тарельчатой колонной. Она работала под давлением 1,1 МПа при температуре верхней части колонны 50°С и температуре нижней части колонны 160°С. Теоретическое число тарелок в колонне 35. Впускное отверстие находилось у 11-й тарелки, считая от верхней части колонны. Выпускное отверстие ДМЭ отверстие находилось у 1-й тарелки, считая от верхней части колонны. Колонна ректификации ДМЭ имела конденсатор в верхней части колонны. Кратность орошения верха колонны по массе составляла 3,6:1.
Колонна регенерации метанола была тарельчатой колонной. Она работала под давлением 0,2 МПа при температуре верхней части колонны 75°С и температуре нижней части колонны 114°С. Теоретическое число тарелок в колонне регенерации метанола 35. Впускное отверстие находилось у 11-й тарелки, считая от верхней части колонны. Выпускное отверстие для паров метанола находилось у 1-й тарелки, считая от верхней части колонны. Колонна регенерации метанола имела конденсатор в верхней части колонны. Кратность орошения верха колонны по массе составляла 1,8:1.
Абсорбционная колонна была насадочной колонной. Она работала под давлением 1,0 МПа при температуре 40°С. Теоретическое число тарелок в колонне 6. Впускное отверстие было расположено в середине нижней части колонны.
Сравнительные Примеры 1-3
Сравнительные Примеры 1-3 выполнялись так же, как примеры 5-7, за исключением того, что внутренний теплообменник или внешний теплообменник реактора отводил тепло испарением насыщенной воды. Результаты сравнительных примеров 1-3 состояли в том, что тепловая нагрузка на испарители метанола составляла 2800 кВт, 6905 кВт и 62740 кВт соответственно. При удалении тепла реакции с теплотой парообразования метанола затрата энергии в испарителе 6 исходного метанолового сырья по способу настоящего изобретения может быть снижена примерно на 20-30%. Кроме того, могут быть сокращены расходы на подогреватель насыщенного пара. Этот эффект оказался значительным.
Сравнительные Примеры 4-6
Сравнительные Примеры 4-6 выполнялись так же, как примеры 5-7, за исключением того, что в абсорбционной колонне 8 исходное метаноловое сырье использовалось как абсорбирующая жидкость. Результаты сравнительных примеров 4-6 состояли в том, что необходимый расход исходного метанолового сырья составлял 850, 920 и 8500 кг/час соответственно, и отходящий неконденсируемый газ все еще содержал приблизительно 10-20% газообразного метанола. Кроме того, использование оборотной воды со дна колонны регенерации как абсорбирующую жидкость позволило уменьшить расход потоки метаноловые исходного сырья до 100, 120, 1120 кг/час. Использование водного раствора метанола из колонны ректификации ДМЭ или оборотной воды со дна колонны регенерации как абсорбирующую жидкость снижает расход абсорбирующей жидкости в 7-8 раз. Капитальные затраты на абсорбирующие устройства колонны снижаются. Отходящий неконденсируемый газ содержит только метанол и газы ДМЭ.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИТИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ДИМЕТИЛОВОГО ЭФИРА ИЗ МЕТАНОЛА | 2008 |
|
RU2459799C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГКИХ ОЛЕФИНОВ | 2015 |
|
RU2698107C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИМЕТИЛОКСАЛАТА | 2015 |
|
RU2692099C2 |
| СПОСОБ РАФИНИРОВАНИЯ СЫРОГО ПРОПИЛЕНОКСИДА И СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНОКСИДА | 2011 |
|
RU2577850C2 |
| СПОСОБ И СИСТЕМА, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ОТДЕЛЕНИЯ ЛЕГКИХ УГЛЕВОДОРОДОВ | 2019 |
|
RU2800870C2 |
| СПОСОБ И СИСТЕМА УСТРОЙСТВ ДЛЯ ПОЛУЧЕНИЯ ДИМЕТИЛОКСАЛАТА КАРБОНИЛИРОВАНИЕМ ПРОМЫШЛЕННОГО СИНТЕЗ-ГАЗА ПРИ СРЕДНЕВЫСОКОМ И ВЫСОКОМ ДАВЛЕНИИ И ПОЛУЧЕНИЯ ЭТИЛЕНГЛИКОЛЯ ГИДРИРОВАНИЕМ ДИМЕТИЛОКСАЛАТА | 2014 |
|
RU2659069C1 |
| СПОСОБ ПРОИЗВОДСТВА ОЛЕФИНОВ И БЕНЗИНА С НИЗКИМ СОДЕРЖАНИЕМ БЕНЗОЛА | 2014 |
|
RU2592286C2 |
| РЕАКТОР С ПСЕВДООЖИЖЕННЫМ СЛОЕМ И СПОСОБ ГИДРИРОВАНИЯ В РЕАКТОРЕ | 2010 |
|
RU2545330C2 |
| СПОСОБ ОЧИСТКИ ПРОПИЛЕНОКСИДА | 2013 |
|
RU2639872C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИМЕТИЛОВОГО ЭФИРА МЕТОДОМ ОДНОСТАДИЙНОГО СИНТЕЗА И ЕГО ВЫДЕЛЕНИЯ | 2013 |
|
RU2528409C1 |
Настоящее изобретение относится к способу производства диметилового эфира (ДМЭ) из метанола, содержащему следующие стадии: исходное метаноловое сырье подают в реактор с псевдоожиженным слоем, которое вступает в контакт с катализатором для проведения реакции дегидратации, чтобы получить дегидратированный реакционный поток; указанный дегидратированный реакционный поток передают в сепаратор отделения газа от твердых частиц, чтобы на выходе получить катализатор с угольным слоем и дегидратированный продукт реакции, часть катализатора или весь указанный катализатор с угольным слоем подают в регенератор, чтобы выжечь кокс для регенерации катализатора непрерывным или пошаговым способом; и регенерированный катализатор передают обратно в реактор, где он вступает в контакт с исходным метаноловым сырьем для осуществления реакции, указанный дегидратированный продукт реакции подают в сепаратор, включающий абсорбционную колонну и колонну ректификации ДМЭ и, необязательно, колонну регенерации метанола; поток продукта, состоящий, в основном, из ДМЭ, скапливают в верхней части колонны ректификации ДМЭ; неконденсируемый газ, захваченный с ДМЭ и/или метанолом, получают в верхней части колонны ректификации ДМЭ; указанный неконденсируемый газ подают в абсорбционную колонну, чтобы абсорбировать захваченный ДМЭ и/или метанол абсорбирующей жидкостью, причем жидкость на дне колонны ректификации ДМЭ состоит, в основном, из непрореагировавшего метанола и воды; жидкость на дне колонны ректификации ДМЭ произвольно разделяют колонной регенерации метанола, чтобы получить метанол в верхней части колонны регенерации метанола и сбросную воду на дне колонны регенерации, а абсорбирующая жидкость, используемая в абсорбционной колонне, является жидкостью на дне колонны ректификации ДМЭ и/или сбросной жидкостью на дне колонны регенерации. Предлагаемый способ позволяет полностью использовать тепло реакции от производства ДМЭ, а также уменьшить содержание метанола в неконденсируемом отходящем газе. 24 з.п. ф-лы, 14 пр., 3 табл., 4 ил.
1. Способ производства диметилового эфира (ДМЭ) из метанола, содержащий следующие стадии:
исходное метаноловое сырье подают в реактор с псевдоожиженным слоем, которое вступает в контакт с катализатором для проведения реакции дегидратации, чтобы получить дегидратированный реакционный поток;
указанный дегидратированный реакционный поток передают в сепаратор отделения газа от твердых частиц, чтобы на выходе получить катализатор с угольным слоем и дегидратированный продукт реакции,
часть катализатора или весь указанный катализатор с угольным слоем подают в регенератор, чтобы выжечь кокс для регенерации катализатора непрерывным или пошаговым способом; и
регенерированный катализатор передают обратно в реактор, где он вступает в контакт с исходным метаноловым сырьем для осуществления реакции,
указанный дегидратированный продукт реакции подают в сепаратор, включающий абсорбционную колонну и колонну ректификации ДМЭ, и, необязательно, колонну регенерации метанола;
поток продукта, состоящий, в основном, из ДМЭ, скапливают в верхней части колонны ректификации ДМЭ;
неконденсируемый газ, захваченный с ДМЭ и/или метанолом, получают в верхней части колонны ректификации ДМЭ;
указанный неконденсируемый газ подают в абсорбционную колонну, чтобы абсорбировать захваченный ДМЭ и/или метанол абсорбирующей жидкостью, причем жидкость на дне колонны ректификации ДМЭ состоит, в основном, из непрореагировавшего метанола и воды;
жидкость на дне колонны ректификации ДМЭ произвольно разделяют колонной регенерации метанола, чтобы получить метанол в верхней части колонны регенерации метанола и сбросную воду на дне колонны регенерации, а
абсорбирующая жидкость, используемая в абсорбционной колонне, является жидкостью на дне колонны ректификации ДМЭ и/или сбросной жидкостью на дне колонны регенерации.
2. Способ по п.1, в котором исходное метаноловое сырье имеет содержание метанола порядка 5-100% по весу.
3. Способ по п.1, в котором катализатор содержит Y-цеолит и необязательно другой цеолит, не содержащий неорганической окиси и глины.
4. Способ по п.1, в котором указанный катализатор содержит неорганическую окись (окиси), глину, Y-цеолит и, необязательно, другой цеолит.
5. Способ по п.3 или 4, в котором указанный другой цеолит выбран из мезопористых цеолитов, бета-цеолитов и SAPO-цеолитов.
6. Способ по п.3 или 4, в котором весовое отношение другого цеолита к Y-цеолиту составляет 0-10.
7. Способ по пп.1, 3 или 4, в котором указанный Y-цеолит выбран из группы, состоящей из Y, HY, REY, REHY, USY, REUSY и их смесей.
8. Способ по п.5, в котором указанный мезопористый цеолит включает ряд ZRP, ряд ZSP, ряд ZSM и их производные или модифицированные цеолиты.
9. Способ по п.3 или 4, в котором указанную неорганическую окись выбирают из группы, состоящей из окиси алюминия, кремнезема, аморфной окиси алюминия двуокиси кремния и их смесей; а глина - каолин и/или галлуазит.
10. Способ по п.1, в котором реакция дегидратации проводится при температуре 100-550°С под давлением 1~1000 кПа с весовым отношением катализатора к исходному метаноловому сырью 0,001-50 при среднечасовой скорости подачи сырья 0,01-100 ч-1.
11. Способ по п.1, в котором пропорция катализатора с угольным слоем, предназначенного для сжигания кокса, составляет 0,5-100% от общего веса катализатора с угольным слоем.
12. Способ по п.1 или 11, в котором, когда часть катализатора с угольным слоем вводят в регенератор для регенерации путем сжигания кокса, оставшийся катализатор с угольным слоем возвращают в реактор, при этом указанная часть катализатора с угольным слоем, предназначенного для сжигания кокса, составляет 0,5-99% от общего веса катализатора с угольным слоем.
13. Способ по п.1, в котором регенерация - одноступенчатая регенерация или двухступенчатая регенерация, и указанный регенерированный катализатор представляет собой частично регенерированный катализатор и/или полностью регенерированный катализатор.
14. Способ по п.1, в котором указанный катализатор содержит Y-цеолит, выбранный из группы, состоящей из свежего катализатора, регенерированного катализатора, полурегенерированного катализатора, регенерируемого катализатора и их комбинации.
15. Способ по п.1, в котором реактор с псевдоожиженным слоем выбирают из группы, состоящей из реактора с псевдоожиженным слоем, лифт-реактора, реактора с нисходящей линией перекачки, составного лифт-реактора с псевдоожиженным слоем, составного лифт-реактора и нисходящей линии передачи, составного реактора из двух или более лифт-реакторов, составного реактора из двух или больше псевдоожиженных слоев и составного реактора из двух или более нисходящих линий передачи, при этом каждый из указанных реакторов может быть разделен на две или несколько реакционных зон.
16. Способ по п.1, в котором регенерированный катализатор охлаждают до 100-650°С прямым или косвенным способом теплообмена и затем передают обратно в реактор.
17. Способ по п.16, в котором прямой теплообмен состоит в прямом контакте регенерированного катализатора с воздухом или паром, имеющим более низкую температуру, и прямой теплообменник встроен в псевдоожиженный слой или в лифт-реактор; в котором косвенный теплообмен состоит в использовании теплообменника, через оболочку которого проходит горячий катализатор и через трубу которого проходит насыщенная вода или другая теплообменная среда.
18. Способ по п.1, в котором исходное метаноловое сырье находится в виде жидкой или газовой фазы.
19. Способ по п.1, в котором исходное метаноловое сырье проходит косвенный теплообмен с реакционным потоком и катализатором в реакторе и/или с катализатором в регенераторе до поступления в реактор с псевдоожиженным катализатором вступает в контакт с катализатором.
20. Способ по п.1, в котором сепаратор включает абсорбционную колонну, колонну ректификации ДМЭ и колонну регенерации метанола, в котором 99,9-90% по объему жидкости со дна колонны ректификации ДМЭ подается в колонну регенерации метанола, и 0,1-10% по объему жидкости со дна колонны ректификации ДМЭ подается в абсорбционную колонну как абсорбирующая жидкость.
21. Способ по п.1, в котором сепаратор дополнительно включает сепаратор газ-жидкость, в котором дегидратированный продукт реакции и/или жидкость со дна абсорбционной колонны подают в сепаратор газ-жидкость; после отделения газа от жидкости получают часть жидкой фазы и часть газовой фазы, в котором часть жидкой фазы подают в колонну ректификации ДМЭ и часть газовой фазы подают в абсорбционную колонну.
22. Способ по п.1, в котором колонна ректификации ДМЭ - насадочная колонна или тарельчатая колонна, колонна регенерации метанола - насадочная колонна или тарельчатая колонна; и абсорбционная колонна - насадочная колонна или тарельчатая колонна.
23. Способ по п.22, в котором колонна ректификации ДМЭ работает под давлением 0,1-1,5 МПа при температуре верхней части колонны 20-90°С и температуре нижней части колонны 100-220°С, в котором теоретическое число тарелок колонны ректификации ДМЭ составляет 10-35, впускное отверстие расположено между 4-й тарелкой и 16-й тарелкой, считая от верхней части колонны, и выпускное отверстие ДМЭ расположено между 1-й тарелкой и 5-й тарелкой, считая от верхней части колонны.
24. Способ по п.22, в котором колонна регенерации метанола работает под давлением 0,01-0,6 МПа при температуре верхней части колонны 65-170°С и температуре нижней части колонны 100-220°С; в котором теоретическое число тарелок колонны регенерации метанола составляет 10-35, впускное отверстие расположено между 4-й тарелкой и 16-й тарелкой, считая от верхней части колонны, и выпускное отверстие для паров метанола расположено между 1-й тарелкой и 5-й тарелкой, считая от верхней части колонны.
25. Способ по п.22, в котором абсорбционная колонна работает под давлением 0,1-1,5 МПа при температуре 30-70°С, в котором теоретическое число тарелки абсорбционной колонны составляет 1-15, и впускное отверстие находится в середине нижней части колонны.
| CN 101125802 A, 20.02.2008 | |||
| СПОСОБ ПРОИЗВОДСТВА ДИМЕТИЛОВОГО ЭФИРА | 2005 |
|
RU2277528C1 |
| Устройство для вентиляции тоннелей | 1983 |
|
SU1153080A1 |
| Способ получения простых эфиров | 1975 |
|
SU841578A3 |

