Изобретение относится к текстильной промышленности, а именно к цельнотканым заготовкам для полимерных композиционных конструкционных материалов, и может быть использовано в качестве силовых элементов конструкций в гражданском и промышленном строительстве, в автомобилестроении, судостроении, авиастроении и т.д.
К полимерным композиционным конструкционным материалам, обладающим уникальными физическими, химическими и механическими свойствами, предъявляются повышенные требования к направленному их изменению в соответствии с назначением создаваемой конструкции. Указанный материал представляет собой слоистую структуру, в которой каждый слой армирован большим числом параллельных непрерывных волокон. Композиционный материал может быть армирован тканью, которую выкраивают по ширине и длине соответственно конечному изделию и, склеивая слои ткани, накладываемые друг на друга, формируют конечное изделие. Эта технология имеет довольно высокую трудоемкость и малую производительность.
Возможности технологии ткачества позволяют разрабатывать и изготавливать цельнотканые заготовки, имеющие объемную трехмерную цельнотканую структуру, что позволяет получить трехмерный композит, имеющий внутри единую, взаимосвязанную, не подверженную расслоению основу. Кроме того, можно изготовить основу, полностью соответствующую форме будущего композитного изделия.
Известна ткань для формирования трехмерных структур, содержащая основные и уточные волокна (см. патент RU 2274686). Недостатком данного технического решения является то, что получаемая ткань является однослойной и плоской, не имеет заданную форму заготовки для армированного композиционного материала, требуется дополнительные операции по приданию изделию требуемой формы и формированию ребер жесткости.
Известна трехмерная тканая панель в виде цельнотканой трехмерной заготовки с элементами жесткости, в которой переплетение слоев основными и уточными нитями позволяет отгибать их относительно друг друга (см. патент RU 2386733). Однако для формирования ребер жесткости заготовки требуется разрез первого слоя до поверхности второго слоя и операция склеивания слоев, что усложняет изготовление изделия, повышает трудоемкость процесса.
Наиболее близким техническим решением является плоская ткань для формирования структуры, имеющей трехмерную конфигурацию (см. патент RU 2225902). Данная ткань состоит из нескольких плоских тканых слоев, содержащих основные и уточные нити, с возможностью отгибания относительно друг друга. При соединении частей используются нити разной длины, что приводит в процессе сгибания частей ткани к вспучиванию длинных нитей и деформации заготовки короткими нитями. Это усложняет процесс изготовления заготовки. Применение локального соединения частей ткани уточными нитями снижает прочность готового изделия. Спектр получаемых трехмерных изделий ограничен двумя видами: П-образной и Т-образной формой.
Задачей технического решения является создание тканой ленты сложной геометрической конфигурации для объемных армированных композиционных изделий широкого спектра форм и физико-механических свойств.
Техническим результатом является создание ленты, являющейся цельнотканой монолитной основой, не подвергающейся расслоению, и имеющей заданную форму.
Поставленная задача достигается тем, что тканая лента сложной геометрической конфигурации для объемных армированных композиционных изделий, включающая плоские тканые слои с возможностью их отгибания относительно друг друга с получением трехмерной конфигурации, и образованных основными и уточными нитями, согласно изобретению лента представляет собой цельнотканую заготовку, образованную пересечением тканых слоев, которые сформированы сложным переплетением путем перехода уточной нити одной длины последовательно из одного тканого слоя в другой за каждый цикл прокладывания уточной нити, образующей сплошные поверхности тканых слоев одинаковой плотности по утку с сохранением сдвига переплетения в местах перехода уточной нити из слоя в слой, при этом порядок прокладывания уточной нити по слоям определяется требуемой формой заготовки.
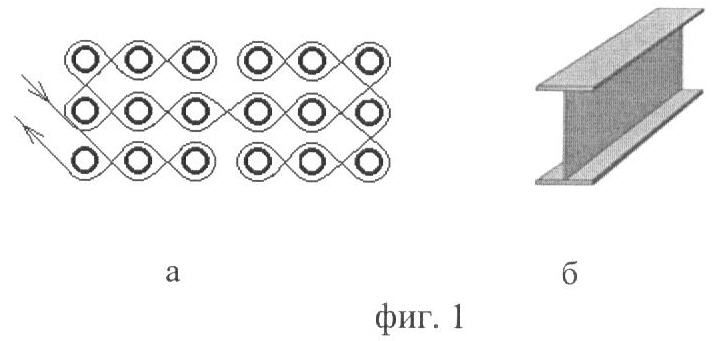
На фиг.1 представлены поперечный разрез ленты сложной геометрической конфигурации для профиля двутаврового сечения (1а) и профиль двутаврового сечения, изготовленный на основе вышеупомянутой ленты (16).
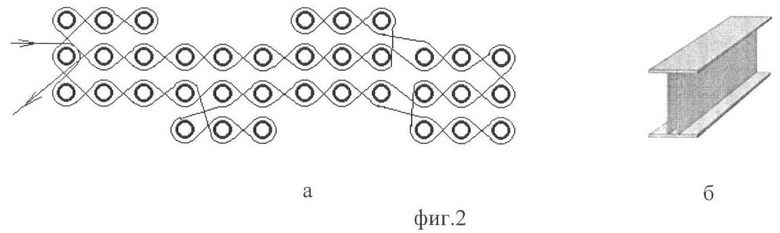
На фиг.2 представлены поперечный разрез ленты для профиля двутаврового сечения с полой стенкой (2а) и профиль двутаврового сечения с полой стенкой, изготовленный на основе вышеупомянутой ленты (2б).
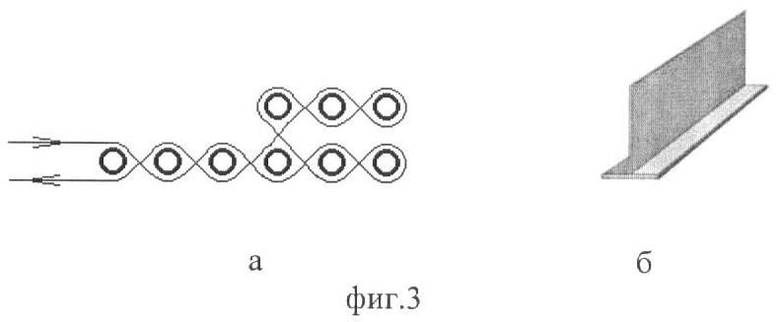
На фиг.3 представлены поперечный разрез ленты для Т-образного профиля (3а) и профиль Т-образного сечения, изготовленный на основе вышеупомянутой ленты (3б).
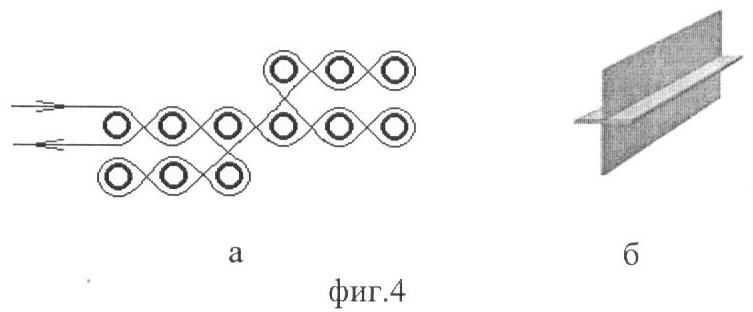
На фиг.4 представлены поперечный разрез ленты для крестообразного профиля (4а) и профиль крестообразного сечения, изготовленный на основе вышеупомянутой ленты (4б).
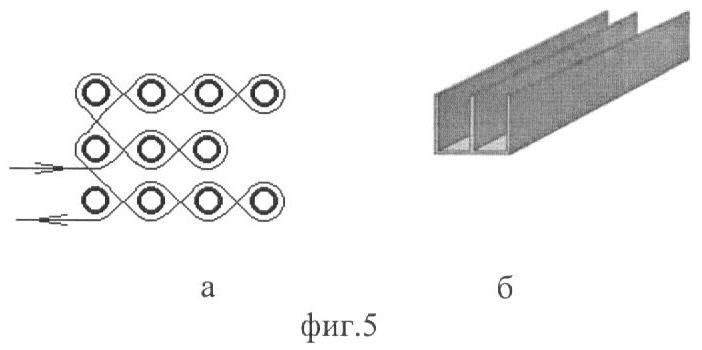
На фиг.5 представлены поперечный разрез ленты для Ш-образного профиля (5а) и профиль Ш-образного сечения, изготовленный на основе вышеупомянутой ленты (5б).
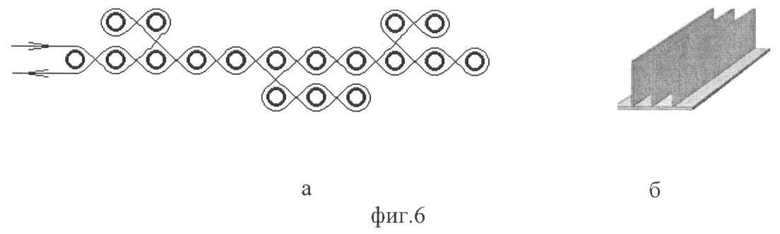
На фиг.6 представлены поперечный разрез ленты для Ш-образного профиля с полочками (6а) и профиль Ш-образный с полочками, изготовленный на основе вышеупомянутой ленты (6б).
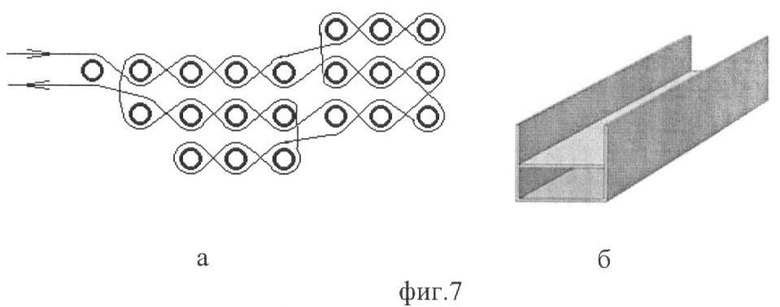
На фиг.7 представлены поперечный разрез ленты для полого швеллера (7а) и профиль, изготовленный на основе вышеупомянутой ленты (7б).
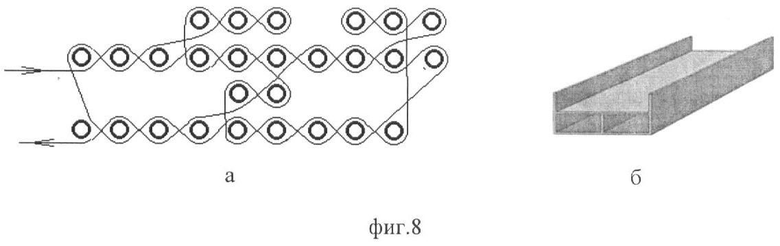
На фиг.8 представлены поперечный разрез ленты для полого швеллера с дополнительной перегородкой (8а) и профиль, изготовленный на основе вышеупомянутой ленты (8б).
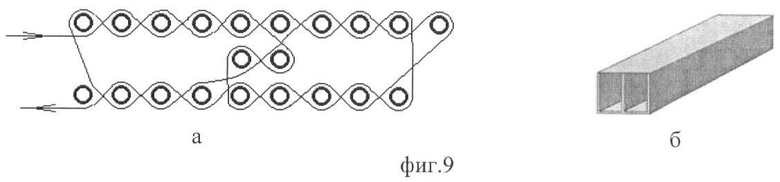
На фиг.9 представлены поперечный разрез ленты для профиля квадратного сечения с перегородкой (9а) и профиль, изготовленный на основе вышеупомянутой ленты (9б).
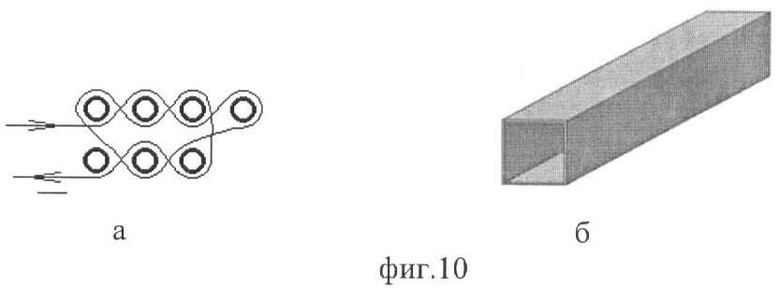
На фиг.10 представлены поперечный разрез ленты для профиля квадратного сечения (10а) и профиль, изготовленный на основе вышеупомянутой ленты (10б).
Заявляемая тканая лента сложной геометрической конфигурации для объемных армированных композиционных изделий изготавливается на одночелночном лентоткацком станке с ремизоподъемной кареткой. Перед началом изготовления составляется заправочная карта, в которой учитываются: вид нити (стеклонить, арамиды, угленити и т.п.), линейная плотность нити, количество нитей основы в слоях и вид переплетения, плотность по утку, ширина слоев ленты.
На фиг.1а изображен поперечный разрез ленты для профиля двутаврового сечения. Лента состоит из трех тканых слоев, два из которых разомкнуты, но представляют собой единую систему, образующуюся в одном цикле прокладывания уточной нити. Стрелками показаны начало и конец цикла. За счет последовательного перехода уточной нити из одного тканого слоя в другой полки и стенка заготовки получаются в виде цельнотканой структуры. На фиг.1б изображена трехмерная модель профиля двутаврового сечения из этой ленты.
На фиг.2а изображен поперечный разрез ленты для профиля двутаврового сечения с полой стенкой. Лента состоит из четырех тканых слоев, первый и четвертый из которых образуют полки заготовки, при этом они расположены в шахматном порядке. Второй и третий слои образуют полую стенку заготовки за счет замкнутой трубчатой структуры ленты. Эти слои представляют собой единую систему, образующуюся в одном цикле прокладывания уточной нити. Стрелками показаны начало и конец цикла. За счет последовательного перехода уточной нити из одного тканого слоя в другой полки и стенка заготовки получаются в виде цельнотканой структуры. На фиг.2б изображена трехмерная модель профиля двутаврового сечения с полой стенкой из этой ленты.
На фиг.3а изображен поперечный разрез ленты для Т-образного профиля. Лента состоит из двух тканых разомкнутых слоев в правой части и одного тканого слоя в левой, представляющих собой единую систему, образующуюся в одном цикле прокладывания уточной нити. Стрелками показаны начало и конец цикла. За счет последовательного перехода уточной нити из одного тканого слоя в другой все элементы заготовки получаются в виде цельнотканой структуры. На фиг.3б изображена трехмерная модель Т-образного профиля из этой ленты.
На фиг.4а изображен поперечный разрез ленты для крестообразного профиля. Лента состоит из трех тканых слоев, первый и третий слой из которых находятся соответственно только в правой и левой частях и разомкнуты по краям, тем самым распределяя равномерно все нити основы по ширине ленты. Эти слои представляют собой единую систему, образующуюся в одном цикле прокладывания уточной нити. Стрелками показаны начало и конец цикла. За счет последовательного перехода уточной нити из одного тканого слоя в другой все элементы заготовки получаются в виде цельнотканой структуры. На фиг.4б изображена трехмерная модель крестообразного профиля из этой ленты.
На фиг.5а изображен поперечный разрез ленты для Ш-образного профиля. Лента состоит из трех тканых слоев, разомкнутых с одного края. Эти слои представляют собой единую систему, образующуюся в одном цикле прокладывания уточной нити. Стрелками показаны начало и конец цикла. За счет последовательного перехода уточной нити из одного тканого слоя в другой все элементы заготовки получаются в виде цельнотканой структуры. На фиг.5б изображена трехмерная модель Ш-образного профиля из этой ленты.
На фиг.6а изображен поперечный разрез ленты для Ш-образного профиля с полочками. Лента состоит из трех тканых слоев, первый и третий из которых находятся в шахматном порядке. Эти слои представляют собой единую систему, образующуюся в одном цикле прокладывания уточной нити. Стрелками показаны начало и конец цикла. За счет последовательного перехода уточной нити из одного тканого слоя в другой полки и стенка заготовки получаются в виде цельнотканой структуры. На фиг.6б изображена трехмерная модель Ш-образного профиля с полочками из этой ленты.
На фиг.7а изображен поперечный разрез ленты для полого швеллера. Лента состоит из четырех тканых слоев, первый и четвертый слои из которых находятся соответственно только в правой и левой частях и разомкнуты по краям. Второй и третий слои образуют полое основание за счет замкнутой трубчатой структуры. Причем левая часть должна быть больше, чем правая. Эти слои представляют собой единую систему, образующуюся в одном цикле прокладывания уточной нити. Стрелками показаны начало и конец цикла. За счет последовательного перехода уточной нити из одного тканого слоя в другой все элементы заготовки получаются в виде цельнотканой структуры. На фиг.7б изображена трехмерная модель полого швеллера из этой ленты.
На фиг.8а изображен поперечный разрез ленты для полого швеллера с дополнительной перегородкой. Лента состоит из четырех тканых слоев, первый из которых образует полки заготовки, второй и четвертый слои образуют полое основание за счет замкнутой трубчатой структуры, внутри которого находится третий слой, образующий дополнительную перегородку. Эти слои представляют собой единую систему, образующуюся в одном цикле прокладывания уточной нити. Стрелками показаны начало и конец цикла. За счет последовательного перехода уточной нити из одного тканого слоя в другой все элементы заготовки получаются в виде цельнотканой структуры. На фиг.8б изображена трехмерная модель полого швеллера с дополнительной перегородкой из этой ленты.
На фиг.9а изображен поперечный разрез ленты для профиля квадратного сечения с перегородкой. Лента состоит из трех тканых слоев, первый и третий из которых образуют полое основание за счет замкнутой трубчатой структуры, внутри которого находится второй слой, образующий дополнительную перегородку. Эти слои представляют собой единую систему, образующуюся в одном цикле прокладывания уточной нити. Стрелками показаны начало и конец цикла. За счет последовательного перехода уточной нити из одного тканого слоя в другой все элементы заготовки получаются в виде цельнотканой структуры. На фиг.9б изображена трехмерная модель профиля квадратного сечения с перегородкой из этой ленты.
На фиг.10а изображен поперечный разрез ленты для профиля квадратного сечения. Лента состоит из двух тканых слоев, первый и второй из которых образуют полое основание за счет замкнутой трубчатой структуры. Эти слои представляют собой единую систему, образующуюся в одном цикле прокладывания уточной нити. Стрелками показаны начало и конец цикла. За счет последовательного перехода уточной нити из одного тканого слоя в другой все элементы заготовки получаются в виде цельнотканой структуры. На фиг.10б изображена трехмерная модель профиля квадратного сечения из этой ленты.
Предлагаемая изобретением лента состоит из двух взаимно перпендикулярных систем нитей основы и утка, находящихся в одной плоскости и связанных между собой с помощью ткацкого переплетения. При изготовлении предлагаемой ленты применяется сложное переплетение, которое обеспечивает последовательный переход уточной нити из одного тканого слоя в другой и за один цикл прокладывания одновременно формует и соединяет тканые слои, обеспечивая монолитность структуры. Получение заготовок цельноткаными позволяет снизить трудоемкость при изготовлении композиционных конструкционных материалов на их основе, обеспечивает закладывание необходимых прочностных и геометрических параметров в один технологический процесс ткачества. Одинаковая плотность по утку и стабильность ширины ленты обеспечивается одинаковой длиной уточной нити из цикла в цикл ее прокладывания. Сохранение сдвига переплетения в местах перехода уточной нити из слоя в слой обеспечивает равномерность переплетения тканых слоев ленты. Переход уточной нити из слоя в слой в определенном порядке позволяет формировать ленты с различными формами поперечного сечения.
В готовом виде лента представляет собой трехмерную заготовку для полимерных композиционных конструкционных материалов. Заготовке придают требуемую форму путем отгибания и тангенциального сдвига тканых слоев ленты относительно друг друга. После чего полученную заготовку пропитывают полимерным составом и формуют в изделие при помощи технологической оснастки. После пропитывания полимерным составом заготовка превращается в легкий монолитный профиль различной конфигурации. Физико-механические характеристики получаемых профилей зависят от структуры и материала заготовки-наполнителя и их можно изменять в соответствии с предъявляемыми требованиями.
Предлагаемое техническое решение позволяет изготавливать изделия с более точными размерами, сделать процесс изготовления профильных изделий из полимерных композиционных конструкционных материалов более надежным, простым и эффективным. Изделия, изготовленные на основе предлагаемых лент, имеют внутри единую, взаимосвязанную, не подверженную расслоению основу. Готовые изделия могут использоваться в качестве шпангоутов, несущих профильных балок, нервюр, межпалубных перекрытий, стрингеров, элеронов в автомобилестроении, судостроении, авиастроении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОЙ ДВУТАВРОВОЙ БАЛКИ НА БАЗЕ 3D-ПРЕФОРМЫ С ЦЕЛЬНОТКАНЫМИ ОТВЕРСТИЯМИ | 2024 |
|
RU2823890C1 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОГО УГЛОВОГО СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ С ПЕРЕМЕНОЙ СТРУКТУРЫ АРМИРОВАНИЯ | 2023 |
|
RU2818055C1 |
| Способ создания конструкционного сектора кольца аппарата Илизарова | 2023 |
|
RU2810435C1 |
| ТРЕХМЕРНАЯ ТКАНАЯ ПАНЕЛЬ С ВЫПОЛНЕННЫМИ ЗА ОДНО ЦЕЛОЕ С НЕЙ ЭЛЕМЕНТАМИ ЖЕСТКОСТИ | 2005 |
|
RU2386733C2 |
| КОМПОЗИТНАЯ ЛОПАТКА ВЕНТИЛЯТОРА С МНОГОСЛОЙНЫМ АРМИРУЮЩИМ МАТЕРИАЛОМ | 2008 |
|
RU2384749C1 |
| УГЛЕРОДНЫЙ КОМПОЗИТНЫЙ РЕЗЬБОВОЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ | 2023 |
|
RU2801427C1 |
| СПОСОБ ТКАНЬЯ ЗАМКНУТЫХ СТРУКТУР С ПЕРЕСЕКАЮЩИМИСЯ СТЕНКАМИ | 2008 |
|
RU2505632C2 |
| СПОСОБ ТКАНЬЯ ОСНОВ С ЦЕЛЬНЫМИ БОКОВЫМИ СТЕНКАМИ | 2008 |
|
RU2516802C2 |
| СПОСОБЫ ФОРМИРОВАНИЯ ЦЕЛЬНОТКАНЫХ МНОГОСЛОЙНЫХ ОБОЛОЧЕК ПЕРЕМЕННОЙ ТОЛЩИНЫ (ВАРИАНТЫ) | 2021 |
|
RU2765455C1 |
| ПЛОСКАЯ ТКАНЬ ДЛЯ ФОРМИРОВАНИЯ СТРУКТУРЫ, ИМЕЮЩЕЙ ТРЕХМЕРНУЮ КОНФИГУРАЦИЮ | 2002 |
|
RU2225902C1 |
Изобретение относится к тканой ленте сложной геометрической конфигурации для объемных армированных композиционных изделий, которая представляет собой плоские тканые слои с возможностью их отгибания относительно друг друга с получением трехмерной конфигурации, и образованных основными и уточными нитями, отличающаяся тем, что лента представляет собой цельнотканую заготовку, образованную пересечением тканых слоев, которые сформированы сложным переплетением путем перехода уточной нити одной длины последовательно из одного тканого слоя в другой за каждый цикл прокладывания уточной нити, образующей сплошные поверхности тканых слоев одинаковой плотности по утку с сохранением сдвига переплетения в местах перехода уточной нити из слоя в слой, при этом порядок прокладывания уточной нити по слоям определяется требуемой формой заготовки. Технический результат заключается в исключении расслоения и возможности поддерживать заданную форму. 10 ил.
Тканая лента сложной геометрической конфигурации для объемных армированных композиционных изделий, включающая плоские тканые слои с возможностью их отгибания относительно друг друга с получением трехмерной конфигурации и образованных основными и уточными нитями, отличающаяся тем, что лента представляет собой цельнотканую заготовку, образованную пересечением тканых слоев, которые сформированы сложным переплетением путем перехода уточной нити одной длины последовательно из одного тканого слоя в другой за каждый цикл прокладывания уточной нити, образующей сплошные поверхности тканых слоев одинаковой плотности по утку с сохранением сдвига переплетения в местах перехода уточной нити из слоя в слой, при этом порядок прокладывания уточной нити по слоям определяется требуемой формой заготовки.
| ПЛОСКАЯ ТКАНЬ ДЛЯ ФОРМИРОВАНИЯ СТРУКТУРЫ, ИМЕЮЩЕЙ ТРЕХМЕРНУЮ КОНФИГУРАЦИЮ | 2002 |
|
RU2225902C1 |
| Ячеистая ткань | 1987 |
|
SU1511294A1 |
| US 20100105269 A1, 29.04.2010 | |||
| JP 2000320671 A, 24.11.2000. | |||

