Настоящее изобретение относится к способу использования вихревых токов для неразрушающего контроля отверстия, сформированного в металлической детали, для обнаружения дефектов, которые могут присутствовать на поверхности отверстия или под поверхностью. Таким способом можно обнаруживать усталостные трещины. Изобретение также относится к установке для использования вихревых токов для неразрушающего контроля, в частности, путем реализации этого способа.
Предпочтительной областью применения этого изобретения является контроль крепежных отверстий в диске турбомашины, например, в авиационном двигателе.
Использование вихревых токов для неразрушающего контроля заключается в движении электромагнитного датчика (катушки с током высокой частоты) вблизи контролируемой металлической детали и обнаружении изменений полного сопротивления датчика при прохождении вблизи такого дефекта.
Указанный датчик необходимо регулярно калибровать с помощью калибровочной детали, имеющей известные характеристики (напр., с помощью детали без обнаруживаемого дефекта) и имеющей сквозное отверстие, аналогичное проверяемому отверстию(ям). Отверстие называется «аналогичным», если оно содержит стволовое отверстие или полость той же формы или тех же размеров. Если это полость, то она не обязательно должна быть закрытой, например полость для хвостовика лопатки.
Конкретнее, необходим контроль крепежных отверстий дисков ротора, осуществляемый указанным образом, не только в конце изготовления, но также, и в основном, при проверке во время технического обслуживания. Известно использование зонда, установленного на системе привода, установленной на опоре, выполненной из изолирующего материала. Этот зонд установлен на конце штыря, который одновременно поворачивают вокруг его оси и поступательно перемещают вдоль его оси. Например, зонд может иметь скругленный конец (сферической или эллипсоидной формы), который расщеплен для придания ему некоторой упругости и который содержит упомянутый датчик. Упругость гарантирует контакт между внешней поверхностью зонда и внутренней поверхностью отверстия.
Зонд установлен на конце штыря, который поворачивают вокруг его оси и который поступательно перемещают вдоль его оси. Система привода смонтирована на опоре, расположенной над проемом контролируемого отверстия. Зонд вводят в отверстие, чтобы исследовать всю его поверхность.
Для выполнения калибровки оператор должен переместить все основание с зондом и средства его привода на специальный стенд, на котором находится калибровочная деталь, чтобы полностью изучить отверстие в калибровочной детали.
На практике калибровку повторяют через каждые десять отверстий, что приводит к значительным затратам времени, и кроме этого указанный способ не является полностью удовлетворительным, поскольку он предусматривает вмешательство человека и изменение системы отсчета, вследствие чего ухудшаются точность и надежность калибровки.
Настоящее изобретение позволяет устранить эти недостатки.
Согласно изобретению предложен способ использования вихревых токов для неразрушающего контроля отверстия, сформированного в металлической детали, заключающийся в том, что в упомянутое отверстие вводят работающий на вихревых токах зонд для сканирования внутренней поверхности отверстия, указанный способ характеризуется тем, что калибровочную деталь объединяют с металлической деталью, причем калибровочная деталь имеет отверстие, аналогичное проверяемому отверстию, так что отверстие в калибровочной детали и проверяемое отверстие располагают соосно друг с другом, и затем зонд вводят последовательно в оба отверстия, чтобы снять и калибровочные данные, и данные для анализа одним и тем же ходом зонда.
Следует отметить, что способ применим для использования вихревых токов для проверки отверстий и полостей разных форм, а не только для проверки прямолинейных отверстий с круглыми проемами. Два движения зонда (вращательное и поступательное движения) можно заменить другими типами движений для отверстий, имеющих сложное сечение. В частности, движение, которое придают зонду для проверки данного отверстия, может состоять из последовательности прямолинейных сквозных движений, всякий раз с изменением образующей линии отверстия, по которой движется зонд.
Во всех случаях изобретение характеризуется тем, что этап исследования поверхности или части поверхности отверстия всегда сопровождается калибровочным этапом или по меньшей мере потенциальным калибровочным этапом, которые можно выполнять автоматически и не меняя систему отсчета.
Согласно изобретению также предложена установка для неразрушающего контроля отверстия, сформированного в металлической детали, с использованием вихревых токов, причем установка содержит работающий на вихревых токах зонд, установленный на системе привода зонда, которая связана с позиционирующей несущей пластиной, имеющей делительные средства для позиционирования на металлической детали, чтобы зонд можно было вводить в проверяемое отверстие, установка характеризуется тем, что на позиционирующей несущей пластине установлена калибровочная деталь, имеющая отверстие, аналогичное проверяемому отверстию и совмещаемое с ним, так что за один ход зонда обеспечивается получение калибровочных данных и данных для анализа.
Позиционирующая несущая пластина предпочтительно имеет корпус, форма и размеры которого позволяют извлекать и заменять калибровочную деталь. Металлическая калибровочная деталь не имеет дефектов, и поэтому ее можно изменять в зависимости от вида проверяемого отверстия или полости.
В дальнейшем изобретение поясняется приводимым ниже описанием примера воплощения установки для неразрушающего контроля при помощи вихревых токов в соответствии с принципом изобретения со ссылками на прилагаемые чертежи, на которых:
Фиг.1 изображает общий вид и с пространственным разделением деталей установки контроля согласно изобретению;
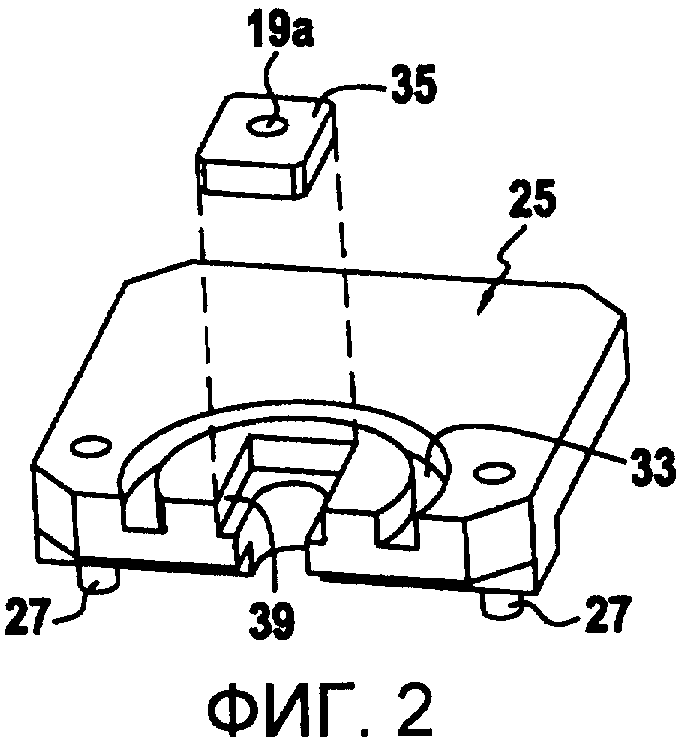
Фиг.2 - общий вид позиционирующей несущей пластины с калибровочной деталью согласно изобретению;
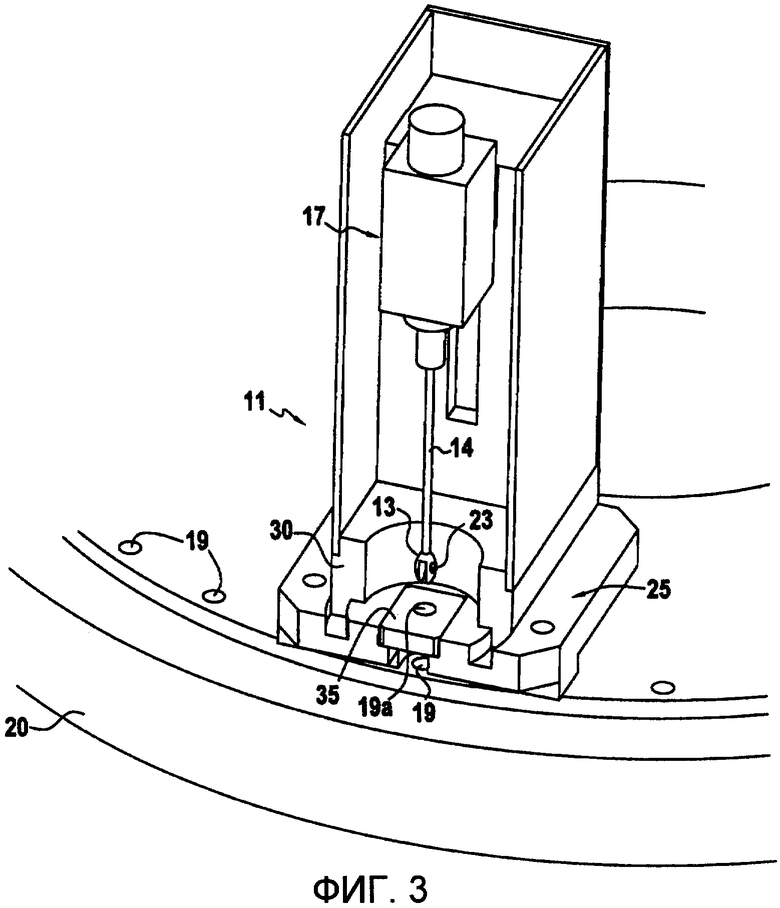
Фиг.3 - общий вид установки контроля, установленной в нужном положении, согласно изобретению;
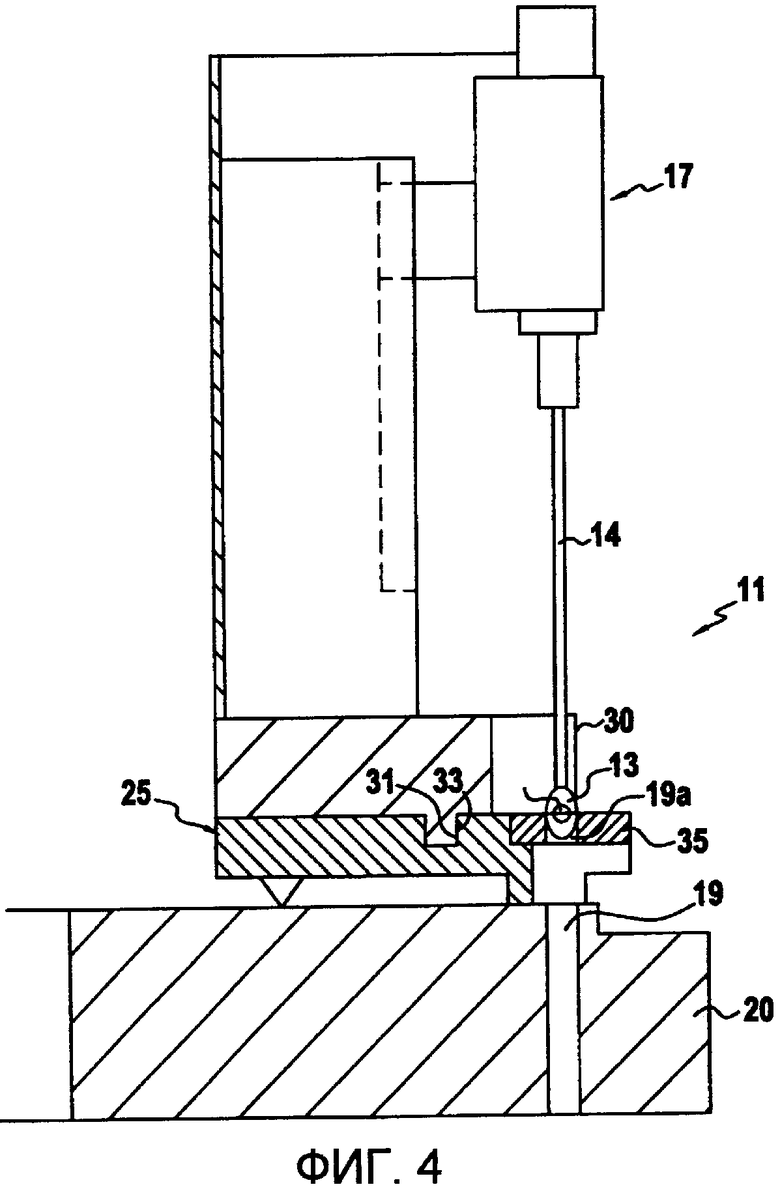
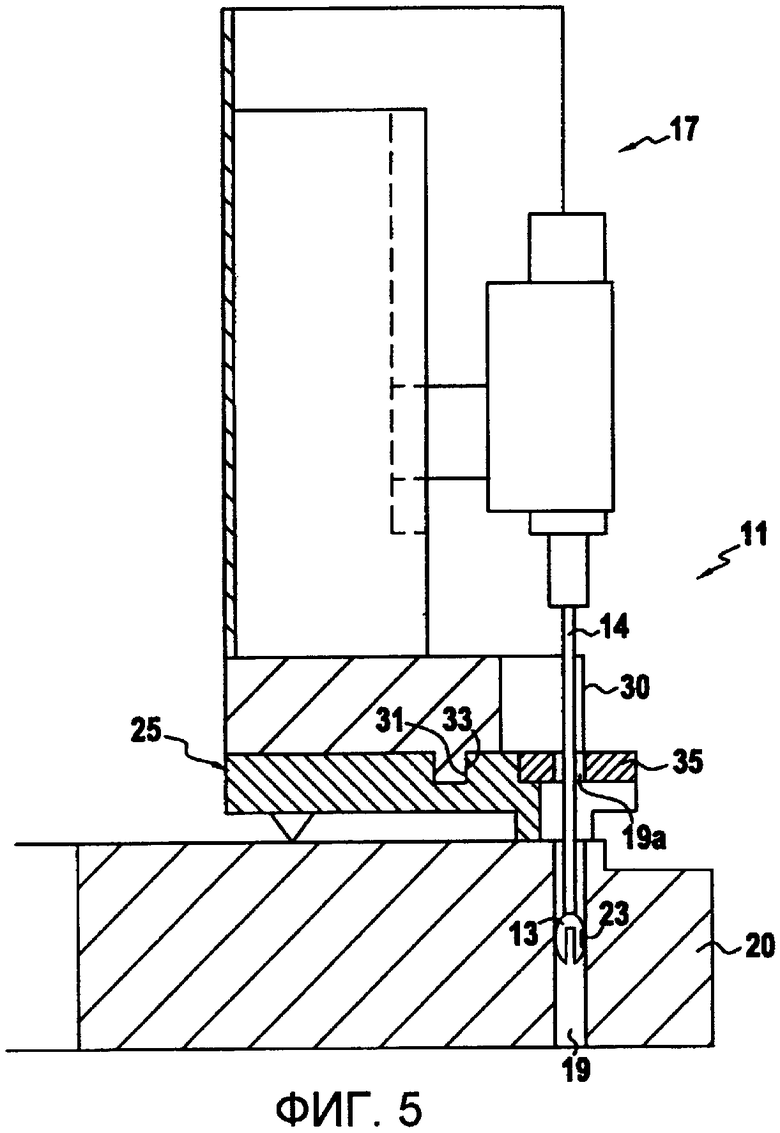
Фиг.4 и 5 - установку в работе согласно изобретению.
Установка 11 (Фиг.1) содержит работающий на вихревых токах зонд 13, установленный на конце штыря 14. Штырь 14 связан с механической системой 17 привода, которая в этом примере обеспечивает зонду 13 два вида движения: вращение вокруг оси штыря 14 и поступательное движение вдоль оси штыря. Этот тип движения хорошо соответствует контролю прямолинейного отверстия круглого сечения, например, одного из крепежных отверстий 19 в диске 20 турбомашины. Исследование выполняют с постоянной скоростью вращения и с постоянной скоростью прямолинейного движения вперед.
Как упомянуто выше, зонд 13 расположен на нижнем конце штыря 14 и имеет приблизительную форму сферы или эллипсоида. Он расщеплен на две части в вертикальной плоскости. В состоянии покоя диаметр зонда ненамного превышает диаметр проверяемого отверстия. Поэтому, когда зонд вводится в отверстие, расщепление немного сжимается, и наружная поверхность зонда контактирует с внутренней поверхностью отверстия. Работающий на вихревых токах датчик 23 по существу состоит из катушки, выполненной заодно с зондом.
Система 17 привода зонда, в свою очередь, связана с позиционирующей несущей пластиной 25, снабженной средством для прикрепления к детали, имеющей проверяемое отверстие(я). Крепежное средство содержит делительное средство для точного позиционирования на детали, чтобы во время контроля зонд можно было ввести в отверстие. В этом примере делительное средство имеет преимущество, поскольку проверяемые отверстия 19 расположены в кольце через равные интервалы. Делительное средство выполнено в виде штифтов 27 на несущей пластине 25 и с возможностью зацепления в отверстиях 19, прилегающих к проверяемому отверстию. Стойка 30 системы 17 привода имеет искривленное ребро 31, позиционируемое в пазу 33 такой же формы, выполненном на верхней поверхности позиционирующей несущей пластины 25.
Согласно отличительной характеристике изобретения на позиционирующей несущей пластине 25 установлена калибровочная деталь 35 с отверстием 19а, аналогичным проверяемому отверстию 19. Когда несущая пластина 25 установлена в нижнем положении на детали 20, то отверстие 19а в калибровочной детали 35 совмещено с проемом проверяемого отверстия 19 в металлической детали. Поэтому в течение одного хода зонда можно снять и калибровочные данные, и данные для анализа. Таким образом, в заявленном изобретении калибровку можно производить практически одновременно со снятием данных, характеризующих состояние проверяемого отверстия (в данном случае калибровку выполняют незадолго заранее).
Как показано на Фиг.2, позиционирующая несущая пластина 25 содержит корпус 39, форма и размеры которого подобраны для размещения калибровочной детали 35, которую можно извлекать и заменять. В данном случае калибровочная деталь выполнена в виде прокладки заданной толщины и из того же материала, что и проверяемая деталь. Позиционирующая несущая пластина 25 выполнена из изолирующего искусственного материала.
При использовании описываемой выше установки контроля способ контроля состоит в наложении калибровочной детали на металлическую деталь. Калибровочную деталь позиционируют таким образом, что отверстие 19а и одно из проверяемых отверстий сосны друг с другом на оси штыря 14. Контроль заключается во введении зонда 13 последовательно в два налагаемых друг на друга отверстия (Фиг.4 и 5) для снятия калибровочных данных и данных для анализа за один прямолинейный и поворотный ход зонда 13.
При контроле прямолинейного отверстия с круглым контуром при помощи зонда согласно изобретению все данные снимают за один ход зонда.
Для контроля отверстий или полостей более сложной формы можно использовать последовательность сквозных движений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля отверстий деталей | 2019 |
|
RU2721716C1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ИНДУКЦИОННЫМ МЕТОДОМ | 2010 |
|
RU2527666C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ РЕГИСТРАЦИИ ЭЛЕКТРОПРОВОДНЫХ ЧАСТИЦ В ЖИДКОСТИ | 2014 |
|
RU2645787C2 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ИНДУКЦИОННЫМ МЕТОДОМ | 2010 |
|
RU2527310C2 |
| УСТРОЙСТВО И СПОСОБ РЕГИСТРАЦИИ ЭЛЕКТРОПРОВОДНЫХ ЧАСТИЦ В ЖИДКОСТИ | 2014 |
|
RU2562911C1 |
| СИСТЕМА И СПОСОБ ОБНАРУЖЕНИЯ ОРИЕНТИРА | 2010 |
|
RU2568739C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРЯМОЛИНЕЙНЫХ ПОЛОСТЕЙ ВИХРЕВЫМИ ТОКАМИ | 2008 |
|
RU2460069C2 |
| КОНТРОЛЬНОЕ УСТРОЙСТВО МИЛЛИМЕТРОВОГО ДИАПАЗОНА | 2010 |
|
RU2521781C1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ | 2015 |
|
RU2610350C1 |
| ДИФФЕРЕНЦИАЛЬНЫЙ ДАТЧИК, СИСТЕМА КОНТРОЛЯ И СПОСОБ ВЫЯВЛЕНИЯ ОТКЛОНЕНИЙ ОТ НОРМЫ В ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛАХ | 2013 |
|
RU2606695C2 |
Предпочтительной областью применения этого изобретения является контроль крепежных отверстий в диске турбомашины, например, в авиационном двигателе. Способ использования вихревых токов для неразрушающего контроля отверстия, сформированного в металлической детали, согласно изобретению заключается том, что работающий на вихревых токах зонд (13) вводят в отверстие для сканирования внутренней поверхности и отверстия, притом калибровочную деталь (35) объединяют с металлической деталью, причем калибровочная деталь имеет отверстие (19а), аналогичное проверяемому отверстию, так что отверстие в калибровочной детали и проверяемое отверстие располагают соосно друг с другом, и затем зонд (13) вводят последовательно в оба отверстия, чтобы снять калибровочные данные и данные для анализа за один ход зонда. Также предложена установка для неразрушающего контроля отверстия, сформированного в металлической детали, с использованием вихревых токов. Изобретение обеспечивает снижение временных затрат и повышение точности. 2 н. и 3 з.п. ф-лы, 5 ил.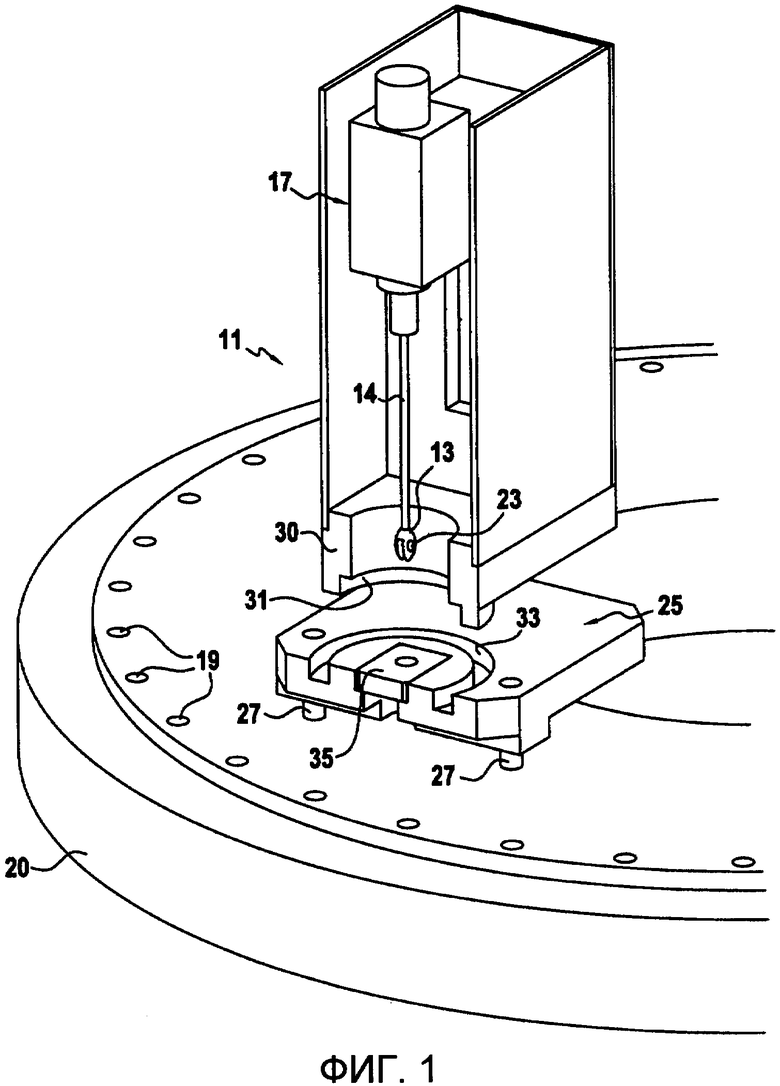
1. Способ использования вихревых токов для неразрушающего контроля отверстия (19), сформированного в металлической детали, заключающийся в том, что работающий на вихревых токах зонд (13) вводят в отверстие для сканирования внутренней поверхности и отверстия, отличающийся тем, что калибровочную деталь (35) объединяют с металлической деталью, причем калибровочная деталь имеет отверстие (19а), аналогичное проверяемому отверстию, так что отверстие в калибровочной детали и проверяемое отверстие располагают соосно друг с другом, и затем зонд (13) вводят последовательно в оба отверстия, чтобы снять калибровочные данные и данные для анализа за один ход зонда.
2. Способ по п.1, отличающийся тем, что для проверки прямолинейного отверстия круглого сечения зонд (13) приводят во вращение и вводят в два налагаемых друг на друга отверстия.
3. Способ по п.2, отличающийся тем, что скорость вращения и/или скорость продвижения вперед зонда постоянная(ые).
4. Установка для неразрушающего контроля отверстия (19), сформированного в металлической детали с использованием вихревых токов, содержащая работающий на вихревых токах зонд (13), установленный на системе (17) привода зонда, которая связана с позиционирующей несущей пластиной (25), имеющей делительные средства для позиционирования на металлической детали, чтобы зонд можно было вводить в проверяемое отверстие, отличающаяся тем, что на позиционирующей несущей пластине (25) установлена калибровочная деталь (35), имеющая отверстие (19а), аналогичное проверяемому отверстию и совмещаемое с ним, так что за один ход зонда обеспечивается получение калибровочных данных и данных для анализа.
5. Установка по п.4, отличающаяся тем, что позиционирующая несущая пластина (25) содержит корпус (39), форма и размеры которого обеспечивают размещение в нем извлекаемой и заменяемой калибровочной детали (35).
| 1972 |
|
SU410154A1 | |
| JP 8015231 A, 19.01.1996 | |||
| US 6972561 B2, 06.12.2005 | |||
| Вихретоковое устройство для контроля изделий с ограниченным доступом к зоне контроля | 1985 |
|
SU1320728A1 |
| Вихретоковый преобразователь для контроля изделий с отверстиями | 1990 |
|
SU1811604A3 |

