Изобретение относится к трубному производству и может использоваться при проектировании приводов рабочих Всшков пилигримового стаиа холодной прокатки. Известен привод валков стана холодной прокатки труб, содержащий наклонно установленные к оси прокатки паргшлельные зубчатые рейки и ведущие колеса, каждое из которых состав лено из установленной на шейке валка эксцентричной ступицы и концентричного зубчатого венца Щ. Вданном приводе эксцентриситет зубчатого венца может быть изменено путем установки эксцентричной ступицы с другим эксцентриситетом при этом возможна только ступенчатац регулировка эксцентриситета. Для максимально возможного сниже ния осевых усилий для каждого маршрута прокатки необходимо большое чи ло сменных ступиц, а также зубчатых венцоэ к ним. Следовательно, при пе реходе с одного размера прокатываем{лх труб на другой (учитывая широкий диапазон их на большинстве станов) необходима частая смена шестерен, что является весьма трудоемкой и длительной операцией. Наиболее близким техническим решением к изобретению является привод, содержащий зубчатые рейки, наклонно установленные в параллельных вертикальных плоскостях с возможностью наклона под углом к горизонту и адходящиеся с ними в зацеплении шестерни, размещенные на цапфах валков. Ступица каждой из шестерен выполнена с эксцентричной наружной поверхностью, а зубчатый венец - эксцентричным относительно наружной поверхности ступицы, при этом ступица и венец установлены с возможностью взаимного разворота при отпуске регулировочных винтов 23. Такое решение позволяет регулировать эксцентриситет шестерни непосредственно на стане. Указанный привод сложен в эксплуатации, так как его использование требует синхронности при взаимном развороте ступицы и венца для обеспечения равенства углов разворота ступицы и венца относительно вгшка. Для осуществления синхронности разворота необходимо измерить указанные углы, что сопряжено с известными труностями .
Кроме того, для. разворота зубчатый венец необходимо вывести из зацепления с зубчатой рейкой, что также усложняет и удлиняет переналадку. В случае же необходимости передачи большого крутящего момента фиксации элементов привода ненадежна.
Целью изобретения является повышение надежности работы и упрощение условий эксплуатации.
Для достижения этой цели в .приводе валков стана холодной прокатки труб, содержащем зубчатые рейки,расположенные в параллельных плоскостях с возможностью наклона под углом к горизонту, взаимодействующие с ними шестерни, эксце1 трично установленные на шейках валка и механизмы регулировки эксцентриситета шестерен имеющие регулировочные винты, механизм регулировки эксцентриситета каждой шестерни в виде пары клиньев, размещенных между ступи.цей шестерни и шейкой валка, с торцом которой они соединены регулировочнь 1Й винтами.
Такое выполнение мех анизмов регулировки эксцентриситета шестерен обепечивает более высокую надежность фиксации шестерен на цапфах в окружном и осевом направлениях за счет того, что клинья одновременно служат шпонками,натяг которых осущесвляется винтами, а также упрощает настройку эксцентриситета за счет исключений операций по разборке и сборке привода и измерения углов.
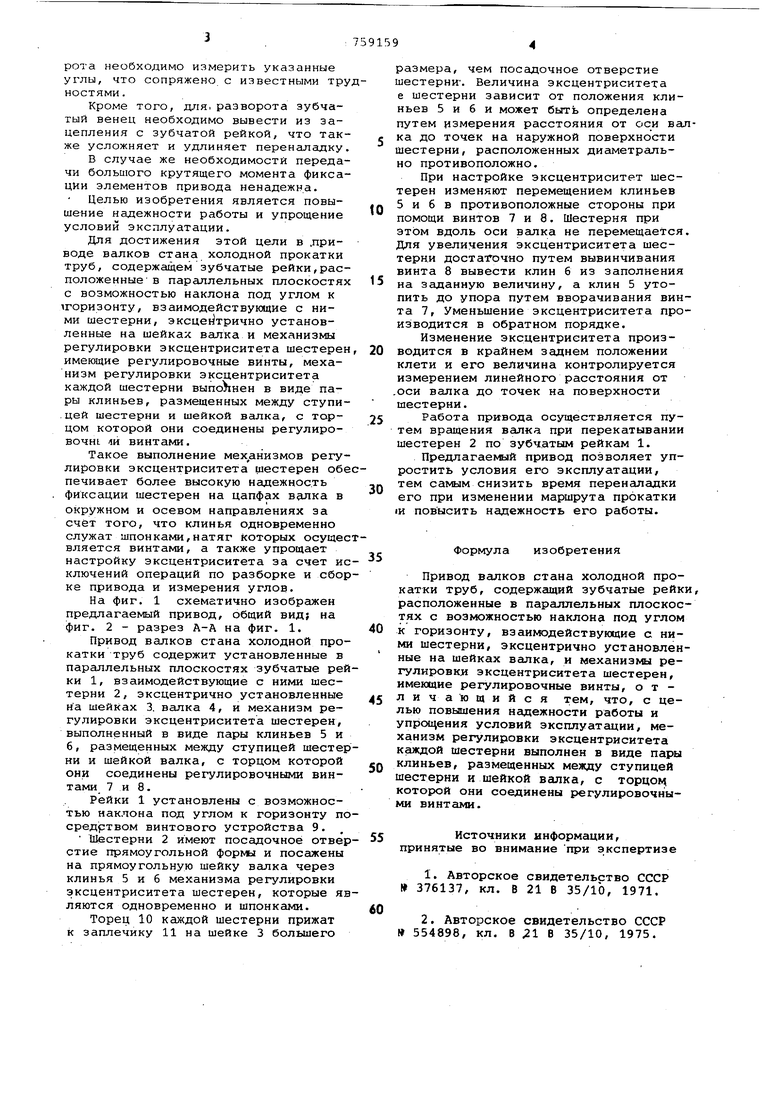
На фиг. 1 схематично изображен предлагаемый привод, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Привод валков стана холодной прокатки труб содержит установленные в параллельных плоскостях зубчатые рейки 1, взаимодействующие с ними шестерни 2, эксцентрично установленные на шейках 3. валка 4, и механизм регулировки эксцентриситета шестерен, выполненный в виде пары клиньев 5 и б, размещенных между ступицей шестерни и шейкой валка, с торцом которой они соединены регулировочными винтами 7 и 8.
Рейки 1 установлены с возможностью наклона под углом к горизонту посредртвом винтового устройства 9.
Шестерни 2 имеют посадочное отверстие прямоугольной формы и посажены на прямоугольную шейку валка через клинья 5 и 6 механизма регулировки эксцентриситета шестерен, которые являются одновременно и шпонками.
Торец 10 каждой шестерни прижат к заплечику 11 на шейке 3 большего
размера, чем посадочное отверстие шестерни . Величина эксцентриситета е шестерни зависит от положения клиньев 5 и 6 и может быть определена путем измерения расстояния от оси ваше ка до точек на наружной поверхности шестерни, расположенных диаметрально противоположно.
При настройке эксцентриситет шестерен изменяют перемещением клиньев
Q 5 и 6 в противоположные стороны при помощи винтов 7 и 8. Шестерня при этом вдоль оси валка не перемещается. Для увеличения эксцентриситета шестерни достаточно путем вывинчивания винта 8 вывести клин б из заполнения
на заданную величину, а клин 5 утопить до упора путем вворачивания винта 7, Уменьшение эксцентриситета производится в обратном порядке.
Изменение эксцентриситета производится в крайнем заднем положении клети и его величина контролируется измерением линейного расстояния от .оси валка до точек на поверхности шестерни.
5 Работа привода осуществляется путем вращения валка при перекатывании шестерен 2 по зубч.атым рейкам 1.
Предлагаемый привод позволяет упростить условия его эксплуатации, тем самым снизить время переналадки
его при изменении маршрута прокатки 1И повысить надежность его работы.
Формула изобретения
Привод валков стана холодной прокатки труб, содержащий зубчатые рейки, расположенные в параллельных плоскостях с возможностью наклона под углом
к горизонту, взаимодействующие с ними шестерни, эксцентрично установленные на шейках валка, и механизмы регулировки эксцентриситета шестерен, имеющие регулировочные винты, о т л и ч а ю щ и и с я тем, что, с целью повышения Нсвдежности работы и упрощения условий эксплуатации, механизм регулировки эксцентриситета каждой шестерни выполнен в виде пары
клиньев, размещенных между ступицей шестерни и шейкой валка, с торцом которой они соединены регулировочными винтами.
55 Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР 376137, кл. В 21 В 35/10, 1971.
2.Авторское свидетельство СССР 554898, кл. В Л В 35/10, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод валков стана холодной прокатки труб | 1975 |
|
SU554898A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| ПРИВОД ВАЛКОВ ПИЛИГРИМОВОГО СТАНА ХОЛОДНОЙ | 1973 |
|
SU376137A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ РЕДУКЦИОННОГО СТАНА | 1992 |
|
RU2025154C1 |
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| Рабочая клеть стана холодной прокатки труб | 1981 |
|
SU990354A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ РЕЕК ЗУБЧАТО-РЕЕЧНОГО ПРИВОДА ВАЛКОВ РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2460597C1 |
| Привод валков подвижной клети стана холодной прокатки труб | 1973 |
|
SU454068A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |

