Изобретение относится к трубопрокатному производству, а точнее к конструкции рабочих клетей с подвижным валковым корпусом.
Известна рабочая клеть стана холодной прокатки труб, см. а.с. СССР №1490778, кл. В21В 21/00, заявл. 19.11.87 г., опубл. 27.04.2000 г.
Известная рабочая клеть стана холодной прокатки труб содержит неподвижную станину, соединенный с приводом подвижный корпус с вертикально расположенными в нем рабочими валками, их зубчато-реечные приводы с шестернями, расположенными на валках, и рейками, нижняя из которых установлена в неподвижной станине, а верхняя - закреплена на откидном корпусе, установленном на оси и зафиксированным приводным от гидроцилиндра клином. Ось крепления откидного корпуса выполнена консольной. Клеть имеет защитное средство, выполненное в виде крышки и закреплено на корпусе. Зубчато-реечный привод под рабочей клетью закрыт смещаемым при перевалках кожухом.
Недостатком этой рабочей клети является значительное время, затрачиваемое на перевалку клети, что уменьшает годовую производительность стана.
Это объясняется тем, что отвод и подвод откидного корпуса верхней рейки от станины и к станине производят вручную с приложением больших усилий для преодоления значительного трения скольжения в местах сопряжения откидного корпуса со станиной, а также из-за необходимости смещения кожуха, закрывающего зубчато-реечный привод, расположенный под рабочей клетью при замене рабочих валков.
Следующим недостатком известной рабочей клети является невозможность точной настройки клети на катающий диаметр калибра для различных маршрутов прокатки, что снижает качество готовых труб, так как рейки зубчато-реечных приводов не имеют плавной настройки положения по высоте, поэтому невозможно получить оптимальное совпадение катающего диаметра клети с катающим диаметром калибра при переходе с одного маршрута прокатки на другой.
Из известных наиболее близкой по технической сущности является рабочая клеть стана холодной прокатки труб, описанная в патенте РФ №2601724, кл. В21В 13/18, заявл. 01.06.2015 г., опубл. 10.11.2016 г. и патенте РФ №2460597, кл. В21В 21/00, заявл. 26.04.2011, опубл. 10.09.2012 г.
Эта рабочая клеть стана холодной прокатки труб содержит неподвижную станину, соединенный с приводом подвижный корпус с вертикально расположенными в нем рабочими валками, зубчато-реечные приводы валков с шестернями, расположенными на валках, и рейками, нижняя из которых установлена в стационарном корпусе, а верхняя рейка закреплена в откидном корпусе, клинья, перемещаемые винтами, и фиксирующие средства от продольного и поперечного смещений реек, которые расположены по торцам каждой рейки и выполнены в виде клиновых пар. Наиболее подробно эти фиксирующие средства показаны на фиг. 6, 7 патента РФ №2460597.
Недостаток известной конструкции рабочей клети стана холодной прокатки труб заключается в том, что низкая механизация работ, связанных с перевалкой клети, уменьшает годовую производительность стана.
Это объясняется тем, что при перевалке стана на новый маршрут прокатки выполняется настройка клети на соответствующий катающий диаметр путем поперечного смещения верхней и нижней реек в нужное положение. Перед поперечным смещением реек клинья фиксирующих средств вручную отводят от реек. Затем после смещения реек выполняют вручную затяжку двух пар клиньев фиксирующих средств реек. Ручные операции по отводу и затяжке клиньев фиксирующих средств ведут к значительным потерям рабочего времени.
Другим недостатком этой рабочей клети является резьбовая затяжка фиксирующих средств реек от продольного и поперечного смещений, что ведет к ухудшению качества готовых труб и снижает надежность и долговечность клети.
Это происходит из-за того, что резьбовая затяжка вручную двух пар клиньев фиксации реек болтами быстро ослабевает под действием знакопеременных продольных и пульсирующих поперечных усилий, действующих на рейки при прокатке, появляются люфты реек, что ведет к интенсивному разрушению зубчато-реечных приводов клети, а также к нарушению нормального взаимоположения левого и правого ручьев калибров, что ухудшает качество готовых труб и снижает надежность и долговечность клети.
Задача настоящего изобретения состоит в создании конструкции рабочей клети стана холодной прокатки труб, позволяющей увеличить годовую производительность за счет уменьшения времени простоев стана при перевалке, улучшить качество готовых труб, повысить надежность и долговечность работы стана.
Поставленная задача достигается тем, что в рабочей клети стана холодной прокатки труб, содержащей неподвижную станину, соединенный с приводом подвижный корпус с вертикально расположенными в нем рабочими валками, их зубчато-реечные приводы с шестернями, расположенными на валках, и рейками, нижняя из которых установлена в стационарном корпусе, а верхняя рейка закреплена в откидном корпусе, клинья, перемещаемые винтами, и фиксирующие средства от продольного и поперечного смещений реек, согласно изобретению, фиксирующие средства от продольных смещений реек выполнены для каждой рейки в виде клиновой пары со встроенным гидроцилиндром, а фиксирующие средства от поперечных смещений реек выполнены в виде траверс, связанных тягами с нижней и верхней рейками, и двумя парами плунжерных гидроцилиндров, одна из которых расположена между траверсой и стационарным корпусом нижней рейки, а другая расположена между траверсой и откидным корпусом верхней рейки.
Такое конструктивное выполнение рабочей клети стана холодной прокатки труб позволяет увеличить годовую производительность, улучшить качество готовых труб, повысить надежность и долговечность работы стана.
Увеличение годовой производительности связано с заменой ручной фиксации клиньями реек на механизированную фиксацию от гидроцилиндров, что сократило время простоев стана при перевалках клети, увеличило время работы стана за год.
Улучшение качества готовых труб и повышение надежности и долговечности стана связано с применением раздельной фиксации реек от продольных и поперечных смещений с помощью гидроцилиндров. Гидроцилиндры, фиксирующие рейки от продольных и поперечных смещений, обеспечивают постоянный поджим реек в продольном и поперечном направлениях к корпусам, исключают появление люфтов на рейках, что снижает износ зубчато-реечных приводов клети, сводит к минимуму рассогласование ручьев калибров при прокатке, в результате улучшается качество прокатываемых труб, повышается надежность и долговечность клети.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
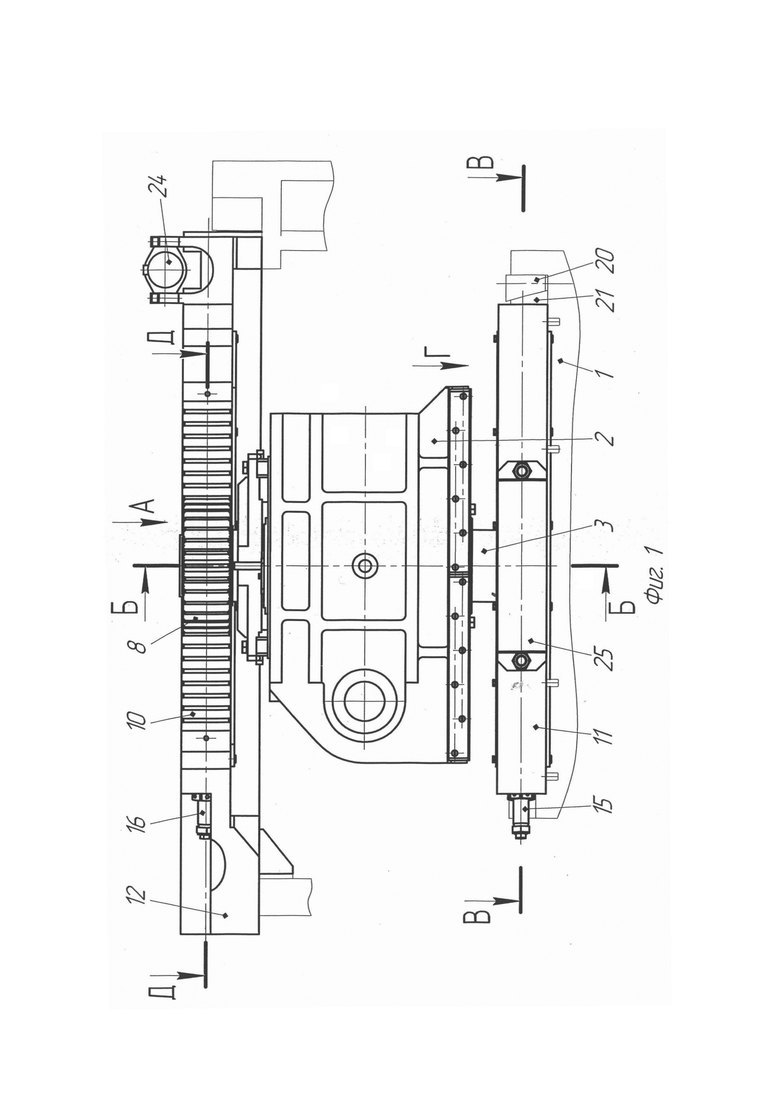
на фиг. 1 - изображен общий вид рабочей клети стана холодной прокатки труб;
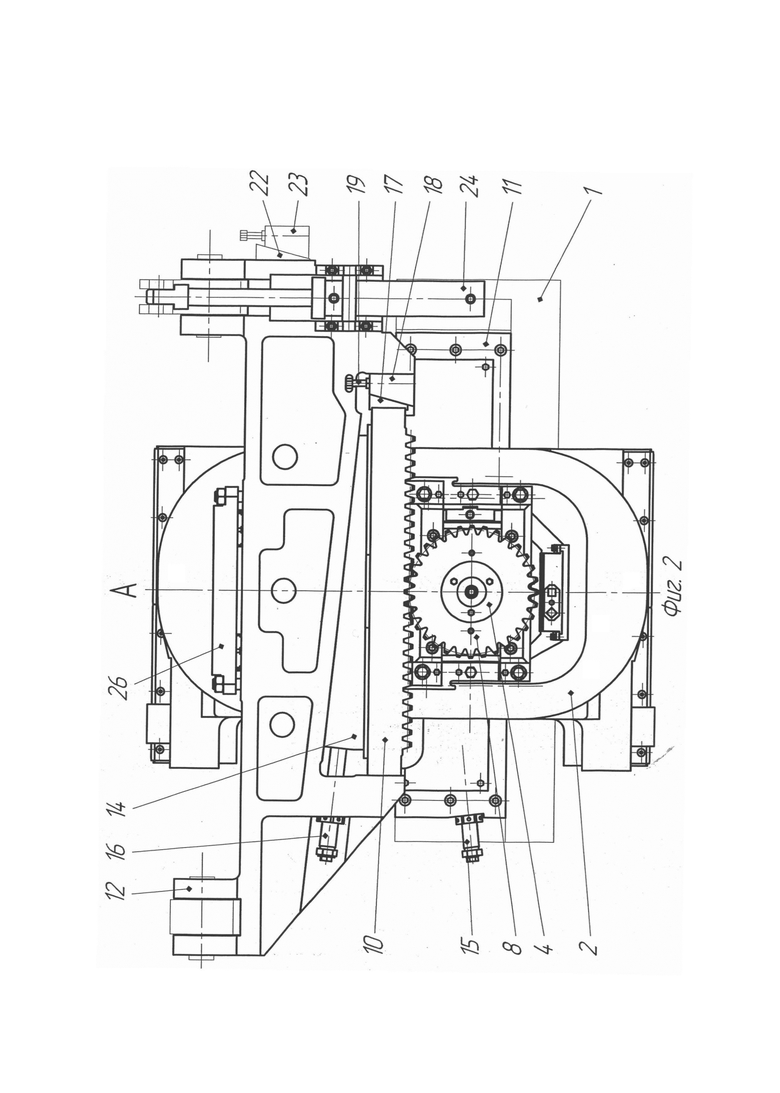
на фиг. 2 - вид по стрелке А на фиг. 1;
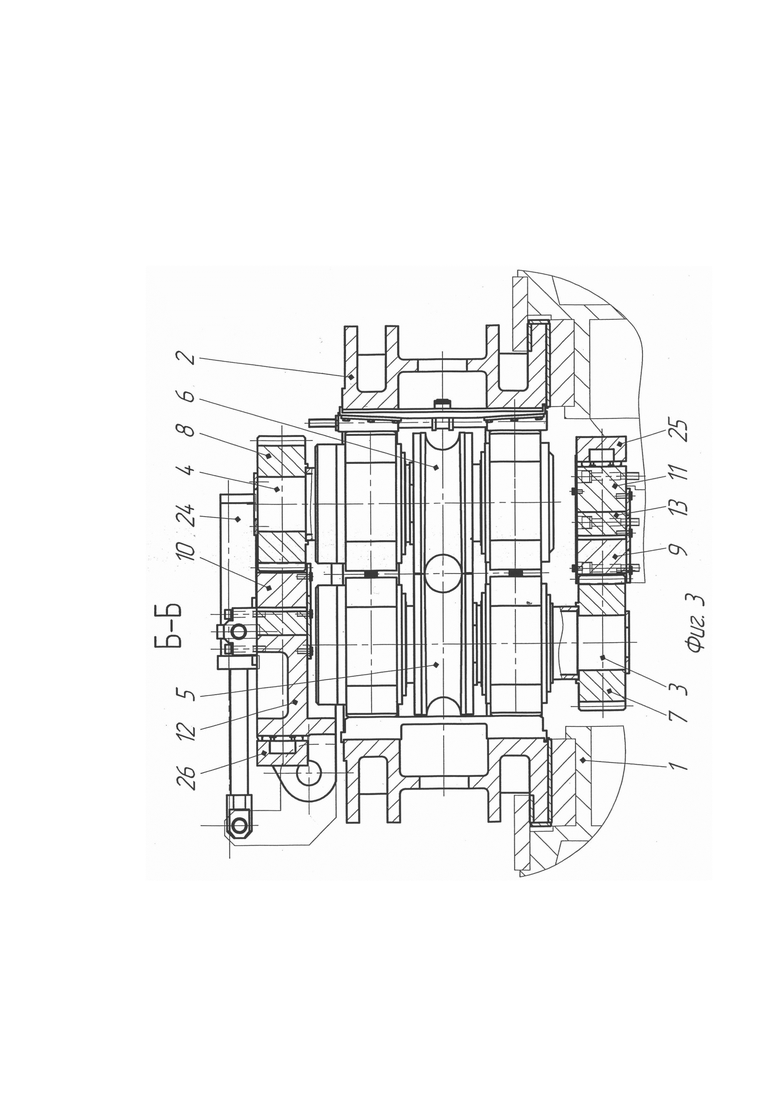
на фиг. 3 - разрез Б-Б на фиг. 1;
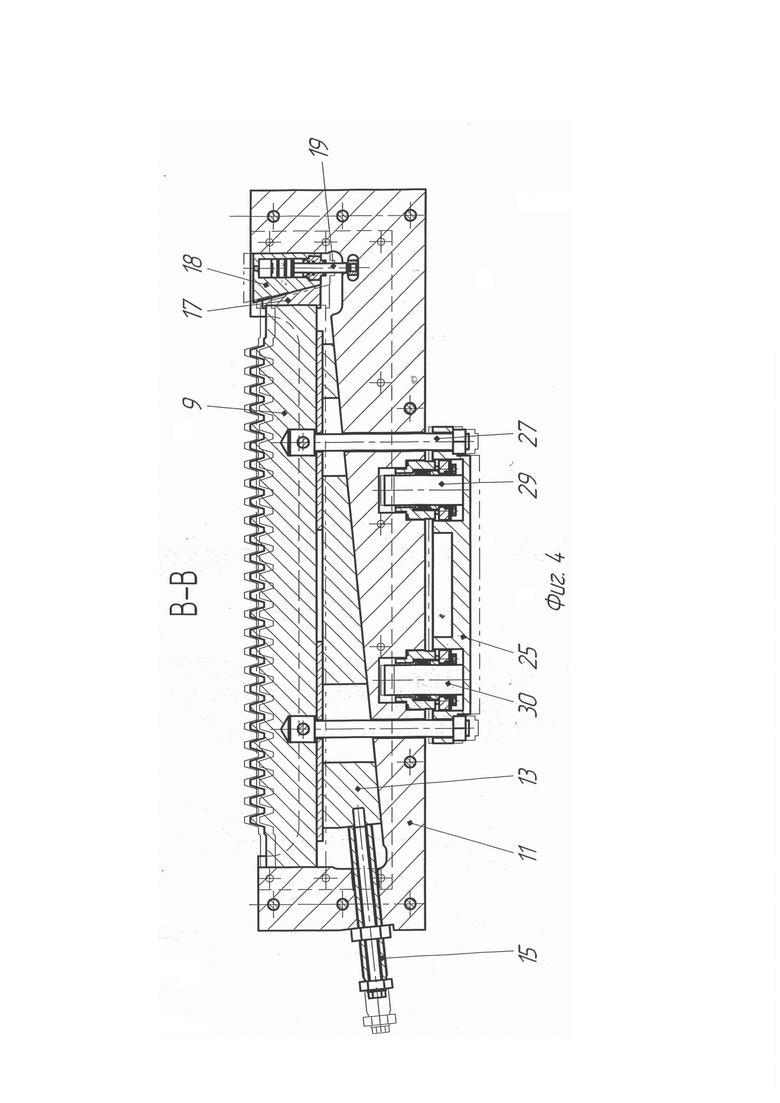
на фиг. 4 - разрез В-В на фиг. 1;
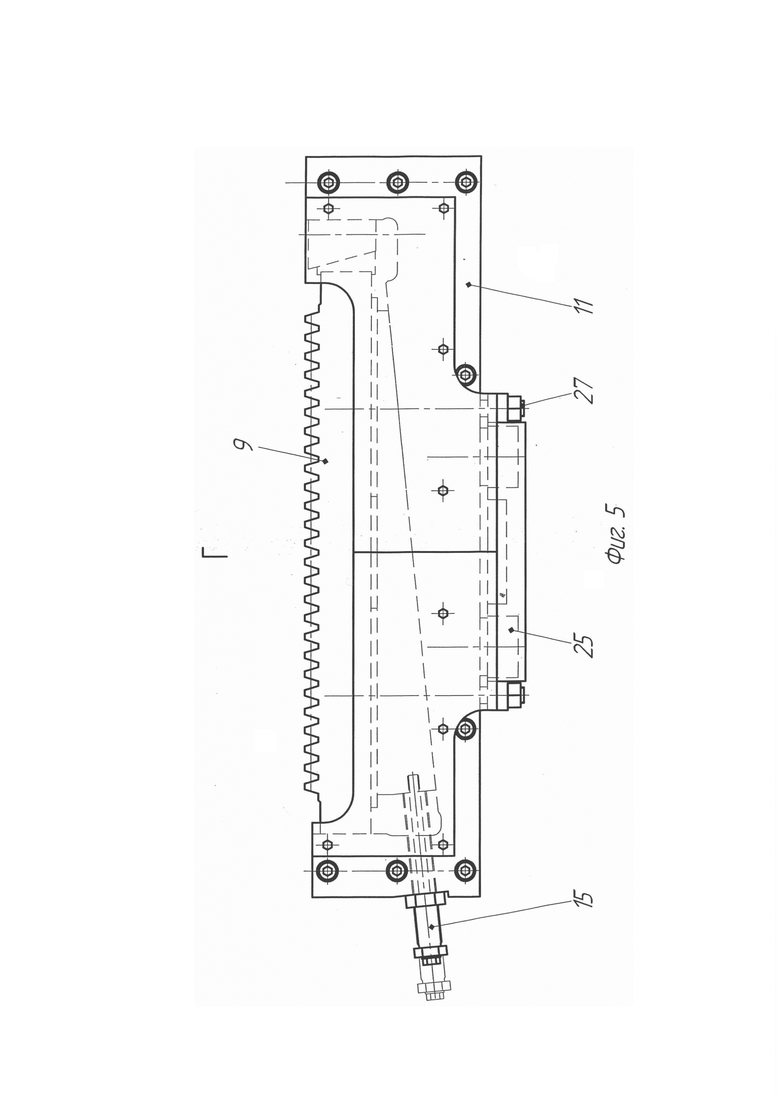
на фиг. 5 - вид по стрелке Г на фиг. 1;
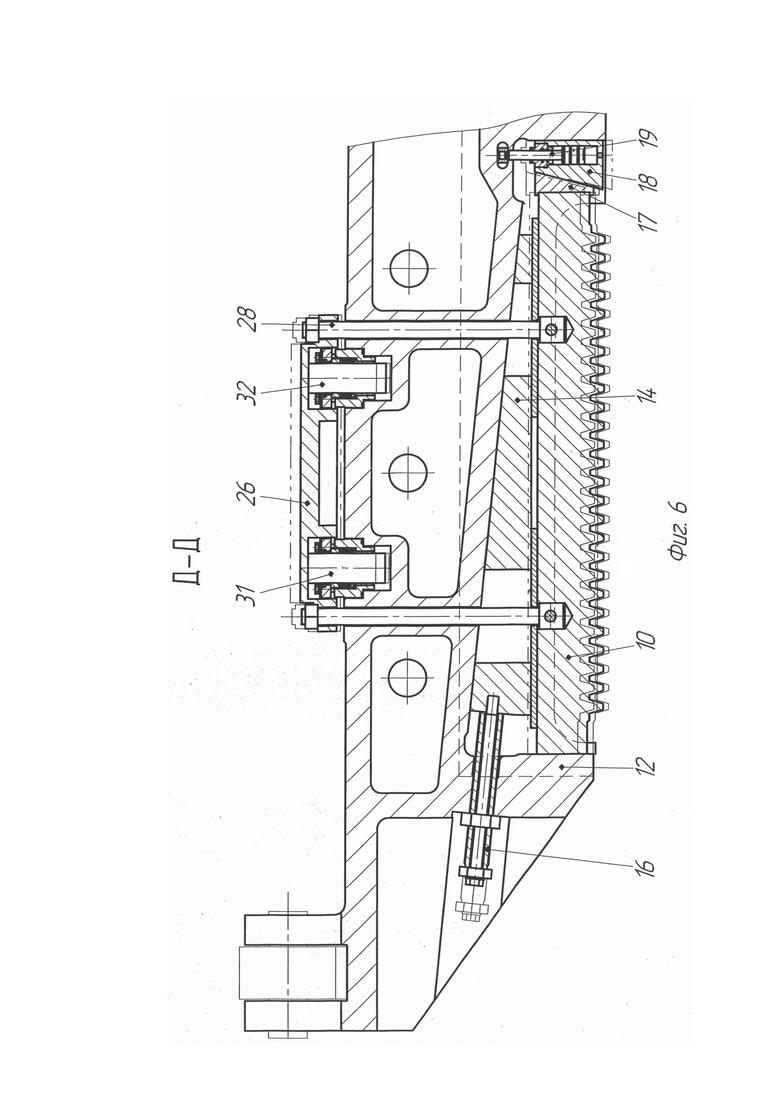
на фиг. 6 - разрез Д-Д на фиг. 1.
Рабочая клеть стана холодной прокатки труб содержит неподвижную станину 1, соединенный с приводом (не показан) подвижный корпус 2 с вертикально расположенными в нем рабочими валками 3, 4, и калибрами 5, 6, зубчато-реечный привод валков с шестернями 7, 8, расположенными на валках 3, 4, и рейками 9, 10. Нижняя рейка 9 закреплена в стационарном корпусе 11, а верхняя рейка 10 - в откидном корпусе 12. Между корпусами 11, 12 и рейками 9, 10 расположены клинья 13, 14 с винтами 15, 16 для настройки реек по высоте. От продольного смещения реек 9, 10 служат расположенные по их торцам фиксирующие средства, каждое из которых выполнено в виде клиновой пары, состоящей из подклинка 17 и клина 18, снабженного встроенным гидроцилиндром, корпусом которого служит клин 18, а шток 19 гидроцилиндра закреплен в соответствующем корпусе 11 или 12. Корпуса 11, 12 фиксируются в станине 1 от продольного смещения клиновыми парами 20, 21 и 22, 23. Гидроцилиндр 24 служит для подъема и опускания корпуса 12 с рейкой 10 при перевалках клети.
Фиксирующие средства от поперечного смещения реек 9, 10 выполнены в виде траверс 25, 26, связанных тягами 27, 28 с нижней 9 и верхней 10 рейками и двух пар плунжерных гидроцилиндров 29, 30 и 31, 32. Одна пара плунжерных гидроцилиндров 29, 30 расположена между траверсой 25 и стационарным корпусом 11 нижней рейки 9. Другая пара плунжерных гидроцилиндров 31, 32 расположена между траверсой 26 и откидным корпусом 12 верхней рейки 10.
Рабочая клеть стана холодной прокатки труб работает следующим образом.
При прокатке труб подвижный корпус 2 совершает от привода возвратно-поступательное движение в неподвижной станине 1. Шестерни 7, 8, взаимодействуя с рейками 9, 10, сообщают качательное движение рабочим валкам 3, 4 с калибрами 5, 6, которые обкатывая трубу, деформируют ее по диаметру и стенке. Рейки 9, 10 зубчато-реечных приводов валков 3, 4, при этом зафиксированы от продольных и поперечных смещений. В продольном направлении каждая рейка 9, 10 зафиксирована посредством фиксирующих средств, выполненных в виде клиновой пары 17, 18 со встроенным гидроцилиндром, корпусом которого служит клин 18.
В поперечном направлении каждая рейка 9, 10 зафиксирована парой плунжерных гидроцилиндров 29, 30 или 31, 32, расположенных между траверсами 25, 26 стационарного и откидного корпусов 11, 12 реек. Продольная и поперечная фиксации реек 9, 10 с помощью клиньев 17, 18 со встроенными гидроцилиндрами и плунжерных гидроцилиндров 29, 30 и 31, 32 исключают появление люфтов реек 9, 10 при прокатке труб. Благодаря этому обеспечивается высокое качество готовых труб, повышается надежность и долговечность клети.
При переходе с одного маршрута прокатки на другой осуществляется перевалка клети и настройка положения реек на новый катающий диаметр путем поперечного смещения реек 9, 10 клиньями 13, 14, вращая винты 15, 16 в положение, соответствующее новому катающему диаметру.
Для осуществления поперечного смещения реек 9, 10 предварительно снимают фиксацию их от продольного и поперечного смещений, выполняя соответствующие переключения встроенных гидроцилиндров клиновых пар 17, 18 и плунжерных гидроцилиндров 29, 30 и 31, 32.
После установки реек 9, 10 в нужное положение этими же гидроцилиндрами рейки 9, 10 снова фиксируются от продольных и поперечных смещений. Все операции по фиксации и расфиксации реек 9, 10 выполняются с пульта управления стана, что сокращает время простоев при перевалках клети, увеличивает годовую производительность стана.
Предложенная рабочая клеть стана холодной прокатки труб по сравнению с известными позволит увеличить годовую производительность, улучшить качество готовых труб, повысить надежность и долговечность работы стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2015 |
|
RU2601724C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2488454C1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ РЕЕК ЗУБЧАТО-РЕЕЧНОГО ПРИВОДА ВАЛКОВ РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2460597C1 |
| НАЖИМНОЕ УСТРОЙСТВО РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2508172C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2086319C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2380180C1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
Изобретение относится к трубопрокатному производству, а точнее к конструкции рабочих клетей с подвижным валковым корпусом. Рабочая клеть стана холодной прокатки труб содержит неподвижную станину, соединенный с приводом подвижный корпус с вертикально расположенными в нем рабочими валками. Зубчато-реечные приводы с шестернями, расположенными на валках, и рейками. Нижняя рейка установлена в стационарном корпусе, а верхняя рейка закреплена в откидном корпусе. Клеть также содержит клинья, перемещаемые винтами, и фиксирующие средства от продольного и поперечного смещений реек. Фиксирующие средства от продольных смещений реек выполнены для каждой рейки в виде клиновой пары со встроенным гидроцилиндром. Фиксирующие средства от поперечных смещений реек выполнены в виде траверс, связанных тягами с нижней и верхней рейками, и двумя парами плунжерных гидроцилиндров. Одна пара плунжерных гидроцилиндров расположена между траверсой и стационарным корпусом нижней рейки, а другая расположена между траверсой и откидным корпусом верхней рейки. Такое конструктивное выполнение рабочей клети стана холодной прокатки труб позволяет увеличить годовую производительность за счет уменьшения простоев стана при перевалке клети. Кроме того, улучшается качество готовых труб и повышается надежность и долговечность работы стана за счет применения раздельной фиксации реек от продольных и поперечных смещений с помощью гидроцилиндров. 6 ил.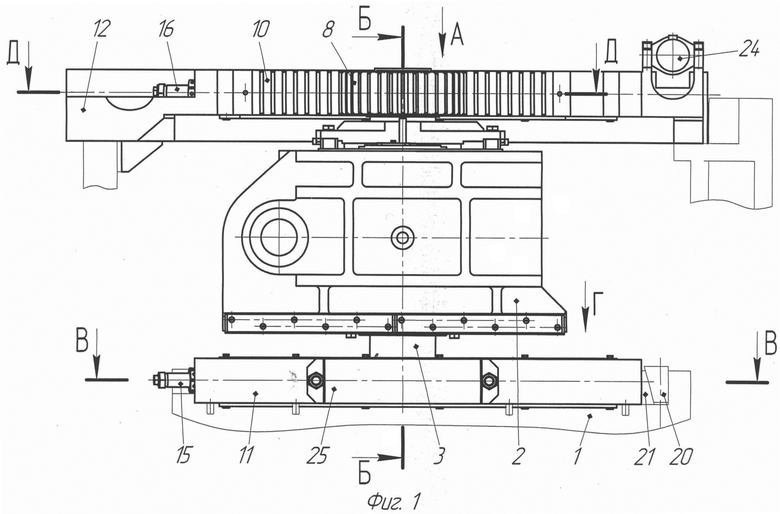
Рабочая клеть стана холодной прокатки труб, содержащая неподвижную станину, соединенный с приводом подвижный корпус с вертикально расположенными в нем рабочими валками, их зубчато-реечные приводы с шестернями, расположенными на валках, и рейками, нижняя из которых установлена в стационарном корпусе, а верхняя рейка закреплена в откидном корпусе, клинья, перемещаемые винтами, и фиксирующие средства от продольного и поперечного смещений реек, отличающаяся тем, что фиксирующие средства от продольных смещений реек выполнены для каждой рейки в виде клиновой пары со встроенным гидроцилиндром, а фиксирующие средства от поперечных смещений реек выполнены в виде траверс, связанных тягами с нижней и верхней рейками, и двух пар плунжерных гидроцилиндров, одна из которых расположена между траверсой и стационарным корпусом нижней рейки, а другая расположена между траверсой и откидным корпусом верхней рейки.
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2015 |
|
RU2601724C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2380180C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
| Клещевой схват манипулятора | 1984 |
|
SU1168376A1 |

