Область техники
Настоящее изобретение имеет отношение к способам изготовления ориентированных профилей, в особенности в системах групповой технологической обработки (при периодических технологических процессах), и связано с созданием простого, эффективного и безошибочного механизма захвата заготовок труб в пластичном (горячем) состоянии, что в свою очередь позволяет прикладывать усилие захватывания и создавать различные перемещения с использованием системы, которая содержит шарики, изготовленные из твердого материала, а преимущественно из металла.
Предпосылки к созданию изобретения
Задачей настоящего изобретения является прикрепление концов заготовки трубы к пресс-форме ранее надежной ориентации трубы, с учетом трудности, связанной с тем, что труба находится в пластичном состоянии и поэтому является легко деформируемой, но она также должна быть защищена от образования стружки, причем, в частности, должна быть обеспечена возможность правильного освобождения захвата, имея в виду, что в ходе процесса возможны изменения состояния пластмассовой трубы и она может затвердеть.
Уже существуют различные способы или системы производства ориентированных труб, которые могут быть сгруппированы в 2 широкие категории: системы непрерывной или поточной технологической обработки и системы прерывистой или групповой технологической обработки.
Системы прерывистой или групповой технологической обработки по большей части основаны на создании ориентации "изделие за изделием", что достигается за счет расширения (поперечного растяжения) заготовки в пресс-форме, в результате чего получают готовый трубчатый профиль.
Поточные технологические процессы являются радикально другими и ориентация в них происходит непрерывно и одновременно с самой экструзией, при этом в процессе отсутствуют прерывания или промежуточное накопление и т.п.
Если возвратиться к периодическому технологическому процессу, то в нем заготовку трубы помещают внутри пресс-формы и расширяют до контакта с ней за счет внутреннего давления, что является основной частью процесса закрепления трубы в пластичном состоянии, которую необходимо расширить. Внутреннее давление, которое создают внутри трубы, создает осевое напряжение, которое отделяет пластмассовую трубу от ее захватов. В зависимости от эксплуатационных режимов это напряжение может быть высоким и резким. Учитывая то, что труба находится в пластичном состоянии, то есть имеет вид эластомера и является легко деформируемой (мягкой), трудно обеспечить ее надежное закрепление, так как сами захваты деформируют трубу, которая закреплена, причем она может выскальзывать из них. Более того, так как она является мягкой, то в этом пластичном состоянии она является особенно чувствительной к образованию разрывов, создающих стружки и т.п., а если это происходит, то в конечном счете это может приводить к заклиниванию системы и сделать механизм непригодным для дальнейшего использования. Кроме того, в случае трубы, которую ориентируют в пластичном состоянии и которая поэтому должна быть нагрета до температуры свыше 100°С, трудно использовать зажимы, изготовленные из отличающихся от металлов материалов, таких как полимеры.
Уже известны множество патентов, в которых используют шариковые системы для прочного соединения (фиксации, блокирования) двух твердых деталей вместе, а также патентов, в которых описаны способы закрепления труб в пресс-формах.
К первой группе таких патентов относятся патенты ES 131894 и JP 11210969. В том и другом патентах описана система быстрого соединения для труб, причем в том и другом случае захватываемые детали являются твердыми, то есть они не могут быть деформированы за счет действия соединительного механизма. Кроме того, шарики действуют только как элемент блокирования деталей, а не как элемент создания давления.
В следующих приведенных здесь ниже патентных документах использована концепция фиксации деталей: DE 3518506, ES 2182979, ES 2576637.
Можно также привести следующие примеры систем изготовления ориентированных труб, в которых используют пресс-формы: WO 9856567, US 4340344, US 4428900, EPO 0072064.
Во всех этих патентных документах использованы рудиментарные системы соединения за счет простого зажимания двух сегментных полукруглых деталей или за счет простого давления. Это возможно потому, что в указанных системах подлежащую ориентации трубу зажимают в холодном, твердом состоянии и нагревают в самой пресс-форме.
Подробное описание изобретения
В соответствии с настоящим изобретением предлагается простой механизм, который позволяет решить указанные выше проблемы зажима в пресс-форме концов горячей полимерной трубы, находящейся в пластичном состоянии. Этот механизм учитывает трудности этого процесса, в котором производят обработку мягкого материала, который может течь, создавать стружки и иметь значительный размерный зазор, и даже может возвращаться в твердое состояние по завершении процесса.
Во-первых, механизм содержит высверленную трубчатую деталь, снабженную коническими радиальными отверстиями, в которые могут быть частично введены шарики захватывания (захвата), изготовленные из твердого материала, а преимущественно из металла. В зависимости от геометрии отверстий, шарики могут перемещаться на различное расстояние в радиальном направлении.
Механизм также имеет по меньшей мере одну желобчатую трубчатую деталь, которая может двигаться по оси и которая снабжена продольными каналами переменной глубины, размеры которых позволяют удерживать шарики захватывания на максимальной глубине. Ширина этих каналов соответствует диаметру шариков захватывания плюс небольшой зазор, который позволяет управлять движением этих шариков без трения. Канал изгибается вверх от его точки максимальной глубины, так что, как следствие осевого перемещения желобчатой детали относительно высверленной детали, основание канала толкает шарики в радиальном направлении. За счет своего радиального перемещения эти шарики вводятся в подлежащую ориентации трубу, которая находится в пластичном состоянии, и, таким образом, деформируют ее.
Механизм также содержит (закрепленную) трубчатую деталь подходящих размеров для того чтобы концентрически принимать пластмассовую трубу и поддерживать указанную трубу, так что когда шарики начинают их радиальное перемещение, они "проникают" в трубу и при этом отсутствует обобщенная деформации, которая могла бы не позволять прочно захватывать трубу. Трубу захватывают благодаря давлению шариков на пластмассовую трубу, движение которой, в свою очередь, ограничено за счет закрепленной детали, что приводит к созданию точек деформации и растяжения. В области, противоположной шарику, эта закрепленная деталь может иметь шероховатую поверхность, что улучшает захват трубы.
Для освобождения пластмассовой трубы, желобчатую деталь отводят в ее исходное положение, что оставляет шарики свободными для перемещения в их первоначальное положение, то есть они могут вновь втягиваться. Однако, так как ничто не толкает их в их исходное положение, они остаются в прежнем положении, и именно сама пластмассовая труба, которая затвердела после контакта с холодными шариками, побуждает шарики втягиваться, когда трубу удаляют за счет приложения тягового усилия и продольного перемещения. Поэтому сама ранее захваченная труба теперь толкает шарики назад, как только с них будет снято давление.
Устройство в соответствии с настоящим изобретением может иметь различные формы, но всегда будет выполнено в соответствии с одной и той же концепцией изобретения. В соответствии с первым вариантом осуществления, шарики прижимают трубу снаружи к закрепленной трубчатой детали. В соответствии со вторым вариантом осуществления, шарики прижимают трубу изнутри к закрепленной трубчатой детали. В соответствии с третьим вариантом осуществления, предусмотрены две линии шариков, введенных в соответствующие желобчатые детали, причем одна линия шариков движется радиально наружу, а другая движется радиально внутрь, когда движутся желобчатые детали, что приводит к закреплению трубы между двумя линиями шариков.
Механизм может дополнительно содержать механизм осевого срабатывания, который допускает (может производить) осевое перемещение желобчатой детали для перемещения шариков, который может быть встроен в саму систему или в котором могут быть использованы внешние элементы, такие как гидравлические или пневматические поршни, резьбовые стержни и т.п.
Другой вспомогательный элемент механизма может содержать сочленения, которые позволяют герметизировать внутреннюю часть пластмассовой трубы и создавать повышенное давление внутри трубы.
Кроме того, механизм может содержать обнаружитель в полости, в которой должна быть установлена подлежащая ориентации пластмассовая труба, который обнаруживает и указывает, что положение трубы является правильным, так что она затем может быть захвачена.
В отличие от других обеспечивающих захват технических решений, которые содержат шарики, усилие захватывания в соответствии с настоящим изобретением можно регулировать и как угодно распределять. Другое важное отличие состоит в том, что в других технических решениях движение шариков задано и зависит от геометрии деталей, в то время как в соответствии с настоящим изобретением можно регулировать движение шарика и, следовательно, степень, на которую он проникает в пластмассовую трубу.
Другое основное различие между заявленным решением и другими решениями в соответствии с известным уровнем техники связано с тем фактом, что предложенный здесь механизм требует постоянного растяжения, а пластмассовая труба должна опираться на закрепленную деталь в ответ на давление, приложенное за счет шариков, так что пластмассовая труба будет зажата между закрепленной деталью и шариками, в то время как в известных устройствах соединительные детали являются самоблокирующимися.
Другим различием является то, что в известных устройствах захватываемая деталь имеет гнезда, в которых расположены шарики, создающие сцепление, в то время как в заявленном устройстве шарики деформируют трубу, когда они сцеплены.
Также важно подчеркнуть, что заявленное устройство позволяет закреплять трубы в пластичном состоянии с различными размерами или большими зазорами, так как система позволяет калибровать величину перемещения при зажиме и силу зажима, в то время как в известных захватных устройствах подлежащие соединению детали имеют фиксированные размеры.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
На фиг.1 показано поперечное сечение механизма для захвата заготовки трубы в пресс-форме, снабженного внутренними шариками, причем показана труба в нем до ее захвата.
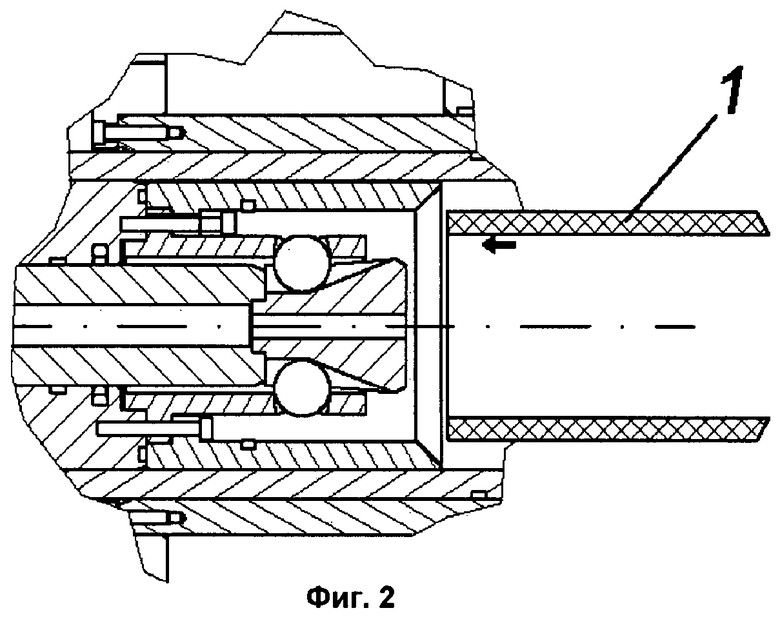
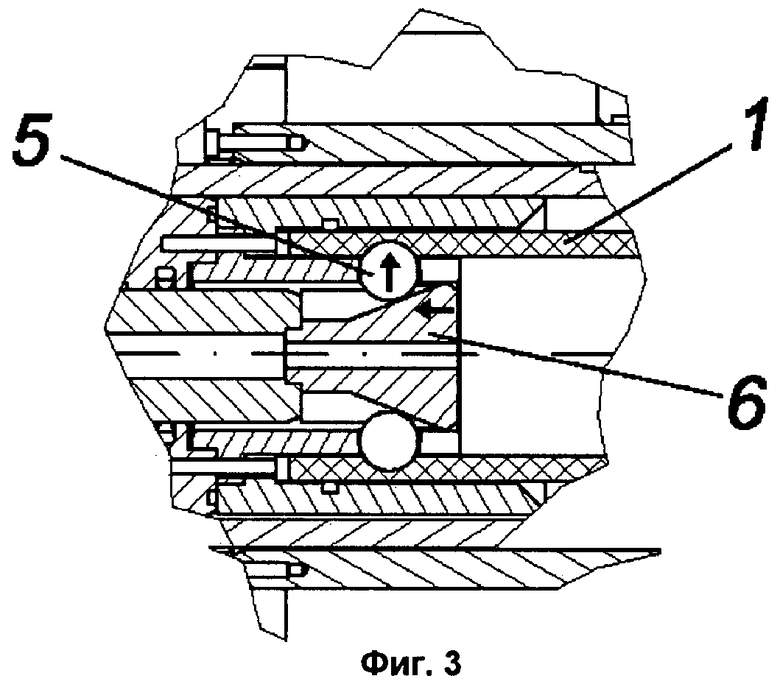
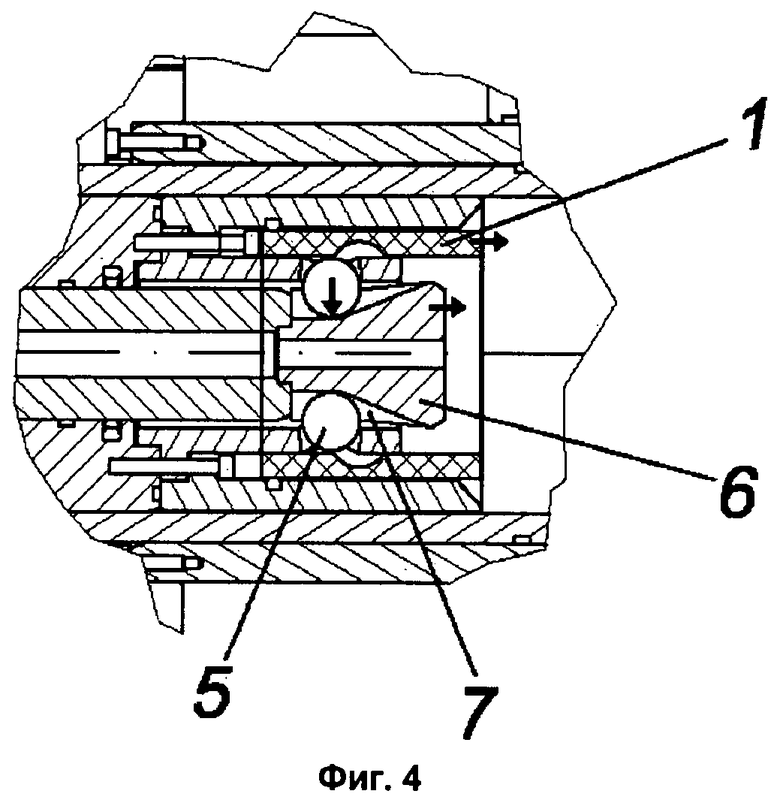
На фиг.2-4 показаны поперечные сечения механизма, показанного на фиг.1, где можно наблюдать последовательность, соответствующую введению, захватыванию и освобождению трубы.
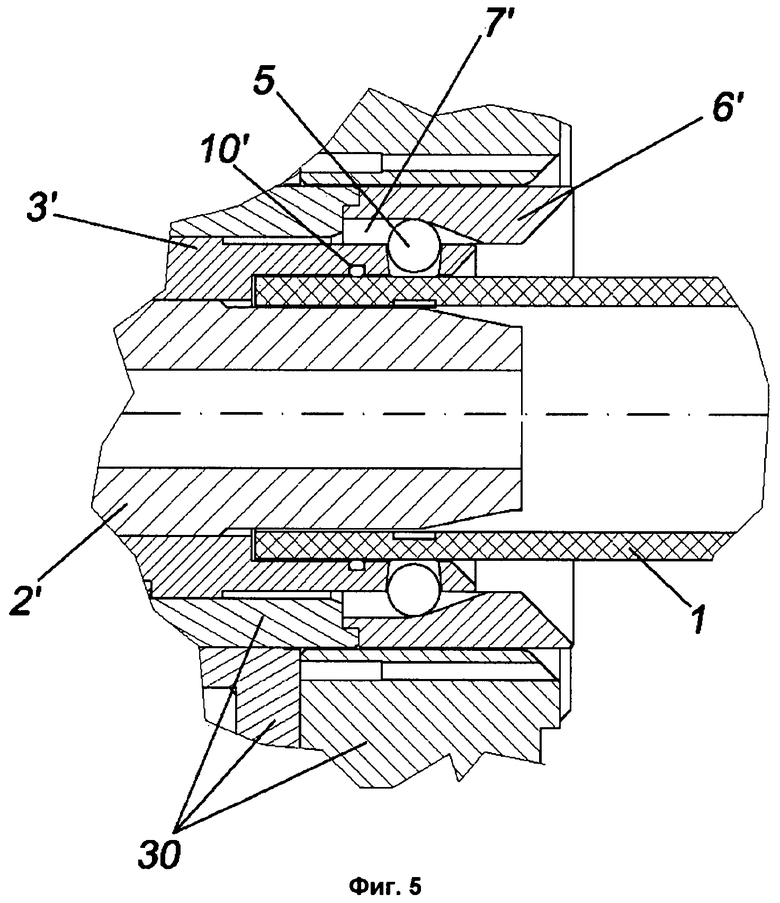
На фиг.5 показано поперечное сечение механизма для захвата заготовки трубы, снабженного внешними шариками, с трубой, расположенной в нем до ее захвата.
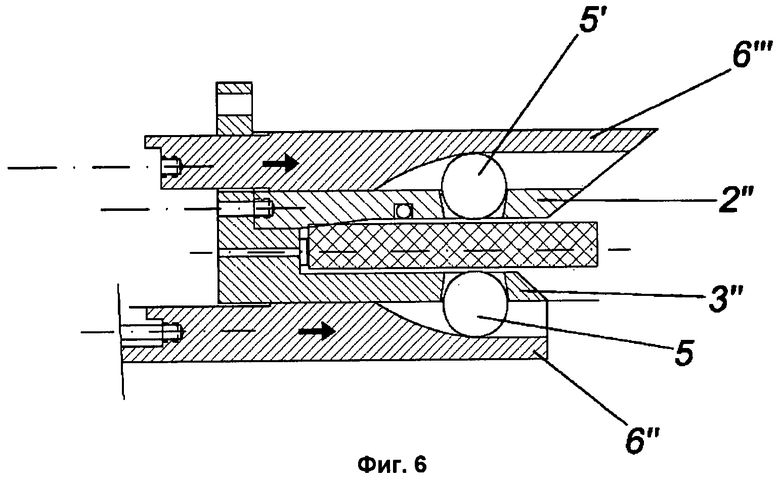
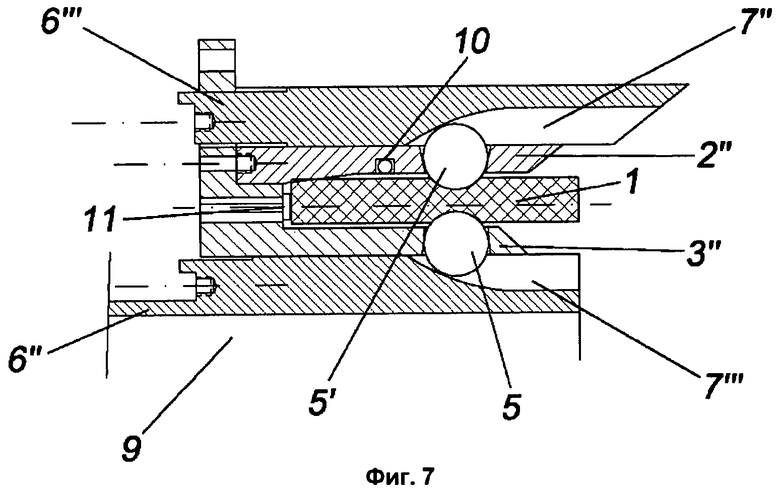
На фиг.6 и 7 показаны поперечные сечения механизма для захвата заготовки трубы, снабженного двумя линиями шариков, где можно видеть трубу, расположенную в нем, до закрепления ее положения и в положении закрепления, соответственно.
Подробное описание изобретения
Далее будут описаны предпочтительные варианты осуществления механизма для захвата заготовки трубы (1) в пресс-форме (30) ранее ее затвердевания, которые образуют объект настоящего изобретения.
Механизм выполнен с возможностью применения для захвата заготовки трубы (1), которая изготовлена преимущественно из полимерного материала, который является горячим, деформируемым и находится в пластичном состоянии.
Показанный на фиг.1 механизм содержит:
- закрепленную трубчатую деталь (2) подходящих размеров для того, чтобы она могла концентрически принимать в нее внешнюю сторону трубы (1),
- высверленную трубчатую деталь (3) подходящих внешних размеров для того, чтобы она могла принимать внутреннюю сторону трубы (1), которая (деталь (3) снабжена коническими радиальными отверстиями (4) с внешним диаметром, который меньше чем внутренний диаметр, в которых частично расположена с возможностью перемещения линия твердых, а преимущественно металлических шариков (5),
- желобчатую трубчатую деталь (6), которая может двигаться по оси внутри высверленной детали (3) и которая снабжена продольными каналами (7), которые немного шире, чем диаметр шариков (5) и имеют переменную глубину, в которые частично введены шарики (5), причем расстояние между максимальной глубиной канала (7) и внешней стороной высверленной детали (3) больше, чем диаметр шарика (5), причем осевое перемещение желобчатой детали (6) определяет радиальное перемещение шарика (5) в направлении трубы (1) и закрепление трубы (1) или, в противоположном направлении, ее освобождение.
Часть внутренней стороны закрепленной трубчатой детали (2), которая соответствует месту на трубе (1), в которое упирается шарик (5), имеет шероховатую поверхность (8), что улучшает захват трубы (1) между шариками (5) и закрепленной трубчатой деталью (2).
Осевое перемещение желобчатой детали (6) может быть создано при помощи любого механического или электрического устройства, такого как гидравлические поршни, резьбовые стержни и т.п., которые здесь не показаны.
Можно видеть, что в этом случае желобчатая деталь (6) также является деталью, которая позволяет проход флюида расширения (растяжения), который побуждает заготовку трубы (1) расширяться, для чего она (деталь (6) имеет осевое отверстие (9), которое соединяет внутреннюю часть трубы (1) с наружной стороной пресс-формы.
Закрепленная трубчатая деталь (2) также может иметь упругое сочленение (10), а преимущественно уплотнительное кольцо, чтобы герметизировать заготовку трубы (1), подлежащую расширению.
Механизм может иметь обнаружитель (11), расположенный между высверленной деталью (3) и закрепленной трубчатой деталью (2) как элемент обнаружения правильного положения трубы (1), который действует как ограничитель, в который упирается труба (1), за счет чего обнаруживают правильное положение трубы для последующего ее захвата.
На фиг.2-4 показана последовательность операций срабатывания механизма, показанного на фиг.1. На фиг.2 показано введение трубы (1) в пластичном состоянии в механизм захвата, причем стрелка показывает направление перемещения трубы (1).
На фиг.3 можно видеть, что желобчатая деталь (6) движется по оси в направлении стрелки, и при своем движении толкает шарики (5) наружу. Шарики (5) проникают в пластмассовую трубу (1), захватывают и деформируют ее, пока они не доходят до предела, установленного за счет радиального отверстия (4).
После процесса расширения и ориентации трубы (1) внутри пресс-формы, желобчатая деталь (6) вновь перемещается в ее исходное положение, как это показано на фиг.4. Шарики (5) становятся свободными для перемещения радиально. Так как трубу (1) удаляют сразу после ее ориентации, так что при этом она находится (уже) в затвердевшем состоянии, геометрия ее деформации, воздействующая на шарики (5), побуждает их перемещаться в их первоначальное положение, при этом сама труба (1), при ее осевом движении освобождения, толкает шарики (5), которые не оказывают сопротивления, в положение максимальной глубины канала (7).
В соответствии со вторым вариантом осуществления настоящего изобретения, показанным на фиг.5, механизм содержит систему внешних шариков, в которой пластмассовую трубу (1) захватывают при помощи шариков (5) за счет радиального перемещения шариков (5) внутрь. В этом случае желобчатая деталь (6') расположена снаружи от захватываемой пластмассовой трубы (1) и концентрично с ней, а закрепленная трубчатая деталь (2') расположена внутри пластмассовой трубы (1). Указанная закрепленная трубчатая деталь (2') может иметь шероховатую поверхность (8) для улучшения ее захвата. Высверленная деталь (3') расположена снаружи от пластмассовой трубы (1) и внутри желобчатой детали (6'), и имеет сочленение (10') для ее герметизации.
В соответствии с третьим вариантом осуществления настоящего изобретения, показанным на фиг.6 и 7, в этом случае пластмассовую трубу (1) захватывают за счет действия двух линий шариков (5, 5'), которые расположены напротив друг друга. Механизм имеет высверленную деталь (3”), расположенную внутри трубы (1), в которой движется желобчатая деталь (6”), и имеет закрепленную трубчатую деталь (2”), расположенную снаружи от трубы, которая высверлена и имеет конические радиальные отверстия, (4”), в которых расположена вторая линия шариков (5'), в дополнение к первой линии шариков (5). Дополнительно, механизм имеет вторую желобчатую деталь (6”'), расположенную снаружи от закрепленной трубчатой детали (2”), с каналами (7'''), в которых движутся шарики (5') этой второй линии.
Осевой исполнительный механизм (не показанный здесь), который создает движение желобчатых деталей (6”, 6'''), может представлять собой единственный исполнительный механизм для обеих деталей, если они прочно соединены, или может быть независимым для каждой из них.
Сочленение (10) для поддержания давления внутри трубы (1) расположено на закрепленной трубчатой детали (2”).
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВКА В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ | 2018 |
|
RU2746043C2 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ И СОЗДАНИЯ НЕОБХОДИМЫХ ТЕМПЕРАТУРНЫХ УСЛОВИЙ ДЛЯ ОБЪЕКТА ТРУБЧАТОЙ ФОРМЫ | 2002 |
|
RU2283230C2 |
| УСТРОЙСТВО ДЛЯ ПОДСОЕДИНЕНИЯ ПОДВОДЯЩЕЙ ТРУБЫ К ВНУТРЕННЕМУ КАНАЛУ АНКЕРНОГО БОЛТА | 2009 |
|
RU2509211C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ИЗДЕЛИЯ, А ТАКЖЕ РАЗДУВНАЯ ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2011 |
|
RU2560418C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Захват для перемещения предмета из расплава в газообразную среду | 1991 |
|
SU1838837A3 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА, ОБРАБОТКИ И ПЕРЕМЕЩЕНИЯ ОБЪЕКТОВ | 2002 |
|
RU2297380C2 |
| Промежуточная деталь для фиксации штифтового соединения желобчатых секций грузового цепного конвейера | 1981 |
|
SU1063288A3 |
Изобретение относится к изготовлению ориентированных профилей, в особенности в системах групповой технологической обработки. Механизм захвата заготовки трубы в пресс-форме, причем труба находится в пластичном состоянии, содержит закрепленную трубчатую деталь, высверленную трубчатую деталь и по меньшей мере одну желобчатую трубчатую деталь. Закрепленная трубчатая деталь необходима для возможности концентрического охвата заготовки трубы. Высверленная трубчатая деталь расположена концентрично относительно закрепленной трубчатой детали и снабжена коническими радиальными отверстиями. В указанных отверстиях расположена первая линия твердых шариков, которые выполнены с возможностью перемещения в радиальном направлении. По меньшей мере одна желобчатая трубчатая деталь выполнена с возможностью движения по оси относительно высверленной детали и снабжена продольными каналами. В упомянутые каналы частично введены шарики. Продольные каналы выполнены немного шире, чем диаметр введенных шариков и имеют переменную глубину. Осевое перемещение желобчатой детали в одном направлении обеспечивает радиальное перемещение шариков в направлении трубы, захват трубы и ее деформирование, или, в противоположном направлении, ее освобождение. В результате обеспечивается надежная ориентация трубы, находящейся в пластичном состоянии, и защита трубы от образования стружки. 7 з.п. ф-лы, 7 ил.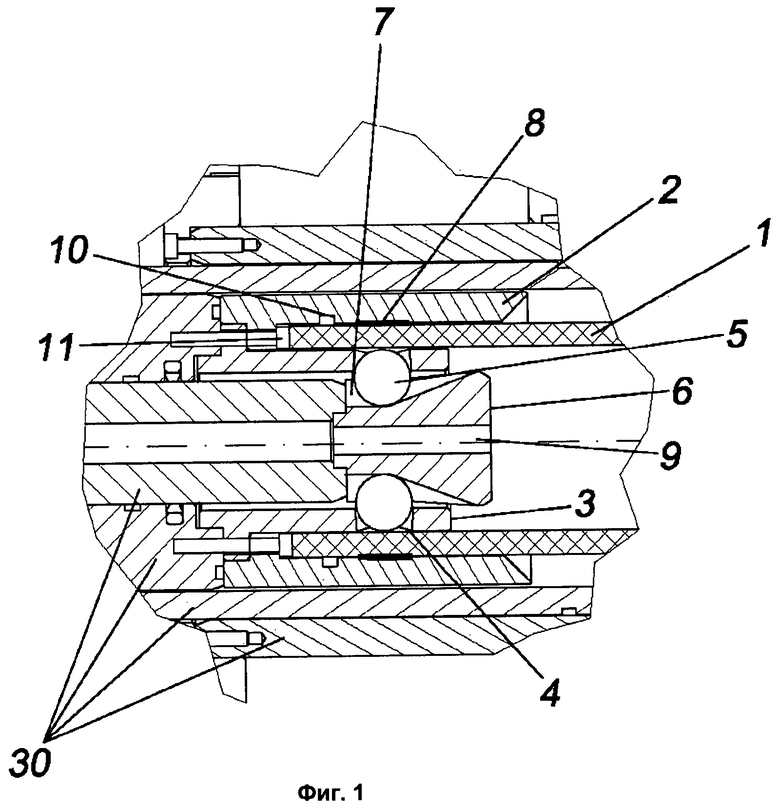
1. Механизм захвата заготовки трубы (1) в пресс-форме (30), причем труба находится в пластичном состоянии, отличающийся тем, что он содержит закрепленную трубчатую деталь (2, 2', 2'') подходящих размеров для возможности концентрического охвата заготовки трубы (1), высверленную трубчатую деталь (3, 3', 3''), которая расположена концентрично относительно закрепленной трубчатой детали (2, 2', 2'') и которая снабжена коническими радиальными отверстиями (4), в которых расположена первая линия твердых шариков (5), которые выполнены с возможностью перемещения в радиальном направлении, по меньшей мере одну желобчатую трубчатую деталь (6, 6', 6'', 6'''), которая выполнена с возможностью движения по оси относительно высверленной детали (3, 3', 3'') и которая снабжена продольными каналами (7, 7', 7'', 7'''), в которые частично введены шарики (5, 5') и которые выполнены немного шире, чем диаметр введенных шариков (5), и имеют переменную глубину, причем осевое перемещение желобчатой детали (6, 6', 6'', 6''') в одном направлении обеспечивает радиальное перемещение шариков (5, 5') в направлении трубы (1), захват трубы (1) и ее деформирование, или, в противоположном направлении, ее освобождение.
2. Механизм по п.1, отличающийся тем, что закрепленная трубчатая деталь (2) имеет подходящие размеры для охвата внешней стороны трубы (1), а высверленная трубчатая деталь (3) содержит первую линию шариков (5) и имеет подходящие размеры для охвата внутренней стороны трубы (1), причем желобчатая трубчатая деталь (6) расположена внутри высверленной детали (3).
3. Механизм по п.1, отличающийся тем, что часть внутренней стороны закрепленной трубчатой детали (2), которая соответствует месту на трубе (1), в которое упирается шарик (5), имеет шероховатую поверхность (8).
4. Механизм по п.1, отличающийся тем, что он дополнительно имеет обнаружитель (11), расположенный между высверленной деталью (3) и закрепленной трубчатой деталью (2), служащий для обнаружения правильного положения трубы (1), действующий как ограничитель, в который упирается труба (1), за счет чего обнаруживают правильное положение трубы для последующего ее захвата.
5. Механизм по п.1, отличающийся тем, что желобчатая деталь (6) имеет осевое отверстие (9) для соединения внутренней части трубы (1) с наружной стороной пресс-формы, для прохода жидкости расширения, который побуждает заготовку трубы (1) расширяться.
6. Механизм по п.1, отличающийся тем, что закрепленная трубчатая деталь (2) содержит упругое сочленение (10) для герметизации заготовки трубы (1), подлежащей расширению.
7. Механизм по п.1, отличающийся тем, что высверленная трубчатая деталь (3') содержит первую линию шариков (5) и расположена снаружи от пластмассовой трубы (1) и внутри желобчатой детали (6'), причем закрепленная трубчатая деталь (2') расположена внутри пластмассовой трубы (1).
8. Механизм по п.1, отличающийся тем, что высверленная трубчатая деталь (3''), которая содержит первую линию шариков (5), расположена внутри трубы (1), желобчатая трубчатая деталь (6'') движется внутри нее, а закрепленная трубчатая деталь (2''), которая расположена снаружи от трубы (1), высверлена и имеет конические радиальные отверстия, в которых расположена вторая линия шариков (5'), в дополнение к первой линии шариков (5), причем механизм имеет вторую желобчатую трубчатую деталь (6'''), расположенную снаружи от закрепленной трубчатой детали (2''), с каналами (7'''), в которых движутся шарики (5') второй линии.
| US 4428900 A, 31.01.1984 | |||
| Устройство для зажима цилиндрических изделий | 1980 |
|
SU933369A1 |
| Захват для протягивания труб в грунте | 1972 |
|
SU446597A1 |
| US 3640115 A, 08.02.1972 | |||
| Клипса для глазного яблока | 1976 |
|
SU611614A1 |

