Изобретение относится к металлургии, в частности к обработке стали газом в металлургических агрегатах в процессе выплавки стали, ее выпуска из сталеплавильной печи и на внепечных установках в сталеразливочных и промежуточных ковшах.
Известен способ перемешивания стали в ковше, включающий продувку стали снизу газом или газопорошковой смесью через предусмотренные по меньшей мере два продувочных устройства, расположенные на диаметрально противоположных сторонах ковша. Продувку осуществляют поочередно - вначале через одно из устройств, расположенное на одной стороне ковша, затем через другое, находящееся на другой стороне ковша, при этом в продувочном устройстве, через которое в данный момент не проводят продувку, поддерживают давление, исключающее затекание в него металла. Период смены работы продувочных устройств увеличивают с увеличением массы стали в ковше, а при переключении подачи газа или газопорошковой смеси с одного продувочного устройства на другое объем подаваемого газа сохраняют неизменным [патент RU 2208054, МПК С21С 7/072, B22D 1/00, 2003].
Недостатки данного способа заключаются в том, что только в момент переключения подачи продувочного газа с одного устройства на другое разрушаются устойчивые вертикальные двухфазные газ-металл потоки с образованием пузырькового режима продувки. В остальные моменты продувка осуществляется в струйном режиме. Вследствие этого перемешивание стали в ковше осуществляется не достаточно эффективно.
Наиболее близким по технической сущности к предлагаемому изобретению является способ перемешивания стали в ковше путем воздействия на нее ударной пульсацией давлений продувочного газа с установкой длительности импульсов максимального и минимального давлений продувочного газа в каждом продувочном устройстве индивидуально. Каждое продувочное устройство работает в индивидуальном режиме параллельно-одновременно с другими устройствами или независимо от них [патент RU 2388832, МПК С21С 7/072, B22D 1/00, 2009].
Недостаток этого способа заключается в том, что указанные в патенте длительности импульсов (частота продувки) не позволяют поддерживать устойчивый пузырьковый режим продувки. Вследствие этого перемешивание стали в ковше осуществляется не достаточно эффективно.
Технический результат изобретения - повышение качества стали (снижение неметаллических включений) за счет улучшения процесса перемешивания стали в ковше, а также за счет снижения вредных примесей в стали.
Указанный технический результат изобретения достигается тем, что в способе перемешивания стали в металлургическом агрегате, включающем продувку стали газом непрерывно с различной интенсивностью через по меньшей мере одно продувочное устройство, согласно изобретению подачу газа в каждое из продувочных устройств осуществляют в пульсирующем режиме с частотой не менее 150 Гц.
Минимальное давление подаваемого газа устанавливают не менее 800 кПа, а максимальное давление подаваемого газа устанавливают не более 2500 кПа.
Во время продувки стали с подаваемым газом осуществляется инжектирование в сталь твердых веществ, объем которых составляет 5-50% от объема подаваемого газа.
Размер инжектируемых твердых веществ составляет не более 1,0 мм.
В качестве твердых веществ используют оксиды металлов или не металлов или их смесь.
Во время продувки стали в качестве подаваемого газа используют нейтральные газы, диоксид углерода, углеводороды или их смесь.
Сущность предложенного способа заключается в следующем.
Экспериментально установлено, что для формирования пузырькового режима продувки необходимо осуществлять подачу газа в ковш с частотой не менее 150 Гц. Частота пульсаций газа выше 150 Гц позволяет сформировать поток, связанный с продольным и поперечным массообменом жидкой стали, что из-за увеличивающегося осевого градиента давления приводит к вращению и появлению спонтанных вихрей, мешающих восстановлению сплошности расплава.
Минимальное давление подаваемого газа устанавливают не менее 800 кПа, а максимальное давление устанавливают не более 2500 кПа. Снижение минимального давления подаваемого газа не позволяет преодолеть ферростатическое давление ванны жидкой стали, а увеличение давления свыше 2500 кПа приводит к оголению мениска металла, вследствие чего происходит ухудшение качества стали из-за ее контакта с атмосферой.
Инжектирование в сталь твердых веществ позволяет более эффективно удалять неметаллические включения, а также снижать содержание вредных примесей в стали.
Например, использование алюминия (или кремния) в стали приводит к образованию тугоплавких включений, загрязняющих металл. Такая сталь при продувке инертным газом обычным способом имеет проблемы с отложением тугоплавких окислов алюминия на сталеразливочных стаканах, что приводит к снижению качества разливки стали и проката.
Оксид кальция (СаО), вдуваемый через продувочные устройства, реагируя с оксидами алюминия (или оксидами кремния) в стали, образует легкоплавкие шаровые эвтектики с незначительными размерами, которые не влияют на качество проката.
Вдувание смеси СаО и SiO2 осуществляют в стали, содержащей алюминий (Al до 5,0%), для формирования жидких алюмосиликатов, которые при контакте с огнеупорной проводкой не осаждаются на стенках стаканов во время разливки.
Для сталей с содержанием марганца до 20,0% и содержанием алюминия до 5,0% дополнительное вдувание SiO2 в жидкую сталь осуществляют для формирования жидких марганцовистых силикатов.
Снижение расхода веществ менее 5% и увеличение выше 50% от объема подаваемого газа затруднено из-за возможностей по регулированию, связанных с обеспечением точности и равномерности доставки в зону инжекции (зона взаимодействия твердых веществ и жидкой стали).
При инжектировании твердых веществ размером более 1,0 мм происходит забивание отверстий в продувочных устройствах, а также замедляется скорость реакции взаимодействия твердых веществ со сталью.
В качестве подаваемых газов используют нейтральные газы (Ar, N), углекислый газ (CO2), углеводороды (СН4) или их смеси.
Нейтральные газы применяют для гомогенизации и обеспечения взаимодействия стали со шлаком. Диоксид углерода и углеводороды применяют в случае, если необходимо произвести науглероживание стали.
Пример реализации способа
Предложенный способ перемешивания стали в металлургическом агрегате был реализован в сталеплавильном цехе. После выплавки стали в сталеплавильной печи производили ее слив в ковш, в котором осуществляли внепечную обработку стали с использованием заявленного способа. Продувка стали в ковше осуществлялась через два донных продувочных устройства. Переключение, корректировка частоты, видов подаваемых газов и инжектирование твердых веществ в жидкую сталь производились на участке между узлом подачи инертных газов и продувочными устройствами в автоматизированном режиме с помощью датчиков давления и расхода, расположенных на трубопроводах подачи газов и твердых веществ.
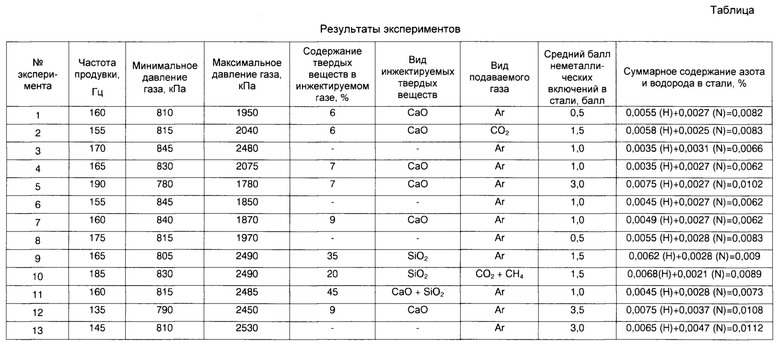
Было произведено 13 экспериментов, результаты которых приведены в таблице.
Как следует из таблицы, если выполняются заявляемые параметры, то в стали происходит снижение максимального балла неметаллических включений, а также снижение таких газов, как азот и водород (эксперименты 1-4; 6-11). Если требуемые параметры не соответствуют заданным (эксперименты 5, 12, 13), то происходит увеличение в стали максимального балла неметаллических включений и содержания газов.
В случаях, когда минимальное давление подаваемого газа было меньше заявляемого значения (эксперименты 5; 12), происходило сокращение массопереноса в жидкой стали, что наблюдалось визуально в виде недостаточной жидкоподвижности шлака.
Таким образом, применение заявленного технического решения улучшает процесс массопереноса (перемешивание) и дегазации стали в ковше и позволяет снизить содержание вредных примесей в стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2012 |
|
RU2507273C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРЧИСТОЙ СТАЛИ, РАСКИСЛЕННОЙ АЛЮМИНИЕМ, ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ МЕТАЛЛОПРОДУКЦИИ | 2019 |
|
RU2740949C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ СТАЛИ В КОВШЕ | 1998 |
|
RU2152441C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
| Способ производства низкокремнистой стали | 2023 |
|
RU2818526C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2018 |
|
RU2681961C1 |
| Способ производства электросварной трубы из низкоуглеродистой стали, стойкой против водородного растрескивания (варианты) | 2020 |
|
RU2747083C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2014 |
|
RU2564205C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2008 |
|
RU2388832C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ С ПОСЛЕДУЮЩЕЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ В ЗАГОТОВКУ МАЛОГО СЕЧЕНИЯ | 2011 |
|
RU2460807C1 |
Изобретение относится к металлургии, в частности к обработке стали газом в металлургических агрегатах в процессе выплавки стали, ее выпуска из сталеплавильной печи и на внепечных установках в сталеразливочных и промежуточных ковшах. Способ включает продувку стали газом непрерывно с различной интенсивностью через по меньшей мере одно продувочное устройство. Подачу газа в каждое из продувочных устройств осуществляют в пульсирующем режиме с частотой не менее 150 Гц. Минимальное давление подаваемого газа устанавливают не менее 800 кПа, а максимальное давление подаваемого газа устанавливают не более 2500 кПа. Во время продувки стали с подаваемым газом осуществляется инжектирование в сталь твердых веществ, объем которых составляет 5-50% от объема подаваемого газа. В качестве газа используют нейтральные газы, диоксид углерода, углеводороды или их смесь. Изобретение позволяет повысить качество стали за счет улучшения процесса перемешивания стали в ковше, а также за счет снижения вредных примесей в стали. 4 з.п. ф-лы, 1 табл.
1. Способ перемешивания стали в металлургическом агрегате, включающий непрерывную продувку стали газом в пульсирующем режиме через по меньшей мере одно продувочное устройство, отличающийся тем, что подачу газа в продувочные устройства осуществляют с частотой пульсации не менее 150 Гц, при этом минимальное давление подаваемого газа устанавливают не менее 800 кПа, а максимальное давление - не более 2500 кПа.
2. Способ по п. 1, отличающийся тем, что во время продувки стали с подаваемым газом осуществляют инжектирование в сталь твердых веществ, объем которых составляет 5-50% от объема подаваемого газа.
3. Способ по п. 2, отличающийся тем, что размер инжектируемых твердых веществ составляет не более 1,0 мм.
4. Способ по п. 2, отличающийся тем, что в качестве твердых веществ используют оксиды металлов или не металлов или их смесь.
5. Способ по п. 1, отличающийся тем, что во время продувки стали в качестве подаваемого газа используют нейтральные газы, диоксид углерода, углеводороды или их смесь.
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2008 |
|
RU2388832C2 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
| US 3791813 A, 12.02.1974 | |||
| CN 1087034 C, 03.07.2002. | |||

