Изобретение относится к области труб.
Известен способ соединения труб, включающий изготовление металлической трубы с конусным буртиком и термопластичной армированной трубы с прилегающим к конусному буртику раструбом, стыковку труб и их скрепление стяжным устройством, - усматриваемый из описания конусного соединения труб, - см. В.Ю.Каргин и др. «Полиэтиленовые газовые сети», Приволжское книжное изд-во, Саратов, 2001 г., стр. 294-295.
По своим признакам и достигаемому результату этот способ наиболее близок к заявляемому и принят за прототип.
Недостаток такого способа соединения труб заключается в малой надежности, обусловленной значительной вероятностью сползания термопластичной армированной трубы с конусного буртика при эксплуатации под действием рабочего давления и потерей герметизации соединения при этом.
Технический результат от использования предлагаемого способа соединения труб заключается в повышении надежности.
Названный технический результат достигается тем, что в способе соединения труб, включающем изготовление металлической трубы с конусным буртиком и термопластичной армированной трубы с прилегающим к конусному буртику раструбом, стыковку труб и их скрепление стяжным устройством, согласно изобретению металлическую трубу изготавливают с дополнительным обратным конусом со стороны большего диаметра конусного буртика, термопластичную трубу - с неармированным консольным цилиндрическим участком перед раструбом, после чего трубы состыковывают с прилеганием раструба к конусному буртику и с помощью конусного нагревателя формуют из консольного участка термопластичной трубы конический с прилеганием его к обратному конусу, затем нагреватель убирают, а на его место устанавливают нажимную конусную втулку, которую скрепляют с армирующим участком термопластичной трубы стяжным устройством.
Ниже, со ссылкой на прилагаемые чертежи, дается описание способа.
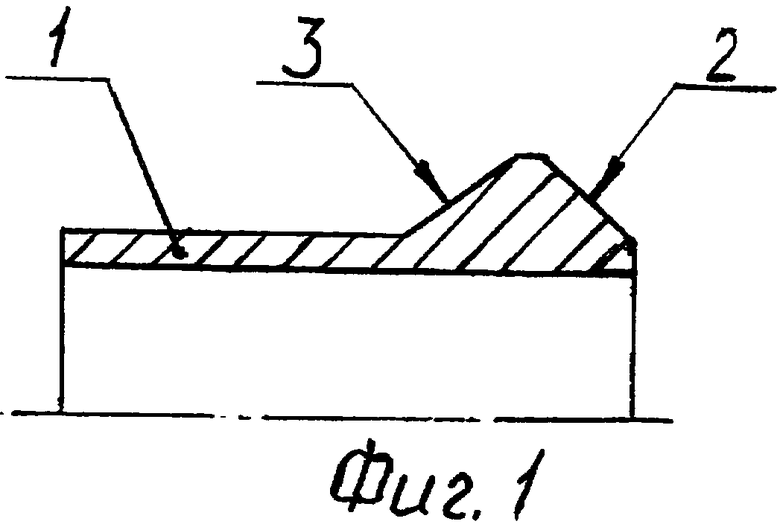
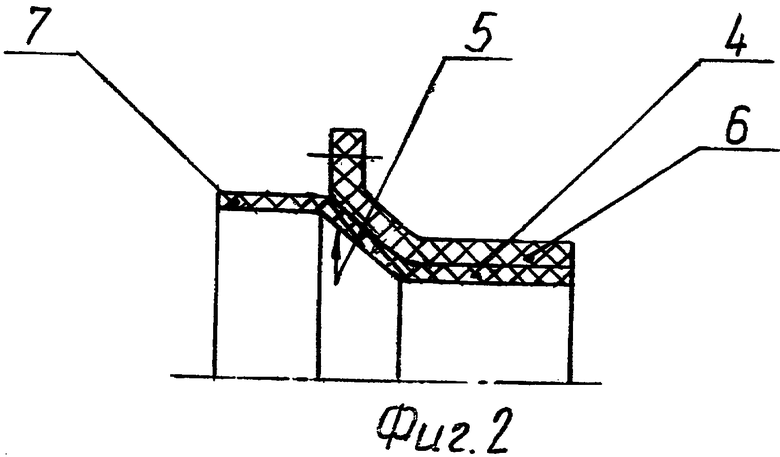
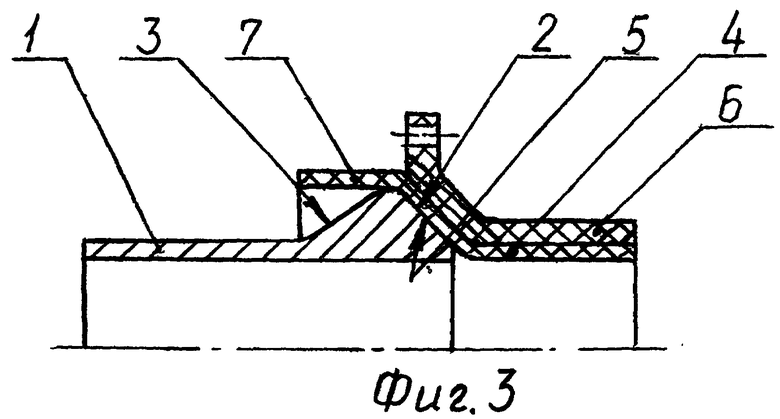
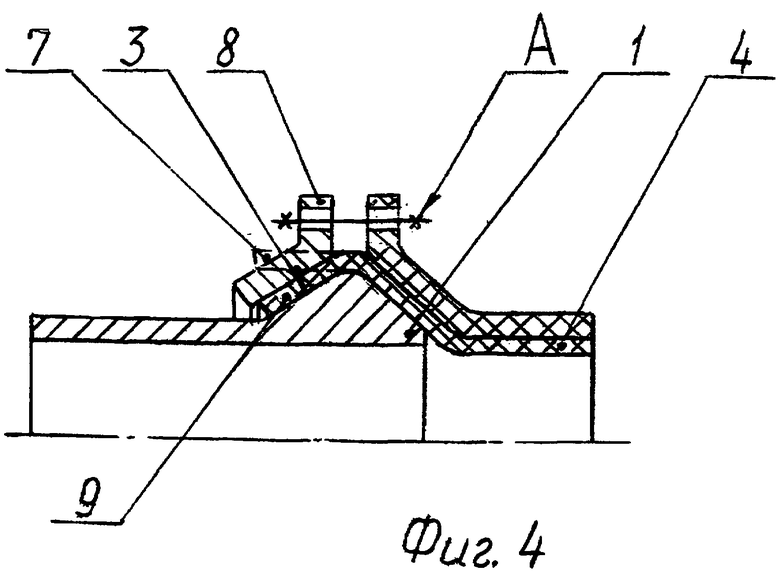
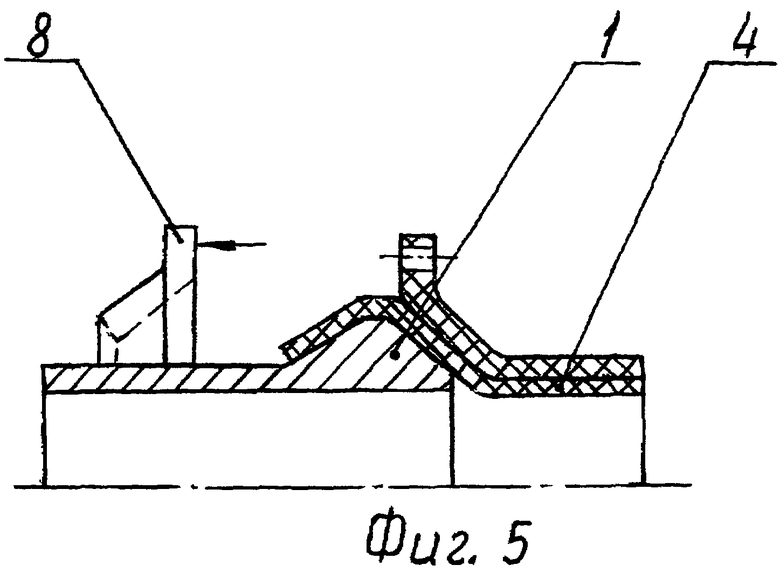
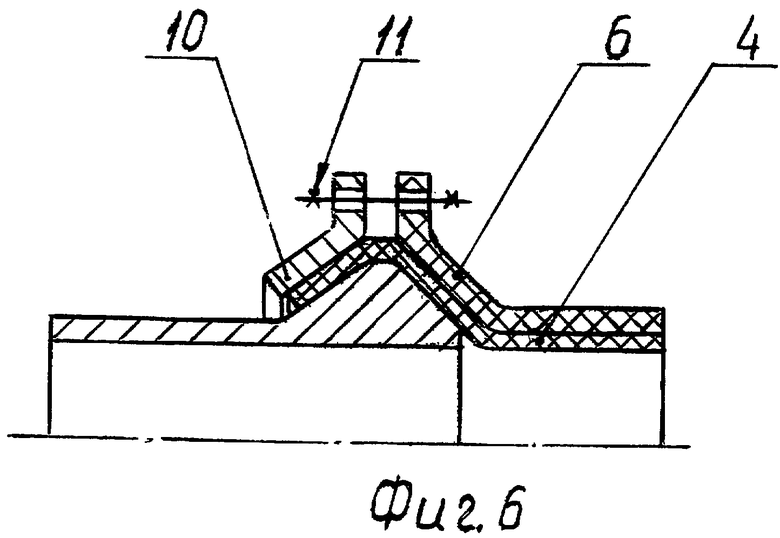
Способ соединения труб осуществляют следующим образом: металлическую трубу 1 с конусным буртиком 2 изготавливают с дополнительным обратным конусом 3 со стороны большего диаметра конусного буртика 2 - Фиг.1, термопластичную трубу 4 - с ответным конусному буртику 2 раструбом 5, армированную, например, композиционным слоем 6, изготавливают с неармированным консольным цилиндрическим участком 7 перед раструбом 5 - Фиг.2. Затем трубы 1 и 4 состыковывают с прилеганием раструба 5 к конусному буртику 2 - Фиг.3 и с помощью конусного нагревателя 8 формуют из консольного участка 7 термопластичной трубы 4 конический участок 9 с прилеганием его к обратному конусу 3 с использованием при этом стяжного устройства А - Фиг.4. После этого стяжное устройство А и нагреватель 8 убирают - Фиг.5, а на место нагревателя 8 устанавливают нажимную конусную втулку 10, которую скрепляют с армирующим слоем 6 термопластичной трубы 4 стяжным устройством 11 - Фиг.6.
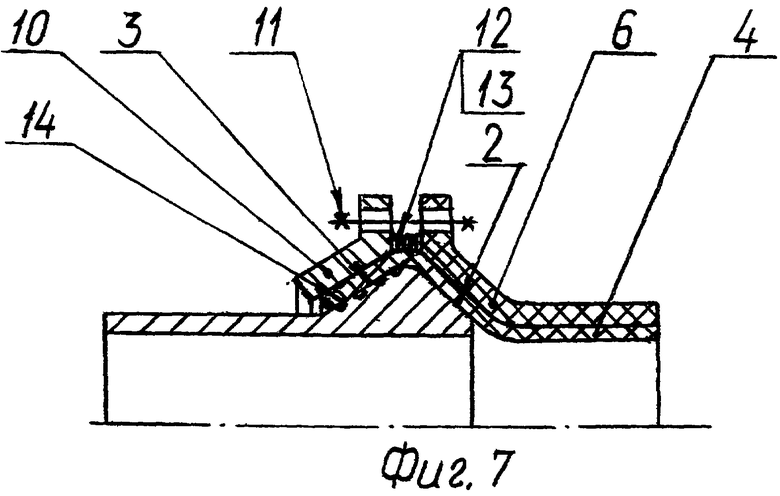
Предлагаемый способ может выполняться с усилением термопластичной трубы 4 в зазоре между торцами конусной втулки 10 и армирующего слоя 6, например, намоткой волокнистого материала 12 с самотвердеющим связующим или установкой в названном зазоре полуколец 13 перед установкой стяжного устройства 11 - Фиг.7, что исключит вероятность выпучивания трубы 4 в упомянутый зазор при эксплуатации соединения под давлением.
Поверхность обратного конуса 3 может изготавливаться с кольцевыми канавками 14 - Фиг.7, что повысит сцепление конуса 3 с термопластичной трубой 4.
При эксплуатации труб, выполненных с предлагаемым способом их соединения, на последнее воздействуют радиальные и осевые рабочие нагрузки. Под действием осевых нагрузок трубы 1 и 4 смещаются в направлении от их соединения. При этом в случае ослабления обжатия термопластичной трубы 4 в стыке с конусным буртиком 2 произойдет усиление обжатия трубы 4 в стыке с обратным конусом 3 и, следовательно, исключение разгерметизации соединения труб.
Способ соединения труб по сравнению с прототипом имеет повышенную надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ АРМИРОВАННЫХ ПЛАСТМАССОВЫХ ТРУБ | 1995 |
|
RU2094690C1 |
| СПОСОБ РЕМОНТА СТЕКЛОПЛАСТИКОВЫХ ТРУБ С ИСПОЛЬЗОВАНИЕМ РЕЗЬБОВОЙ ВСТАВКИ | 2020 |
|
RU2742961C1 |
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 2004 |
|
RU2272214C1 |
| СОЕДИНЕНИЕ ПОЛИМЕРНЫХ АРМИРОВАННЫХ ТРУБ | 2003 |
|
RU2245481C1 |
| ЛИНЕЙНЫЙ ЭЛЕМЕНТ СБОРНО-РАЗБОРНОГО ТРУБОПРОВОДА | 2017 |
|
RU2684054C1 |
| ПЛАСТМАССОВАЯ НАПОРНАЯ ТРУБА | 1997 |
|
RU2191314C2 |
| Способ соединения деталей | 1980 |
|
SU935222A2 |
| ТРУБОПРОВОД | 2008 |
|
RU2345269C1 |
| Печатающая головка для аддитивного производства изделий | 2017 |
|
RU2662015C1 |
Изобретение относится к области труб. Технический результат изобретения - повышение надежности способа соединения труб. Способ соединения труб включает изготовление металлической трубы с дополнительным обратным конусом со стороны большего диаметра конусного буртика, изготовление термопластичной трубы с неармированным консольным цилиндрическим участком перед раструбом, стыковку труб с прилеганием раструба к конусному буртику, формование с помощью конусного нагревателя из консольного участка термопластичной трубы конического с прилеганием его к обратному конусу, установку вместо конусного нагревателя нажимной конусной втулки, скрепление ее с армирующим участком термопластичной трубы стяжным устройством. 7 ил.
Способ соединения труб, включающий изготовление металлической трубы с конусным буртиком и термопластичной армированной трубы с прилегающим к конусному буртику раструбом, стыковку труб и их скрепление стяжным устройством, отличающийся тем, что металлическую трубу изготавливают с дополнительным обратным конусом со стороны большего диаметра конусного буртика, термопластичную трубу изготавливают с неармированным консольным цилиндрическим участком перед раструбом, после чего трубы состыковывают с прилеганием раструба к конусному буртику и с помощью конусного нагревателя формуют из консольного участка конический с прилеганием его к обратному конусу, затем нагреватель убирают, а на его место устанавливают нажимную конусную втулку, которую скрепляют с армирующим участком термопластичной трубы стяжным устройством.
| КАРГИН В.Ю | |||
| и др | |||
| Полиэтиленовые газовые сети | |||
| - Саратов: Приволжское книжное изд-во, 22001, с.294-295 | |||
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ТЕРМОПЛАСТИЧНОЙ ОБЛИЦОВКОЙ | 1991 |
|
RU2037721C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ПЛАСТМАССОВОЙ | 2004 |
|
RU2272213C2 |
| ТРУБНОЕ СОЕДИНЕНИЕ | 2006 |
|
RU2424463C2 |
| РАСТРУБНОЕ БЕЗРАСПОРНОЕ ОБЛЕГЧЕННОЕ СОЕДИНЕНИЕ | 1995 |
|
RU2087786C1 |
| US 5092632 А, 03.03.1992. | |||

