Изобретение относится к области аддитивных технологий и может быть использовано для изготовления деталей и конструкций из композитных материалов, армированных непрерывными волокнами, таких как кронштейны, фитинги, корпусные элементы, носимые изделия, сетчатые и сотовые конструкции для применения в авиационной, ракетно-космической технике, медицине, автомобилестроении и других отраслях промышленности.
Уровень техники
Известны устройства 3D-печати с использованием композитного волокна. Аналоги описаны в заявках компании MarkForged (США):
[1] US20140291886 – Three dimensonal printing (Трехмерная печать), опубликованная 02.10.2014.
[2] US20140328963 – Apparatus for fiber reinforced additive manufacturing (Аппарат для аддитивного производства изделий, армированных волокнами), опубликованная 06.11.2014.
[3] US20140328964 – Three dimensional printing (Трехмерная печать), опубликованная 06.11.2014.
[4] US20140361460 – Methods for fiber reinforced additive manufacturing (Методы аддитивного производства изделий, армированных волокнами), опубликована 11.12.2014.
[5] US20150108677 – Three dimensional printer with composite filament fabrication (Трехмерный принтер с печатью композитным волокном), опубликованная 23.04.2015.
[6] US20150165691 – Methods for fiber reinforced additive manufacturing (Методы аддитивного производства изделий, армированных волокнами), опубликованная 18.06.2015.
[7] US2016200047 (US9156205B2) - Three dimensional printer with composite filament fabrication (Трехмерный принтер с печатью композитным волокном), опубликованная 14.07.2016.
[8] US2016368213 (US9370896B2) - Methods for fiber reinforced additive manufacturing (Методы аддитивного производства изделий, армированных волокнами), опубликованная 22.12.2016.
[9] US2016129643 (US9149988B2) – Three dimensonal printing (Трехмерная печать), опубликованная 12.05.2016.
[10] US 2016067928 - Multilayer fiber reinforcement design for 3d printing (Конструкция армированного многослойного материала для 3Д печати), опубликована 10.03.2016.
[11] US 2016107379 – Сomposite filament 3d printing using complementary reinforcement formations (3Д печать с использованием композитного волокна армированного волокнами), опубликованная 21.04.2016.
В заявках описаны способ и реализующий его 3D-принтер специальной конструкции для печати с использованием композитного волокна. В композитное волокно в качестве наполнителя входят непрерывные или полунепрерывные армирующие волокна. Матрица представляет собой термопластичный материал в твердом состоянии. Композитное волокно при помощи подающего устройство вводится в экструдер, разогретый до температуры, превышающей температуру плавления матричного материала композитного волокна и через сопло выкладывается на стол и приплавляется к нему, что позволяет сформировать деталь. В принтере может быть предусмотрена система обрезки композитного волокна, располагающаяся в зоне между подающим устройством и соплом.
Описанное устройство может применяться только в случае, если композитное волокно пропитано термопластичной матрицей. Однако, такой подход обладает рядом недостатков, в частности, сложно обеспечить качественную пропитку пучка волокон термопластами, что связано с крайне высокой вязкостью их расплавов. Получаемый материал может обладать высокой пористостью и волокна не будут работать совместно. Для того, чтобы реализовать качественную пропитку, необходимо подвергать материал воздействию высоких давлений (десятки атмосфер), однако в этом случае возможно повреждение волокон и внутренняя структура материала может быть неравномерной. Для того, что избежать сложностей, связанных с пропиткой пучка волокон термопластом, при печати может быть использовано композитное волокно, пропитанное термореактивным связующим и предварительно отвержденное. В этом случае, в экструдер должно подаваться как композитное волокно, так и термопласт, который свяжет волокна между собой при печати.
Также, в описанной в приведенных ранее заявках конструкции предусмотрен только один канал для подачи композитного волокна с заданным объемным соотношением армирующих волокон и пластика, что не позволяет варьировать объемную долю волокон в процессе печати.
Сущность изобретения
Задачей заявленного изобретения является изготовление методом трехмерной печати функциональных деталей из композитных материалов со сложной формой и внутренней структурой, обладающих высокими физико-механическими характеристиками, что предполагает:
• использование широкого спектра армирующих волокон – не только волокон, пропитанных термопластичным полимером, но и волокон, пропитанных термореактивным полимером и отвержденных, а также металлической проволоки;
• изменение объемной доли армирующих волокон в процессе выкладки армированного термопласта;
• укладку волокон по сложным криволинейным траекториям;
• обрезку армирующего волокна и изготовления деталей с армированными и неармированными зонами.
Техническим результатом является повышение физико-механических характеристик изделий, снижение массы изделий, снижение затрат на изготовление изделий сложной формы из композитных материалов.
Поставленная задача решается, а технический результат достигается за счет печатающей головки для аддитивного производства изделий, содержащей механизм подачи пластиковой нити, механизм подачи армирующего волокна, механизм обрезки армирующего волокна, подающую трубку для пластиковой нити, подающие трубки для армирующего волокна и нагревательный блок, причем нагревательный блок включает нагреватель, термопару или термистор, два входных канала – канал для армирующего волокна и канал для пластиковой нити, и сопло с выходным каналом для армированного пластика, при этом канал для пластиковой нити соединен с каналом для армирующего волокна внутри нагревательного блока, а входной канал для армирующего волокна расположен соосно с выходным каналом для армированного пластика.
Технический результат также достигается за счет того, что механизм подачи пластиковой нити включает в себя электропривод и приводимые им в движение ролики, между которыми проходит пластиковая нить.
Технический результат также достигается за счет того, что механизм подачи армирующего волокна включает в себя электропривод и приводимые им в движение ролики, между которыми проходит волокно.
Технический результат также достигается за счет того, что механизм обрезки армирующего волокна, расположенный между механизмом подачи армирующего волокна и нагревательным блоком, включает в себя неподвижный нож и сервопривод, который приводит в движение подвижный нож.
Технический результат также достигается за счет того, что механизм обрезки армирующего волокна, расположенный между механизмом подачи армирующего волокна и нагревательным блоком, включает в себя сервопривод, на ось которого установлен подвижный нож, представляющий собой круговой цилиндр с выточкой, выполненной на глубину, превышающую половину диаметра цилиндра.
Технический результат также достигается за счет того, что неподвижный нож представляет собой трубку с двумя отверстиями – входным отверстием, диаметр которого составляет 1-3 диаметра волокна и выходным отверстием большего диаметра.
Технический результат также достигается за счет того, что внешний диаметр подвижного ножа равен внутреннему диаметру неподвижного ножа и подвижный нож установлен внутрь неподвижного ножа по скользящей посадке.
Технический результат также достигается за счет того, что подающая трубка для пластиковой нити соединяет выход механизма подачи пластиковой нити и входной канал нагревательного блока, предназначенный для пластиковой нити.
Технический результат также достигается за счет того, что подающие трубки для армирующего волокна соединяют выход механизма подачи армирующего волокна с входом механизма обрезки армирующего волокна и выход механизма обрезки армирующего волокна с входным каналом нагревательного блока, предназначенным для армированного волокна.
Поставленная задача также решается, а технический результат достигается за счет печатающей головки для аддитивного производства изделий, содержащей механизм подачи основной пластиковой нити, механизм подачи дополнительной пластиковой нити, механизм подачи армирующего волокна, механизм обрезки армирующего волокна, подающую трубку для основной пластикой нити, подающую трубку для дополнительной пластикой нити, подающие трубки для армирующего волокна и нагревательный блок, причем нагревательный блок включает нагреватель, термопару или термистор, три входных канала – канал для армирующего волокна, канал для основной пластиковой нити и канал для дополнительной пластиковой нити, и два сопла с выходными каналами для армированного пластика и чистого пластика, при этом канал для основной пластиковой нити соединен с каналом для армирующего волокна внутри нагревательного блока, а входной канал для армирующего волокна расположен соосно с выходным каналом для армированного пластика.
Технический результат также достигается за счет того, что механизм подачи основной пластиковой нити включает в себя электропривод и приводимые им в движение ролики, между которыми проходит основная пластиковая нить.
Технический результат также достигается за счет того, что механизм подачи дополнительной пластиковой нити включает в себя электропривод и приводимые им в движение ролики, между которыми проходит дополнительная пластиковая нить.
Технический результат также достигается за счет того, что механизм подачи армирующего волокна включает в себя электропривод и приводимые им в движение ролики, между которыми проходит волокно.
Технический результат также достигается за счет того, что механизм обрезки армирующего волокна, расположенный между механизмом подачи армирующего волокна и нагревательным блоком, включает в себя неподвижный нож и сервопривод, который приводит в движение подвижный нож.
Технический результат также достигается за счет того, что механизм обрезки армирующего волокна, расположенный между механизмом подачи армирующего волокна и нагревательным блоком, включает в себя сервопривод, на ось которого установлен подвижный нож, представляющий собой круговой цилиндр с выточкой, выполненной на глубину, превышающую половину диаметра цилиндра.
Технический результат также достигается за счет того, что неподвижный нож представляет собой трубку с двумя отверстиями – входным отверстием, диаметр которого составляет 1-3 диаметра волокна и выходным отверстием большего диаметра.
Технический результат также достигается за счет того, что внешний диаметр подвижного ножа равен внутреннему диаметру неподвижного ножа и подвижный нож установлен внутрь неподвижного ножа по скользящей посадке.
Технический результат также достигается за счет того, что подающая трубка для основной пластиковой нити соединяет выход механизма подачи основной пластиковой нити и входной канал нагревательного блока, предназначенный для основной пластиковой нити.
Технический результат также достигается за счет того, что подающая трубка для дополнительной пластиковой нити соединяет выход механизма подачи дополнительной пластиковой нити и входной канал нагревательного блока, предназначенный для дополнительной пластиковой нити.
Технический результат также достигается за счет того, что подающие трубки для армирующего волокна соединяют выход механизма подачи армирующего волокна с входом механизма обрезки армирующего волокна и выход механизма обрезки армирующего волокна с входным каналом нагревательного блока, предназначенным для армированного волокна.
Краткое описание чертежей
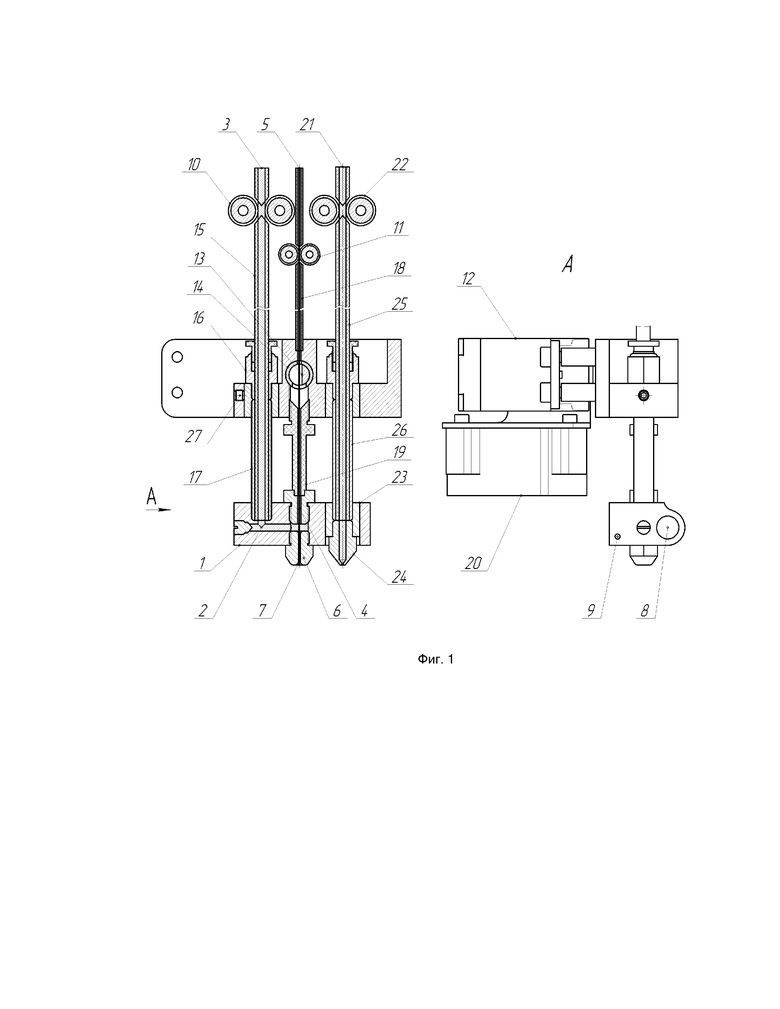
Фиг.1 – печатающая головка.
На чертеже обозначены следующие позиции:
1 – нагревательный блок;
2 – канал подачи термопластичного полимера;
3 – пластиковая нить из термопластичного полимера;
4 – канал подачи армирующего волокна;
5 – армирующее волокно;
6 – сопло;
7 – канал для выкладки армированного термопластичного полимера;
8 – нагреватель;
9 – терморезистор или термопара;
10 – механизм подачи пластиковой нити;
11 – механизм подачи армирующего волокна;
12 – привод механизма обрезки армирующего волокна;
13 – подвижный нож;
14 – неподвижный нож;
15 – трубка подачи пластиковой нити;
16 – фитинг для трубки подачи;
17 – термобарьер;
18 – трубка подачи армирующего волокна от механизма подачи в механизм обрезки;
19 – трубка подачи армирующего волокна от механизма обрезки в нагревательный блок;
20 – вентилятор;
21 – дополнительная пластиковая нить из термопластичного полимера;
22 – механизм подачи дополнительной пластиковой нити;
23 – канал для подачи дополнительной пластиковой нити;
24 – сопло для выкладки термопластичного полимера;
25 – трубка подачи дополнительной пластиковой нити;
26 – термобарьер дополнительной пластиковой нити
27 – установочный винт
Осуществление изобретения
В заявке описывается печатающая головка и процесс получения композитных материалов (изделий) на основе углеродных волокон в сочетании с термореактивной и термопластичной матрицей.
Поставленная задача решается, а технический результат достигается за счет того, что в нагревательный блок печатающей головки армирующее волокно и пластиковая нить подаются через два отдельных канала. Таким образом, можно использовать различные виды армирующих волокон, а также, изменяя скорости подачи пластиковой нити в процессе печати, можно регулировать объемное содержание волокон в пластике, в отличие от приведенных ранее аналогах, в котором объемное содержание волокон задается на этапе изготовления композитного волокна. Это позволяет решить задачу по созданию деталей из композитных материалов со сложной внутренней структурой. К конструкциям, которые возможно изготовить таким образом, относятся, например, сетчатые композитные конструкции и другие виды конструкций. Также технический результат достигается за счет наличия механизмов обрезки и подачи армирующего волокна, а также подающих трубок, что позволяет обрезать армирующее волокно в процессе печати, подавать волокно в нагревательный блок после обрезки для возобновления печати, а также регулируя скорость подачи волокна в процессе печати, управлять натяжением армирующего волокна, увеличивая его на прямых участках траектории для повышения механических характеристик материала и уменьшая его на участках с большой кривизной, чтобы избежать сползания армирующего волокна.
Схема печатающей головки изображена на Фиг. 1. В нагревательном блоке 1 имеются два входных канала – канал для подачи термопластичного полимера 2, куда подается термопластичный полимер в виде нити 3, и канал для подачи армирующего волокна 4, куда подается армирующее волокно 5. В качестве армирующего волокна может использоваться композитное волокно из углеродного, стеклянного, органического или комбинированного жгута, пропитанного полимерным связующим (термопластичным связующим, либо отвержденным термореактивным связующим, например, в виде полиэфирных, фенолформальдегидных, уретановых, эпоксидных, кремнийорганических, полиимидных или бисмалеидных смол) либо металлическая проволока. В качестве термопластичной нити может выступать нить из термопластичного материала, такого как АБС, полилактид, полиамид, полиэтилентерефталат-гликоль, полиэфиримид, полисульфон, полиэфирэфиркетон или другого термопластичного материала. Канал для подачи термопластичного полимера соединяется с каналом для подачи армирующего волокна, что позволяет термопласту покрывать армирующее волокно, проходящее через канал подачи армирующего волокна. Также в нагревательный блок устанавливается сопло 6 с выходным каналом для армированного термопластичного полимера 7. Выходной канал 7 расположен соосно со входным каналом для армирующего волокна 4, что служит, во-первых, для предотвращения изгибов и повреждений волокна внутри нагревательного блока, во-вторых, для обеспечения возможности перезарядки волокна после обрезки и возобновления выкладки армированного термопласта. Входной канал должен иметь диаметр, превышающий диаметр армирующего волокна не более, чем в 1,5-2 раза для минимизации выхода расплава термопласта при печати через канал для подачи армирующего волокна. Нагревательный блок снабжен нагревателем 8 и датчиком температуры 9 (термопарой и терморезистором).
Подача термопластичной нити в нагревательный блок осуществляется при помощи механизма подачи термопластичной нити 10, состоящего из электропривода (например, шагового двигателя или сервопривода) и роликов. По крайней мере один ролик является ведущим и приводится в движение вращающимся валом электропривода. Ведущий ролик имеет насечки, позволяющие осуществлять подачу нити из термопластичного полимера без проскальзывания. Ведомый ролик может как иметь насечки, так и не иметь их. Ролики механически прижимаются к термопластичной нити для исключения ее проскальзывания, например, при помощи пружины. Возможна конструкция с использованием двух ведущих роликов, соединенных механической передачей.
Подача армирующего волокна в нагревательный блок осуществляется при помощи механизма подачи армирующего волокна 11, состоящего из электропривода (например, шагового двигателя или сервопривода) и роликов. По крайней мере один ролик является ведущим и приводится в движение вращающимся валом электропривода. По крайней мере один из роликов, предпочтительно, ведомый, имеет резиновое покрытие для того, чтобы исключить чрезмерное сдавливание и повреждение армирующего волокна. Ролики механически прижимаются к армирующему волокну для исключения его проскальзывания, например, при помощи пружины. Возможна конструкция с использованием двух ведущих роликов, соединенных механической передачей.
Между механизмом подачи армирующего волокна и нагревательным блоком расположен механизм обрезки армирующего волокна, состоящий из привода 12, например, сервопривода с редуктором, соединенного при помощи механической передачи с подвижным ножом 13 и неподвижного ножа 14. Сервопривод должен обеспечивать усилие, достаточное для обрезки волокна. Величина усилия зависит от вида (углеродное, стеклянное, органическое) и линейной плотности волокна. Например, для обрезки углеродного волокна с линейной плотностью 66 текс необходимо усилие не менее 10Н, плотностью 200 текс – не менее 17 Н. Ножи изготавливаются из материалов с высокой твердостью, например, стали или керамики. Механизм обрезки армирующего волокна должен располагаться в непосредственной близости от нагревательного блока, на расстоянии до 300 мм, т.к. с увеличением данного расстояния возрастает минимальная длина непрерывного участка армированного термопласта, укладываемого на рабочую поверхность.
Возможна реализация механизма обрезки, в котором на ось сервопривода установлен подвижный нож 13, представляющий собой круговой цилиндр с выточкой, выполненной на глубину, превышающую радиус цилиндра. Неподвижный нож 14 представляет собой трубку с двумя отверстиями – входным отверстием, диаметр которого составляет 1-3 диаметра волокна и выходным отверстием большего диаметра. Внешний диаметр подвижного ножа равен внутреннему диаметру неподвижного ножа и подвижный нож установлен внутрь неподвижного ножа по скользящей посадке. В процессе печати волокно проходит через входное отверстие неподвижного ножа, выточку подвижного ножа и выходное отверстие неподвижного ножа. При обрезке сервопривод поворачивает подвижный нож и волокно срезается между кромкой выточки подвижного ножа и кромкой входного отверстия неподвижного ножа. После обрезки сервопривод возвращает подвижный нож в нейтральное положение.
Механизм подачи термопластичной нити 10 и механизм подачи армирующего волокна 11 могут располагаться как вблизи механизма обрезки армирующего волокна и нагревательного блока, так и на удалении до 2 м. Термопластичная нить от выхода механизма подачи до входного канала нагревательного блока подается через подающую трубку 15 и термобарьер 17, соединенные фитингом 16. Подающая трубка изготавливается из материала с низким коэффициентом трения, например, фторопласта. Термобарьер изготавливается из материала со сравнительно небольшой теплопроводностью, например, стали и служит для предотвращения теплоотвода от нагревательного блока к фитингу и трубке. Для увеличения его эффективности, термобарьер может дополнительно охлаждаться при помощи вентилятора 20 и/или радиатора. Армирующее волокно от выхода механизма подачи до входа механизма обрезки армирующего волокна подается внутри трубки 18, а от выхода механизма обрезки до входного канала нагревательного блока – при помощи трубки 19.
Для того, чтобы печатающая головка обладала возможностью укладки не только термопласта, армированного непрерывными волокнами, но и чистого термопласта (либо термопласта, армированного дискретными волокнами), в печатающую головку может подаваться дополнительная термопластичная нить 21. В этом случае в конструкции печатной головки присутствует механизм подачи дополнительной пластиковой нити 22, в нагревательном блоке 1 имеется отверстие 23, в которое устанавливается сопло для печати термопластом 24. Механизм подачи дополнительной термопластичной нити 22 и сопло 24 соединяются подающей трубкой 25 и термобарьером 26 аналогично тому, как производится подача основной термопластичной нити 3. Для того, чтобы выходные отверстия сопел 6 и 24 располагались на одном уровне в конструкции предусмотрена возможность смещения нагревательного блока 1 и сопла 24 друг относительно друга по вертикали. Фиксация деталей между собой при этом может осуществляться, например, при помощи установочных винтов 27.
Печатающая головка устанавливается на манипулятор с тремя и более степенями свободы (например, портальный трехкоординатный манипулятор или шестикоординатный робот).
Процесс печати происходит следующим образом. Нагревательный блок 1 при помощи нагревателя 8 нагревается до температуры, превышающей температуру плавления термопластичной нити а также, в случае, если используется армирующее волокно, пропитанное термореактивным связующим и отвержденное, температуру стеклования термореактивного связующего армирующего волокна. Температура поддерживается постоянной при помощи системы управления с обратной связью, осуществляемой при помощи датчика температуры 9.
Печатная головка, установленная на манипуляторе, двигается по заданной траектории на некотором расстоянии от поверхности, соответствующем толщине слоя (например, 0,05-0,5 мм). Одновременно с этим электроприводы механизмов подачи по командам от системы управления поворачивают ролики, подавая термопластичную нить и/или армирующее волокно в нагревательный блок.
В случае, если осуществляется печать армированным термопластом, подачу осуществляют приводы механизма подачи термопластичной нити 10 и механизма подачи армирующего волокна 11. Регулируя скорость подачи армирующего волокна при печати можно управлять его натяжением. Натяжение можно увеличивать, когда печатающая головка двигается относительно платформы принтера по прямой для увеличения механических характеристик материала и уменьшать, когда печатающая головка двигается по дуге во избежание сползания армирующего волокна с траектории укладки. Дополнительно для предотвращения сползания армирующего волокна выход из сопла 7 может обдуваться при помощи подачи к нему холодного воздуха, например, при помощи вентилятора. Регулируя скорость подачи пластиковой нити при печати можно управлять объемной долей армирующих волокон в получаемом композитном материале.
В случае, если осуществляется печать чистым термопластом, подачу осуществляет привод механизма подачи дополнительной термопластичной нити 22.
При необходимости перехода от печати армированным термопластом к печати чистым термопластом или при переходе от одной части детали к другой при печати армированным термопластом, осуществляется обрезка армирующего волокна. При этом система управления заблаговременно, с учетом расстояния между точкой обрезки и срезом сопла, останавливает перемещение печатной головки и подачу армирующего волокна и пластика и отдает команду приводу 12 механизма обрезки армирующего волокна. Привод механизма обрезки поворачивается, подвижный нож смещается относительно неподвижного и срезает армирующее волокно, проходящее между рабочими поверхностями ножей.
Причинно-следственная связь между существенными признаками и техническим результатом заключается в следующем:
1. Нагревательный блок печатной головки имеет два входных канала – канал для армирующего волокна и канал для термопластичной нити, который соединяется с каналом для подачи армирующего волокна, что позволяет осуществлять печать с использованием армирующих волокон, которые не сплавляются друг с другом и могут быть соединены только при помощи промежуточного слоя термопласта. К таким волокнам относятся, например, композитные волокна, пропитанные термореактивным связующим и отвержденные. Данные волокна обладают низкой пористостью и, соответственно, высокими физико-механическими характеристиками. Также данные волокна обладают более низкой стоимостью, по сравнению с волокнами, пропитанными термопластичным полимером, т.к. процесс их изготовления более прост. Таким образом, повышаются механические характеристики изделия и снижается его стоимость. Также такая конструкция нагревательного блока позволяет, изменяя скорость подачи термопластичной нити, варьировать объемную долю армирующих волокон в процессе печати, снижая массу изделия.
2. Входной канал нагревательного блока для армированного волокна расположен соосно с выходным каналом для армированного термопласта, что минимизирует повреждение армирующего волокна из-за перегибов в процессе печати (что повышает механические характеристики изделий) и позволяет осуществлять подачу в нагревательный блок армирующего волокна после обрезки для возобновления печати без его застревания (что позволяет изготавливать оптимизированные детали сложной формы, снижая массу изделия).
3. Механизм подачи армирующего волокна позволяет управлять скоростью его подачи и варьировать усилие натяжения волокна. Повышение натяжения волокна за счет подачи его в нагревательный блок с пониженной скоростью применяется на прямолинейных участках траектории и повышает физико-механические характеристики изделия. Снижение натяжения армирующего волокна за счет его подачи в нагревательный блок с повышенной скоростью позволяет укладывать волокно по сложной траектории с малыми радиусами кривизны без сползания армирующего волокна, что что позволяет изготавливать оптимизированные детали сложной формы, снижая массу изделия;
4. Механизм подачи пластиковой нити позволяет управлять скоростью ее подачи, изменяя объемную долю армирующих волокон в материале, что позволяет изготавливать оптимизированные детали сложной формы, снижая массу изделия;
5. Механизм обрезки армирующего волокна позволяет осуществлять обрезку волокна в процессе печати, что позволяет изготавливать оптимизированные детали сложной формы, снижая массу изделия.
6. Дополнительный канал в нагревательном блоке, механизм подачи дополнительной пластиковой нити, сопло для печати чистым пластиком позволяют укладывать не только термопласт, армированный непрерывными волокнами, но и чистый термопласт (либо термопласт, армированного дискретными волокнами), что расширяет возможности печатной головки по изготовлению оптимизированных деталей сложной формы, снижая массу изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ МЕТОДОМ 3Д-ПЕЧАТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2674138C1 |
| Способ трехмерной печати термопластичным композиционным материалом | 2019 |
|
RU2722944C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |
| Способ получения полиэфиримидного композиционного материала для 3D-печати | 2022 |
|
RU2783519C1 |
| СПОСОБ АДДИТИВНОЙ ЭКСТРУЗИИ ОБЪЁМНЫХ ИЗДЕЛИЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750995C2 |
| 3D-ПЕЧАТЬ АРМИРУЮЩИМИ ВОЛОКНАМИ | 2018 |
|
RU2773665C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУЖЕСТКОГО ЖГУТА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И СУПЕРКОНСТРУКЦИОННЫХ ПЛАСТИКОВ В ОДНУ СТАДИЮ ПРОПИТКИ ДЛЯ 3D-ПЕЧАТИ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ | 2022 |
|
RU2792100C1 |
| Композитная армирующая нить, препрег, лента для 3D печати и установки для их изготовления | 2016 |
|
RU2640553C2 |
| Устройство для изготовления листовых изделий из полимерно-композитных материалов методом непрерывного формирования | 2017 |
|
RU2681908C1 |
| Способ изготовления листовых изделий из полимерно-композитных материалов методом непрерывного формирования | 2018 |
|
RU2681907C1 |
Изобретение относится к печатающей головке для аддитивного производства изделий. Техническим результатом является повышение физико-механических характеристик изделий, снижение массы изделий, снижение затрат на изготовление изделий сложной формы из композитных материалов. Технический результат достигается печатающей головкой, содержащей механизм подачи пластиковой нити, механизм подачи армирующего волокна, механизм обрезки армирующего волокна, подающую трубку для пластиковой нити, подающие трубки для армирующего волокна и нагревательный блок. При этом нагревательный блок включает нагреватель, термопару или термистор, два входных канала - канал для армирующего волокна и канал для пластиковой нити, и сопло с выходным каналом для армированного пластика. Причем канал для пластиковой нити соединен с каналом для армирующего волокна внутри нагревательного блока, а входной канал для армирующего волокна расположен соосно с выходным каналом для армированного пластика и имеет диаметр, превышающий диаметр армирующего волокна не более чем в 1,5-2 раза. 2 н. и 18 з.п. ф-лы, 1 ил.
1. Печатающая головка, содержащая механизм подачи пластиковой нити, механизм подачи армирующего волокна, механизм обрезки армирующего волокна, подающую трубку для пластиковой нити, подающие трубки для армирующего волокна и нагревательный блок, отличающийся тем, что нагревательный блок включает нагреватель, термопару или термистор, два входных канала - канал для армирующего волокна и канал для пластиковой нити, и сопло с выходным каналом для армированного пластика, при этом канал для пластиковой нити соединен с каналом для армирующего волокна внутри нагревательного блока, а входной канал для армирующего волокна расположен соосно с выходным каналом для армированного пластика и имеет диаметр, превышающий диаметр армирующего волокна не более чем в 1,5-2 раза.
2. Печатающая головка по п. 1, отличающаяся тем, что механизм подачи пластиковой нити включает в себя электропривод и приводимые им в движение ролики, между которыми проходит пластиковая нить.
3. Печатающая головка по п. 1, отличающаяся тем, что механизм подачи армирующего волокна включает в себя электропривод и приводимые им в движение ролики, между которыми проходит волокно.
4. Печатающая головка по п. 1, отличающаяся тем, что механизм обрезки армирующего волокна, расположенный между механизмом подачи армирующего волокна и нагревательным блоком, включает в себя неподвижный нож и сервопривод, который приводит в движение подвижный нож.
5. Печатающая головка по п. 1, отличающаяся тем, что механизм обрезки армирующего волокна, расположенный между механизмом подачи армирующего волокна и нагревательным блоком, включает в себя сервопривод, на ось которого установлен подвижный нож, представляющий собой круговой цилиндр с выточкой, выполненной на глубину, превышающую половину диаметра цилиндра.
6. Печатающая головка по п. 4 или 5, отличающаяся тем, что неподвижный нож представляет собой трубку с двумя отверстиями - входным отверстием, диаметр которого составляет 1-3 диаметра волокна, и выходным отверстием большего диаметра.
7. Печатающая головка по п. 4 или 5, отличающаяся тем, что внешний диаметр подвижного ножа равен внутреннему диаметру неподвижного ножа и подвижный нож установлен внутрь неподвижного ножа по скользящей посадке.
8. Печатающая головка по п. 1, отличающаяся тем, что подающая трубка для пластиковой нити соединяет выход механизма подачи пластиковой нити и входной канал нагревательного блока, предназначенный для пластиковой нити.
9. Печатающая головка по п. 1, отличающаяся тем, что подающие трубки для армирующего волокна соединяют выход механизма подачи армирующего волокна с входом механизма обрезки армирующего волокна и выход механизма обрезки армирующего волокна с входным каналом нагревательного блока, предназначенным для армированного волокна.
10. Печатающая головка, содержащая механизм подачи основной пластиковой нити, механизм подачи дополнительной пластиковой нити, механизм подачи армирующего волокна, механизм обрезки армирующего волокна, подающую трубку для основной пластикой нити, подающую трубку для дополнительной пластикой нити, подающие трубки для армирующего волокна и нагревательный блок, отличающаяся тем, что нагревательный блок включает нагреватель, термопару или термистор, три входных канала - канал для армирующего волокна, канал для основной пластиковой нити и канал для дополнительной пластиковой нити, и два сопла с выходными каналами для армированного пластика и чистого пластика, при этом канал для основной пластиковой нити соединен с каналом для армирующего волокна внутри нагревательного блока, а входной канал для армирующего волокна расположен соосно с выходным каналом для армированного пластика и имеет диаметр, превышающий диаметр армирующего волокна не более чем в 1,5-2 раза.
11. Печатающая головка по п. 10, отличающаяся тем, что механизм подачи основной пластиковой нити включает в себя электропривод и приводимые им в движение ролики, между которыми проходит основная пластиковая нить.
12. Печатающая головка по п. 10, отличающаяся тем, что механизм подачи дополнительной пластиковой нити включает в себя электропривод и приводимые им в движение ролики, между которыми проходит дополнительная пластиковая нить.
13. Печатающая головка по п. 10, отличающаяся тем, что механизм подачи армирующего волокна включает в себя электропривод и приводимые им в движение ролики, между которыми проходит волокно.
14. Печатающая головка по п. 10, отличающаяся тем, что механизм обрезки армирующего волокна, расположенный между механизмом подачи армирующего волокна и нагревательным блоком, включает в себя неподвижный нож и сервопривод, который приводит в движение подвижный нож.
15. Печатающая головка по п. 10, отличающаяся тем, что механизм обрезки армирующего волокна, расположенный между механизмом подачи армирующего волокна и нагревательным блоком, включает в себя сервопривод, на ось которого установлен подвижный нож, представляющий собой круговой цилиндр с выточкой, выполненной на глубину, превышающую половину диаметра цилиндра.
16. Печатающая головка по п. 14 или 15, отличающаяся тем, что неподвижный нож представляет собой трубку с двумя отверстиями - входным отверстием, диаметр которого составляет 1-3 диаметра волокна и выходным отверстием большего диаметра.
17. Печатающая головка по п. 14 или 15, отличающаяся тем, что внешний диаметр подвижного ножа равен внутреннему диаметру неподвижного ножа и подвижный нож установлен внутрь неподвижного ножа по скользящей посадке.
18. Печатающая головка по п. 10, отличающаяся тем, что подающая трубка для основной пластиковой нити соединяет выход механизма подачи основной пластиковой нити и входной канал нагревательного блока, предназначенный для основной пластиковой нити.
19. Печатающая головка по п. 10, отличающаяся тем, что подающая трубка для дополнительной пластиковой нити соединяет выход механизма подачи дополнительной пластиковой нити и входной канал нагревательного блока, предназначенный для дополнительной пластиковой нити.
20. Печатающая головка по п. 10, отличающаяся тем, что подающие трубки для армирующего волокна соединяют выход механизма подачи армирующего волокна с входом механизма обрезки армирующего волокна и выход механизма обрезки армирующего волокна с входным каналом нагревательного блока, предназначенным для армированного волокна.
| US 20170066187 А1, 09.03.2017 | |||
| DE 112015001860 Т5, 16.03.2017 | |||
| US 20160263822 А1, 15.09.2016 | |||
| US 6558146 B1, 06.05.2003 | |||
| Способ непрерывного изготовления многослойного покрытия | 1972 |
|
SU528045A3 |
| WO 2005098498 A1, 20.10.2005. | |||

