Заявляемое изобретение относится к машиностроению, а именно к подшипникам скольжения, и может найти применение при изготовлении вкладышей подшипников скольжения направляющих аппаратов (НА) гидротурбин высоконапорных гидроэлектростанций (ГЭС) и гидроаккумулирующих электростанций (ГАЭС), а также других крупногабаритных тяжелонагруженных тихоходных подшипников скольжения в форме втулок, например, для судовых механизмов.
В настоящее время к подобным подшипникам предъявляются более жесткие, чем раньше, требования: они должны иметь коэффициент трения ниже 0,1 при сроке службы до 20-25 лет.
Подшипники скольжения в виде втулок (вкладышей) направляющих аппаратов ГЭС и ГАЭС при работе совершают возвратно-поступательные движения при контактном давлении 25-80 МПа и скорости скольжения 0,001-0,005 м/с.
Известна антифрикционная композиция (RU 2153107, М.кл. C08L 63/00, 2000) для тяжелонагруженных тихоходных подшипников скольжения, работающих в воде. Указанная антифрикционная композиция содержит армирующую ткань из углеродного волокна и в качестве полимерного связующего - хлорсодержащую полиглицидиларилендиаминовую смолу. Считалось, что она пригодна для изготовления тяжелонагруженных деталей трения - направляющих аппаратов гидротурбин, работающих с водяной смазкой при контактном давлении Р до 60 МПа и при скорости скольжения 0,001-0,5 м/сек. Однако коэффициент трения указанной композиции равен 0,18-0,21, что в настоящее время недостаточно для подшипников НА ГЭС и ГАЭС, поскольку к ним предъявляются более жесткие требования.
Снижения коэффициента трения можно достичь путем включения в подшипники из антифрикционной композиции на основе углеродной ткани твердосмазочных сегментов, изготовленных из наполненного сополимера политетрафторэтилена (ПТФЭ), а именно фторопласта марки Ф40Г40 [см., например, RU №2112159, М.кл. 6 F16C 17/14, 1998 и RU №2269683, М.кл.7 F16C 17/14 и F16C 33/04, 2006]. Однако эти конструкции предназначены для высокоскоростных подшипников (5-20 м/с), работающих при контактных давлениях до 2-5 МПа. Специальные исследования показали, что они не пригодны для низкоскоростных (тихоходных) подшипников скольжения с возвратно-поступательным движением.
Известен способ получения наполненной антифрикционной композиции путем введения в поверхностный слой антифрикционной композиции, включающей угольную ткань и пропитывающую эпоксидную смолу, включений из ПТФЭ, выполненных в форме выступов на ПТФЭ листе, совмещении компонентов, прессования и термообработки совмещенных компонентов и срезания ПТФЭ листа [RU №2394850, М.кл. C08J 5/16, 2010]. Согласно указанному способу на массивной заготовке из ПТФЭ прорезают продольные и поперечные пазы глубиной 2-4 мм, формируя включения; поверхностный слой с заготовками включений срезают на лущильном станке (слущивают) с массивной заготовки и срезанный лист с заготовками соединяют с углеродной тканью, пропитанной эпоксидной смолой.
Известным способом получают антифрикционную наполненную композицию, обладающую низким (ниже 0,1) коэффициентом трения и низкой линейной интенсивностью изнашивания при длительной эксплуатации в условиях одновременного воздействия высоких контактных давлений до 80 МПа, скорости скольжения 0,001-0,005 м/с и возвратно-поступательного движения.
Эта композиция успешно применяется для изготовления наборных подшипников лопастей рабочих колес поворотно-лопастных гидротурбин диаметром 1300 мм.
Недостатком известного способа является то, что он применим только для изготовления плоских плит и не дает удовлетворительного результата при изготовлении тел вращения (вкладышей подшипников скольжения).
Наиболее близким по совокупности указанных признаков к заявляемому способу является способ изготовления вкладыша подшипника скольжения, включающий формирование модели вкладыша из ПТФЭ листа со сформированными на нем выступами, совмещение с ним препрега углепластика на основе эпоксидной смолы, прессование и термообработку совмещенных компонентов и срезание ПТФЭ листа (механическую обработку) [RU №2321782, М.кл. F16С 33/04, 2008].
Согласно прототипу ПТФЭ пластину толщиной 0,3-0,5 мм с цилиндрическими выступами высотой 3-5 мм, на которые в средней части нанесены надрезы, параллельные поверхности трения (причем цилиндрические выступы имеют конусообразные полости внутри), укладывают гладкой стороной на оправку, формируя вкладыш. Вкладыши обматывают углеродной нитью (жгутом), пропитанной эпоксидной смолой, начиная со стороны, противоположной надрезу. После намотки вкладыш спрессовывают, термически обрабатывают и срезают ПТФЭ пластину.
Указывается (стр.2, абз.3), что выполнение надрезов на выступах и начало намотки со стороны, противоположной надрезам, заставляет цилиндрические выступы изогнуться в сторону надрезов, что приводит к надежному закреплению их в углепластике. Указывается также, что коэффициент сухого трения вкладыша по нержавеющей стали составляет 0,07-0,09 (количество включений, отвалившихся при механической обработке, не указывается).
Недостатком прототипа является сложность процесса. В патенте не указывается, каким способом получен исходный лист с цилиндрическими выступами, имеющими внутри конические полости, однако, зная особенности переработки ПТФЭ, можно предположить, что изготовить его достаточно сложно. Нанесение надрезов на цилиндрические элементы, расположенные на листе в шахматном порядке с шагом 2,5-4 мм (стр.3, абз.1 описания), также является сложной технологической задачей. Обмотка заготовки нитью (жгутом) препрега требует прецизионного оборудования. Все это усложняет и удорожает способ по RU №2321782.
Технический результат, на достижение которого направлено заявляемое изобретение, заключается в упрощении технологии изготовления вкладыша.
Указанный технический результат достигается тем, что в способе изготовления вкладыша подшипника скольжения путем формирования модели вкладыша из ПТФЭ листа со сформированными на нем выступами, совмещения с ним препрега углепластика на основе эпоксидной смолы намоткой препрега на модель вкладыша, прессования и термообработки совмещенных компонентов и срезания ПТФЭ листа, выступы на ПТФЭ листе формируют фрезерованием его поверхности в двух направлениях под равными углами к оси ординат, а намотку препрега углепластика на модель вкладыша осуществляют под углом, равным углу фрезерования, причем в качестве углепластика используют углепластик, включающий угольную ткань со средним размером кристаллитов по базовой плоскости 3-6 нм и толщиной пакета базисных плоскостей 1,0-4,0 нм и пропитывающую хлорсодержащую полиглицидиларилендиаминовую смолу. При этом осью ординат является направление, совпадающее с направлением края листа.
Заявляемый способ осуществляют следующим образом.
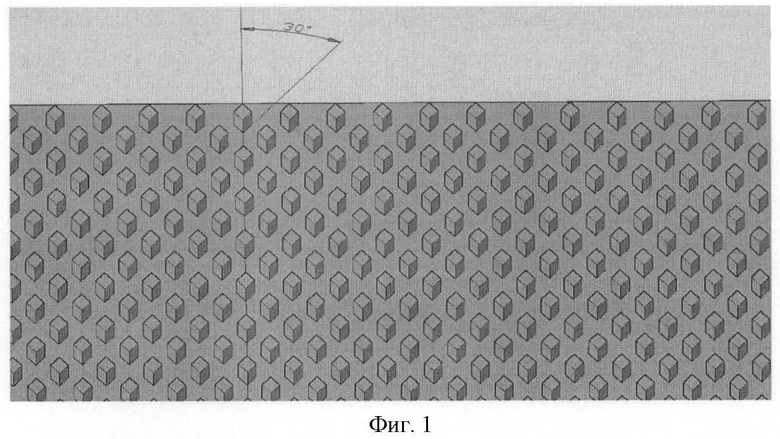
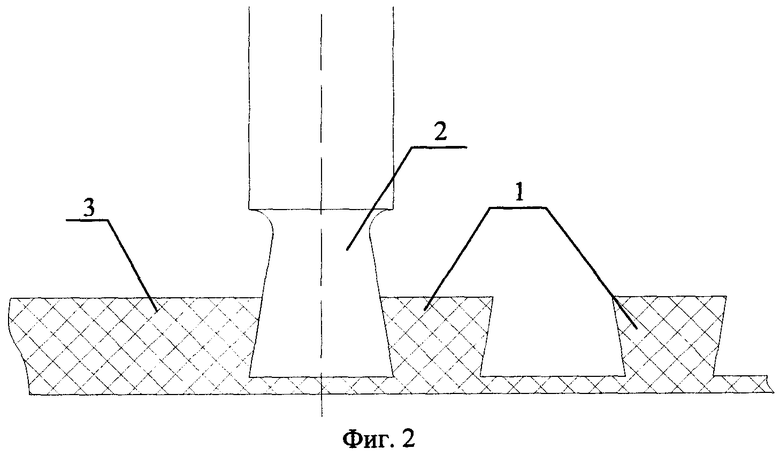
На типовом широкоформатном фрезерном станке с числовым программным управлением фрезеруют лист ПТФЭ размерами от 500×500 до 1200×1200 мм и толщиной 3-6 мм. Лист фрезеруют под углом 30-45° по отношению к краю листа в 2-х направлениях: используют фрезу с режущей частью в форме обратного конуса. В результате фрезерования получают лист с выступами, расположенными в шахматном порядке и имеющими вид ромба, трапециевидными в сечении (см фиг.1 и 2). Глубина фрезерования составляет 2-4 мм. Общая площадь выступов составляет 10-30% от площади исходного листа.
На фиг.1 показано объемное изображение листа ПТФЭ со сформированными выступами, полученными фрезерованием.
На фиг.2 показано сечение листа ПТФЭ со сформированными выступами 1, полученными фрезерованием с помощью фрезы 2 на листе 3.
Оправку, предварительно нагретую до 60-80°С, устанавливают на токарном станке. Оправку оборачивают листом ПТФЭ выступами наружу и закрепляют лист на ней, формируя модель вкладыша. При помощи лентонамоточного устройства на низкой скорости вращения шпинделя на закрепленную модель вкладыша наматывают ленту препрега углепластика. Намотку ленты производят под углами, равными углу фрезерования.
Обмотанную препрегом модель вкладыша устанавливают в предварительно нагретую пресс-форму на гидравлический пресс. Заготовка прессуется под давлением до 3-5 МПа и отверждается в течение 3-5 часов. Изделие (вкладыш) снимают с оправки и внутренний поверхностный лист ПТФЭ срезают, оставляя ромбовидные включения из ПТФЭ во внутреннем слое вкладыша на его рабочей поверхности.
В качестве препрега углепластика используют препрег, содержащий армирующую ткань из углеродного волокна со средним размером кристаллитов по базисной плоскости 3,0-6,0 нм и толщиной пакета базисных плоскостей 1,0-4,0 нм, и термореактивное полимерное связующее на основе хлорсодержащей полиглицидиларилендиаминовой смолы. В качестве ПТФЭ листа используют лист, изготовленный из фторопласта 4 (ТУ 6-05-810-88).
Вкладыш исследовали по следующим показателям:
1. Коэффициент трения и линейная интенсивность изнашивания (износостойкость) определялись на специальном стенде, имитирующем работу узлов трения НА гидротурбин, при контактном давлении от 25 МПа до 80 МПа, скорости скольжения 0,004 м/с, контртело - сталь (12×13, HRC 35), при возвратно-поступательном движении. Путь трения 1 км, что соответствует 7692 циклам.
2. Количество выпавших включений ПТФЭ после механической обработки вкладышей, % (характеризует качество изготовления и надежность сцепления фторопласта с углепластиков, что очень важно при длительной, многолетней эксплуатации).
Результаты испытаний приведены в таблице. Испытывалось 6 вариантов вкладышей. Первый и второй варианты изготовлены по заявляемому способу.
Пример 1 - угол фрезерования и угол намотки равны 30°. Пример 2 - угол фрезерования и угол намотки равны 45°. Пример 3 - вкладыш изготовлен аналогично примерам 1 и 2, но углы фрезерования и намотки не совпадают, а именно угол фрезерования 30°, а угол намотки 50°.
Пример 4 (контрольный) изготовлен по патенту №2153107 и не содержит включений фторопласта.
Пример 5 (контрольный) изготовлен по аналогу RU №2394850, а именно угол фрезерования 90°, а угол намотки 45°, включения имеют квадратную форму. Этот способ предназначен для изготовления плоских изделий. Поэтому изготовление втулок затруднено.
Пример 6 (контрольный) вкладыш изготовлен по прототипу RU №2321782.
Из таблицы видно, что триботехнические характеристики аналога 4 (без фторопласта) значительно хуже.
Количество включений, отвалившихся в процессе механической обработки втулки, в примерах 3, 5 и 6 значительно больше, чем в примерах 1 и 2. Таким образом, оптимальный комплекс свойств обеспечивается только при изготовлении по заявляемому способу (пример 1 и 2).
При этом заявляемый способ прост и не требует ни специального оборудования, ни специальных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления вкладыша подшипника скольжения | 2017 |
|
RU2651546C1 |
| АНТИФРИКЦИОННАЯ НАПОЛНЕННАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2008 |
|
RU2394850C1 |
| АНТИФРИКЦИОННАЯ НАПОЛНЕННАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2000 |
|
RU2181128C1 |
| Антифрикционная композиция | 2022 |
|
RU2780264C1 |
| АНТИФРИКЦИОННАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2008 |
|
RU2386648C2 |
| АНТИФРИКЦИОННАЯ КОМПОЗИЦИЯ | 2005 |
|
RU2295546C1 |
| АНТИФРИКЦИОННАЯ КОМПОЗИЦИЯ | 2000 |
|
RU2188834C2 |
| ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2600969C1 |
| АНТИФРИКЦИОННАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2153107C1 |
| ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2321782C1 |
Изобретение относится к машиностроению, а именно к тяжелонагруженным подшипникам скольжения. Способ включает формирование модели вкладыша со сформированными на листе из политетрафторэтилена (ПТФЭ) выступами, совмещение с листом препрега углепластика на основе эпоксидной смолы и намотку препрега углепластика на модель вкладыша, прессование и термообработку совмещенных компонентов и срезание ПТФЭ листа. Выступы на ПТФЭ листе формируют фрезерованием его поверхности в двух направлениях под равными углами (30-45°) к оси ординат, намотку препрега углепластика на модель вкладыша осуществляют под углом, равным углу фрезерования. В качестве углепластика используют углепластик, включающий углеродную ткань из углеродного волокна со средним размером кристаллитов по базисной плоскости 3,0-6,0 нм и толщиной пакета базисных плоскостей 1,0-4,0 нм и пропитывающую хлорсодержащую полиглицидиларилендиаминовую смолу. Технический результат: упрощение технологии изготовления вкладыша подшипника. 3 з.п. ф-лы, 2 ил., 1 табл., 6 пр.
1. Способ изготовления вкладыша подшипника скольжения, включающий формирование на листе из политетрафторэтилена (ПТФЭ) выступов, изготовление модели вкладыша, нанесение препрега углепластика на модель, прессование и отверждение в пресс-форме в нагретом состоянии и удаление внутреннего поверхностного слоя из ПТФЭ, отличающийся тем, что выступы ПТФЭ формируют фрезерованием его поверхности в двух направлениях под углом 30-45° к оси ординат, совпадающей с направлением края листа, нанесение препрега углепластика на модель вкладыша осуществляют под углом, равным углу фрезерования, при этом используют углепластик, содержащий углеродную ткань, состоящую из углеродного волокна со средним размером кристаллитов по базисной плоскости 3,0-6,0 нм и толщиной пакета базисных плоскостей 1,0-4,0 нм, и пропитывающую хлорсодержащую полиглицидиларилендиаминовую смолу.
2. Способ по п.1, отличающийся тем, что фрезерование осуществляют фрезой с режущей частью в форме обратного конуса.
3. Способ по п.1, отличающийся тем, что модель вкладыша изготавливают путем оборачивания листа ПТФЭ выступами наружу вокруг оправки, нагретой до температуры 60-80°C, и последующей намотки препрега в виде ленты.
4. Способ по п.1, отличающийся тем, что в качестве ПТФЭ листа используют лист фторопласта 4.
| ВКЛАДЫШ ПОДШИПНИКА СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2321782C1 |
| АНТИФРИКЦИОННАЯ НАПОЛНЕННАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2008 |
|
RU2394850C1 |
| Опора скольжения | 1988 |
|
SU1557381A1 |
| СПОСОБ ГАСТРОЕЮНОАНАСТОМОЗА | 2001 |
|
RU2201716C2 |
| KR 100808353 B1, 27.02.2008. | |||

