Изобретение относится к области машиностроения и может быть использовано при обработке валов из различных конструкционных материалов.
Известна поворотная режущая пластина [заявка на изобретение RU №2008148805, МПК В23В 27/06, опубл. 20.07.2010 г.] с первой и второй поверхностями пластины, в целом имеющими треугольную форму, тремя боковыми поверхностями и по меньшей мере одним режущим выступом, размещенным в области угла между первой и второй боковыми поверхностями, режущий выступ имеет в целом М-образную форму и включает в себя по меньшей мере первый и второй режущие зубья, причем по меньшей мере на первом режущем зубе сформирована первая режущая кромка, размещенная в области перехода к первой поверхности пластины, и по меньшей мере на втором режущем зубе сформирована вторая режущая кромка, размещенная в области перехода ко второй поверхности пластины, причем первое направление отвода стружки, относящееся к первой режущей кромке, образует угол α со вторым направлением для отвода стружки, относящимся ко второй режущей кромке, с первой и второй режущими кромками соотнесены первая и вторая направляющие для отвода стружки в направлении отвода стружки, причем первая направляющая для отвода стружки включает в себя по меньшей мере первую канавку на первой поверхности пластины, которая проведена в целом перпендикулярно первому направлению отвода стружки между первой и второй боковыми поверхностями, а вторая направляющая для отвода стружки включает в себя по меньшей мере вторую канавку на второй поверхности пластины, которая проведена в целом перпендикулярно второму направлению отвода стружки между первой и второй боковыми поверхностями.
Недостатками известной конструкции являются сложность в изготовлении и быстрый износ вследствие того, что режущая кромка состоит из большого количества прерывистых участков. Кроме того, низкое качество обработки заготовки, т.к. профиль режущей кромки при обработке заготовок будет давать кинематическую волнистость - следствие прерывистого резания.
Наиболее близким техническим решением к заявляемому является способ лезвийной обработки валов с профилем «равноосный контур» [авт.свид. 1126375; МКИ3 В23В 1/00, опубл. 30.11.1984 г.], при котором сообщают вращение обрабатываемому валу, а инструменту сообщают продольную подачу и гармоническое поперечное перемещение, причем оси вращения инструмента и вала устанавливают пересекающимися под прямым углом. В качестве инструмента используют ротационный резец, выполненный в виде многогранной чашки (тела), режущая кромка режущей части которой имеет полигональную форму в плоскости, перпендикулярной оси его вращения. Линейную скорость вращения инструмента устанавливают как минимум на порядок больше линейной скорости вращения обрабатываемого вала. Обработка указанным резцом производится таким образом, что основное направление деформации стружки происходит вдоль режущей кромки резца. Резание за счет конструктивной подачи происходит на участке профиля с возрастающим радиус-вектором.
Недостатком данной конструкции резца является то, что вследствие дуговой формы граней режущей кромки при ее формировании в процессе заточки по передней и задней поверхностям возникает существенное отклонение от плоскостности расположения граней режущей кромки. Кроме того, при заточке резца требуется специальные заточные станки с планетарным движением шлифовального круга или заготовки.
Задачей изобретения является создание технологичной конструкции ротационного резца, при заточке которого отпадает необходимость использования специальных заточных станков, а также повышение точности расположения граней резца в плоскости.
Поставленная задача решается тем, что в ротационном резце, выполненном в виде многогранного тела, режущая кромка режущей части которого имеет полигональную форму в плоскости, перпендикулярной оси его вращения, согласно изобретению режущая часть многогранного тела резца, на вершинах которого выполнены разделительные канавки, состоит из N зубьев, режущая кромка каждого зуба прямолинейная, а его передняя поверхность выполнена под углом γ к плоскости резания от 2 до 5 градусов. Вершины многогранного тела выполнены с радиусом скругления r от 0.1 до 0.4 мм.
Точность расположения граней резца в плоскости повышается за счет того, что режущая кромка каждого зуба выполнена прямолинейной. Выполнение на вершинах многогранного тела резца, режущая часть которого состоит из N зубьев, разделительных канавок позволяет выполнять заточку резца на универсальных заточных станках с выходом инструмента через разделительную канавку. Выполнение вершин многогранного тела с радиусом скругления r от 0.1 до 0.4 мм позволяет повысить долговечность ротационного резца.
Изобретение поясняется чертежами, где
на фиг.1 изображен предложенный резец;
на фиг.2 - предложенный резец, вид сверху;
на фиг.3 - разрез по А-А на фиг.2;
на фиг.4 - вариант исполнения предложенного резца, вид сверху;
на фиг.5 изображена схема обработки вала;
на фиг.6 - схема обработки вала, вид слева.
Условные обозначения, принятые на чертежах:
a - ширина разделительной канавки;
VB - скорость вращения обрабатываемого вала;
Vp - скорость вращения резца;
К - полигональная режущая кромка в виде режущего многоугольника;
Sгр - суммарная подача на зуб резца;
Sпр - продольная подача;
SK - конструктивная подача;
N - количество зубьев резца;
ρmin - минимальный радиус-вектор режущей кромки;
ρmах - максимальный радиус-вектор режущей кромки;
r - радиус скругления;
γ - передний угол.
Ротационный резец представляет собой многогранное тело 1, например трехгранное (см. фиг.1), с посадочным отверстием 2 и режущей частью, состоящей из N зубьев. Каждый зуб содержит заднюю 3 и переднюю 4 поверхности, которые образуют между собой прямолинейную режущую кромку 5. Сформированные на каждом зубе режущие кромки 5, размещенные в плоскости, перпендикулярной оси вращения ротационного резца (фиг.2), образуют между собой режущий многоугольник. Передняя 4 поверхность зуба (фиг.3) выполнена под углом γ к плоскость резания от 2 до 5 градусов. На вершинах многогранного тела 1 резца выполнены разделительные канавки 6 с шириной a.
Для варианта исполнения (фиг.4) вершины многогранного тела 1 с разделительными канавками 6 выполнены с радиусом скругления r от 0.1 до 0.4 мм.
Заточка резца осуществляется по передним 4 или задним 3 поверхностям зубьев в зависимости от вида износа.
Работа предлагаемого ротационного резца заключается в следующем.
Обрабатываемый вал 7 вращается со скоростью VB, а резец 8, имеющий полигональную режущую кромку К, вращается со скоростью Vp на встречу вращению вала 7. Ось вращения резца 8, установленного с помощью посадочного отверстия 2, на шпиндель станочного инструментального узла перпендикулярна оси вращения обрабатываемого вала 7, кроме того, ось вращения инструмента должна находиться на одной высоте с осью вращения вала.
Режимы резания определяются конструктивными параметрами резца, а также видом инструментального и обрабатываемого материала.
Резец 8 совершает гармоническое поперечное перемещение по синусоидальному или конусоидальному закону и имеет продольную подачу Sпр. Периодически при вращении резца 8 в зоне резания происходит замена рабочего зуба, за счет чего обновляется рабочая режущая кромка 5, при этом остальные зубья резца остывают. При таком режиме работы не требуется СОТС (смазочно-охлаждающие технологические среды).
Резание за счет конструктивной подачи SK происходит в следствии изменения величины радиус-вектора ρ режущей кромки 5, при этом срезаемая стружка, формируемая в виде отдельных участков клинового типа, сходит по передней поверхности 4 зуба со скольжением вдоль режущей кромки 5 инструмента.
Разделительная канавка 6 служат для повышения технологичности резца, упрощая переточку режущей кромки 5 за счет возможности выхода заточного инструмента через разделительную канавку 6.
Экспериментальная проверка проводилась на токарно-винторезном станке модели 16К20 с использованием инструментального привода, состоящего из электрошпинделя, кронштейна и преобразователя частоты. Специально переточенные многогранные пластины совместно с оправкой устанавливаются на вал электрошпинделя. При обработке партии валов (D=50 мм; L=70 мм) полигональным ротационным резцом (ρmax=9,63 мм; ρmin=7,94 мм; N=3) глубина резания изменялась в диапазоне от 0,1 мм до 2 мм. Подача вала (круговая подача) от 0,2 мм/об до 3 мм/об. Скорость резания изменялась в диапазоне от 12000 об/мин до 18000 об/мин. Проверка показала, что обработанные поверхности резцами с дуговой полигональной режущей кромкой [авт.свид. 1126375 СССР; МКИ3 В23В 1/00.] и предлагаемой имеют одинаковые параметры качества поверхности (шероховатость) Rα=1,25÷2,5 мкм. Кроме того, отсутствует формирование кинематической волнистости. При заточке резца с прямолинейными режущими кромками удалось достичь гораздо меньшего отклонения от плоскости режущих кромок, чем при дуговых кромках. Выявлено, что глубина резания существенно не влияет на шероховатость обрабатываемой поверхности. В процессе проведенных исследований было выявлено, что обеспечивается гарантированное дробление стружки. Кроме того, отсутствует наростообразование, что объясняется отсутствием нагрева режущего инструмента и сходом стружки с относительным скольжением вдоль режущей кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| НОЖЕВОЙ ВАЛ-ФРЕЗА ОДНО- И ДВУХРЕЗЦОВЫЙ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ И СПОСОБ ФОРМИРОВАНИЯ И ЗАТОЧКИ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2228838C2 |
| ЧАШЕЧНЫЙ РЕЖУЩИЙ ЭЛЕМЕНТ | 2008 |
|
RU2457079C2 |
| Способ заточки задних поверхностей и радиуса при вершине прорезных резцов | 1987 |
|
SU1468721A1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |

Ротационный резец выполнен в виде многогранного тела, режущая кромка режущей части которого имеет полигональную форму в плоскости, перпендикулярной оси его вращения. Для повышения технологичности за счет упрощения затачивания режущая часть многогранного тела, на вершинах которого выполнены разделительные канавки, состоит из N зубьев, режущая кромка каждого зуба прямолинейная, а его передняя поверхность зуба выполнена под углом γ к плоскости резания от 2 до 5 градусов. Вершины многогранного тела могут быть выполнены с радиусом скругления r от 0,1 до 0,4 мм. 1 з.п. ф-лы, 6 ил.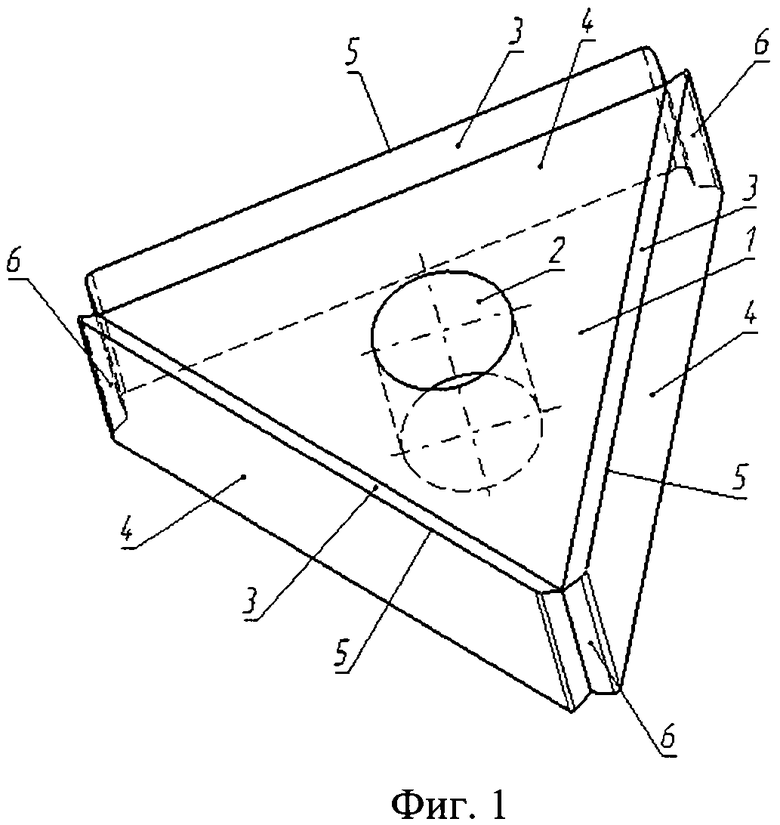
1. Ротационный резец, выполненный в виде многогранного тела, режущая кромка режущей части которого имеет полигональную форму в плоскости, перпендикулярной оси его вращения, отличающийся тем, что режущая часть многогранного тела, на вершинах которого выполнены разделительные канавки, состоит из N зубьев, режущая кромка каждого зуба прямолинейная, а его передняя поверхность выполнена под углом γ к плоскости резания от 2 до 5°.
2. Ротационный резец по п.1, отличающийся тем, что вершины многогранного тела выполнены с радиусом скругления r от 0,1 до 0,4 мм.
| Обод для бескамерных арочных шин | 1959 |
|
SU126375A1 |
| Ротационная резцовая головка | 1982 |
|
SU1049194A1 |
| Вращающийся резец | 1983 |
|
SU1224106A1 |
| СПОСОБ ОБРАБОТКИ | 1996 |
|
RU2119408C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

