фиг./
Изобретение относится к станкостроению, касается изготовления режущих инструментов и может быть использовано при заточке резцов.
Цель изобретения - повышение производительности заточки путем сокращения времени ориентирования резца.
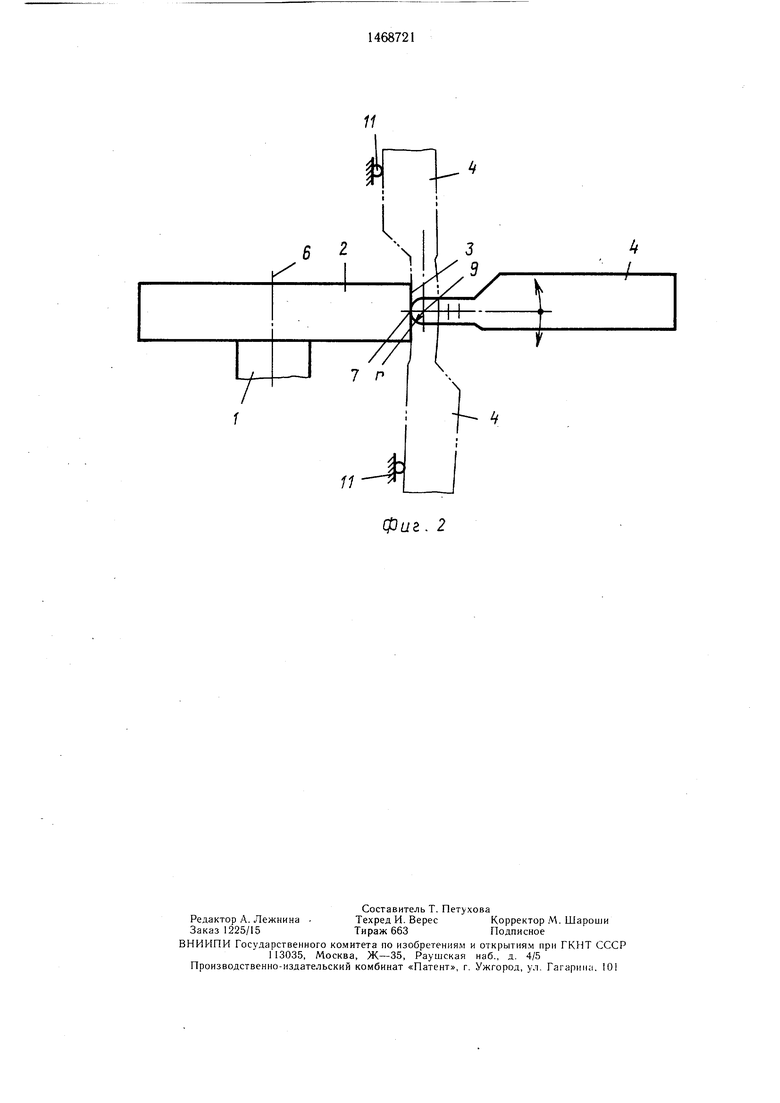
На фиг. 1 изображена схема заточки прорезного резца, вид сбоку; на фиг. 2 - то же, вид сверху.
Способ осуществляют следующим образом.
На шпиндель 1 заточного станка (не показан) устанавливают шлифовальный круг 2 цилиндрической формы. К периферии 3 шлифовального круга 2 подво- дят затачиваемый прорезной резец 4, установленный в приспособлении (не показано) и развернутый относительно горизонтальной плоскости 5 в плоскости, перпендикулярной оси 6 вращения шлифовального круга 2, на угол |л, который оп
ределяют по формуле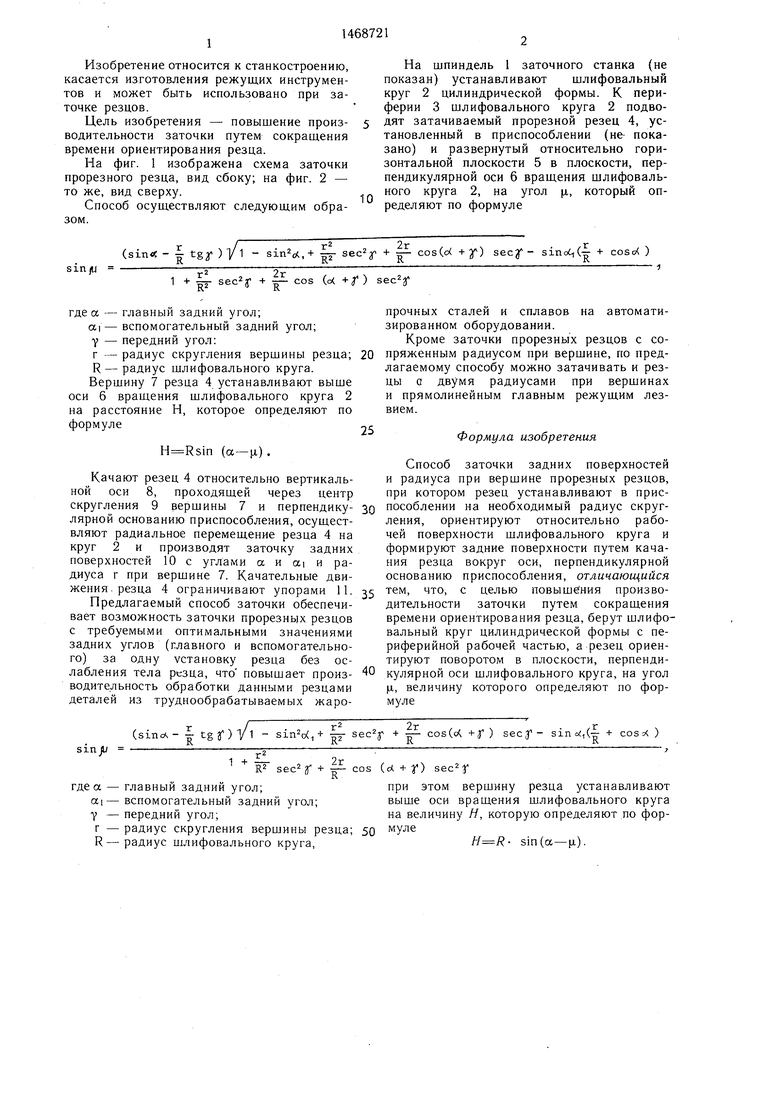
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
| ПРИСПОСОБЛЕНИЕ для ЗАТОЧКИ ГРАНЕЙ И РАДИУСА ПРИ ВЕРШИНЕ РЕЗЦА | 1968 |
|
SU221526A1 |
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Способ заточки зубьев режущего инструмента | 1982 |
|
SU1161343A1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
Изобретение относится к станкостроению, касается изготовления режущих инструментов и может быть использовано при заточке резцов. Цель изобретения - повышение производительности заточки путем сокраш,ения времени ориентирования резца. На шпиндель 1 заточного станка устанавливают шлифовальный круг 2 цилиндрической формы, к периферии 3 которого подводят затачиваемый прорезной резец 4, установленный в приспособлении. Разворачивают резец 4 относительно горизонтальной плоскости 5 в плоскости, перпендикулярной оси вращения 6 шлифовального круга 2, на расчетный угол ц. Вершину 7 резца 4 устанавливают выше оси вращения 6 шлифовального круга 2 на расчетное расстояние Н. Качают резец 4 относительно оси 8, перпендикулярной основанию приспособления, и затачивают задние поверхности 10 резца 4. Способ позволяет получить оптимальные задние углы на прорезных резцах за одну установку последних. 2 ил. 5 (Л
sin/u
(sin« - tgy )/ - ,-b + | cos(c -ь 3) sec - sin(|- + coscX ) 1 + bi + 1 cos U +r )
где a - главный задний угол;
a:- вспомогательный задний угол;
Y - передний угол:
г - радиус скругления вершины резца; 20
R - радиус шлифовального круга.
Вершину 7 резца 4 устанавливают выше оси 6 вращения шлифовального круга 2 на расстояние Н, которое определяют по формуле г
(а-р.) .
Качают резец 4 относительно вертикальной оси 8, проходящей через центр скругления 9 вершины 7 и перпендику- зо лярной основанию приспособления, осуществляют радиальное перемещение резца 4 на круг 2 и производят заточку задних поверхностей 10 с углами а и ai и радиуса г при вершине 7. Качательные движения, резца 4 ограничивают упорами 11. 05
Предлагаемый способ заточки обеспечивает возможность заточки прорезных резцов с требуемыми оптимальными значениями задних углов (главного и вспомогательного) за одну установку резца без ослабления тела резца, что повышает производительность обработки данными резцами деталей из труднообрабатываемых жаро40
прочных сталей и сплавов на зированном оборудовании.
Кроме заточки прорезных рез пряженным радиусом при вершине лагаемому способу можно затачив цы с двумя радиусами при и прямолинейным главным режу вием.
Формула изобретения
Способ заточки задних по и радиуса при вершине прорезны при котором резец устанавливаю пособлении на необходимый рад ления, ориентируют относитель чей поверхности шлифовального формируют задние поверхности п ния резца вокруг оси, перпенд основанию приспособления, отли тем, что, с целью повышения дительности заточки путем со времени ориентирования резца, бе вальный круг цилиндрической фо риферийной рабочей частью, а ре тируют поворотом в плоскости, кулярной оси шлифовального круг |1, величину которого определяю муле
sinju
(з1пл- I tgjT) VI - з1п2о(,+ + - cos(c +у ) sino(,(-| .--
R2 + 1 cos (м + Г)
К
где а - главный задний угол;при этом вершину резца устанавливают
ai-вспомогательный задний угол;выше оси вращения шлифовального круга
7 - передний угол; на величину Я, которую определяют по форг - радиус скругления вершины резца; 50 УR-радиус шлифовального круга, sin (а-|л).
0
г
о 5
0
прочных сталей и сплавов на автоматизированном оборудовании.
Кроме заточки прорезных резцов с сопряженным радиусом при вершине, по предлагаемому способу можно затачивать и резцы с двумя радиусами при вершинах и прямолинейным главным режущим лезвием.
Формула изобретения
Способ заточки задних поверхностей и радиуса при вершине прорезных резцов, при котором резец устанавливают в приспособлении на необходимый радиус скругления, ориентируют относительно рабочей поверхности шлифовального круга и формируют задние поверхности путем качания резца вокруг оси, перпендикулярной основанию приспособления, отличающийся тем, что, с целью повышения производительности заточки путем сокращения времени ориентирования резца, берут шлифовальный круг цилиндрической формы с периферийной рабочей частью, а резец ориентируют поворотом в плоскости, перпендикулярной оси шлифовального круга, на угол |1, величину которого определяют по формуле
+ cos )
11
фиг. 2
| Кащук В | |||
| А | |||
| и др | |||
| Справочник заточника | |||
| М.: Машиностроение, 1982, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
