ю
н
4
СО
4;ii
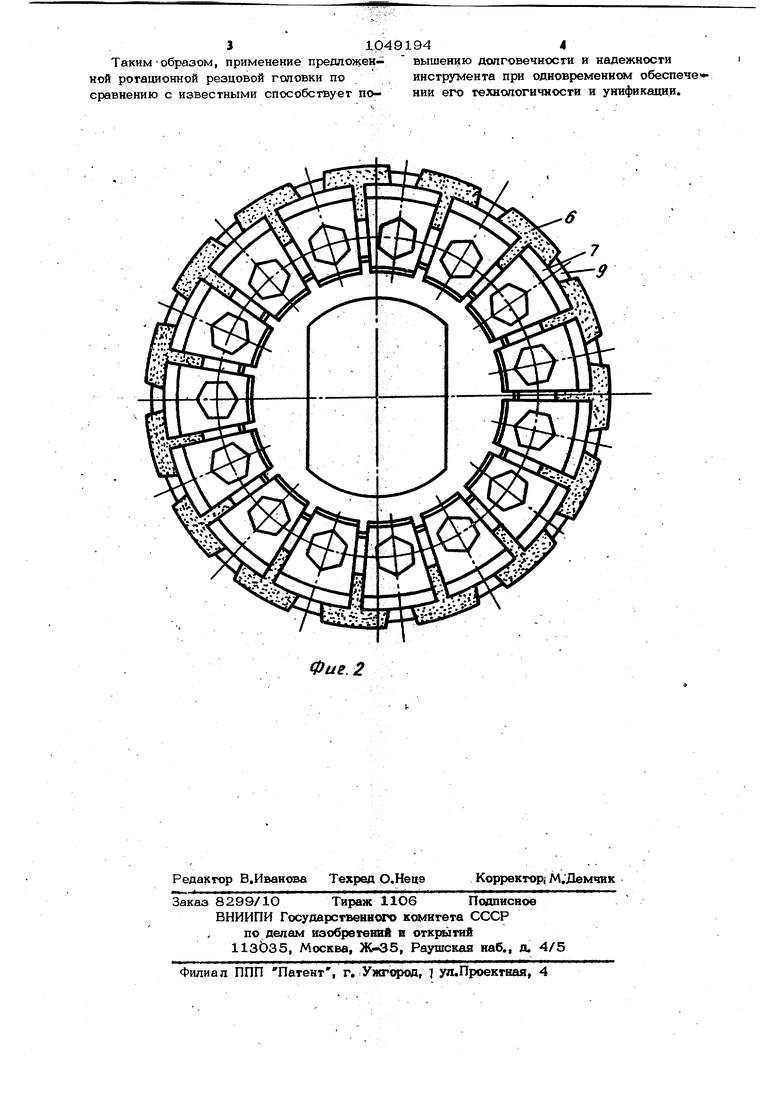
фиг.1 Изобретение относится к обработке материалов со снятием стружки, а именно к инструментам, используемы.м йри ротационном резании. Из известных ротационных инструментов наиболее близким к изобретению явля ется ротационная резцовая головка С J Недостатком известного ротационного инструмента является ненадежность крепления режущих элементов, а также затруднена переналадка .И замена режущих элементов. Целью изобретения является расширение -технологических возможностей головки. Указанная цель достигается тем, что в ротационной резцовой головке, содержащей корпус с установленными в нем по окружности режущими элементами .и устройство для их крепления, в корпусе выполнена цилиндрическая расточка, в которую установлено введенное в головку упорное кольцо с конической внутренней п даерхностью, устройство для крепления режущих элементов выполнено в видепластин с выступами, контактирующими с режущими элементами и с конической внутренней поверхностью упорного кольца. Осуществление контакта выступа пластин с внутренней конической поверхностью упорного кольца обеспечивает при зажиме режущих элементов осевое и радиальное по атношению к корпусу перемещение пластин. В результате пласгнны прижимают режущие элементы к корпусу-, а клинь одновременно прижимают их к наружной П1жерхности упорното кольца и боковым псверхностям двух соседних клиньев. При этом поверхности пластины и клина, а также корпуса и упорного кольца ссшряже ны с поверхностями режущих элементов по плоскостям, что способустаует уменьшению концентрации напряжений в местах контакта при зажиме и повышению долговечности инструмента, а одновременный зажим режущих элементов сверху и сбоку повышает надежность их крепления. Надежности закрепления также способствует выполнение угла конуса и клиньев самотормозящим примерто 12, так как в про цессе работы инструмента «редотвраша« ется ослабление крепления режушнх элементов. Кроме того, вьшолнение упорного копы ца в виде отдельной-заменяемся детали повышает технологичность и унификацию кбнструкцвв элемента, так как упр яаает|ся взготовпенве упорных в конвческой поверхностей в становится возможным применение режущих элементов различных JjopM. На фиг. 1 изображена конструкция предлагаемой ротационной резцовой гоповки; на фиг. 2 - то же, вид сверху. . Ротационная резцовая головка состоит из корпуса 1, в котором вьшолнена цилиндрическая расточка 2. Упорное кольцо 3с конической внутренней поверхрностью 4 устанавливается своей цилиндрической наружной поверхностью.в расточку корпуса и закрепляется с помощью вин тов 5. Режущие элементы 6 и пластины с выступом и клином 7 располагаются по окружности корпуса инструмента таким образом, что пластины контактируют с верхними поверхностями режущих элементов, выступ 8 пластины сопряжен с конической внутренней поверхностью упорного кольца, а ее клин 9 - с бсжовыми поверхностями двух соседних режущих элементов, Бол1ы Ю устанавливаются в отверстия пластин и резьбовые отверстия в корпусе. При зажиме болтов 10 пластины 7 за счет сопряжения выступа 8 с. внутренней поверхностью 4 упорного кольца 3 по конусу перемещаются в осевом и радиаль- ном по отношению к корпусу 1 направшэниях. Осевое перемещение пластин обеспечивает зажим ими режущих элементов по их боковык поверхностям к наружной поверхности упорнсто кольца 3 и боковым поверхностям соседних клиньев.Зажим режущих элементов 6 посредством болтов 10, пластин с выступом.и клином 7 осущесгаляется последовательно по окружности инструмента, причем усилие зажима регламентируется надежным закреплением режущих элементов. Одновременный зажим режущих элементе сверху и сбоку учитьгаает действие составлякшшх ч:илы резания (тангенциальной, и радиальной)-в процессе рабопл инструмента и компенсирует возможные сдввги режущих элементов по направлениям действия этих составпякхцих т.е. вдоль оси, по касательной н по радиусу инструмента, и тем самым повыша1ет надежность крепления режущих элемент. При выходе вз строя одн(го или несхопькЕХ режущих апементов крешение их бспвбпяетсв путем сжатия соответст дующих, болтов Ю, производится замена на новые, в затем иовые режущие элемен-, ты закрепляются.
310491944
Таким образом, применение предлокен- вышению долговечности и надежносги ной ротационной резцовой головки поинструмента при одновременнс обеспече
сравнению с известными способствует по- нии его технологичности и унификации.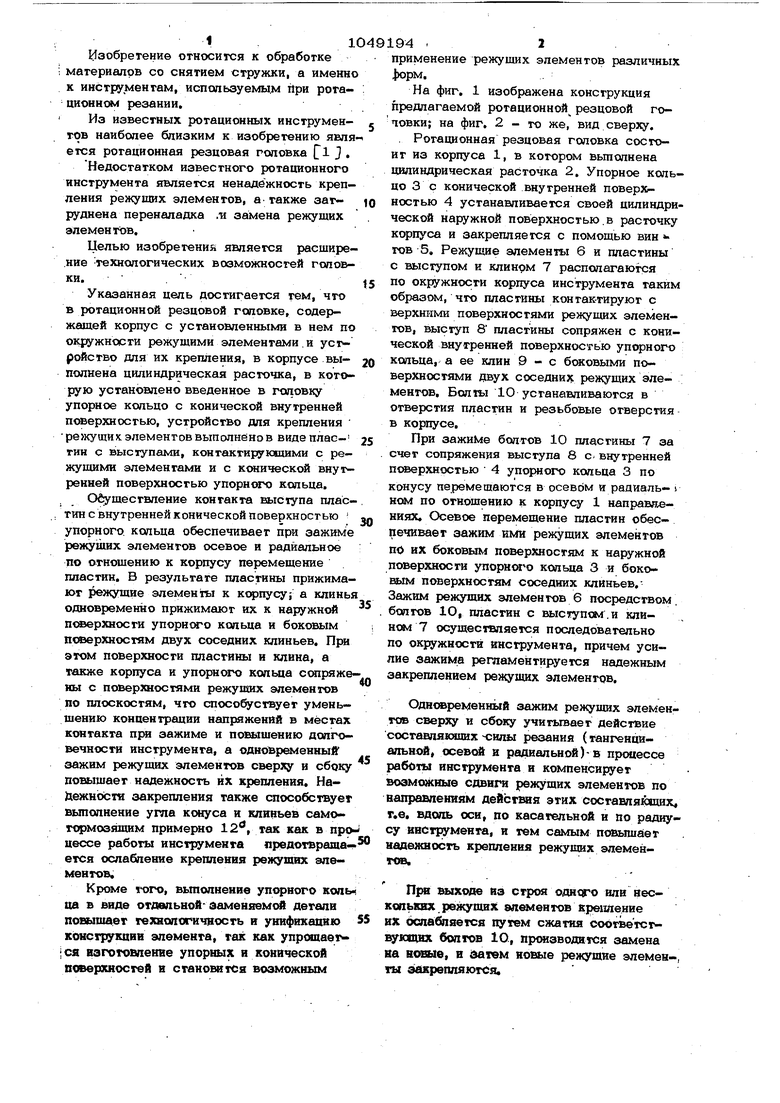
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННАЯ РЕЗЦОВАЯ ГОЛОВКА | 2003 |
|
RU2233209C1 |
| Ротационная резцовая головка | 1984 |
|
SU1238894A1 |
| Вращающийся многорезцовый инструмент | 1990 |
|
SU1726149A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| ФРЕЗА | 1999 |
|
RU2220823C2 |
| УЗЕЛ РЕЖУЩЕГО ИНСТРУМЕНТА | 1998 |
|
RU2211115C2 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
| ЗАЖИМ ДЛЯ СИСТЕМЫ ФИКСАЦИИ РАБОЧЕГО ОРУДИЯ | 2016 |
|
RU2700136C2 |
| Быстросменный резцовый блок | 1980 |
|
SU1020190A1 |
РОТАЦИОННАЯ РЕЗЦОВАЯ ГОЛОВКА, содержащая корпус с уставсЕ :зщ А9 SzATEJTH: .ГМйНЧ ьШл; новленными в нем по окружности режущими элементами и устройство для их крепления, отличающаяся тем, что, с целью расщирения технологических возможностей головки, в корпусе выполнена цилиндрическая расточка, в которую установлено введенное в готовку упорное кольцо с коническо внутренней поверхностью, а устройство для крепления режуших элементов выполнено в виде пластин с выступами, контактирующими с режущими элементами и с коническойвнутренней поверхностью упорного (Кольца.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Прогрессивные схемы ротационного резания металлов, Минск, Наука и техника, 1972д J3 206. | |||
