Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к фрезе с винтовыми зубьями, в частности к фрезе с винтовыми зубьями, имеющей винтовые группы режущих пластин, съемно прикрепленных к гнездам, выполненным на режущем инструменте.
Уровень техники
[0002] В области резания металлов и, в частности, конструкции металлорежущих инструментов необходимо разработать инструменты, которые обеспечивают наиболее равномерное распределение нагрузок при резании на фрезу с винтовыми зубьями при операции резания. Оптимизация нагрузок при резании режущего инструмента позволяет инструменту работать быстрее и эффективнее. Кроме того, необходимо оптимизировать нагрузки при резании во избежание нежелательных вибраций при перемещении режущего инструмента по обрабатываемой детали. Кроме того, нежелательные вибрации могут вызвать поломку режущих пластин режущего инструмента или тела инструмента, что сокращает срок службы режущего инструмента и его компонентов и может повредить обрабатываемую деталь.
[0003] Одно такое решение по оптимизации нагрузки при резании описано в патенте США №5083887. В этом решении режущие пластины расположены винтовой группой, в которой режущая кромка каждой режущей пластины отнесена в отношении режущего инструмента в окружном направлении от гнезда под следующую соседнюю режущую пластину и перекрывается в аксиальном направлении с режущей кромкой следующей соседней режущей пластины, а проходящие в радиальном направлении края каждой режущей пластины перекрываются с проходящими в радиальном направлении краями соседних режущих пластин так, что одинаковые точки на всех режущих кромках всех режущих пластин со второго ряда и далее в любом столбце образуют непрерывную линию расположения, определяющую винтовую группу. Режущий инструмент, описанный в настоящем изобретении, обеспечивает более высокий процент контакта между режущим инструментом и обрабатываемой деталью в любой момент вращения инструмента; однако, следует отметить, что устранить нежелательные вибрации и оптимизировать нагрузку при резании не удалось. В частности, в промышленности существует необходимость в усовершенствованных инструментах для еще лучшей чистовой обработки поверхности, более мягкого действия резания, меньших вибраций, меньших манипуляций и меньшего дребезжания, в более экономичных режущих инструментах, более прочных режущих инструментах, более долговечных режущих инструментах и более простых конструкциях для более легкого и более быстрого изготовления и замены режущих пластин.
Раскрытие изобретения
[0004] Настоящее изобретение относится к режущему инструменту, имеющему наружную поверхность с множеством режущих пластин, присоединенных к соответствующим пазам, проходящим по существу в радиальном направлении на наружной поверхности. Режущие пластины расположены винтовой группой на наружной поверхности таким образом, что по меньшей мере одна режущая кромка режущей пластины отнесена в угловом окружном направлении от паза под соседнюю режущую пластину. Режущие пластины отнесены так, что соответствующая точка на каждой режущей кромке из одной или более режущих кромок определяет часть линии расположения, имеющей неравномерный наклон.
Краткое описание чертежей
[0005] Другие отличительные признаки настоящего изображения, а также преимущества, извлекаемые их них, станут очевидными из последующего подробного описания, приведенного со ссылками на чертежи, на которых:
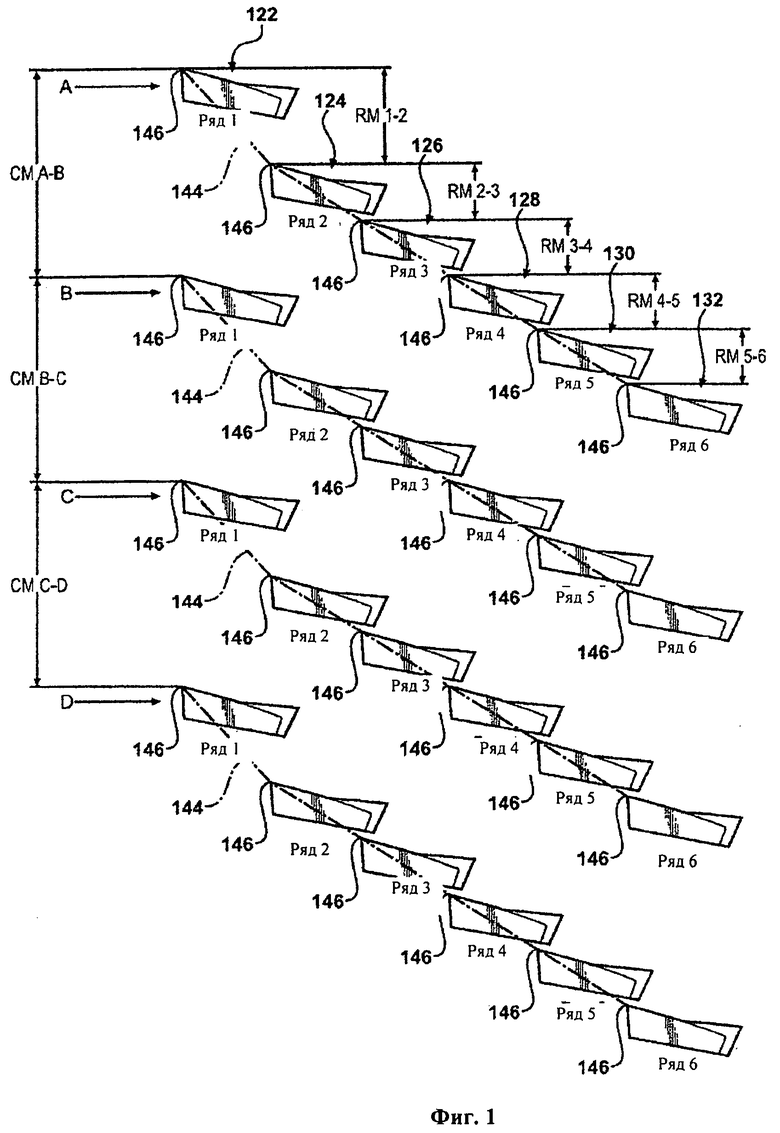
[0006] фиг.1 представляет собой проекцию режущих пластин в известном режущем инструменте с винтовыми зубьями;
[0007] фиг.2 представляет собой проекцию режущих пластин и иллюстрирует некоторые отличительные признаки настоящего изобретения;
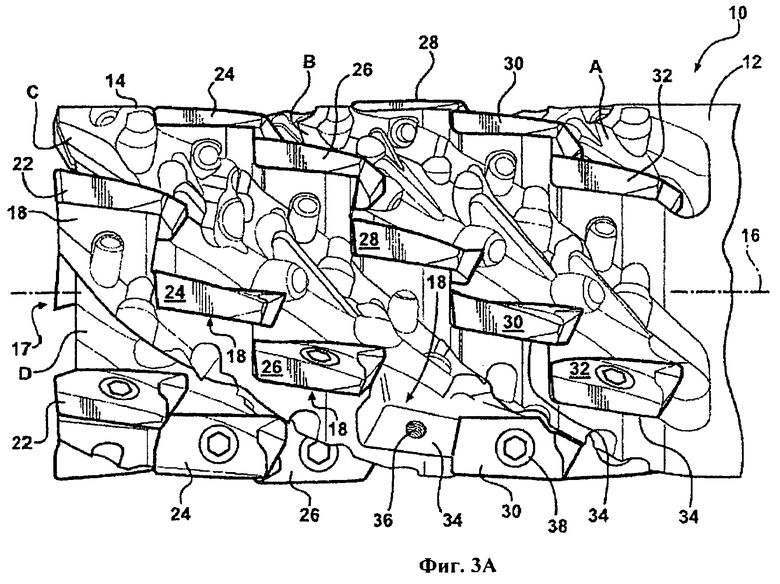
[0008] фиг.3А представляет собой вид сбоку в перспективном изображении режущего инструмента в соответствии с одним вариантом осуществления настоящего изобретения;
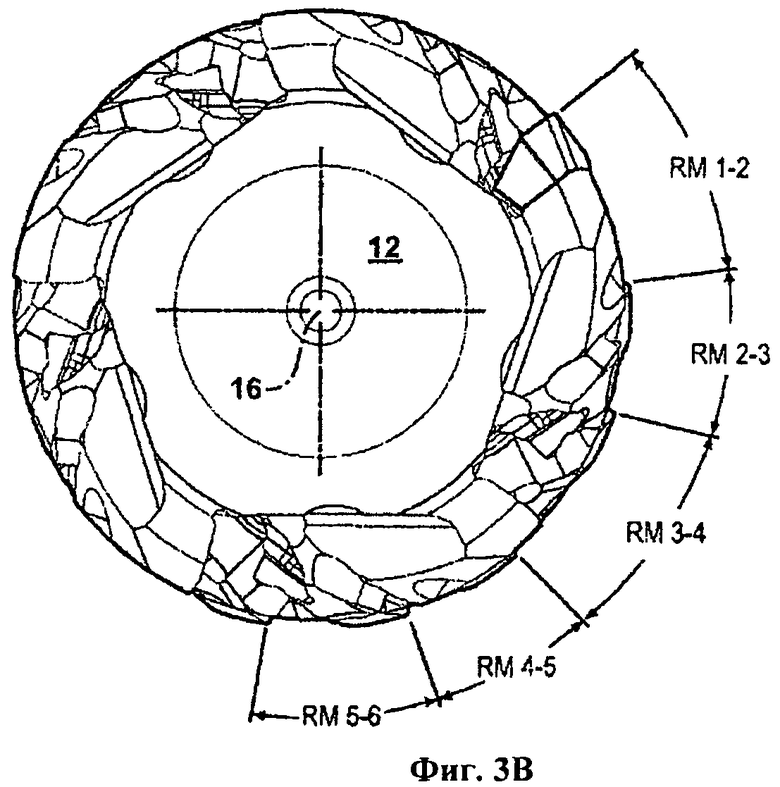
[0009] фиг.3В представляет собой вид с торца режущего инструмента в соответствии с одним вариантом осуществления настоящего изобретения;
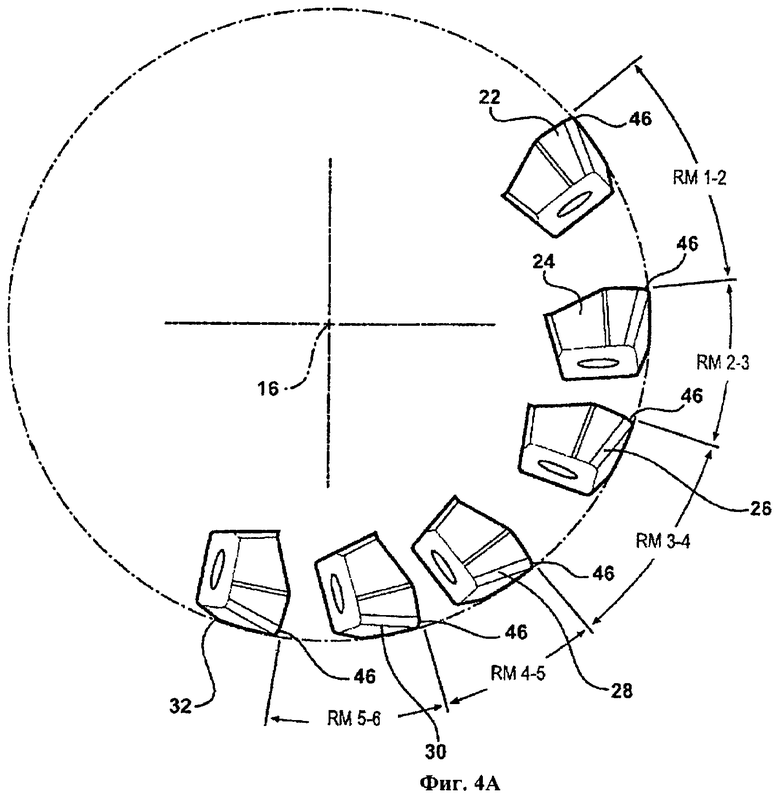
[0010] фиг.4А представляет собой вид с торца размещения режущей пластины режущего инструмента одного столбца в соответствии с одним вариантом осуществления настоящего изобретения;
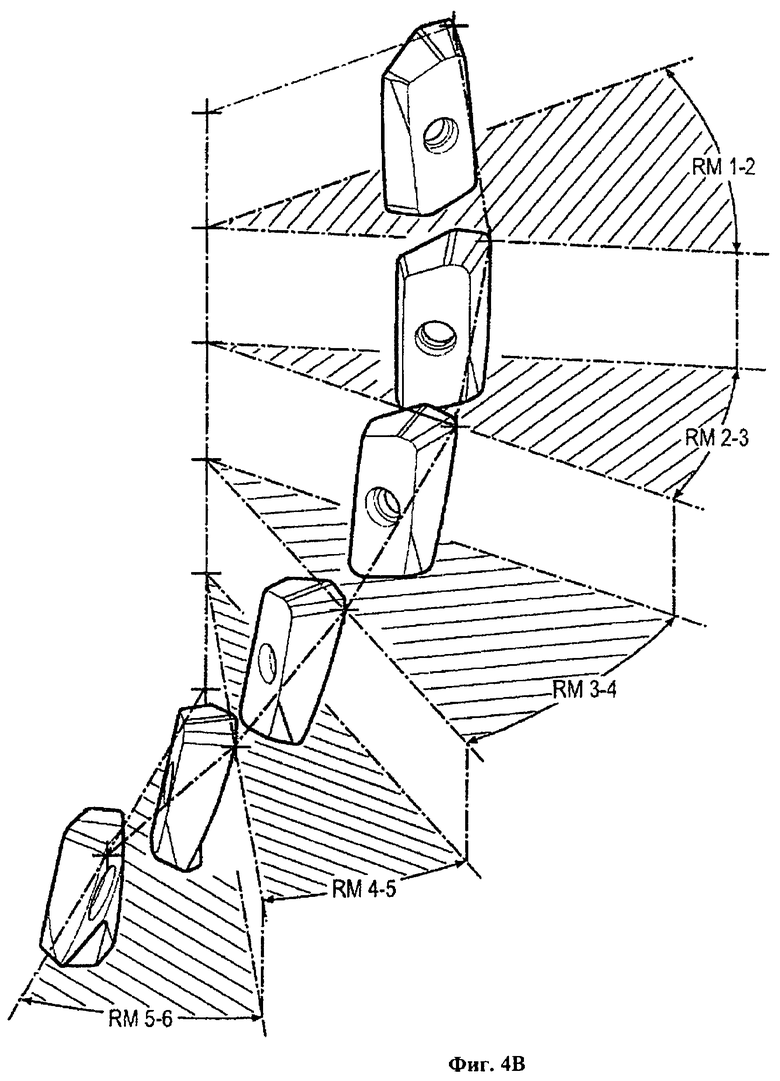
[0011] фиг.4 В представляет собой вид с торца размещения режущей пластины режущего инструмента одного столбца в соответствии с одним вариантом осуществления настоящего изобретения; и
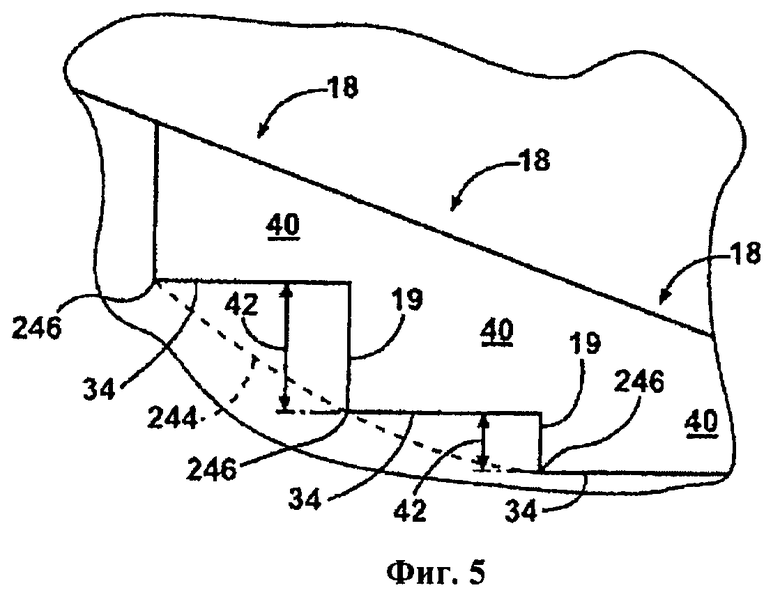
[0012] фиг.5 представляет собой увеличенный вид сбоку в разрезе нескольких пазов режущего инструмента под режущие пластины со снятыми режущими пластинами.
Описание предпочтительных вариантов осуществления изобретения
[0013] Обратимся теперь, в общем, к фиг.2-5 и к фиг.3А в частности, на которых показан режущий инструмент 10. В предпочтительном варианте осуществления режущий инструмент 10 представляет собой фрезу с винтовыми зубьями, предназначенную для использования во фрезерном станке или обрабатывающем центре. Режущий инструмент 10 имеет тело 12 с наружной поверхностью 14, которая имеет по существу цилиндрическую форму и при работе режущего инструмента 10 вращается относительно оси вращения 16, как в известных технических решениях. На наружной поверхности 14 имеются несколько столбцов А, В, С, D, каждый из которых имеет множество режущих пластин 22, 24, 26, 28, 30, 32, присоединенных к наружной поверхности 14 режущего инструмента 10. Столбцы А, В, С, D проходят по существу параллельно оси вращения 16. Столбцы А, В, С, D включают стружечный паз или канавку, который или которая используется для удаления стружки при операции резания. Однако присутствие или отсутствие стружечного паза или канавки не обязательно для того, чтобы иметь столбец режущих пластин, выполненных на режущем инструменте 10; понятно, что некоторые применения настоящего изобретения выигрывают от стружечного паза или канавки для удаления стружки при операции резания или требуют их. Еще одним фактором при разработке режущих инструментов является количество столбцов используемых режущих пластин. Режущий инструмент 10, показанный на фиг.2 и ЗА, имеет четыре столбца А, В, С и D. Однако в пределах объема настоящего изобретения возможно и большее, или меньшее количество столбцов в зависимости от потребностей конструкции конкретного режущего инструмента, например от размера режущей пластины, диаметра фрезы, ориентации режущих пластин и т.д. Понятно, что настоящее изобретение применимо к любому режущему инструменту, имеющему большее или меньшее количество столбцов.
[0014] Кроме того, режущие пластины расположены рядами, которые проходят по существу перпендикулярно оси 16 вращения и по окружности тела 12 режущего инструмента. Первый ряд режущих пластин 22 расположен на аксиальном режущем конце 17 тела 12 инструмента. Второй ряд режущих пластин 24, третий ряд режущих пластин 26, четвертый ряд режущих пластин 28, пятый ряд режущих пластин 30 и шестой ряд режущих пластин 32 и т.д. расположены по существу рядом друг с другом последовательно по осевой длине тела 12. Режущие пластины 22, 24, 26, 28, 30, 32 расположены винтовой группой и каждая присоединена к отдельному гнезду-пазу 18, выполненному на наружной поверхности 14 и проходящему по существу радиально от нее.
[0015] Как показано на чертежах, количество режущих пластин в каждом ряду равно количеству столбцов, используемых в режущем инструменте 10. Однако можно использовать и меньшее количество режущих пластин, т.е. не каждый столбец должен иметь режущую пластину в каждом ряду. Размещение режущих пластин 22, 24, 26, 28, 30, 32 на наружной поверхности 14 режущего инструмента 10 влияет на рабочие характеристики режущего инструмента 10. В частности, угловое окружное размещение режущих пластин 22, 24, 26, 28, 30, 32 и/или пазов 18 вдоль столбцов А, В, С, D может отразиться на таких факторах, как (среди прочих) нагрузка при резании, деформация, вибрация и износ или повреждение режущих кромок. Кроме того, угловое окружное расстояние между соседними пазами 18 и/или режущими пластинами в ряду также отражается на таких факторах, как (среди прочих) изгиб инструмента, нагрузка при резании, вибрация и износ или повреждение режущих кромок.
[0016] Фиг.1 представляет двухмерный схематичный вид размещения режущих пластин на известном режущем инструменте. Для представления элементов конструкции, подобных таковым настоящего изобретения, используются аналогичные ссылочные позиции, отличающиеся на 100. Режущий инструмент имеет четыре столбца А, В, С, D, каждый из которых имеет первый ряд режущих пластин 122, второй ряд режущих пластин 124, третий ряд режущих пластин 126, четвертый ряд режущих пластин 128, пятый ряд режущих пластин 130 и шестой ряд режущих пластин 132, расположенные по существу рядом друг с другом последовательно слева направо на странице, что применительно к режущему инструменту означает по осевой длине тела режущего инструмента. Расстояние между соответствующими точками в соседних, столбцах - это то, что называется размером между столбцами (СМ), который между столбцами А, В, С, D показан равным. Каждый столбец А, В, С, D имеет линию 144 расположения, определенную как непрерывная по существу прямая линия, проведенная между одними и теми же соответствующими точками 146 на каждой из режущих пластин 122, 124, 126, 128, 130, 132. Понятно, что линия расположения является воображаемой линией, образованной соединением одной и той же точки на каждой режущей пластине (например, одной и той же точки режущей кромки режущей пластины) или соединением одной и той же точки на каждом пазу 18 режущего инструмента. Как показано на чертежах, наклон (например, угловое окружное размещение режущих пластин) со второй, третьей, четвертой, пятой и шестой режущих пластин 124, 126, 128, 130, 132 является однородным и линейным. Однако из-за размещения первой режущей пластины 122 на осевом режущем конце тела режущего инструмента наклон между первой режущей пластиной 122 и второй режущей пластиной 124 может отличаться от других режущих пластин в столбце. Наклон определяется размером между рядами (RM) или угловым окружным расстоянием между рядами в одном столбце.
[0017] Фиг.2 представляет двухмерный схематичный вид размещения режущих пластин режущего инструмента 10 в соответствии с одним вариантом осуществления настоящего изобретения. Расстояние между соответствующими точками в соседних столбцах - это то, что называется размером между столбцами (СМ), который между столбцами А, В, С, D показан равным. Каждый столбец А, В, С, D имеет линию 44 расположения, определенную как непрерывная по существу прямая линия, проведенная между одними и теми же соответствующими точками 46 на режущей кромке каждой из режущих пластин 22, 24, 26, 28, 30, 32. Как показано на фиг.5, линия 244 расположения может определяться одними и теми же соответствующими точками 246 на пазах 18 в одном столбце, выполненном на теле 12 инструмента.
Если используются режущие пластины одного размера, то линия 244 расположения, определенная точками на пазах 18, является по существу той же, что и линия 44 расположения, определенная соответствующими точками 46 на режущей кромке каждой из режущих пластин 22, 24, 26, 28, 30, 32 в столбце. В качестве альтернативы, если используются режущие пластины разного размера, то линия расположения будет образована как линия расположения, отличная от линии 244 расположения, образованной с использованием соответствующих точек 246 на пазах 18. Все вышеупомянутые варианты находятся в пределах настоящего изобретения.
[0018] Вернемся к фиг.2, где наклон линии 44 расположения определен размером между рядами (RM) или угловым окружным расстоянием между рядами в одном столбце. Размер RM между соответствующими точками 46 режущих пластин каждого ряда 22, 24, 26, 28, 30, 32 показан на фиг.2. Наклон (например, угловое окружное размещение режущих пластин) линии 44 расположения в соответствии с настоящим изобретением по сравнению с линией 144 расположения в известных технических решениях является неоднородным и изменяется по меньшей мере между двумя соседними режущими пластинами в одном столбце. Изменение линии 44 расположения максимизирует работу режущего инструмента, заставляя режущие пластины 22, 24, 26, 28, 30, 32 всех столбцов А, В, С, D контактировать с обрабатываемой деталью так, чтобы минимизировать одно или более из вибрации, изгиба инструмента, нагрузки при резании, износа и/или повреждения режущих кромок и т.д. за счет минимизации "разницы между минимальной и максимальной силами резания при вращении режущего инструмента во время операции резания. Кроме того, достигается повышение эффективности нагрузки режущей пластины, увеличивается срок службы и сокращается число случаев поломки тела режущего инструмента и режущих пластин. На фиг.3В и 4А показаны значения RM между режущими пластинами 22, 24, 26, 28, 30, 32 одного столбца А, В, С, D. Фиг.4В представляет собой вид с торца режущих пластин 22, 24, 26, 28, 30, 32, показанных на фиг.4А, со значениями RM, показанными в объемном изображении. Значение RM между соседними режущими пластинами в ряду указывает на угловое окружное расстояние между двумя соседними режущими пластинами в ряду в одном столбце А, В, С, D.
[0019] Как уже отмечалось выше, наклон линии 44 расположения при использовании режущих пластин одного размера будет зависеть от углового окружного расположения опорной поверхности 34 каждого паза 18 вдоль столбца. Это в результате обеспечивает то, что линия 44 расположения является такой же, как и линия 244 расположения. Положение опорной поверхности 34 можно регулировать путем изменения высоты 42 или расстояния между опорными поверхностями 34 соседних рядов в одном столбце, как показано на фиг.5, которая представляет собой увеличенный двухмерный вид трех пазов 18 в одном столбце А, В, С, D. Соответствующая режущая пластина каждого паза 18 удалена, однако режущие пластины 22, 24, 26, 28, 30, 32, если бы присутствовали, съемно крепились бы к опорной поверхности 34 паза 18 подходящим крепежным средством, как хорошо известно в данной области техники. Если обратиться к фиг.3А, режущая пластина в одном из пазов 18' удалена, и можно видеть опорную поверхность 34, имеющую приемное отверстие 36. Приемное отверстие 36 предназначено для приема крепежного средства 38, проходящего через режущие пластины 22, 24, 26, 28, 30, 32 для съемного присоединения режущей пластины к опорной поверхности 34. Кроме того, каждый паз 18 имеет радиальную стенку 40 и аксиальную стенку 19. Показана высота 42, которая определяется угловым окружным расстоянием между соседними опорными поверхностями 34 в одном столбце. На фиг.5 высота 42 показана двухмерной, однако фактически это трехмерный размер, поскольку при применении тело 12 режущего инструмента является трехмерным с пазами 18, расположенными по наружной поверхности 14 тела 12 инструмента.
[0020] Угловое окружное расположение режущих пластин 22, 24, 26, 28, 30, 32 между соседними режущими пластинами в одном столбце или подобном можно регулировать путем изменения высоты 42 между соседними пазами 18 так, чтобы изменить угловое окружное расстояние между режущими пластинами 22, 24, 26, 28, 30, 32, в результате чего получаются другие значения размера RM между соседними рядами. В результате создается линия 44 расположения или линия 244 расположения (при использовании режущих пластин одного размера), имеющая измененный наклон по сравнению с линией 144 расположения в известном инструменте, как показано на фиг.1.
[0021] Из приведенного выше описания специалистам в данной области теперь понятно, что общие идеи настоящего изобретения могут быть воплощены в самых разнообразных формах. Поэтому, хотя настоящее изобретение описано на его конкретных примерах, действительный объем изобретения ими не ограничивается, поскольку при изучении чертежей, описания и последующей формулы изобретения специалисту станут очевидными другие модификации.
[0022] Хотя настоящее изобретение конкретно описано в связи с некоторыми конкретными вариантами его осуществления, следует понимать, что это сделано для иллюстрации, а не для ограничения объема изобретения, и объем прилагаемой формулы изобретения следует толковать настолько широко, насколько позволит известный уровень техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ | 2013 |
|
RU2575298C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА (ВАРИАНТЫ) | 2014 |
|
RU2557118C1 |
| ФРЕЗА (ВАРИАНТЫ) | 2014 |
|
RU2562195C1 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ, ИМЕЮЩИЙ НЕРЕГУЛЯРНУЮ ОРИЕНТАЦИЮ ВСТАВНЫХ РЕЖУЩИХ ПЛАСТИН | 2004 |
|
RU2348492C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ДИСКОВАЯ ФРЕЗА | 2009 |
|
RU2470745C2 |
| Сборная цилиндрическая фреза | 2023 |
|
RU2820615C1 |
| ОХВАТЫВАЮЩИЙ ЗЕНКЕРНЫЙ ИНСТРУМЕНТ И СПОСОБ ВЫПОЛНЕНИЯ ДУГООБРАЗНЫХ ПАЗОВ | 1997 |
|
RU2189297C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
Изобретение относится к машиностроению и может быть использовано при обработке поверхностей фрезами с винтовыми зубьями, имеющими винтовые группы режущих пластин, съемно прикрепленных к гнездам фрезы. Фреза имеет наружную поверхность с множеством режущих пластин, присоединенных к соответствующим пазам, проходящим по существу в радиальном направлении на наружной поверхности. Режущие пластины расположены винтовой группой на наружной поверхности таким образом, что по меньшей мере одна режущая кромка режущей пластины отнесена в угловом окружном направлении от паза под соседнюю режущую пластину. Режущие пластины отнесены так, что соответствующая точка на каждой режущей кромке из одной или более режущих кромок образует часть линии расположения, имеющей неравномерный наклон за первым рядом пазов. Каждый из множества пазов содержит опорную поверхность и две или более высоты, каждая из которых определена угловым окружным расстоянием между соседними опорными поверхностями, при этом указанные две или более высоты являются неодинаковыми. Приведены варианты конструктивного выполнения фрезы с винтовыми зубьями. Обеспечивается равномерное распределение нагрузок при резании, увеличивается срок службы. 4 н. и 18 з.п. ф-лы, 5 ил.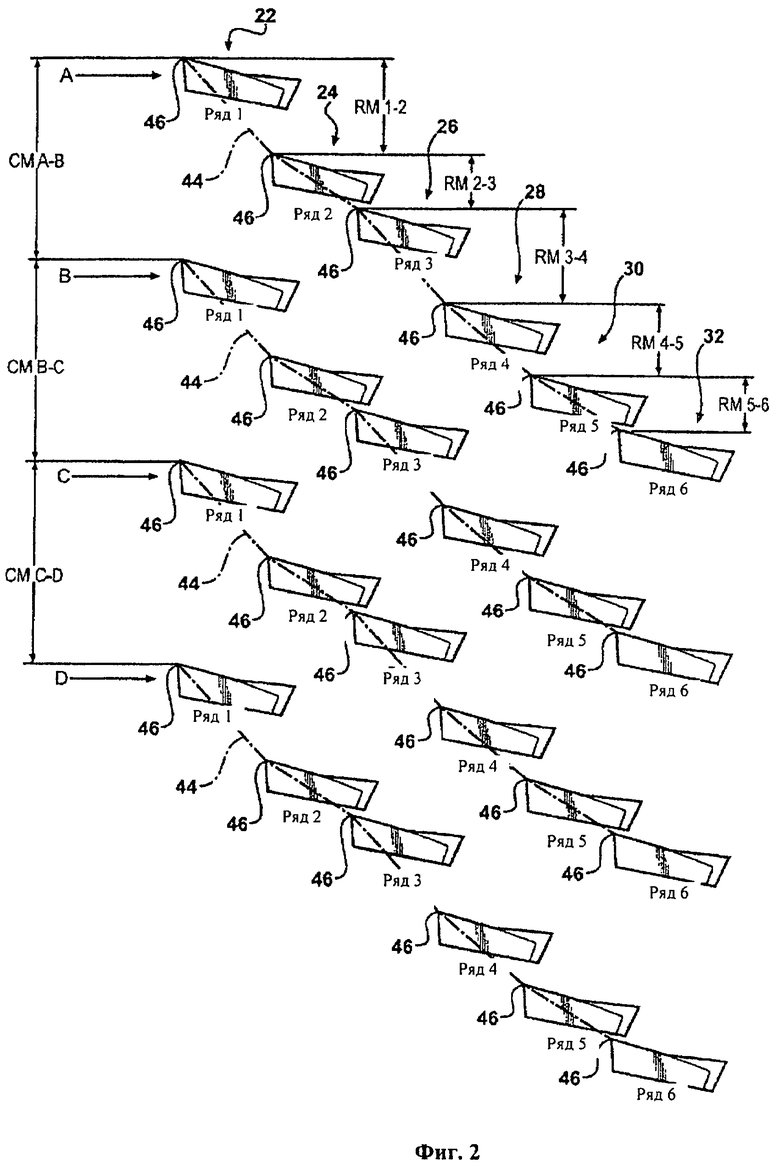
1. Фреза с винтовыми зубьями, содержащая наружную поверхность, множество пазов, выполненных на наружной поверхности и расположенных винтовой группой вдоль нее и отстоящих в угловом окружном направлении от соседнего паза, и воображаемую линию расположения, образованную соединением точек, соответствующих одной и той же точке на каждом из пазов, и имеющую неравномерный наклон за первым рядом пазов, при этом каждый из множества пазов имеет опорную поверхность и две или более высоты, каждая из которых определена угловым окружным расстоянием между соседними опорными поверхностями, при этом указанные две или более высоты являются неодинаковыми.
2. Фреза по п.1, в которой каждый из множества пазов содержит множество режущих пластин, съемно присоединенных к соответствующему пазу из указанного множества пазов посредством крепежного средства, которое проходит через режущую пластину и блокируется в приемном отверстии, выполненном на опорной поверхности паза.
3. Фреза с винтовыми зубьями, содержащая наружную поверхность фрезы с винтовыми зубьями и множество режущих пластин, имеющих по меньшей мере одну режущую кромку, при этом каждая из множества режущих пластин присоединена к соответствующему пазу, проходящему, по существу, в радиальном направлении на наружной поверхности, причем режущие пластины расположены винтовой группой вдоль наружной поверхности, в которой по меньшей мере одна режущая кромка каждой из множества режущих пластин отнесена в угловом окружном направлении от паза под следующую соседнюю режущую пластину так, что соответствующая точка по меньшей мере на двух из одной или более режущих кромок за первым рядом образует часть воображаемой линии расположения, имеющей неравномерный наклон, при этом каждый из множества пазов имеет опорную поверхность, к которой присоединена одна из множества режущих пластин, и две или более высоты, каждая из которых определена угловым окружным расстоянием между соседними опорными поверхностями, при этом указанные две или более высоты являются неодинаковыми.
4. Фреза по п.3, в которой каждая из множества режущих пластин съемно присоединена к пазу посредством крепежного средства, которое проходит через режущую пластину и блокируется в приемном отверстии, выполненном на опорной поверхности паза.
5. Фреза по п.3, которая дополнительно содержит один или более винтовых столбцов, проходящих вдоль наружной поверхности, и каждый паз для множества режущих пластин расположен по меньшей мере вдоль одного из одного или более винтовых столбцов.
6. Фреза с винтовыми зубьями, содержащая наружную поверхность цилиндрической формы, ось вращения, относительно которой вращается наружная поверхность, и два или более рядов пластин, расположенных на наружной поверхности, по существу, перпендикулярно и по окружности относительно оси вращения, при этом каждый из двух или более рядов пластин имеет три или более режущих пластин, каждая из которых имеет по меньшей мере одну режущую кромку, образующую часть одной или более воображаемых линий расположения, имеющих неравномерный наклон.
7. Фреза по п.6, в которой три или более режущих пластины двух или более рядов отстоят неодинаково в угловом окружном направлении от других режущих пластин в том же ряду.
8. Фреза по п.6, в которой три или более режущих пластины двух или более рядов отстоят одинаково в угловом окружном направлении от других режущих пластин в том же ряду.
9. Фреза по п.6, в которой три или более режущих пластины двух или более рядов отстоят неодинаково в угловом окружном направлении от режущих пластин соседних рядов.
10. Фреза по п.6, в которой три или более режущих пластины двух или более рядов отстоят одинаково в угловом окружном направлении от режущих пластин соседних рядов.
11. Фреза по п.6, которая дополнительно содержит число пазов, равных количеству трех или более режущих пластин, для присоединения соответствующей одной из трех или более режущих пластин к фрезе с винтовыми зубьями, при этом каждый из пазов имеет опорную поверхность, на которой присоединена выбранная режущая пластина из трех или более режущих пластин, и две или более высоты, каждая из которых определена угловым окружным расстоянием между соседними опорными поверхностями в одном ряду, при этом указанные две или более высоты являются неодинаковыми.
12. Фреза по п.6, которая дополнительно содержит число пазов, равных количеству трех или более режущих пластин, для присоединения соответствующей одной из трех или более режущих пластин к фрезе с винтовыми зубьями, при этом каждый из пазов имеет опорную поверхность, к которой присоединена выбранная режущая пластина из трех или более режущих пластин, и две или более высоты, каждая из которых определена угловым окружным расстоянием между соседними опорными поверхностями двух или более рядов, причем указанные две или более высоты являются неодинаковыми.
13. Фреза по п.6, которая дополнительно содержит один или более винтовых столбцов, проходящих вдоль наружной поверхности, при этом каждая из трех или более режущих пластин расположена по меньшей мере вдоль одного из одного или более винтовых столбцов.
14. Фреза с винтовыми зубьями, содержащая наружную поверхность, ось вращения, относительно которой вращается наружная поверхность, первый ряд с одной или более режущими пластинами, второй ряд с одной или более режущими пластинами, причем второй ряд расположен рядом с первым рядом, и третий ряд с одной или более режущими пластинами, причем третий ряд расположен рядом со вторым рядом, при этом первый, второй и третий ряды расположены на наружной поверхности, по существу, перпендикулярно и по окружности относительно оси вращения, причем одна или более режущих пластин первого, второго и третьего рядов образуют одну или более режущих кромок вдоль оси вращения, которые образуют непрерывную воображаемую линию расположения, имеющую неравномерный наклон.
15. Фреза по п.14, которая дополнительно содержит один или более столбцов, образованных на наружной поверхности и проходящих через первый, второй и третий ряды, при этом один или более столбцов проходят спиралеобразно вдоль по меньшей мере части оси вращения и параллельно ей, причем количество одного или более столбцов равно максимальному количеству режущих пластин, находящихся в одном из рядов - первом, втором и третьем, и три проходящих в радиальном направлении паза, выполненных в каждом соответствующем столбце из одного или более столбцов, причем три проходящих в радиальном направлении паза образуют точку соединения для соответствующей режущей пластины из одной или более режущих пластин в первом, втором и третьем рядах.
16. Фреза по п.15, в которой каждый из пазов имеет опорную поверхность, к которой присоединена соответствующая режущая пластина из одной или более режущих пластин, и каждый из пазов имеет высоту, определенную угловым окружным расстоянием между соседними опорными поверхностями в расположенном рядом ряду в одном или более столбцах, при этом указанные высоты неодинаковы.
17. Фреза по п.14, которая дополнительно содержит три или более столбца, образованных на наружной поверхности и проходящих через первый, второй и третий ряды, при этом три или более столбца проходят спиралеобразно вдоль по меньшей мере части оси вращения и параллельно ей и отстоят друг от друга на наружной поверхности, причем количество трех или более столбцов равно максимальному количеству режущих пластин, находящихся в одном из рядов - первом, втором и третьем, и три проходящих в радиальном направлении паза, выполненных в каждом из трех или более столбцов, причем три проходящих в радиальном направлении паза образуют точку соединения для соответствующей режущей пластины из одной или более режущих пластин в первом, втором и третьем рядах.
18. Фреза по п.17, в которой одна или более режущих пластин первого, второго и третьего рядов отстоят неодинаково в угловом окружном направлении от других режущих пластин в том же ряду.
19. Фреза по п.17, в которой одна или более режущих пластин первого, второго и третьего рядов отстоят одинаково в угловом окружном направлении от других режущих пластин в том же ряду.
20. Фреза по п.17, в которой одна или более режущих пластин первого, второго и третьего рядов отстоят неодинаково в угловом окружном направлении от режущих пластин соседних рядов.
21. Фреза по п.17, в которой одна или более режущих пластин первого, второго и третьего рядов отстоят одинаково в угловом окружном направлении от режущих пластин соседних рядов.
22. Фреза по п.17, в которой каждый из пазов имеет опорную поверхность, к которой присоединена соответствующая режущая пластина из одной или более режущих пластин, и каждый из пазов имеет высоту, определенную угловым окружным расстоянием между соседними опорными поверхностями в расположенных рядом рядах в одном или более столбцах, при этом указанные высоты неодинаковы.
| US 4844666 А, 04.07.1989 | |||
| Цилиндрическая фреза | 1984 |
|
SU1168353A1 |
| Торцовая ступенчатая фреза | 1977 |
|
SU808219A1 |
| US 20050084341 A1, 21.04.2005. | |||

