Область техники
Настоящее изобретение относится к устройствам, используемым для обработки материалов резанием, в частности к фрезам для обработки трудно обрабатываемых материалов, в том числе титановых сплавов.
Уровень техники
В патенте РФ №2463134 раскрыта конструкция фрезы с винтовыми зубьями, содержащая наружную поверхность с выполненными в ней пазами и расположенными винтовой группой вдоль нее. Режущие пластины расположены винтовой группой таким образом, что по меньшей мере одна режущая кромка режущей пластины отнесена в угловом окружном направлении от паза под соседнюю режущую пластину. Данная конструкция позволяет обеспечить равномерное распределение нагрузок и снизить вибрации, возникающие в процессе резания, и тем самым увеличить срок службы инструмента.
Однако для фрезы с винтовыми зубьями, раскрытой в патенте РФ №2463134, затруднительно получить высокую стойкость режущих кромок ее режущих пластин при обработке трудно обрабатываемых материалов, в частности титановых сплавов, так как данная конструкция не обеспечивает оптимального нагружения режущих кромок режущих пластин.
В патенте РФ №2348492 раскрыта конструкции винтовой концевой фрезы, содержащей корпус, имеющий круговую наружную поверхность, которая расположена вокруг оси вращения и на которой расположены гнезда для закрепления режущих пластин. Угловое дистанцирование режущих пластин в пределах каждого ряда и между рядами неравномерное. Это обеспечивает повышение виброустойчивости за счет устранения гармонических колебаний, возникающих в процессе резания.
Для винтовой концевой фрезы, раскрытой в патенте РФ №2348492, также затруднительно получить высокую стойкость режущих кромок ее режущих пластин при обработке титановых сплавов, так как в данной конструкции также не учитываются особенности нагружения режущих кромок режущих пластин.
Задачей настоящего изобретения является создание улучшенной конструкции фрезы торцово-цилиндрической для ее использования при обработке трудно обрабатываемых материалов, в частности титановых сплавов, путем оптимизации нагружения режущих кромок режущих пластин, устанавливаемых на рабочей части предлагаемой конструкции.
Поставленная задача решается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения. В частности, предложена фреза торцово-цилиндрическая, содержащая рабочую часть с круговой наружной поверхностью, расположенной вокруг оси вращения, включающую цилиндрическую и торцевую части, в которых выполнено множество гнезд для закрепления в них режущих пластин. Причем отношения первых передних осевых углов резания главных режущих кромок к их длинам режущих пластин, входящих в винтовую группу, и отношения вторых передних осевых углов резания главных режущих кромок к их длинам режущих пластин, установленных на торцовой части рабочей части, находятся в пределах (1,6-2,3) град/мм.
Сущность изобретения
В соответствии с настоящим изобретением предложена фреза торцово-цилиндрическая, содержащая:
рабочую часть с круговой наружной поверхностью, расположенной вокруг оси вращения, включающую цилиндрическую и торцовую съемную или несъемную части, в которых выполнено множество гнезд для установки и механического закрепления сменных режущих пластин;
причем на цилиндрической части режущие пластины установлены винтовыми группами вдоль наружной поверхности, по меньшей мере, в двух столбцах, а на торцовой части установлены режущие пластины, по крайней мере, в одном ряду, не входящие в винтовую группу и имеющие одновременно участвующие в резании две режущие кромки, или дополнительно установлены, по крайней мере, в одном ряду режущие пластины, входящие в винтовую группу;
В соответствии с настоящим изобретением отношения первых передних осевых углов резания (γp1) главных режущих кромок к их длинам (B1) режущих пластин, входящих в винтовую группу, и отношения вторых осевых передних углов резания (γp2) главных режущих кромок к их длинам (B2) режущих пластин, установленных на торцовой части круговой наружной поверхности рабочей части, находятся в следующих пределах:
γp1/B1 и γp2/B2=(1,6-2,3) град/мм, где:
B1, B2 - длины главных режущих кромок соответственно режущих пластин, входящих в винтовую группу и не входящих в нее и расположенных на торцовой части;
γp1 - первый осевой передний угол резания, град;
γp2 - второй осевой передний угол резания, град.
Согласно одному предпочтительному варианту первый и второй осевые передние углы резания находятся в пределах 18-20 град.
Согласно второму предпочтительному варианту длины главных режущих кромок режущих пластин находятся соответственно в следующих пределах B1=8-11 мм, B2=10-13 мм.
Согласно другому предпочтительному варианту длина главной режущей кромки и первый осевой угол резания режущих пластин, входящих в винтовую группу, соответственно равны B1=9,525 мм, γp1=20 град.
Согласно другому предпочтительному варианту длина главной режущей кромки и второй осевой угол резания режущих пластин, не входящих в винтовую группу, соответственно равны B2=12 мм, γp2=19 град.
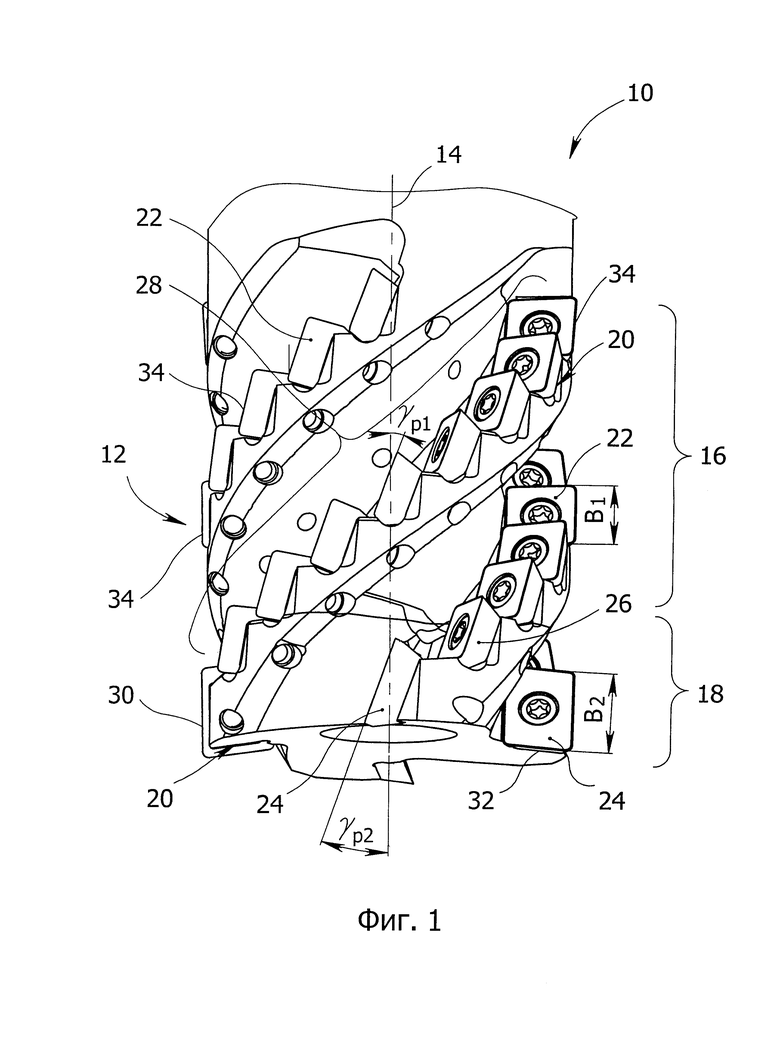
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к чертежу, на котором на фиг.1 показан общий вид с боку на фрезу торцово-цилиндрическую в соответствии с настоящим изобретением.
Детальное описание чертежа
Рассмотрим фиг.1, показывающую фрезу торцово-цилиндрическую на виде сбоку.
В соответствии с настоящим изобретением предложенная конструкция фрезы торцово-цилиндрической разработана по результатам многочисленных натурных испытаний, проводимых при обработке титановых сплавов.
Фреза торцово-цилиндрическая 10 содержит:
рабочую часть 12 с круговой наружной поверхностью, расположенной вокруг оси вращения 14, содержащую цилиндрическую 16 и торцовую 18 съемную или несъемную части, в которых выполнено множество гнезд 20 для установки и механического закрепления сменных режущих пластин 22, 24, 26;
причем на цилиндрической части 16 режущие пластины 22 установлены винтовыми группами 28 вдоль наружной поверхности, по меньшей мере, в двух столбцах, а на торцовой части 18 установлены режущие пластины 24, по крайней мере, в одном ряду, не входящие в винтовую группу 28 и имеющие одновременно участвующие в резании две режущие кромки 30 и 32, или дополнительно установлены, по крайней мере, в одном ряду режущие пластины 26, входящие в винтовую группу 28.
Согласно предлагаемой конструкции фрезы торцово-цилиндрической отношения первых передних осевых углов резания γp1 главных режущих кромок 34 к их длинам B1 режущих пластин 22 и 26, входящих в винтовую группу 28, и отношения вторых осевых передних углов резания γp2 главных режущих кромок 30 к их длинам B2 режущих пластин 24, установленных на торцовой части 18 круговой наружной поверхности рабочей части 12, находятся в следующих пределах:
γp1/B1 и γp2/B2=(1,6-2,3) град/мм, где:
B1, B2 - длины главных режущих кромок соответственно режущих пластин, входящих 22 и 26 в винтовую группу 28 и не входящих 24 в нее и расположенных на торцовой части 18;
γp1 - первый осевой передний угол резания, град;
γp2 - второй осевой передний угол резания, град.
В соответствии с одним предпочтительным вариантом первый γp1 и второй γp2 осевые передние углы резания находятся в пределах 18-20 град.
В соответствии с другим предпочтительным вариантом длины главных режущих кромок режущих пластин 22, 24 и 26 находятся соответственно в следующих пределах B1=8-11 мм, B2=10-13 мм.
В соответствии с другим предпочтительным вариантом длина главной режущей кромки и первый осевой угол резания γp1 режущих пластин 22 и 26, входящих в винтовую группу, соответственно равны B1=9,525 мм, γp1=20 град.
В соответствии с другим предпочтительным вариантом длина главной режущей кромки B2 и второй осевой угол резания γp2 режущих пластин 24, не входящих в винтовую группу 28, соответственно равны B2=12 мм, γp2=19 град.
Указанные выше соотношения первых γp1 и вторых γp2 осевых углов резания главных режущих кромок режущих пластин 22, 24 и 26, установленных на фрезе торцово-цилиндрической 10, к длинам соответствующих им главных режущих кромок B1 и B2 обеспечивают снижение нагрузок на главные режущие кромки режущих пластин и тем самым способствуют увеличению стойкости режущих кромок режущих пластин.
Указанные выше конкретные значения первых γp1 и вторых γp2 осевых углов резания и длин соответствующих им главных режущих кромок B1 и B2 режущих пластин 22, 24 и 26 обеспечивают оптимальные условия резания на конкретных режимах при обработке конкретных марок титановых сплавов.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что различные изменения и модификации могут быть выполнены без отхода от существа и объема изобретения, изложенных в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВАЯ ФРЕЗА (ВАРИАНТЫ) И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2014 |
|
RU2583975C1 |
| ФРЕЗА (ВАРИАНТЫ) | 2014 |
|
RU2562195C1 |
| Режущая пластина для установки на инструмент с большим осевым передним углом резания | 2017 |
|
RU2660795C1 |
| РЕЖУЩАЯ ПЛАСТИНА, КОРПУС И ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2016 |
|
RU2638485C1 |
| Режущая пластина | 2017 |
|
RU2640483C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА (ВАРИАНТЫ) | 2014 |
|
RU2557118C1 |
| Индексируемая режущая пластина и фреза для труднообрабатываемых материалов | 2024 |
|
RU2840507C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2014 |
|
RU2555295C1 |
| ВЫСОКОСКОРОСТНАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2018 |
|
RU2686757C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА С ОХЛАЖДЕНИЕМ | 2021 |
|
RU2759550C1 |
Изобретение относится к машиностроению и может быть использовано при обработке труднообрабатываемых материалов торцовыми фрезами. Фреза содержит рабочую часть с круговой наружной поверхностью и имеет цилиндрическую и торцовую съемную или несъемную части, в которых выполнено множество гнезд для установки и механического закрепления сменных режущих пластин. На цилиндрической части режущие пластины установлены винтовыми группами вдоль наружной поверхности по меньшей мере в двух столбцах. На торцовой части установлены режущие пластины по меньшей мере в одном ряду, не входящие в винтовую группу и имеющие одновременно участвующие в резании две режущие кромки, или дополнительно установлены по меньшей мере в одном ряду режущие пластины, входящие в винтовую группу. Приведен выбор параметров режущих пластин. Снижаются нагрузки на главные режущие кромки режущих пластин, повышается стойкость. 4 з.п. ф-лы, 1 ил.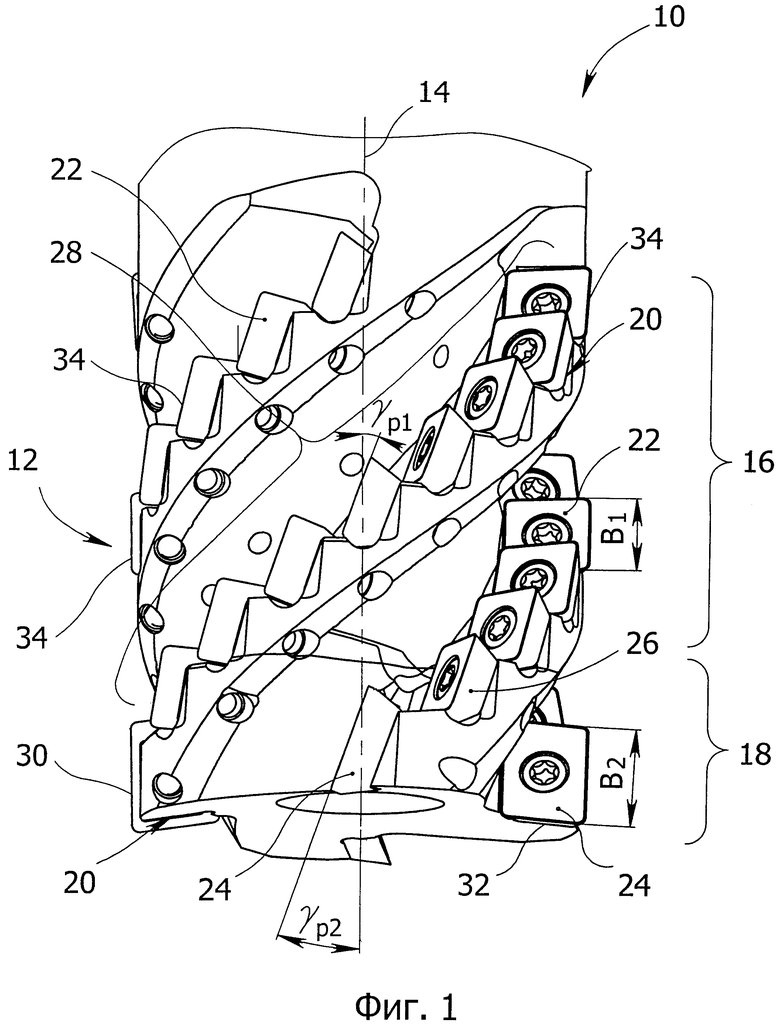
1. Фреза торцово-цилиндрическая (10), содержащая рабочую часть (12) с круговой наружной поверхностью, расположенной вокруг оси вращения (14), включающую цилиндрическую (16) и торцовую (18) съемную или несъемную части, в которых выполнено множество гнезд (20) для установки и механического закрепления сменных режущих пластин (22, 24, 26), причем на цилиндрической части (16) режущие пластины (22) установлены винтовыми группами (28) вдоль наружной поверхности по меньшей мере в виде двух столбцов, а на торцовой части (18) установлены режущие пластины (24) по меньшей мере в одном ряду, не входящие в винтовую группу (28) и имеющие одновременно участвующие в резании две режущие кромки (30 и 32), или дополнительно установлены по крайней мере в одном ряду режущие пластины (26), входящие в винтовую группу (28), отличающаяся тем, что отношения первых передних осевых углов резания (γp1) главных режущих кромок (34) к их длинам (B1) режущих пластин (22, 26), входящих в винтовую группу (28), и отношения вторых осевых передних углов резания (γp2) главных режущих кромок (30) к их длинам (B2) режущих пластин (24), установленных на торцовой части (18) круговой наружной поверхности рабочей части (12), выбраны в пределах:
γp1/B1 и γp2/B2=(1,6-2,3) град/мм, где:
B1, B2 - длины главных режущих кромок соответственно режущих пластин, входящих (22, 26) в винтовую группу (28) и не входящих (24) в нее и расположенных на торцовой части (18);
γp1 - первый осевой передний угол резания, град;
γp2 - второй осевой передний угол резания, град.
2. Фреза торцово-цилиндрическая по п.1, отличающаяся тем, что первый и второй осевые передние углы резания выбраны в пределах 18-20 град.
3. Фреза торцово-цилиндрическая по п.1, отличающаяся тем, что длины главных режущих кромок режущих пластин (22, 24, 26) выбраны в пределах B1=8-11 мм, B2=10-13 мм.
4. Фреза торцово-цилиндрическая по п.1, отличающаяся тем, что длина главной режущей кромки и первый осевой угол резания режущих пластин (22, 26), входящих в винтовую группу, соответственно равны B1=9,525 мм, γp1=20 град.
5. Фреза торцово-цилиндрическая по п.1, отличающаяся тем, что длина главной режущей кромки и второй осевой угол резания режущих пластин (24), не входящих в винтовую группу, соответственно равны B2=12 мм, γp2=19 град.
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ, ИМЕЮЩИЙ НЕРЕГУЛЯРНУЮ ОРИЕНТАЦИЮ ВСТАВНЫХ РЕЖУЩИХ ПЛАСТИН | 2004 |
|
RU2348492C2 |
| Торцово-цилиндрическая фреза | 1991 |
|
SU1757791A1 |
| ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2279332C2 |
| Термочувствительный мультивибратор | 1973 |
|
SU485546A1 |

