Изобретение относится к способам изготовления тонкостенных многослойных силовых панелей и может быть использовано при изготовлении конструкций в машиностроении, ядерной энергетике, авиакосмической отрасли промышленности.
В указанных отраслях промышленности применяются крупногабаритные криволинейные тонкостенные панели и оболочки, для изготовления которых ранее применялись штампованные металлические листы, подкрепленные профилями. Профиль повышал жесткость панели и прочностные характеристики всей конструкции. Впоследствии более предпочтительным оказался метод изготовления панелей из полимерных композиционных материалов (ПКМ), где одновременно с обшивкой панели в конструкции изготавливались подкрепляющие профили для увеличения прочностных характеристик панели.
Известен способ изготовления баллонов давления из ПКМ (Основы авиа- и ракетостроения: учеб. пособие для вузов / А.С.Чумадин, В.И.Ершов, К.А.Макаров и др. - М.: Инфра-М. 2008. - 992 с.: ил. стр.557), где объемную оболочку изготавливают методом непрерывной намотки на станке с вращающейся оправкой (формообразующим инструментом).
На вращающуюся оправку непрерывно и равномерно укладывают по установленной траектории и с установленной скоростью, оплетая ее как кокон, спиральные ленты из волокон ПКМ, пропитанных связующим и образующих силовой каркас панели будущей конструкции из подкрепляющих профилей или силовых элементов. В описанной стадии формируется объемная жесткая сетчатая конструкция из спиральных взаимно-пересекающихся волокон.
Затем сформированный каркас подкрепляющих профилей или силовых элементов усиливают наружными лентами, наматываемыми в кольцевом направлении. Причем намотка кольцевого слоя или уже обшивки по наружной поверхности панели производится на предварительно уложенные симметричные спиральные силовые слои.
Более близким примером указанного способа, с рациональным сочетанием силовой схемы, является способ изготовления конструкционных панелей, включающий формирование системы спиральных и кольцевых ребер силового набора намоткой гибкого волоконного материала, пропитанного связующим, на эластичную матрицу, размещенную на оправке, последующее формирование обшивочного слоя намоткой гибкого волоконного материала, пропитанного связующим, поверх силового набора, отверждение связующего и снятие панели с оправки (Основы авиа- и ракетостроения: учеб. пособие для вузов / А.С.Чумадин, В.И.Ершов, К.А.Макаров и др. - М.: Инфра-М. 2008. - 992 с.: ил. стр.567).
Отличительной особенностью процесса является то, что пазы под ребра каркаса в эластичных вставках (матрицах) изготовлены по высоте, меньшей, нежели толщина вставки, т.е. толщина эластичной вставки должна быть больше, чем высота паза для ребра.
Однако перечисленным способом можно изготовить только однослойную панель с сетчатым каркасом ребер, поскольку наращиванию числа слоев панели препятствует потребность обязательного извлечения эластичных матриц после процесса.
Задачей, на решение которой направлено предлагаемое техническое решение, является возможность получения нескольких слоев при изготовлении тонкостенных многослойных силовых оребренных панелей.
Технический результат, который может быть получен в результате решаемой задачи, выражается в упрощении процесса получения нескольких слоев при изготовлении тонкостенных многослойных силовых оребренных панелей.
Поставленная задача решается тем, что способ изготовления конструкционных панелей, включающий формирование системы спиральных и кольцевых ребер силового набора намоткой гибкого волоконного материала, пропитанного связующим, на матрицу, размещенную на оправке, последующее формирование обшивочного слоя намоткой гибкого волоконного материала, пропитанного связующим, поверх силового набора, отверждение связующего и снятие панели с оправки, отличается тем, что на оправке формируют первый обшивочный слой, на котором из материала, обладающего возможностью трансформации формы и/или объема, формируют матрицу с пазами, предназначенными для формирования силового набора панели, формируют ребра силового набора намоткой в пазы матрицы гибкого волоконного материала, пропитанного связующим, после чего на них формируют второй обшивочный слой, при этом формирование последующих слоев осуществляют в аналогичном порядке, причем отверждение связующего осуществляют после завершения формирования многослойной структуры, после чего обеспечивают доступ ко всем замкнутым объемам конструкционной панели и удаляют из них материал матриц. Кроме того, в качестве материала матриц используют брикеты растворимого материала. При этом доступ в замкнутые полости сформированных структур обеспечивают оставлением технологических отверстий или сверлением готовой конструкции.
Сопоставительный анализ существенных признаков предлагаемого технического решения с существенными признаками аналогов и прототипа свидетельствует о его соответствии критерию «новизна».
Отличительные признаки формулы изобретения решают следующие функциональные задачи.
Признак «…на оправке формируют первый обшивочный слой…» обеспечивает формирование «гладкой» внутренней поверхности панели.
Признаки «…на котором из материала обладающего возможностью трансформации формы и/или объема, формируют матрицу с пазами, предназначенными для формирования силового набора панели…» обеспечивает формирование ребер силового набора в пространстве (в зазоре) между обшивочными слоями. Кроме того, обеспечивается возможность последующего удаления материала матриц из ячеистых структур, сформированных в объеме панели.
Признаки «…формируют ребра силового набора намоткой в зазоры между матрицами гибкого волоконного материала, пропитанного связующим, после чего на них формируют второй обшивочный слой…» обеспечивают формирование ячеек в объеме панели и жесткую связь обшивочных слоев, разделенных зазором.
Признаки «при этом формирование последующих слоев осуществляют в аналогичном порядке, причем отверждение связующего осуществляют после завершения формирования многослойной структуры...» обеспечивают возможность формирования многослойной панели (включающей 3 и более обшивочных слоев).
Признаки «…после чего обеспечивают доступ ко всем замкнутым объемам конструкционной панели и удаляют из них материал матриц…» обеспечивают возможность извлечения (удаления) материала матриц из сформированных закрытых полостей (ячеек) в объеме панели.
Признаки «…в качестве материала матриц используют брикеты растворимого материала…» позволяют удалить материал матриц его растворением из сформированных закрытых полостей (ячеек) в объеме панели.
Признаки третьего пункта формулы изобретения конкретизируют пути обеспечения доступа в замкнутые полости сформированных структур.
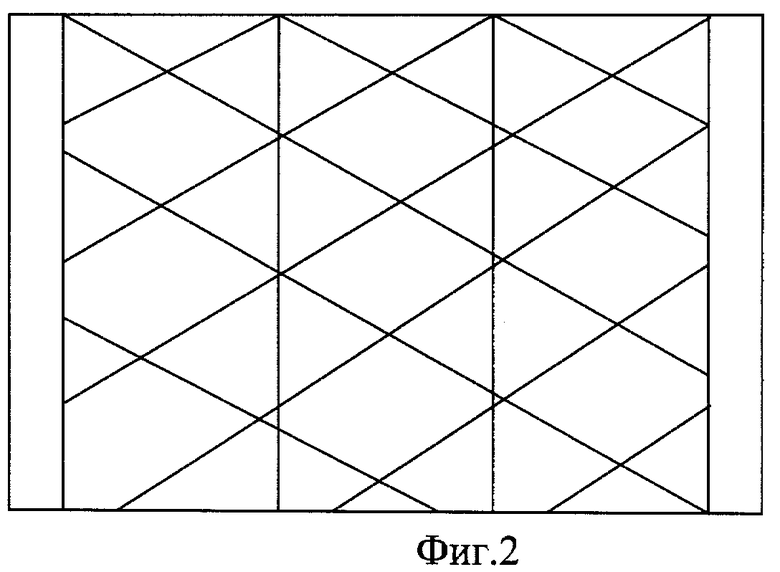
На фиг.1 схематически показана конструкция для осуществления способа, где 1 - оправка, 2 - матрица, 3 - зазоры, 4 - обшивочный слой, а на фиг.2 показана многослойная силовая оребренная панель.
Способ осуществляют следующим образом. Для формирования первого обшивочного слоя на поверхность вращающейся оправки 1 предварительно укладывают гибкий волоконный материал, пропитанный связующим, на котором формируют матрицу 2 из материала, обладающего возможностью трансформации формы или объема, с зазорами 3, предназначенными для формирования силового набора панели. В качестве материала матриц используют брикеты растворимого материала (например, солевые обводообразующие вставки). Соли в обводообразующих вставках могут быть любыми, главное, чтобы они способны были держать форму конструкции ребра и обшивки до полимеризации связующего и впоследствии могли быть удалены из полости ячейки вытряхиванием (вакуумированием, вымыванием). Обводообразующие солевые вставки (матрица 2) устанавливают на первом обшивочном слое 4 с зазорами 3, которыми заранее задают размер ребра, а именно: высота обводообразущей вставки (матрицы 2) равна высоте изготавливаемого ребра, а расстояние между вставками - толщине будущего ребра. Ребра силового набора формируют намоткой в зазоры 3 матрицы 2 гибкого волоконного материала, пропитанного связующим. (В предложенном способе, связующее - это матрица или склеивающее волокна вещество, т.е. этот материал при полимеризации придает жесткость волокнам). Изготавливаемые намоткой ребра ориентированы перпендикулярно к наружной поверхности будущей панели.
Формирование последующих слоев осуществляют в аналогичном порядке, причем отверждение связующего осуществляют после завершения формирования многослойной структуры. (Отверждение связующего - это стандартный процесс полимеризации, которое зависит от вида применяемых веществ.).
Уже после заполнения зазоров 3 и сформированности силового сетчатого каркаса из спиральных взаимно-пересекающихся ребер начинают наматывать наружную кольцевую обшивку 4. Затем проводят процесс отверждения (фиксации формы, которое зависит от времени, давления, температуры и др. технологических параметров и приемов воздействия) изготовленной конструкции и снятие панели с оправки вместе с матрицами 2, которые остаются на внутренней поверхности панели. После чего обеспечивают доступ ко всем замкнутым объемам конструкционной панели, причем доступ в замкнутые полости сформированных структур обеспечивают оставлением технологических отверстий или сверлением готовой конструкции, и после выполнения технологической функции удаляют из них материал матриц, например, растворением водой через перфорации в ребрах конструкции. Можно также сначала через перфорации вытрясти какое-то количество соли (выдуть сжатым воздухом, отсосать вакуумированием), а затем растворить и вылить.
Предложенным способом возможно изготовление любого потребного количества слоев обшивки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ СИЛОВЫХ ПАНЕЛЕЙ | 2014 |
|
RU2579779C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИОННЫХ ПАНЕЛЕЙ | 2013 |
|
RU2508496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ СИЛОВЫХ ПАНЕЛЕЙ | 2014 |
|
RU2604221C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНЫХ КОМПОЗИЦИОННЫХ ПАНЕЛЕЙ | 2018 |
|
RU2681814C1 |
| ПАНЕЛЬ ИЗ СЛОИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2518519C2 |
| МНОГОСЛОЙНАЯ ТРУБА И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ТРУБЫ | 2005 |
|
RU2288398C1 |
| Способ изготовления замкнутого профиля | 2023 |
|
RU2807265C1 |
| Несущая сетчатая оболочка из композиционных материалов с металлической обшивкой и способ её изготовления | 2020 |
|
RU2765630C1 |
| МНОГОСЛОЙНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2506379C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА ВЕРТИКАЛЬНОЙ КОЛОННЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2529206C1 |
Изобретение относится к конструкционным панелям и касается способа изготовления тонкостенных многослойных силовых панелей. Способ включает формирование системы спиральных и кольцевых ребер силового набора намоткой гибкого волоконного материала, пропитанного связующим, на матрицу, размещенную на оправке, последующее формирование обшивочного слоя намоткой гибкого волоконного материала, пропитанного связующим, поверх силового набора, отвержение связующего и снятие панели с оправки. На оправке формируют первый обшивочный слой, на котором из материала, обладающего возможностью трансформации формы и/или объема, формируют матрицу с пазами, предназначенными для формирования силового набора панели. Формируют ребра силового набора намоткой в пазы матрицы гибкого волоконного материала, пропитанного связующим, после чего на них формируют второй обшивочный слой. Формирование последующих слоев осуществляют в аналогичном порядке. Отверждение связующего осуществляют после завершения формирования многослойной структуры. Затем обеспечивают доступ ко всем замкнутым объемам конструкционной панели и удаляют из них материал матриц. Изобретение упрощает процесс получения нескольких слоев при изготовлении тонкостенных многослойных силовых оребренных панелей. 2 з.п. ф-лы, 2 ил.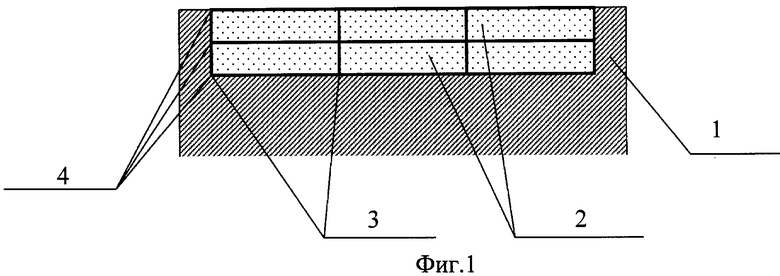
1. Способ изготовления конструкционных панелей, включающий формирование системы спиральных и кольцевых ребер силового набора намоткой гибкого волоконного материала, пропитанного связующим, на матрицу, размещенную на оправке, последующее формирование обшивочного слоя намоткой гибкого волоконного материала, пропитанного связующим, поверх силового набора, отверждение связующего и снятие панели с оправки, отличающийся тем, что на оправке формируют первый обшивочный слой, на котором из материала, обладающего возможностью трансформации формы и/или объема, формируют матрицу с пазами, предназначенными для формирования силового набора панели, формируют ребра силового набора намоткой в зазоры между матрицами гибкого волоконного материала, пропитанного связующим, после чего на них формируют второй обшивочный слой, при этом формирование последующих слоев осуществляют в аналогичном порядке, причем отверждение связующего осуществляют после завершения формирования многослойной структуры, после чего обеспечивают доступ ко всем замкнутым объемам конструкционной панели и удаляют из них материал матриц.
2. Способ по п.1, отличающийся тем, что в качестве материала матриц используют брикеты растворимого материала.
3. Способ по п.1 или 2, отличающийся тем, что доступ в замкнутые полости сформированных структур обеспечивают оставлением технологических отверстий или сверлением готовой конструкции.
| Тонкостенная панель с усиливающими элементами | 1982 |
|
SU1076691A1 |
| Автомат для намотки ниток на гильзы | 1949 |
|
SU89070A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ ПЛАНЕРА САМОЛЕТА И ЭЛЕМЕНТЫ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312790C1 |
| KR 9701180 B1, 29.01.1997 | |||
| JP 55087541 A, 02.07.1980 | |||
| Механизированная крепь | 1980 |
|
SU1028850A1 |

