Изобретение относится к элементам силовых конструкций, работающих под нагрузкой, и может быть использовано в качестве элементов опор несущих высоконагруженных вертикальных строительных сооружений, опор мостов, несущих опор линий электропередач, ветровых генераторов и т.п.
К выполнению силовых конструкционных элементов, используемых в качестве опор, предъявляются повышенные требования по обеспечению высокой жесткости, прочности и надежности при минимальной массе с сохранением длительной стабильности физико-механических свойств. При изготовлении таких силовых элементов из полимерных композиционных материалов (ПКМ) необходимо учитывать, что основными силовыми воздействиями, действующими на конструкцию, являются осевое усилие (усилие сжатия), крутящий и изгибающий моменты. В связи с этим при проектировании высоконагруженных силовых изделий из ПКМ весьма важно определить оптимальное взаимное положение армирующих слоев, их материал и технологию их намотки.
Известен конструкционный элемент, выполненный из композиционного материала на основе перекрещивающихся стекловолокон и продольно ориентированных в нем стеклоровингов типа РБН-20, скрепленных полимерным связующим на основе полиэфирной смолы типа ПН-1, полученным методом термопротяжки через фильерное устройство, причем элемент выполнен из стекломатов типа синтепона поверхностной плотностью 100…400 г/м2 из хаотично перекрещивающихся стекловолокон, равномерно распределенных на продольно ориентированных стеклоровингах со стороны открытых наружных поверхностей его развитого профиля при объемном соотношении стекломатов и стеклоровингов со связующим в композиционном материале от 1:0,5 до 1:0,75 и с толщинами стенок в профиле 0,2…2,5 мм (см. патент РФ №2164993, МПК E06B 3/20, опубл. 10.04.2001 г.)
В результате анализа известного решения необходимо отметить, что оно характеризуется высокой жесткостью, однако использованные для его изготовления материалы, способ их укладки при формировании композитной основы не позволяют его использовать в качестве сильно нагруженного конструкционного элемента, так как его несущая способность относительно невелика.
Известен длинномерный конструкционный элемент из композиционного материала, содержащий армирующий каркас из слоев армирующего материала на основе продольных волокон или нитей, размещенных в сплошной среде скрепляющего его полимерного связующего, образующих стенку профиля, причем элемент снабжен, по меньшей мере, одной замкнутой продольной полостью и содержит дополнительно, по меньшей мере, еще один слой из однонаправленных непрерывных нитей, расположенных по пространственным спиральным кривым, наклоненным к продольным нитям под постоянным углом в пределах от 40 до 89,9°, и охватывающий, по меньшей мере, одну продольную полость с объемным соотношением продольных и наклонных нитей от 50:1 до 1:50 при объемном соотношении всех нитей армирующего каркаса с полимерным связующим от 1:1 до 1:0,2, отношением линейной плотности продольных и наклонных нитей от 1:1 до 1:0,1 и соотношением площади поперечного сечения всех слоев с продольными нитями к площади сечения всех слоев с наклонным расположением нитей от 15:1 до 1:15, при этом в длинномерном элементе наклонные нити могут быть сформированы в ленты с размещением нитей в ленте на возрастающих от одной кромки ленты к другой расстояниях от внутренней поверхности и по меньшей мере один слой с наклонным расположением однонаправленных нитей выполнен в виде двух отдельных подслоев с равным количеством содержащихся в них нитей, расположенных под равными, но наклоненными в противоположные стороны от продольных нитей углами, а однонаправленные нити подслоев, наклоненные в разные стороны от продольных нитей, могут быть переплетены между собой с образованием замкнутой непрерывной поверхности. На внутренней поверхности, по меньшей мере, одной полости расположен, по меньшей мере, один защитный слой продольных нитей, скрепленных между собой поперечными нитями, концы которых располагаются на эквидистантных поверхностях с нахлестом между собой на длине 0,02…0,2 от периметра полости, а зоны нахлеста поперечных нитей в слоях равномерно распределены по периметру сечения элемента, толщина поперечного сечения армирующего каркаса плавнопеременная по периметру сечения, а сам армирующий каркас выполнен из слоев однонаправленного материала на основе стеклянных, базальтовых, полимерных, угольных или органических волокон или комбинации из них, причем его линейная плотность находится в пределах от 29 до 4800 текс. Внутренняя и/или наружная поверхность элемента облицованы слоем из герметизирующего материала, например резины, термопласта, толщиной 0,3…5 мм. Герметизирующий слой дополнительно армирован непрерывными нитями, например стеклянными, базальтовыми, угольными или полимерными. Герметизирующий слой выполнен из армированного слоя с объемным отношением армирующего материала к связующему от 1:1 до 1:2. Между герметизирующим слоем и армирующим каркасом расположен дополнительный адгезионный слой, который содержит тканно-переплетенный армирующий слой. Армирующий каркас размещен в сплошной среде скрепляющего его полимерного, полиэфирного, винилэфирного или эпоксидного связующего. Связующее, скрепляющее армирующий каркас, модифицировано антипиреновыми добавками или пигментными добавками. Внутренняя и/или наружная поверхность конструкционного элемента облицованы износостойким материалом, например полиуретаном (см. патент РФ №2196866, МПК E04C 3/28, B29D 22/00, B29K 105:06, опубл. 20.01.2003 г. - наиболее близкий аналог).
В результате анализа данного изобретения необходимо отметить, что выполнение конструкционного элемента с одной или несколькими внутренними продольными полостями в сочетании с расположением армирующего однонаправленного материала наклонно к продольным слоям позволяет получить конструкцию незначительной массы при повышенной жесткости элемента и повышенной прочности композиционного материала в плоскости поперечного сечения элемента, причем расположение наклонных нитей вокруг отдельных полостей в случае многополостной конструкции позволяет получать равнопрочные внутренние перемычки и наружные стенки элемента. Указанные объемные соотношения продольных и наклонных нитей, всех нитей и полимерного связующего, отношение линейных плотностей продольных и наклонных нитей и соотношение площадей поперечных сечений всех слоев с продольными нитями и всех слоев с наклонным расположением нитей позволяет получить длинномерные изделия различной номенклатуры, повышенной жесткости, прочности при пониженной материалоемкости.
Однако технология изготовления данного конструкционного элемента весьма сложна, так как для формирования композиционного пакета требуется значительное количество разнородных материалов, наматываемых в виде слоев, для каждого из которых требуются индивидуальные технологические режимы намотки. Кроме того, формирующие изделие материалы обладают различными механическими характеристиками (прочностью, жесткостью и т.п.), что приводит к тому, что при эксплуатации силового конструкционного элемента часть его композиционных слоев эксплуатируется на пределе нагрузок, а часть - недогружена. Это приводит к необходимости регулирования толщины слоев, а следовательно, к усложнению техпроцесса изготовления, увеличению габаритов и массы изделия и снижению срока его эксплуатации.
Технической задачей изобретения является разработка длинномерного силового конструкционного элемента типа вертикальной колонны из ПКМ, обладающего уменьшенной массой, технологичного в изготовлении и обладающего высокой стойкостью к воздействию осевых, изгибных и скручивающих нагрузок, а также неблагоприятных климатических факторов.
Указанный технический результат обеспечивается тем, что длинномерный силовой конструкционный элемент - вертикальная колонна из полимерного композиционного материала содержит пропитанные связующим и уложенные друг на друга слои композиционного материала, образующие непрерывную стенку продольной полости и расположенные по пространственным спиральным кривым, наклоненным к продольной оси полости под постоянным углом не менее 40°. Новым является то, что в качестве материала слоев, образующих тонкостенную цилиндрическую или слабоконическую оболочку, использован стеклоровинг, пропитанный наномодифицированным связующим в ходе «мокрой» намотки слоев. Соседние слои намотаны друг относительно друга перекрестно относительно продольной оси и под разными углами к продольной оси элемента, а именно поперечно намотанные слои - под углом в диапазоне (интервале) 40…50°; продольно намотанные слои - под углом в диапазоне 5…10°. Из слоев сформированы два типа чередующихся пакетов, отличающихся по количеству и расположению слоев в них, а именно поперечный пакет из двух поперечно и перекрестно намотанных слоев и продольный пакет из четырех продольно и чередующихся перекрестно намотанных слоев, причем наружный и самый нижний внутренний пакеты композиционного элемента - поперечные.
Отношение количества продольно намотанных слоев к количеству поперечно намотанных слоев оптимально составляет 60% к 40%, в типовом случае при общем количестве 20 слоев в 7 пакетах: общее количество 12 продольных слоев в 3 продольных пакетах и общее количество 8 поперечных слоев в 4 поперечных пакетах.
На фиг.1 представлен чертеж общего вида примера силового конструкционного элемента - типовой вертикальной колонны (ТВК).
Конструкционный композиционный элемент представляет собой многослойную конструкцию, в которой каждый следующий слой намотан перекрестно по отношению к предыдущему.
Существенно, что для достижения указанного технического результата слои скомпонованы в чередующиеся пакеты композиционных слоев двух типов. Один тип пакетов состоит из четырех перекрестно друг относительно друга намотанных продольной намоткой слоев стеклоровинга, этот тип пакетов предназначен для восприятия изгибающей и сжимающей нагрузки. Второй тип пакетов состоит из двух перекрестно друг относительно друга намотанных поперечной намоткой слоев стеклоровинга, слои этого типа пакетов предназначены для восприятия крутящего момента, а также для создания сжимающих напряжений в пакете слоев. Перекрестная намотка соседних слоев обеспечивает равномерное распределение разнонаправленного крутящего момента по объему изделия. Продольная перекрестная намотка обеспечивает эффективное восприятие изгибающего момента и равномерное распределение деформаций.
Пакеты, состоящие из двух поперечно и перекрестно намотанных слоев, обеспечивают создание сжимающих усилий в пакете слоев, которые эффективно противодействуют крутящим моментам и воспринимают осевую нагрузку. Внешний и внутренний пакеты слоев, кроме того, обеспечивают сохранение формы конструктивного элемента.
Как показали исследования, наиболее оптимальным является следующее соотношение общего количества продольно намотанных слоев к общему количеству поперечно намотанных слоев: 60% к 40%.
Слои конструкционного элемента получают «мокрой» намоткой ленты, образованной набором нитей стеклоровинга, на которые нанесено связующее, на вращающуюся технологическую оправку, при этом возвратно-поступательное движение намоточной головки станка обеспечивает укладку слоев под заданными углами армирования последовательно слой за слоем композиционного материала. Технологическая оправка, внешняя конфигурация которой соответствует внутренней поверхности изготавливаемой колонны, может быть сделана из различных материалов, например из металла, и ее вынимают из изделия после его отверждения.
Сущность технологии намотки заключается в том, что нити или лента армирующего наполнителя, пропитанные полимерным связующим, укладываются под натяжением по определенной траектории на технологическую оправку, конфигурация (профиль) которой соответствует поверхности изготавливаемой детали. Уплотнение материала происходит за счет перпендикулярной к поверхности оправки составляющей усилия натяжения. Слои материала образуются за счет последовательного смещения каждого витка относительно предыдущего на ширину этого витка, при этом укладываемые витки должны находиться на оправке в состоянии статического равновесия, то есть удерживаться на заданном месте без скольжения.
В процессе намотки армирующий материал в виде непрерывного стеклоровинга (жгута) наматывается на вращающуюся оправку. Для получения спиральной намотки скорость перемещения каретки синхронизирована со скоростью вращения оправки и задает угол намотки. Последовательные слои наносятся под заданными углами намотки, пока не будет намотано заданное количество слоев. Угол намотки по отношению к продольной оси оправки на намоточном станке в принципе может изменяться в очень широких пределах от близкого к 0° (продольного) до близкого к 90° (поперечного). При "мокрой" намотке смолу связующего наносят в процессе самой намотки. Отверждение вели в печи при температуре 60…120°C или при естественном отверждении при температуре 20…30°C.
Важно отметить, что для изготовления изделия в качестве армирующего наполнителя используется лишь один материал - стеклоровинг, и одно связующее, а улучшенные технические свойства силового конструкционного элемента формируются за счет разработанной новой схемы укладки слоев в пакетах из них, что также значительно упрощает технологию изготовления с одновременным обеспечением требуемых высоких технических характеристик изделия.
Основными материалами для изготовления изделия являются композиты на основе стеклянных волокон - распространенные стеклоровинги (например, марки РВМПН-10-1200-14). Они обладают достаточно высокой прочностью при низкой по сравнению с углеродным волокном стоимости. Вместе с тем, модули упругости стеклопластиков невелики. Поэтому на случай, если модули упругости стеклопластиков окажутся недостаточными, возможно применение материалов на основе углеродных волокон - углепластиков. Их характеристики значительно выше, хотя их использование сопряжено с гораздо более высокой стоимостью.
В качестве наномодифицированного связующего наиболее целесообразно использование эпоксидного связующего марки ВСЭ-28 по ТУ 1-595-12-1344-2012, поскольку его повышенные физико-механические характеристики позволяют обеспечить необходимый уровень прочности конструкции при использовании в качестве армирующего наполнителя жгутов стеклоровинга. При использовании в качестве связующего других известных немодифицированных смол необходимый уровень физико-механических свойств может быть достигнут только введением в состав армирующего наполнителя жгутов углеродных волокон. Однако стоимость углеродных волокон значительно выше стоимости традиционного стеклоровинга.
Характеристики наномодифицированного эпоксидного связующего марки ВСЭ-28 по ТУ 1-595-12-1344-2012 представлены в таблицах 1 и 2.
Для изготовления силового конструкционного элемента используют распространенные стеклоровинги, например, марки РВМПН-10-1200-14, выборочные характеристики которого представлены в таблицах 3 и 4.
Пример осуществления заявленного изобретения.
Изготавливали типовую вертикальную колонну (ТВК) - опору для линий электропередач (ЛЭП) или моста - пустотелую слабоконическую оболочку длиной 6 метров и диаметром основания 1,2 метра.
Изготовление проводили на серийном многокоординатном намоточном станке.
При общем количестве 20 слоев в 7 пакетах: общее количество 12 продольных слоев в 3 продольных пакетах и общее количество 8 поперечных слоев в 4 поперечных пакетах.
Однонаправленные намотанные слои обозначены одним знаком (+ или -). Соседние слои, обозначенные разными знаками «+» и «-», называют перекрестно намотанными.
Углы намотки (укладки) слоев при продольной намотке составляли +7° и -7°.
Углы намотки (укладки) слоев при поперечной намотке составляли +45° и -45°.
В таблице 5 представлены номера слоев от 1 (самого нижнего внутреннего) до 20 (внешнего наружного) и их углы укладки.
Первый и второй слои образуют первый пакет (внутренний, поперечный).
Слои с третьего по шестой образуют второй пакет (продольный).
Седьмой и восьмой слои образуют третий пакет (поперечный).
Слои с девятого по двенадцатый образуют четвертый пакет (продольный).
Тринадцатый и четырнадцатый слои образуют пятый пакет (поперечный).
Слои с пятнадцатого по восемнадцатый образуют шестой пакет (продольный).
Девятнадцатый и двадцатый слои образуют седьмой пакет (внешний, поперечный).
Выборочные характеристики полученной 20-слойной ТВК приведены в таблице 6.
По сравнению с наиболее широко используемыми аналогичными традиционными конструкциями разработанный длинномерный силовой конструкционный элемент обладает на 25% более высокой несущей способностью, уменьшенными на 20% массой, на 10% трудоемкостью изготовления и на 15% стоимостью, а также увеличенной стойкостью к агрессивным средам и неблагоприятным атмосферным воздействиям.
Использование ТВК в качестве опоры ЛЭП обеспечивает:
- снижение массы изделия в 1,5…2,0 раза по сравнению с металлическими аналогами, что приводит к снижению расходов на транспортировку и монтаж;
- высокую устойчивость к коррозии, обледенению и другим атмосферным воздействиям;
- снижение трудоемкости изготовления;
- оптимизацию технологического членения, применение оптимальных конструктивных решений, реализация которых на традиционных металлических опорах невозможна.
Секция ТВК может выполнять функции основного силового конструкционного элемента, воспринимая действующие нагрузки, обеспечивая прочность и заданный уровень предельных деформаций в конструкции и сохраняя заданные физико-механические свойства в течение всего срока службы при условии соблюдения правил и режима эксплуатации, благодаря разработанной конструктивно-технологической схеме оптимальной укладки слоев стеклоровинга с наномодифицированным связующим в чередующихся пакетах и использованию наномодифицированного эпоксидного связующего, преимущественно марки ВСЭ-28 по ТУ 1-595-12-1344-2012.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА СТРОИТЕЛЬНОЙ БАЛКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2542294C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ПОЛОЙ ОБОЛОЧКИ | 2020 |
|
RU2740963C1 |
| Способ изготовления трубы из полимерных композиционных материалов | 2024 |
|
RU2831752C1 |
| ОТВОД КРУТОИЗОГНУТЫЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МОДУЛЯ ДЛЯ ОПОРЫ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2015 |
|
RU2602255C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН | 2006 |
|
RU2310120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2271930C2 |
| МНОГОСЛОЙНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2506379C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154766C1 |
Изобретение относится к элементам силовых конструкций, работающих под нагрузкой, и может быть использовано в качестве элементов опор несущих высоконагруженных вертикальных строительных сооружений, опор мостов, несущих опор линий электропередач, ветровых генераторов и прочее. Длинномерный силовой конструкционный элемент типа вертикальной колонны из полимерного композиционного материала, содержащий пропитанные связующим и уложенные друг на друга слои композиционного материала, образующие непрерывную стенку продольной полости и расположенные по пространственным спиральным кривым, наклоненным к продольной оси полости под постоянным углом не менее 40°. В качестве материала слоев, образующих тонкостенную цилиндрическую или слабоконическую оболочку, использован стеклоровинг, пропитанный наномодифицированным связующим в ходе «мокрой» намотки слоев, соседние слои намотаны друг относительно друга перекрестно относительно продольной оси и под разными углами к продольной оси элемента, а именно поперечно намотанные слои - под углом в диапазоне 40…50°; продольно намотанные слои - под углом в диапазоне 5…10°. Из слоев сформированы два типа чередующихся пакетов, отличающихся по количеству и расположению слоев в них, а именно поперечный пакет из двух поперечно и перекрестно намотанных слоев и продольный пакет из четырех продольно и чередующихся перекрестно намотанных слоев, причем наружный и самый нижний внутренний пакеты композиционного элемента - поперечные. Технический результат - разработка длинномерного силового конструкционного элемента типа вертикальной колонны из полимерных композитных материалов (ПКМ), обладающего уменьшенной массой, технологичного в изготовлении и обладающего высокой стойкостью к воздействию осевых, изгибных и скручивающихся нагрузок, а также неблагоприятных климатических факторов. 2 з.п. ф-лы, 6 табл., 1 пр., 1 ил.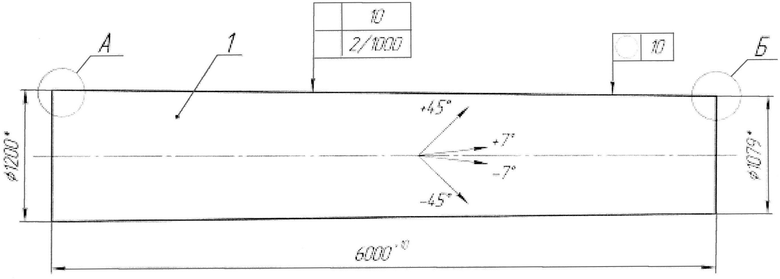
1. Длинномерный силовой конструкционный элемент типа вертикальной колонны из полимерного композиционного материала, содержащий пропитанные связующим и уложенные друг на друга слои композиционного материала, образующие непрерывную стенку продольной полости и расположенные по пространственным спиральным кривым, наклоненным к продольной оси полости под постоянным углом не менее 40°, отличающийся тем, что в качестве материала слоев, образующих тонкостенную цилиндрическую или слабоконическую оболочку, использован стеклоровинг, пропитанный наномодифицированным связующим в ходе «мокрой» намотки слоев, соседние слои намотаны друг относительно друга перекрестно относительно продольной оси и под разными углами к продольной оси элемента, а именно поперечно намотанные слои - под углом в диапазоне 40…50°; продольно намотанные слои - под углом в диапазоне 5…10°, из слоев сформированы два типа чередующихся пакетов, отличающихся по количеству и расположению слоев в них, а именно поперечный пакет из двух поперечно и перекрестно намотанных слоев и продольный пакет из четырех продольно и чередующихся перекрестно намотанных слоев, причем наружный и самый нижний внутренний пакеты композиционного элемента - поперечные.
2. Элемент по п.1, отличающийся тем, что отношение количества продольно намотанных слоев к количеству поперечно намотанных слоев оптимально составляет 60% к 40%, в типовом случае при общем количестве 20 слоев в 7 пакетах: общее количество 12 продольных слоев в 3 продольных пакетах и общее количество 8 поперечных слоев в 4 поперечных пакетах.
3. Элемент по п.1 или 2, отличающийся тем, что использованы стеклоровинг марки РВМПН-10-1200-14 и наномодифицированное связующее марки ВСЭ-28 по ТУ 1-595-12-1344-2012.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ С КОНУСООБРАЗНЫМ УЧАСТКОМ И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ С КОНУСООБРАЗНЫМ УЧАСТКОМ В ВИДЕ ОБОЛОЧКИ СООРУЖЕНИЯ ИЛИ КОНСТРУКЦИИ | 2003 |
|
RU2234412C1 |
| Способ изготовления полимербетонной трубы | 1986 |
|
SU1549773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО КОМПОЗИТНОГО БАЛЛОНА | 1994 |
|
RU2100200C1 |
| СОСУД ВЫСОКОГО ДАВЛЕНИЯ | 1998 |
|
RU2141073C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2180418C2 |
| УСТРОЙСТВО РАДИОЛОГИЧЕСКОЙ ХАРАКТЕРИЗАЦИИ, ЗАЩИЩЕННОЕ ПРОТИВ ПАРАЗИТНЫХ ИСТОЧНИКОВ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ | 2010 |
|
RU2516395C2 |

