Изобретение относится к устройству, согласно ограничительной части пункта 1 формулы изобретения.
Процесс изготовления полых стеклянных изделий, начиная от придания формы баночке в предварительной форме, через чистовую форму вплоть до обработки в печи охлаждения, характеризуется большим количеством процессов транспортировки и манипулирования, от которых зависит скорость и надежность производства. Это относится, среди прочего, к процессу перемещения извлеченных из чистовой формы и установленных на неподвижной отстойной пластине изделий на движущуюся транспортерную ленту, на которой подлежат позиционированию изделия последовательно друг за другом. Поскольку в машинах ИС (с индивидуальными секциями, individual section) такая транспортерная лента регулярно взаимодействует с множеством производственных участков изготовления, каждый из которых снабжен отстойной пластиной, на которую в соответствии с тактом устанавливаются по меньшей мере два окончательно сформированных изделия, то процесс перемещения на транспортерную ленту должен происходить согласованно с ее скоростью, а также рабочим тактом производственного участка, с целью создания на ленте заданного ряда.
В качестве непосредственно взаимодействующих с полыми стеклянными изделиями органов манипулирования известны различные виды толкателей, в которых на обращенном к изделию конце находятся толкающие пальцы, которые во время процесса перемещения прилегают к изделию. Процесс перемещения необходимо регулировать так, чтобы его можно было быстро выполнять внутри заданного интервала времени. Необходимо исключать вызванное перемещением опрокидывание и повреждение устанавливаемого на отстойную пластину изделия, так что изделие в конце кривой перемещения на транспортерную ленту стоит в точке передачи в заданном положении и движется со скоростью, равной скорости ленты. Однако в зависимости от конкретного вида кривой перемещения между точкой приема на отстойной пластине и точкой передачи на транспортерную ленту, изделие подвергается ускорениям в радиальном и тангенциальном направлениях, с которыми необходимо справляться для точного позиционирования и передачи без повреждения на транспортерную ленту, что становится проблематичным при увеличивающейся скорости и требует особых защитных мер.
Из EP 1627858 A1 известно перемещающее устройство, в котором установленный с возможностью поворота на своем одном конце вокруг вертикальной неподвижной оси рычаг несет на своем другом конце также поворачиваемый вокруг вертикальной оси один конец второго рычага, на другой конец которого в свою очередь опирается с возможностью поворота вокруг вертикальной оси снабженный тремя толкающими пальцами толкатель. Для поворота первого рычага вокруг неподвижной оси, поворота второго рычага относительно первого рычага, а также поворота толкателя относительно второго рычага предусмотрены управляемые независимо друг от друга приводы, так что кривая перемещения, начиная с точки приема на отстойной пластине до точки передачи, складывается из наложения трех частичных движений. Из трех поворотных приводов, обеспечивающих эти частичные движения, по меньшей мере два расположены неподвижно.
Из DE 102004010238 B3 известно другое толкающее устройство, в котором перемещаемое движение несущего толкающие пальцы толкателя между отстойной пластиной и движущейся транспортерной лентой обеспечивается с помощью трех управляемых независимо друг от друга поворотных движений, из наложения которых друг над другом получается кривая перемещения, которая, начиная от приемной точки на отстойной пластине, проходит в точке соприкосновения по касательной к направлению движения транспортерной ленты, и после этой точки соприкосновения продолжается еще на заданный линейный элемент пути до достижения точки отпускания, в которой открывается захват толкающих пальцев, с одинаковой скоростью и направлением движения транспортерной ленты. Это служит для дополнительной надежности позиционирования полых стеклянных изделий во время передачи. Однако эти характеризующиеся тремя подлежащими управлению осями толкающие устройства являются сравнительно сложными с точки зрения техники управления и их конструкции, поскольку необходимы три неподвижно расположенных поворотных привода.
Из GB 2435025 A известно аналогичное устройство, в котором кривая перемещения толкателя между отстойной пластиной и движущейся транспортерной лентой образуется за счет создаваемых с помощью двух расположенных неподвижно рядом друг с другом поворотных приводов поворотных движений. При этом необходимы два передаточных механизма, а именно, для поворота вокруг общей главной оси и для продолжения поворотного движения от главной оси к поворотной оси толкателя. Таким образом, при повороте толкателя вращаются всегда оба передаточных механизма.
Из CH 698252 B1 известно другое устройство, в котором кривая перемещения толкателя между отстойной пластиной и движущейся транспортерной лентой образуется за счет наложения друг на друга двух поворотных движений, полученных с помощью двух расположенных неподвижно друг за другом поворотных приводов. При этом необходим один передаточный механизм, при этом один из обоих поворотных приводов является двигателем с полым валом, при этом в этом случае также необходимо передавать поворотное движение на поворотную ось толкателя. В этом случае трудность заключается в создании подходящего двигателя с полым валом.
Известные из GB 2435025 A и CH 698252 B1 устройства обеспечивают, вследствие уменьшения числа подлежащих использованию и управлению поворотных приводов, преимущества относительно указанного в начале, характеризующегося тремя поворотными приводами уровня техники. Однако и эти решения имеют тот недостаток, что вследствие обоих расположенных неподвижно поворотных приводов необходимо использовать относительно сложные передаточные механизмы, с целью конструктивного обеспечения наложения друг на друга двух поворотных движений. Эти неизбежно приводимые в движение части передаточных механизмов при каждом приведении в действие толкателя повышают инерционность всей системы. К этому добавляется еще то, что элементы используются в окружающей среде формующей стекло машины, т.е. в атмосфере, характеризующейся наличием нагрева, масла, пыли, остатков стекла, которая сокращает срок службы частей передаточных механизмов. Это обуславливает большие затраты на техническое обслуживание.
Из DE 102004007507 A1 известно устройство для перемещения стеклянных изделий, которое предназначено для перевода этих стеклянных изделий с первой ленты, на которой они расположены последовательно друг за другом, а именно, относительно быстро движущейся поперечной ленты, на вторую, движущуюся перпендикулярно первой ленте относительно медленно ленту, т.е. продольную ленту, на которой они расположены группами поперек направления транспортировки рядом друг с другом. С помощью продольной ленты стеклянные изделия переводятся, например, в печь охлаждения, при этом ширина продольной ленты зависит, среди прочего, от ширины печи охлаждения. Таким образом, в отклонение от указанного в начале уровня техники речь идет не о движении с отстойной пластины, т.е. от неподвижной исходной точки на движущуюся ленту, так что имеются другие исходные кинематические условия. Это устройство характеризуется толкающей планкой, которая, исходя от первой ленты, в соответствии со своей длиной захватывает определенное количество стеклянных изделий и с согласованием различных скоростей лент перемещает их на вторую ленту, при этом толкающее движение образуется за счет наложения друг на друга трех поворотных движений, требующих трех поворотных приводов, один из которых расположен неподвижно.
Задачей изобретения является создание устройства указанного в начале вида, которое обеспечивает возможность надежного позиционирования полых стеклянных изделий на транспортерной ленте при одновременном уменьшении конструктивных затрат, а также затрат, необходимых для технического обслуживания. Эта задача решена в таком устройстве с помощью признаков отличительной части пункта 1 формулы изобретения.
Приводная система, согласно изобретению, содержит лишь две подлежащие управлению оси, и в соответствии с этим предусмотрены лишь два предназначенных для создания поворотных движений поворотных привода, так что кривая перемещения образуется за счет наложения друг на друга этих обоих поворотных движений. Кривая перемещения в любом случае обеспечивает возможность перемещения без повреждения изделий на транспортерную ленту, а именно, внутри заданного интервала времени, так что на транспортерной ленте образуется ряд, состоящий из этих изделий. Было установлено, что с помощью такой приводной системы обеспечивается возможность создания как кривой перемещения, так и перемещающего движения, которые при высоких скоростях при обеспечении воспроизводимых точек передачи обеспечивают надежное смещение изделий, при экономии тем самым одной подлежащей управлению оси.
Предусмотрена поворотная тарелка, которая соединена со вторым поворотным приводом, предназначенным для создания второго поворотного движения. Существенным является то, что первый поворотный привод, предназначенный для создания первого поворотного движения, соединен с поворотной тарелкой. В результате, вызванное поворотом поворотной тарелки второе поворотное движение, которое является движением несущего толкатель вала вокруг оси поворотной тарелки, накладывается на поворотное движение вокруг оси этого вала.
В соответствии с признаками пункта 2 формулы изобретения, создающий первое поворотное движение поворотный привод находится непосредственно под поворотной тарелкой, так что обеспечивается экономящая пространство конструкция.
Устройство согласно пункту 3 формулы изобретения, характеризуется тем, что предусмотрена консоль, которая служит для крепления на раме стеклоформовочной машины с индивидуальными секциями.
Признаки пунктов 4 и 5 формулы изобретения относятся к первому варианту выполнения изобретения, в котором поворотная тарелка опирается на соединенный с ней вертикальный полый вал, который в свою очередь установлен с помощью неподвижной вертикальной оси. Через эту ось опорные силы передаются на консоль, на которую фактически опирается все устройство.
Признаки пунктов 6-9 формулы изобретения относятся ко второму варианту выполнения изобретения, в котором тарелка опирается на нижней стороне на соединенный с ней полый вал, который в свою очередь опирается на неподвижный опорный колокол. Через опорный колокол опорные силы передаются на консоль, на которую также в этом случае опирается фактически все устройство.
В соответствии с признаками пунктов 10 и 11 формулы изобретения, второй поворотный привод в указанном первом варианте выполнения закреплен на полом валу и соединен с возможностью привода с установленной неподвижно осью. В любом случае он находится под поворотной тарелкой, так что в целом обеспечивается особенно экономящая пространство конструкция.
В соответствии с признаками пункта 12 формулы изобретения, предусмотрен корпус, внутри которого расположены почти все компоненты приводной системы. Корпус обеспечивает механическую и тепловую защиту для указанных компонентов и подчеркивает экономящую пространство конструкцию устройства, в частности, когда оба поворотных привода расположены внутри этого корпуса. Оба поворотных привода расположены под поворотной тарелкой.
Особенно предпочтительно для возможно меньшей механической нагрузки изделий во время движения перемещения, когда в соответствии с признаками пункта 13 формулы изобретения кривая перемещения, а также перемещающее движение созданы так, что вдоль кривой образуется изменяющаяся кривизна, например, экспоненциальная кривая или близкая к ней кривая, при этом в точке передачи, в которой прекращается соприкосновение толкающих пальцев с изделием, они перемещаются по меньшей мере приблизительно по касательной к направлению транспортировки транспортерной ленты и с одинаковой с ней скоростью. Эти цели достигаются с помощью соответствующего согласования создаваемых с помощью обоих поворотных приводов поворотных движений.
Ниже приводится более подробное пояснение изобретения на основе примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - осевой разрез первого варианта выполнения устройства согласно изобретению;
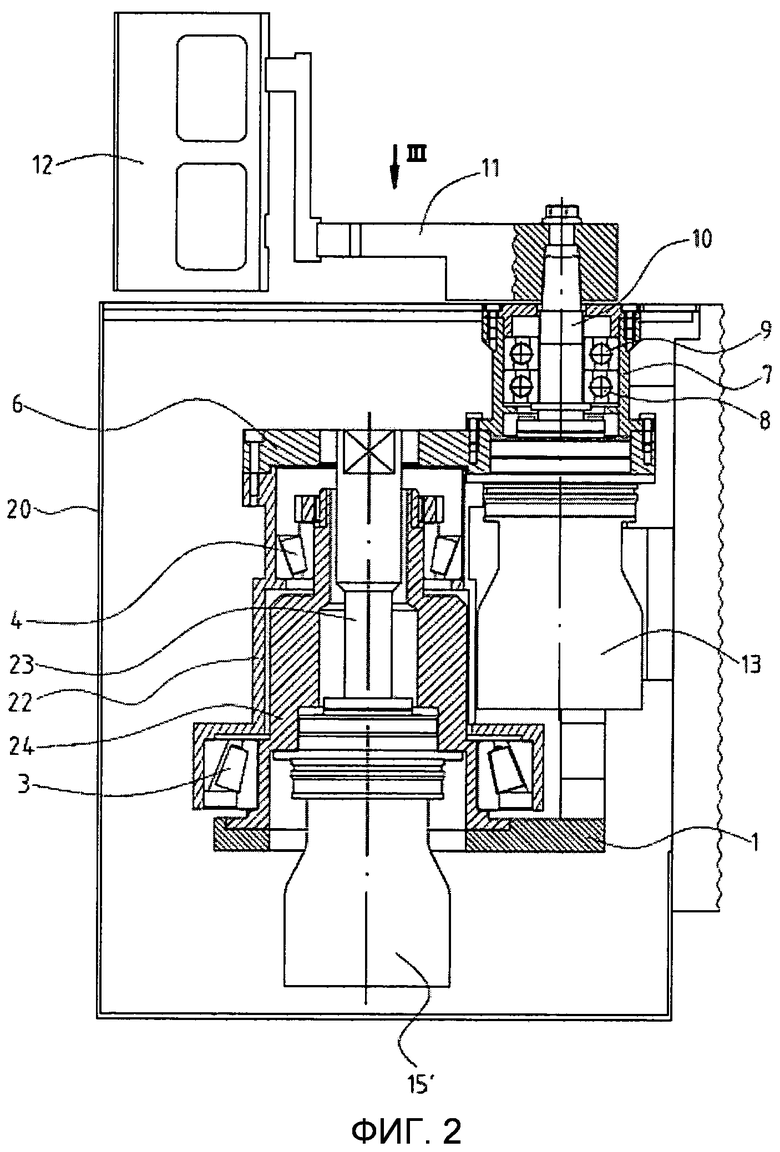
фиг.2 - осевой разрез второго варианта выполнения устройства согласно изобретению;
фиг.3 - устройство на виде сверху по стрелке III на фиг.2.
На фиг.1 позицией 1 обозначена закрепленная на не изображенной машинной раме стеклоформовочной машины с индивидуальными секциями горизонтальная консоль, на которую опирается вокруг расположенной неподвижно, проходящей вертикально, выполненной полой оси 2 с помощью подшипников 3, 4 качения полый вал 5, который на своем верхнем конце жестко соединен с поворотной тарелкой 6.
С поворотной тарелкой 6 жестко соединен опорный фланец 7, под которым установлен с помощью подшипников 8, 9 качения вал 10, верхний конец которого жестко соединен с одним концом проходящего горизонтально толкателя 11, другой конец которого снабжен системой толкающих пальцев 12. Толкающие пальцы 12 этой системы предназначены для непосредственного прилегания к подлежащим перемещению с отстойной пластины на транспортерную ленту полым стеклянным изделиям.
Позицией 13 обозначен первый электрический поворотный привод, например, серводвигатель, который расположен неподвижно под поворотной тарелкой 6 напротив опорного фланца 7, приводной вал которого соединен с валом 10. Этот первый поворотный привод 13 служит для создания первого поворотного движения, а именно, поворота толкателя 11 вокруг оси вала 10 и тем самым относительно поворотной тарелки 6.
Позицией 14 обозначена закрепленная на полом валу 5 консоль, которая несет под поворотной тарелкой 6 второй электрический поворотный привод 15, например, серводвигатель, выходной вал которого, проходящий параллельно оси 2, соединен через передачу с гибкой связью, например, ременную передачу 16, с неподвижно установленной осью 2.
Ременная передача 16 состоит из первого соединенного с выходным валом второго поворотного привода 15 с возможностью поворотного движения ременного шкива 17 и соединенного жестко с осью 2 второго ременного шкива 18, так что с помощью поворотного привода возможен поворот поворотной тарелки 6 вокруг оси 2.
Можно видеть, что абсолютное движение толкателя 11 и тем самым толкающих пальцев образуется из наложения друг на друга двух поворотных движений, а именно, поворота поворотной тарелки 6 вокруг оси 2 и поворота толкателя 11 вокруг оси вала 10.
Кроме того, можно видеть, что в этом первом варианте выполнения устройства согласно изобретению крепления обоих поворотных приводов 13, 15 расположены подвижно, т.е. совершают поворотное движение поворотной тарелки 6.
Позицией 19 обозначено проходящее по центру оси 2, само по себе известное, предназначенное для направления запирающего воздуха отверстие.
Все приводные компоненты поворотной тарелки 6, а также толкателя 11 находятся внутри схематично изображенного корпуса 20, из верхней стороны которого выступает верхний несущий толкатель 11 конец вала 10.
На фиг.2 и 3 функциональные элементы, совпадающие с показанными на фиг.1 функциональными элементами, обозначены соответствующими позициями, так что их повторное описание не приводится.
В показанном на фиг.2 втором варианте выполнения устройства согласно изобретению внутри корпуса 20 на консоли 1 расположен неподвижно проходящий вертикально, выполненный полым опорный колокол 24. С опорным колоколом 24 и тем самым также консолью 1 соединен жестко второй поворотный привод 15', выходной вал которого соединен с передачей поворотного движения с проходящим через опорный колокол 34 валом 23.
На опорный колокол 24 опирается с помощью подшипников 3, 4 качения полый вал 22, верхний конец которого жестко соединен с поворотной тарелкой 6. В отклонение от показанного на фиг.1 примера выполнения, лишь первый поворотный привод 13 выполняет поворотное движение поворотной тарелки 6, в то время как второй поворотный привод 15' расположен неподвижно.
На фиг.3 показана на виде сверху движущаяся в направлении 25 с равномерной скоростью транспортерная лента 26, которая проходит непосредственно мимо отстойной пластины 27. Расположенная на той же высоте в одной общей плоскости с транспортерной лентой 26 отстойная пластина 27 покрыта само по себе известным образом предназначенным для направления охлаждающего воздуха узором 28 отверстий, так что установленные на ней полые стеклянные изделия 32 подвергаются охлаждению.
Движение толкателя 11 является движением, состоящим из поворота вокруг неподвижной оси вала 23 и поворота вокруг оси движущегося вместе с поворотной тарелкой 6 вала 10, при этом за счет управления обоими поворотными приводами 13, 15' получается конкретная форма кривой 29 перемещения, а также движение вдоль этой кривой между приемной точкой 31 на отстойной пластине 12 и точкой 30 передачи на движущейся транспортерной ленте 26 так, что в точке 30 передачи движение толкающих пальцев 12 и тем самым подлежащего перемещению полого стеклянного изделия 32 по меньшей мере приблизительно проходит по касательной к направлению 25 и со скоростью, равной скорости транспортерной ленты 26.
Таким образом, предотвращается повреждение полых стеклянных изделий 32 во время сдвигания, а также опрокидывание и достигается расположение в равномерный ряд 33 полых стеклянных изделий на транспортерной ленте 26, а именно, с использованием экономящей пространство и конструктивно относительно простой приводной системы.
Перечень позиций
1 Консоль
2 Ось
3 Подшипник качения
4 Подшипник качения
5 Полый вал
6 Поворотная тарелка
7 Опорный фланец
8 Подшипник качения
9 Подшипник качения
10 Вал
11 Толкатель
12 Толкающий палец
13 Поворотный привод
14 Консоль
15 Поворотный привод
15' Поворотный привод
16 Ременная передача
17 Ременной шкив
18 Ременной шкив
10 Отверстие
20 Корпус
22 Полый вал
23 Вал
24 Опорный колокол
25 Направление
26 Транспортерная лента
27 Отстойная пластина
28 Узор из отверстий
29 Кривая перемещения
30 Точка передачи
31 Приемная точка
32 Полое стеклянное изделие
33 Ряд

Изобретение относится к перемещению полых стеклянных изделий с отстойной пластины стеклоформующей машины с индивидуальными секциями на движущуюся транспортерную ленту. Технический результат изобретения заключается в предотвращении повреждения, опрокидывания полых стеклянных изделий в процессе их перемещения при одновременном уменьшении конструктивных затрат. Устройство содержит толкатель (11), на конце которого находится толкающий палец (12), предназначенный для прилегания к подлежащим перемещению изделиям. Другой конец толкателя соединен с приводной системой. Приводная система содержит первый поворотный привод (13) и второй поворотный привод (15). Первый поворотный привод (13) расположен с возможностью поворота вокруг вертикальной оси вала (10). Второй поворотный привод (15) находится в приводном соединении с поворотной тарелкой (6) вокруг неподвижной оси. Первый поворотный привод (13) жестко соединен с поворотной тарелкой (6). Кривая перемещения образуется из наложения поворота поворотной тарелки (6) вокруг неподвижной оси при помощи второго поворотного привода (15) и поворота вокруг оси (10) при помощи первого поворотного привода (13), движущегося вместе с валом (10) с поворотной тарелкой (6). 20 з.п. ф-лы, 3 ил.
1. Устройство для горизонтального перемещения изделий, в частности полых стеклянных изделий (32), с неподвижной отстойной пластины (27) стеклоформовочной машины с индивидуальными секциями на транспортерную ленту (26), движущуюся с равномерной скоростью линейно в одном направлении (25), содержащее толкатель (11), на обращенном к изделиям одном конце которого находится по меньшей мере один толкающий палец (12), предназначенный для прилегания к подлежащим перемещению изделиям, функционально соединенную с другим концом толкателя (11) приводную систему, содержащую первый поворотный привод (13) и второй поворотный привод (15, 15'), управляемый независимо от первого поворотного привода, и предназначенную для создания проходящей в горизонтальной плоскости кривой (29) перемещения, образованной из наложения двух полученных с помощью поворотных приводов (13, 15, 15') поворотных движений, которая начинается в приемной точке (31) на отстойной пластине (27) и заканчивается в точке (30) передачи на транспортерной ленте (26), при этом указанный один конец толкателя (11) для создания первого поворотного движения, получаемого с помощью первого поворотного привода (13), расположен с возможностью поворота вокруг вертикальной оси вала (10), при этом кривая (29) перемещения в остальном создается за счет наложения первого поворотного движения лишь на второе, полученное с помощью второго поворотного привода (15, 15'), поворотное движение вокруг неподвижной оси, проходящей параллельно на расстоянии от вала (10), при этом второй поворотный привод (15, 15') находится в приводном соединении с поворотной тарелкой (6) вокруг указанной неподвижной оси, причем вал (10), на верхнем конце которого установлен толкатель (11), установлен с возможностью поворота в поворотной тарелке (6), отличающееся тем, что первый поворотный привод (13) жестко соединен с поворотной тарелкой (6), так что кривая (29) перемещения образуется из наложения поворота поворотной тарелки (6) вокруг неподвижной оси, полученного с помощью второго поворотного привода (15, 15'), и поворота вокруг оси вала (10), полученного с помощью первого поворотного привода (13), движущегося вместе с валом (10) с поворотной тарелкой (6).
2. Устройство по п.1, отличающееся тем, что первый поворотный привод (13) находится под поворотной тарелкой (6) и закреплен на опорном фланце (7), соединенном жестко с поворотной тарелкой (6), причем вал (10) установлен в опорном фланце (7).
3. Устройство по п.1, отличающееся тем, что в нем предусмотрена консоль (1), на которой установлено устройство и которая предназначена для крепления на машинной раме стеклоформовочной машины с индивидуальными секциями.
4. Устройство по п.2, отличающееся тем, что в нем предусмотрена консоль (1), на которой установлено устройство и которая предназначена для крепления на машинной раме стеклоформовочной машины с индивидуальными секциями.
5. Устройство по п.1, отличающееся тем, что поворотная тарелка (6) жестко соединена с проходящим вертикально полым валом (5), при этом полый вал (5) установлен с возможностью поворота вокруг неподвижной оси (2).
6. Устройство по п.2, отличающееся тем, что поворотная тарелка (6) жестко соединена с проходящим вертикально полым валом (5), при этом полый вал (5) установлен с возможностью поворота вокруг неподвижной оси (2).
7. Устройство по п.3, отличающееся тем, что поворотная тарелка (6) жестко соединена с проходящим вертикально полым валом (5), при этом полый вал (5) установлен с возможностью поворота вокруг неподвижной оси (2).
8. Устройство по п.5, отличающееся тем, что ось (2) опирается на консоль (1) с обеспечением опоры устройства.
9. Устройство по п.1, отличающееся тем, что поворотная тарелка (6) жестко соединена с проходящим вертикально полым валом (22), при этом полый вал (22) опирается на неподвижный опорный колокол (24).
10. Устройство по п.2, отличающееся тем, что поворотная тарелка (6) жестко соединена с проходящим вертикально полым валом (22), при этом полый вал (22) опирается на неподвижный опорный колокол (24).
11. Устройство по п.3, отличающееся тем, что поворотная тарелка (6) жестко соединена с проходящим вертикально полым валом (22), при этом полый вал (22) опирается на неподвижный опорный колокол (24).
12. Устройство по п.9, отличающееся тем, что поворотная тарелка (6) находится в приводном соединении с помощью проходящего через опорный колокол (24) вала (23) со вторым поворотным приводом (15').
13. Устройство по п.12, отличающееся тем, что второй поворотный привод (15') жестко соединен с опорным колоколом (24).
14. Устройство по п.11, отличающееся тем, что опорный колокол (24) опирается на консоль (1) с обеспечением опоры устройства.
15. Устройство по п.5, отличающееся тем, что второй поворотный привод (15) жестко соединен с полым валом (5) под поворотной тарелкой (6).
16. Устройство по п.6, отличающееся тем, что второй поворотный привод (15) жестко соединен с полым валом (5) под поворотной тарелкой (6).
17. Устройство по п.5, отличающееся тем, что второй поворотный привод (15) находится в приводном соединении с неподвижной осью (2).
18. Устройство по п.6, отличающееся тем, что второй поворотный привод (15) находится в приводном соединении с неподвижной осью (2).
19. Устройство по п.15, отличающееся тем, что второй поворотный привод (15) находится в приводном соединении с неподвижной осью (2).
20. Устройство по п.1, отличающееся тем, что в нем предусмотрен корпус (20), принимающий все компоненты приводной системы.
21. Устройство по п.1, отличающееся тем, что кривая (29) перемещения, а также движение вдоль этой кривой осуществляется за счет управления обоими поворотными приводами (13, 15, 15') так, что в точке (30) передачи изделия перемещаются по меньшей мере приблизительно по касательной к направлению (25) и со скоростью, равной скорости транспортерной ленты (26).
| DE 102004007507 A1, 08.09.2005 | |||
| Устройство для перестановки стеклоизделий | 1979 |
|
SU857020A1 |
| EP 1886977 A1, 13.02.2008 | |||
| US 2006042912 A1, 02.03.2006 | |||
| US 7278282 B2, 10.09.2007. | |||

