оо
00 со ьо
Изобретение относится к металлургической промышленности, в частности к сварке, и может быть использовано при производстве электросварных прямошовных труб большого диаметра.5
Целью изобретения является повышение эксплуатационной надежности труб за счет повышения ударной вязкости и улучшения геометрии концевых участков труб.
Способ состоит в следующем.
Осуществляют формовку, дуговую сварку 0 труб под флюсом, снятие усиления швов на концевых участках труб и экспандирование. Сварку осуществляют низкоуглеродистой проволокой, легированной марганцем, и снятие
заявленного предела (режим 3) ударная вязкость также низкая из-за образования крупнозернистого феррита и грубоплас- тинчатого перлита. С повышением скорости охлаждения до значений, превышаюш,их заявленный интервал, ударная вязкость также имеет значения ниже уровня основного металла (режим 7) из-за образования промежуточной структуры, снижающей пластичность сварного шва.
Требуемый комплекс свойств обеспечивается при охлаждении после горячей деформации со скоростью в пределах заявляемого интервала (режимы 4-6). При этом образуется мелкозернистый феррит и тонкоусилений швов на концевых участках труб j пластинчатый перлит. Значения ударной вязосуществляют путем горячей деформации с последующим охлаждением со скоростью 1,5-2,5°С/с в интервале температур 800- 400°С. В результате такой обработки ударная вязкость металла сварного соединения
кости металла шва не ниже уровня новного металла труб (30 Дж/см ).
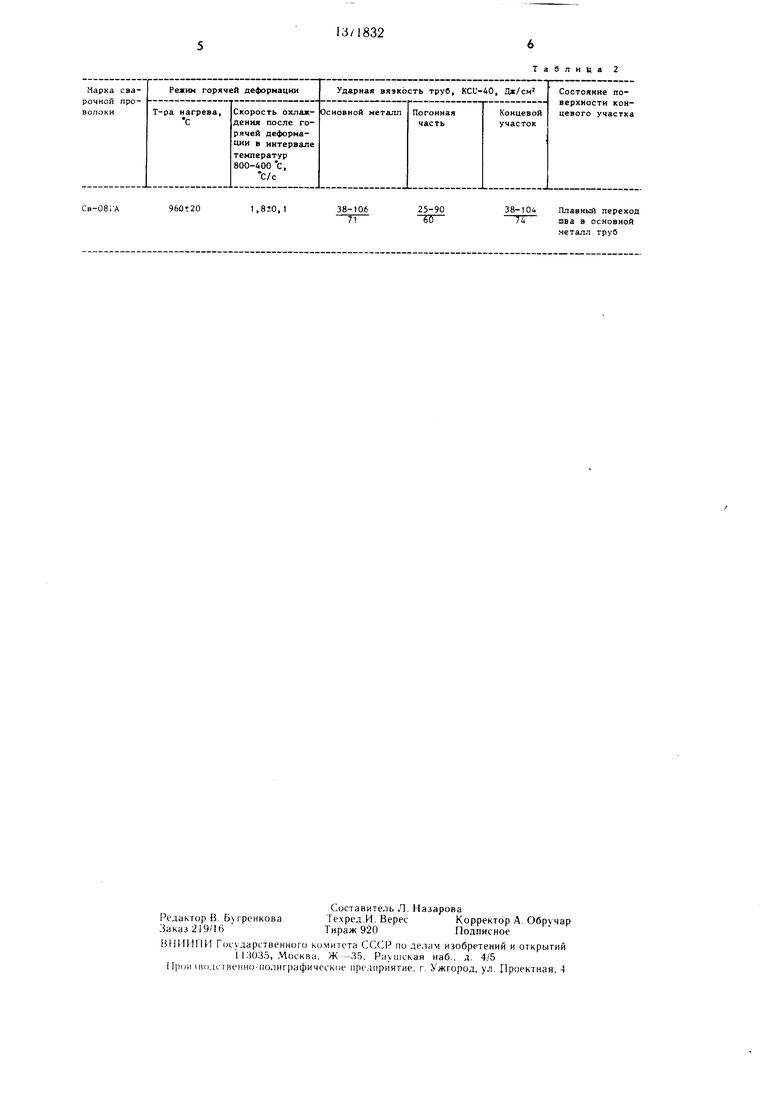
осС использованием предлагаемого способг производят обработку опытной партии труб размером 820X10 мм из стали 17ГС. Сварповышается до значений более 30 Дж/см , 20 ку труб осуществляют проволокой Св-08ГА т.е. до уровня требований, предъявляемых кПосле сварки концевые участки сварных
швов труб на длине 200-250 мм локаль20°С
основному металлу труб по ГОСТ 20295-74.
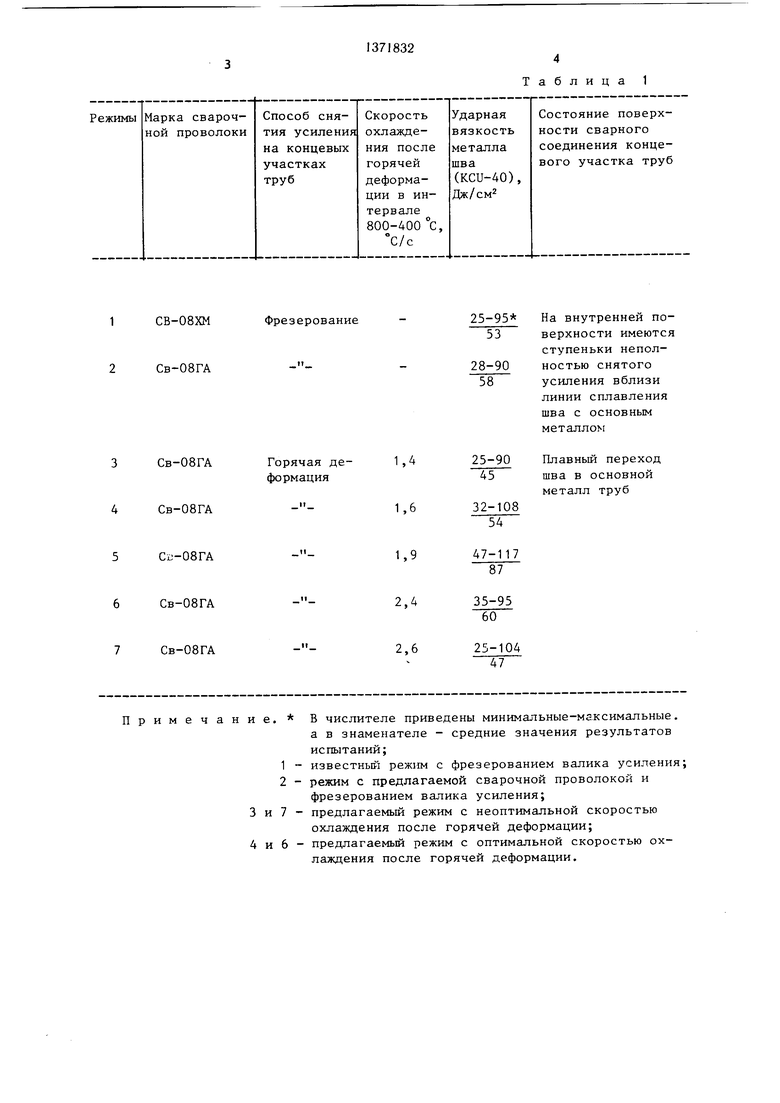
Результаты сравнительных испытаний с использованием известного и предлагаемого режимов приведены в табл. 1. Использование для сварки труб диаметром 820 мм из низколегированной стали 17ГС сварочной проволоки Св -08 ХМ или Св-08ГА обеспечивает практически одинаковую ударную вязкость литого металла, имеющего дендритную структуру (табл. 1, режим 1,2).
Существенное отличие в свойствах металла шва появляется после термообработки (горячей деформации), так как легирующие проволоку СВ-09 ХМ хром и молибден изменяют кинетику превращения аусте- нита.
При изготовлении труб сваркой под флюсом с применением проволоки Св-08ХМ и охлаждении концевого участка после горячей деформации со скоростями, находящимися в заявляемом интервале, значения ударной вязкости получаются низкими, не соответствующими уровню основного металла. При этом в структуре металла шва образуются участки с промежуточной структурой, количество которых увеличивается с повышением скорости охлаждения. Это приводит к снижению пластичности сварного соединения и сопротивления хрупкому разрушению. Охлаждение концевых участков труб после горячей деформации с меньшими скоростями неприемлемо, так как требует термостатирования, что практически неосуществимо на действующих трубосварочных станах.
25
30
35
но нагревают до температуры 960 ± и деформируют сварное соединение до уровня поверхности основного металла трубы. Скорость охлаждения после деформации составляет 1,8 ± О,ГС/с в интервале температур 800 -400°С.
Результаты испытаний опытной партии труб, изготовленных предлагаемым способом, приведены в табл. 2. Как следует из табл. 2, полученные предлагаемым способом трубы имеет повышенную ударную вязкость концевого участка труб и хорошее качество его наружной и внутренней поверхностей. При этом отмечается плавный переход сварного соединения в основной металл.
Таким образом, применение предлагаемого способа позволит за счет улучщения структуры, повышения ударной вязкости и уменьшения концентрации напряжений в сварном соединении повысить эксплуатационную надежность труб.
Формула изобретения
1.Способ производства сварных труб большого диаметра, включающий формовку, дуговую сварку труб под флюсом, снятие усиления швов на концевых участках труб, и экспандирование, отличающийся тем, что, с целью повыщения эксплуата50 ционной надежности труб за счет повышения ударной вязкости и улучшения геометрии концевых участков, снятие усиления швов осуществляют путем горячей деформации с последующим охлаждением со скоростью 1,,5°С/с в интервале тем- При сварке низкоуглеродистой проволо- 55 ператур 800-400°С.
2.Способ по п. 1, отличающийся тем, что сварку осуществляют низкоуглеродистой проволокой, легированной марганцем.
40
45
кои, легированной марганцем типа Св- 08 ГА или Св-1072, и охлаждении после горячей деформации со скоростью ниже
заявленного предела (режим 3) ударная вязкость также низкая из-за образования крупнозернистого феррита и грубоплас- тинчатого перлита. С повышением скорости охлаждения до значений, превышаюш,их заявленный интервал, ударная вязкость также имеет значения ниже уровня основного металла (режим 7) из-за образования промежуточной структуры, снижающей пластичность сварного шва.
Требуемый комплекс свойств обеспечивается при охлаждении после горячей деформации со скоростью в пределах заявляемого интервала (режимы 4-6). При этом образуется мелкозернистый феррит и тонко пластинчатый перлит. Значения ударной вязпластинчатый перлит. Значения ударной вязкости металла шва не ниже уровня новного металла труб (30 Дж/см ).
осТаблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| Способ производства сварных прямошовных труб большого диаметра | 1990 |
|
SU1812026A1 |
| Состав керамического флюса для сварки низкоуглеродистых и низколегированных сталей | 1981 |
|
SU967749A1 |
| Шихта порошковой проволоки | 1985 |
|
SU1328124A1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ | 2011 |
|
RU2465108C1 |
| Плавленный флюс для механизированной сварки | 1981 |
|
SU988504A1 |
| Способ сварки сталей под флюсом | 1985 |
|
SU1263471A1 |
| Способ дуговой сварки под флюсом с дополнительной присадкой | 2020 |
|
RU2735084C1 |
| Плавленый флюс для механизированной сварки | 1990 |
|
SU1756080A1 |
| СПОСОБ ЛЕГИРОВАНИЯ СВАРНОГО ШВА ПРИ ДУГОВОЙ СВАРКЕ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 2012 |
|
RU2492979C1 |
Изобретение относится к способам изготовления электросварных прямошовных труб болыпого диаметра. Целью изобретения является повышение эксплуатационной надежности труб за счет повышения ударной вязкости концевых участков по сравнению с погонной частью шва. а также за счет получения плавного перехода сварного соединения в основной металл и улучшения качества поверхности концевого участка. Для этого в процессе изготовления труб сварку осушествляют низкоуглеродистой проволокой,легированной марганцем. Снятие усилений швов на концевых участках труб осуществляют путем горячей деформации с последуюшим охлаждением со скоростью 1,5-2,5°С/с в интервале температур 800-400°С. Нагрев под горячую деформацию проводят выше точки АСз, что обеспечивает перевод металла шва в аус- тенитное состояние. Поскольку для сварки используют низкоуглеродистую проволоку,легированную марганцем,то термокинетика металла шва и основного металла труб из стали 17Г1С практически одинаковы. Охлаждение со скоростью 1,5-2,5 С/с в интервале температур структурных превращений формирует из полученного аустенита феррит и тонкопластинчатый перлит. 1 з.п. ф-лы, 2 табл. i сл
1СВ-08ХМ
Фрезерование
СВ-08ГА
Примечание. В числителе приведены минимальные-максимальные.
а в знаменателе - средние значения результатов испытаний;
1 известный режим с фрезерованием валика усиления;
2- режим с предлагаемой сварочной проволокой и
фрезерованием валика усиления;
3и 7 - предлагаемый режим с неоптимальной скоростью
охлаждения после горячей деформации;
4и 6 - предлагаемый режим с оптимальной скоростью охлаждения после горячей деформации.
На внутренней по- верхности имеются
ступеньки непол- ностью снятого усиления вблизи линии сплавления шва с основным металлом
СВ-08ГА
960t20
1 ,81.0, 1
Таблица 2
38-104
Плавный переход шва в основной металл труб
| Способ дуговой сварки | 1981 |
|
SU1057215A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Розов и | |||
| В | |||
| Производство труб | |||
| - . | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОЛЕНЧАТО-РЫЧАЖНЫЙ ПРЕСС ДЛЯ ЦЕМЕНТНЫХ ЧЕРЕПИЦ, ПЛИТОК И Т.П. С МНОГОКРАТНЫМ НАЖАТИЕМ НА ФОРМУЕМУЮ МАССУ | 1922 |
|
SU471A1 |
