Изобретение относится к дуговой сварке ; под флюсом горизонтальных стыковых соединений на вертикальной плоскости листовых стальных конструкций и может быть использовано в строительстве, судостроении, энергомашиностроении и других отраслях техники.
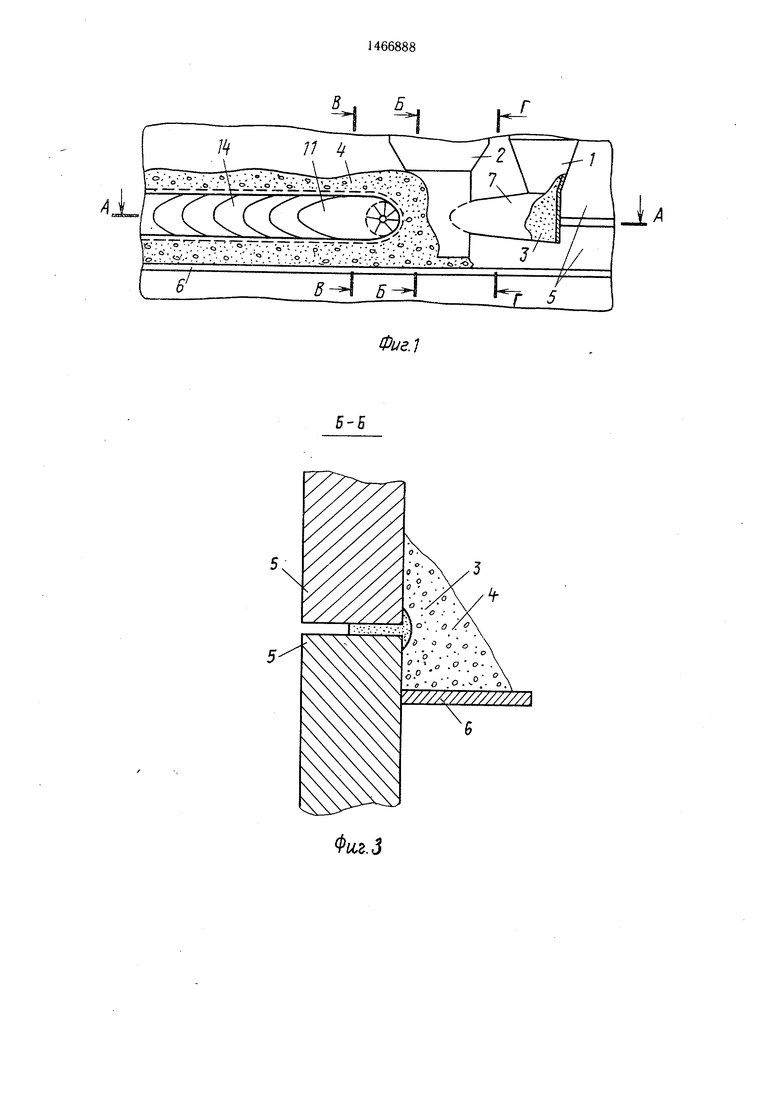
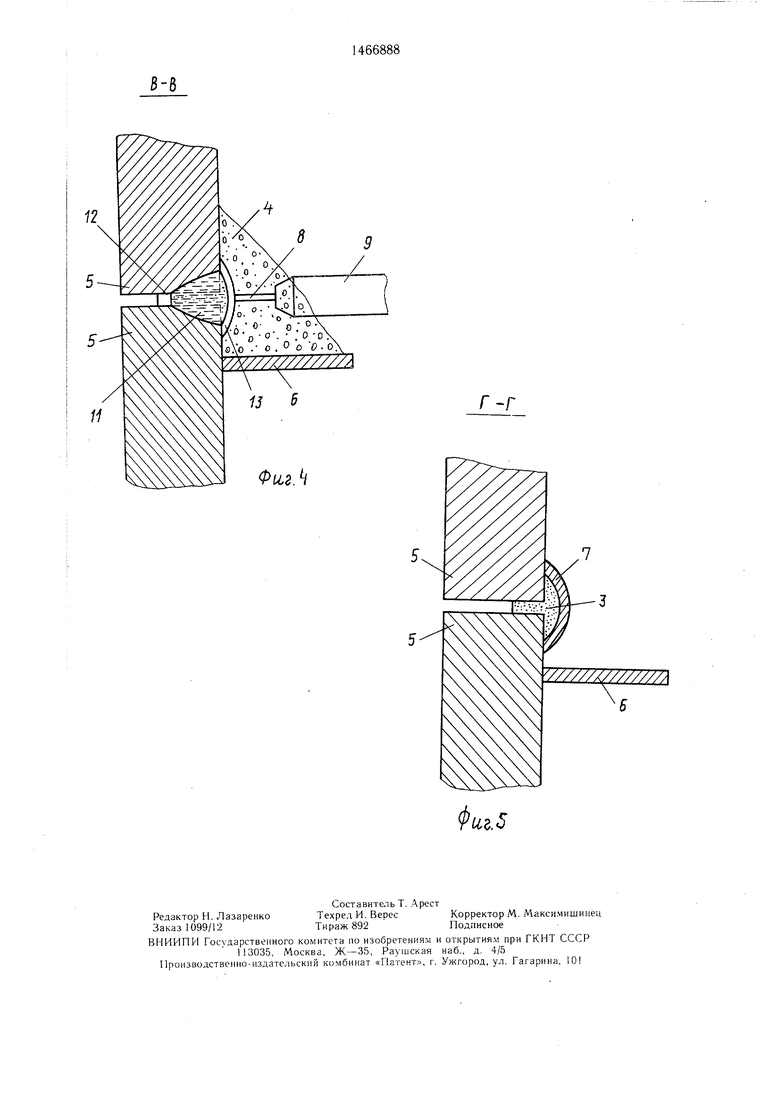
Целью изобретения является повышение : производительности и качества сварки. I На фиг. 1 представлена схема процесса I сварки; на фиг. 2 - сечение А-А на фиг. ; I на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - i разрез В-В на фиг. 1; на фиг. 5 - разрез ; Г-Г на фиг. 1.
; Сварку выполняют следующим образом. ; На сварочном автомате устанавливают ; два бункера 1 и 2 с флюсом. Первый : по ходу сварки бункер 1 заполняют легко- : плавким флюсом 3 мелкой грануляции, : образующим жидкотекучий шлак, а бункер ; тугоплавким флюсом 4 средней грану- :, ляции, образующим вязкий шлак. Бункеры : 1 и 2 устанавливают в зоне стыка сваривае- мых листов 5. Флюс удерживают в зоне : стыка на плоскости 6. Флюсовый бункер 1 ; оснащен клиновидной насадкой 7, обеспечи- вающей при движении автомата подачу флюса 3 в зазор стыка. После заполнения : зазора мелким флюсом 3 на определенную глубину, на лицевую поверхность свариваемых листов 5 из бункера 2 подают флюс 4, создавая защитный слой необходимой высоты. Сварочную проволоку 8 через мундштук 9 подают на стык для создания сварочной дуги 10 и проплавления свариваемых кромок листов 5. -При сварке легкоплавкий флюс 3 в зазоре расплавляется перед ; дугой, а образующийся жидкотекущий шлак затекает под сварочную ванну 11 жидкого металла, создавая защитный слой 12 шлака : в корне шва, предотвращающий подсос воздуха с обратной стороны стыка. Одновременно с этим расплавляется флюс 4, располагающийся на лицевой поверхности листов 5, образуя слой вязкого щлака 13 на поверхности сварочной ванны и обеспечивая удержание жидкого металла на вертикальной поверхности с одновременным формированием шва 14 без подрезов и наплывов.
Указанным способом выполняют сварку горизонтальных стыков, размещенных на вертикальной цилиндрической поверхности воздухонагревателя диаметром 9 м из стали марки 09Г2С с тощиной стенки 20 мм. Стыковое соединение собирают с зазором 3 мм. Первый бункер сварочного автомата, размещенный впереди мундщтука с проволокой, заполняют легкоплавким флюсом марки АН-8 мелкой грануляции с т. пл. 1100°С и вязкостью шлака 0,1 П. Второй бункер.
размещенный в зоне мундштука с электродом, заполняют тугоплавким флюсом марки ФЦ-22 с т.пл. 1450°С и вязкостью шлака 0,8 П. Сварку выполняют проволокой J- Св-08ГА, диаметром 2 мм на режиме: 430-450 А сварочный ток; 30-32 В напряжение дуги; 20 м/ч скорость сварки; 15-20 мм вылет электрода.
Первый проход выполняют с применением одновременно двух марок флюсов (АН-8
0 и ФЦ-22). Второй проход выполняют с обратной стороны стыка с применением одного флюса марки ФЦ-22.
В качестве тугоплавких флюсов можно , использовать флюсы марок Ф1Д-16, ФЦ-22,
г; АН-29, ФВТ-1 и др., а в качестве легкоплавких - флюсы марок АН-22, АН-8, АН-348А и др. При этом рекомендуется использовать следующие сочетания легкоплавких и тугоплавких флюсов: АН-8- -ФЦ-22; АН-22 -ФВТ-1; АН-348-
0 -А-АН-25 и т.д.
Способ сварки предусматривает использование средств подачи флюсов, исключающих их смещивание при сварке. Для этого в бункере с легкоплавкими флюсами с выполняют выходную воронку в виде усеченного конуса с размещением выходного отверстия на поверхности свариваемых листов.
Способ сварки обеспечивает высокую производительность за счет исключения необ0 ходимости ручной подварки шва, установки формирующих прокладок или подачи защитного газа с обратной стороны стыка, а также позволяет выполнять соединения без скоса кромок по зазору в горизонтальном положении, что значительно у.меньщает массу
5 наплавленного металла в сварных стыках. Требуемое качество наплавленного металла и сварного щва в целом обеспечивается за счет образования защитного слоя шлака в конце щва, изолирующего жидкий металл сварочной ванны от воздуха, и слоя шлака
0 на поверхности сварочной ванны, обеспечивающего удержание жидкого металла и формирование щва без поверхностных дефектов.
45
Формула изобретения
Способ сварки под флюсом горизонтального стыкового соединения на вертикальной плоскости по открытому зазору, отличающийся тем, что, с целью повыщения
50 производительности и качества сварки, на изделие подают одновременно легкоплавкий и тугоплавкий флюсы, при этом легкоплавкий флюс подают в зазор стыка перед электродом, а тугоплавкий флюс - нг поверхность свариваемого изделия в зоне раз55 .мещения электрода.
АА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней дуговой автоматической сварки под флюсом и устройство для его осуществления | 1988 |
|
SU1738576A1 |
| СПОСОБ МОНТАЖА СТАЛЬНОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2003 |
|
RU2230851C1 |
| Способ односторонней дуговой автоматической сварки под флюсом | 1989 |
|
SU1798082A1 |
| Способ вертикальной дуговой сварки под флюсом | 1991 |
|
SU1819199A3 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Сварочное устройство | 1990 |
|
SU1738535A1 |
Изобретение относится к дуговой сварке под флюсом горизонтальных стыковых соединений на вертикальной плоскости листовых стальных конструкций и может использоваться в строительстве, судостроении, энергомашиностроении и т.д. Цель изобретения - повышение производительности и качества сварки. На сварочном автомате размещают два бункера - с легкоплавким флюсом 3 впереди электрода и с тугоплавким флюсом 4 в зоне размещения электрода. Бункеры устанавливают в зоне стыка листов, а флюс удерживают на изделии плоскостью 6. Для предотвращения смешивания флюсов бункер оснащен насадкой 7, подающей флюс 3 в зазор стыка. После заполнения зазора флюсом 3 подают флюс 4 с одновременным возбуждением дуги 10 и перемещением автомата вдоль стыка. Легкоплавкий флюс 13 расплавляется в зазоре перед сварочной дугой, а жидкотекучий шлак затекает под сварочную ванну 11, создавая защитный слой шлака в корне шва, предотвращающий подсос воздуха с обратной стороны стыка. Тугоплавкий флюс 4, расплавляясь, образует слой вязкого шлака на поверхности ванны 11, обеспечивая формирование поверхности шва 14 без подрезов и наплывов. Способ обеспечивает высокую производительность за счет исключения ручной под- варки, установки формирующих подкладок или подачи защитного газа с обратной стороны стыка. Сварку соединения выполняют с двух сторон. Первый проход выполняют с применением двух флюсов, а второй проход, с обратной стороны - с применением только тугоплавкого флюса. Качество сварного шва обеспечивается за счет образования защитного слоя жидкотекучего шлака с обратной стороны стыка при первом проходе. 5 ил. S сл : О5 О5 QO СХ5 00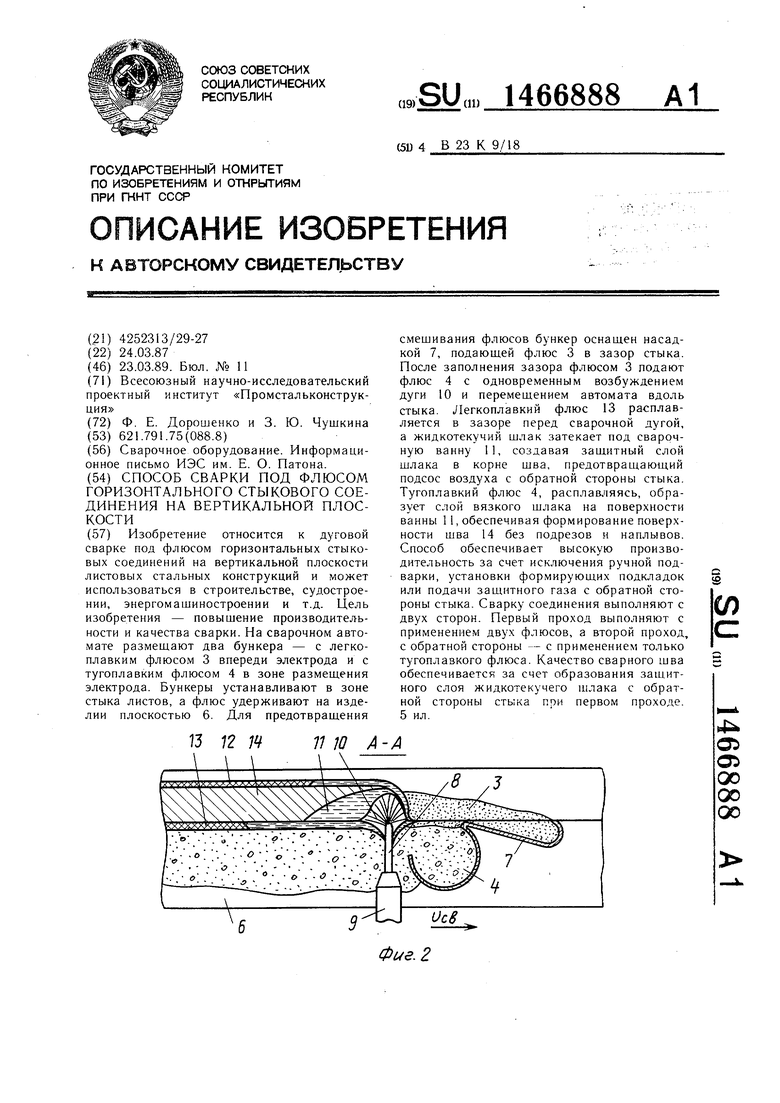
Фи.г.3
Фиг Л
Физ.
Г-Г
| Сварочное оборудование | |||
| Информационное письмо ИЭС им | |||
| Е | |||
| О | |||
| Патона. |
