Область, к которой относится изобретение
Изобретение относится к области испытания сварного стыкового соединения полимерных труб и может быть использовано для определения прочности сварного соединения по стыку сварки полимерных труб.
Уровень техники
Известно техническое решение (1. Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов СП 42-103-2003. Издание официальное. ЗАО «Полимергаз»: Москва 2004. - С.75), в котором с целью определения качества сварного соединения изготавливают механической обработкой образцы-лопатки типа 2 по ГОСТ 11262, где исследуемый сварной шов должен быть расположен посередине образца с точностью ±1 мм. Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре (23±2)°С не менее 2 ч. Испытания проводят при скорости раздвижения зажимов испытательной машины, равной (100±10) мм/мин для образцов труб с номинальной толщиной стенки менее 6 мм и (25±2,0) мм/мин для образцов труб с номинальной толщиной стенки 6 мм и более. При испытании определяют характер (тип) разрушения образцов, а также относительное удлинение при разрыве и предел текучести при растяжении. Недостатком указанного технического решения является невозможность определения прочности сварного стыкового соединения полимерных труб по стыку сварки.
Наиболее близким является техническое решение (2. Г.К.Кайгородов, В.Ю.Каргин. Влияние скорости охлаждения полиэтиленового сварного шва на его прочность // Трубопроводы и экология. - 2001. - №2. - С.13-14), где приводится зависимость свойств сварного шва таких, как относительное удлинение и предел текучести от температуры охлаждения. Образцы для исследования влияния скорости охлаждения на прочностные характеристики сварного соединения получают из полиэтиленовых труб, нагретых до 180°С с последующим охлаждением при различных температурах. Недостатками способа являются отсутствие операции осаживания под определенным давлением для конкретного типоразмера трубы, из-за которого образуется грат, и невозможность исследования влияния грата на прочность, как наружного, так и внутреннего, которые образуются при реальной стыковой сварке полимерных (полиэтиленовых) труб, а также невозможность определения прочности сварного стыкового соединения полимерных труб по стыку сварки.
Раскрытие изобретения
Задачей заявляемого изобретения является разработка способа определения прочности сварного стыкового соединения полимерных труб по стыку сварки.
Технический результат, получаемый при реализации изобретения, заключается в определении прочности сварного стыкового соединения полимерных труб по стыку сварки с учетом влияния или исключения вклада грата как наружного, так и внутреннего или средней части сваренной трубы.
Существенные признаки, характеризирующие изобретение.
Ограничительные: испытания проводят при скорости раздвижения зажимов испытательной машины, равной (20÷50) мм/мин. Определяют прочность при растяжении.
Отличительные: образцы-лопатки изготавливают из зоны сварного соединения, содержащей искусственный дефект, где область сварки равна или меньше сечения рабочей части испытуемого образца-лопатки.
Известно, что прочность сварного стыкового соединения полимерной трубы меньше, чем прочность материала самой полимерной трубы, однако при испытаниях образование «шейки» происходит по основному материалу полимерной трубы из-за большей площади сечения по стыку сварки за счет образования наружного и внутреннего грата (1. Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов СП 42-103-2003. Издание официальное. ЗАО «Полимергаз»: Москва 2004. - С.52, 75).
Краткое описание чертежей
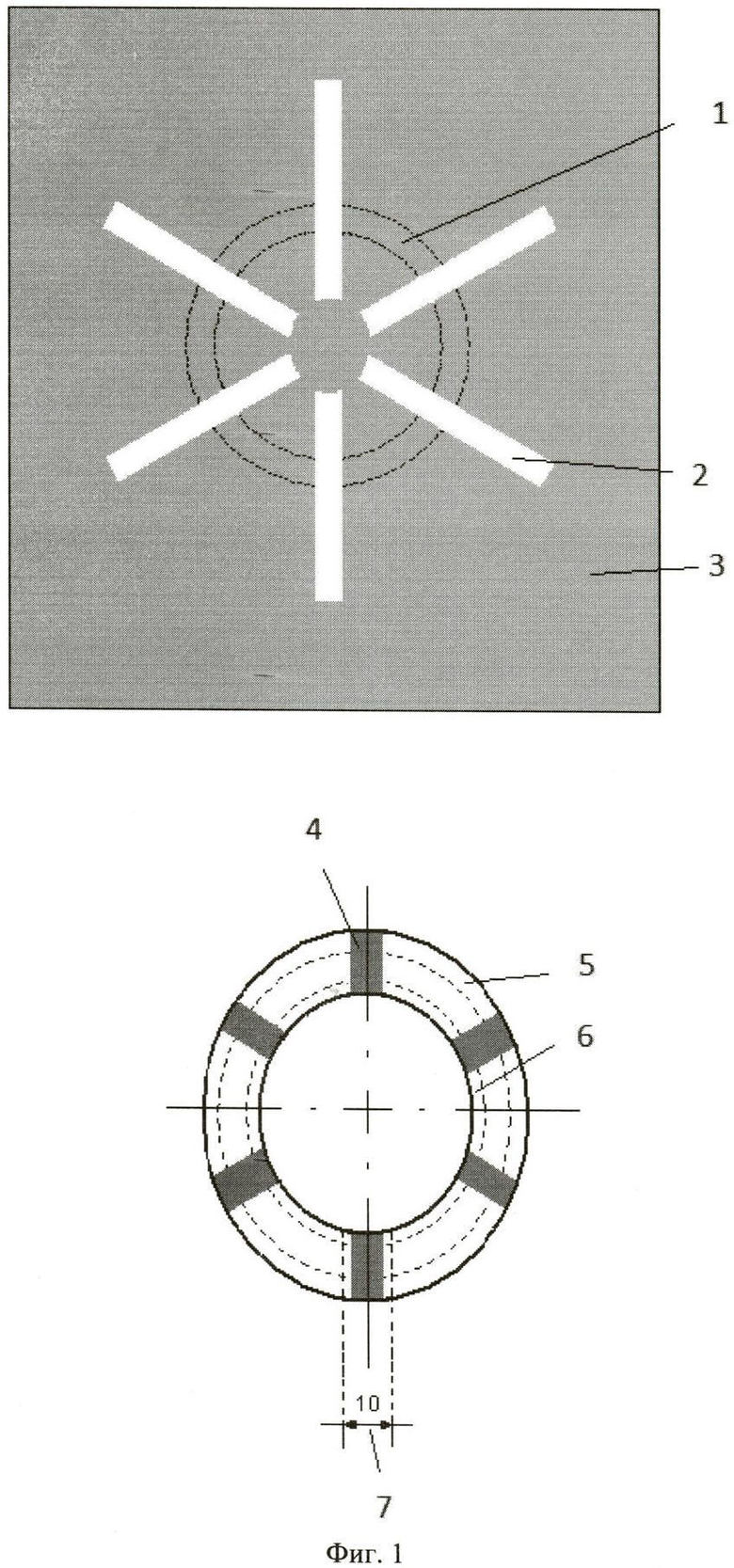
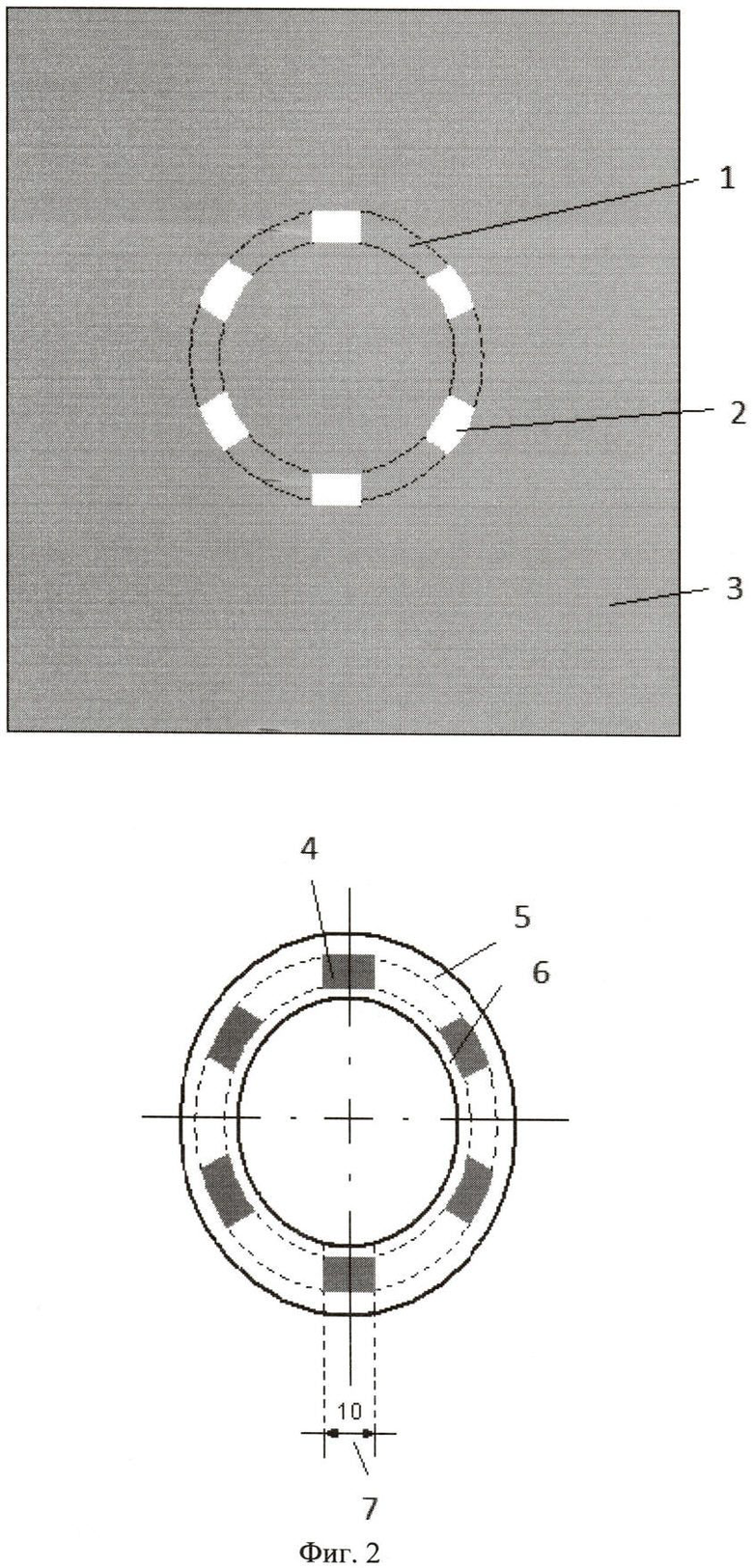
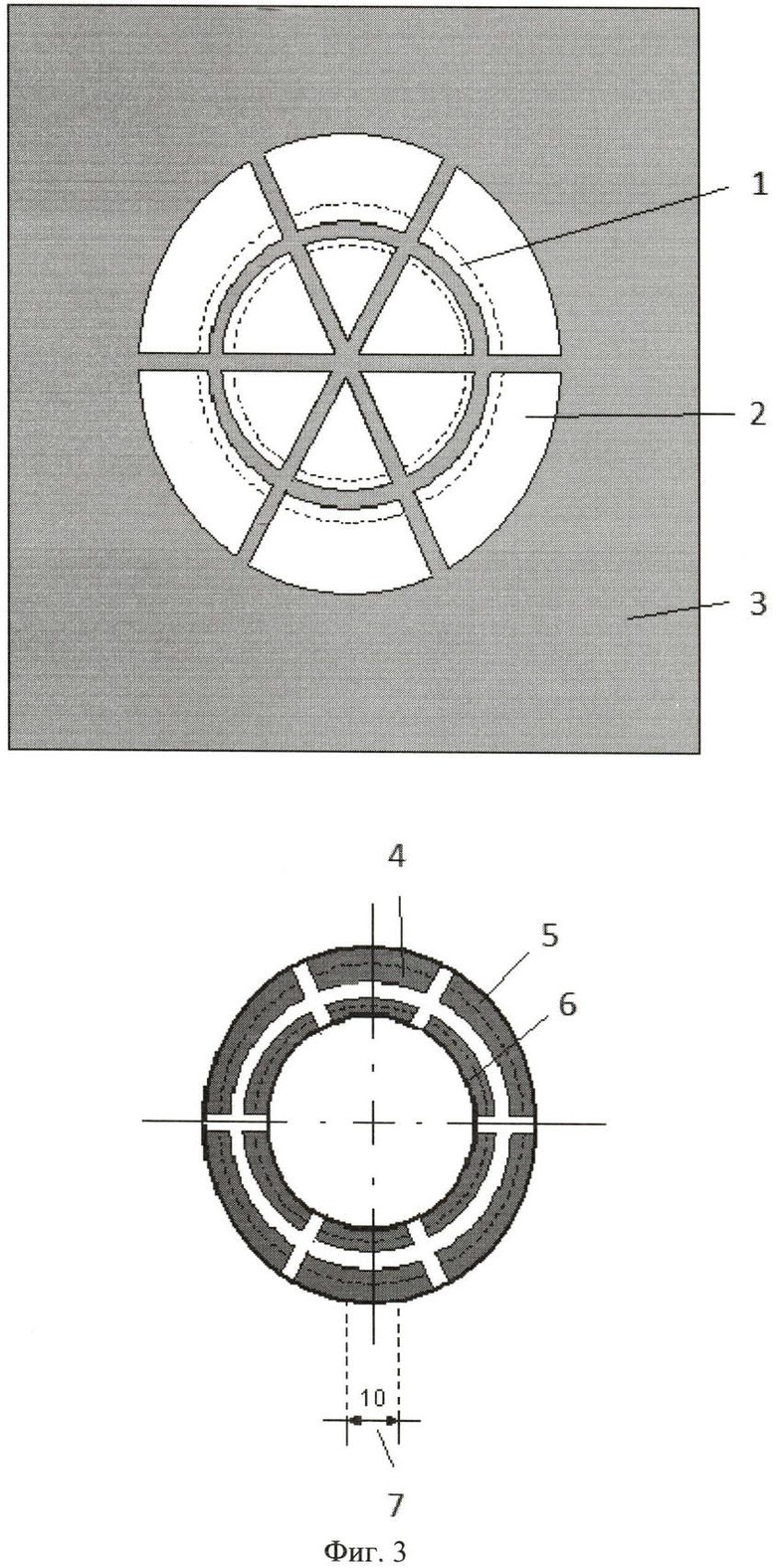
На фиг.1 приведен шаблон с искусственно нанесенными дефектами для исследования прочности сварного стыкового соединения так, чтобы реально сваренная площадь была равной или меньшей чем сечение рабочей части образца-лопатки. Внизу приведено сечение сваренной трубы по плоскости расположения шаблона. 1 - расположение трубы при сварке, 2 - вырез для сваривания торцов трубы, 3 - материал, препятствующий свариванию торцов трубы, 4 - площадь сваренного торца трубы, 5 - грат внешний, 6 - грат внутренний, 7 - ширина вырезаемого образца-лопатки. На фиг.2 приведен шаблон с искусственно нанесенными дефектами для исследования прочности сварного стыкового соединения без учета влияния наружного или внутреннего грата. Внизу приведено сечение сваренной трубы по плоскости расположения шаблона. На фиг.3 приведен шаблон с искусственно нанесенными дефектами для исследования прочности сварного стыкового соединения. Внизу приведено сечение сваренной трубы по плоскости расположения шаблона. На фиг.4 приведена схема осаживания под давлением сварного стыкового соединения с искусственно нанесенным дефектом (шаблоном). 8 - шаблон, 9 - полимерная труба, 10 - зажимы сварочного оборудования.
Осуществление изобретения
Способ осуществляется следующим образом. Для исследуемого сварного стыкового соединения полимерной трубы заданного типоразмера заранее готовятся шаблоны из тонкого материала 3, препятствующего свариванию торцов трубы 1, например, из бумаги для офисной техники «Снегурочка», согласно фиг.1, 2, 3 или других комбинаций искусственных дефектов. Вырез 2 для сваривания торцов трубы располагается так, чтобы в образцах-лопатках для испытаний на растяжение площади сваренных участков 4 были равными друг к другу, а по величине равными или не большими, чем сечение рабочей части основного материала образца-лопатки 7. Затем концы свариваемых полимерных труб 9 устанавливают в зажимы сварочного оборудования 10, центрируют по наружной поверхности, производят срезание неровностей торца трубы, торцы труб приводят в непосредственный контакт с нагретым до или выше температуры плавления материала трубы инструментом, имеющим плоскую поверхность оплавления, затем инструмент удаляют, а вместо него вводят один из приготовленных шаблонов, и оплавленные торцы, между которыми находится шаблон 8, осаживают под давлением и выдерживают под этим давлением определенное время, диктуемое скоростью охлаждения и релаксационными процессами в сварном соединении (фиг.4). Материал, вытесненный из стыка под давлением осадки, образует внешний 5 и внутренний 6 сварочный грат, как при обычной сварке без использования шаблона. Затем через 24 ч после производства сварки изготавливают образцы-лопатки типа 2 по ГОСТ 11262 равномерно по периметру шва не менее пяти образцов так, чтобы область сварки находилась на середине образца-лопатки. Испытания на растяжение образцов-лопаток производят согласно ГОСТ 11262. Обработку результатов испытаний проводят принятыми методами. Так как наименьшей прочностью обладает область сварного соединения, то при условии равенства поперечного сечения образца-лопатки и стыка сварки разрушение происходит по стыку сварного соединения.
Таким образом, предлагаемым способом можно определить прочность сварного стыкового соединения полимерных труб по стыку сварки с учетом влияния или исключения вклада грата как наружного, так и внутреннего или среднего участка стыка сваренной трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ СВАРНОГО СТЫКОВОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2009 |
|
RU2403543C1 |
| СПОСОБ ИСПЫТАНИЯ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ НА ОТРЫВ | 2023 |
|
RU2816000C1 |
| СПОСОБ ИСПЫТАНИЯ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2011 |
|
RU2457449C1 |
| Способ испытания муфтового сварного соединения полимерных труб | 2022 |
|
RU2802888C1 |
| СПОСОБ И ОБРАЗЕЦ ДЛЯ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2016 |
|
RU2627170C1 |
| Способ оценки качества сварных стыковых соединений полиэтиленовых труб | 1989 |
|
SU1746248A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2279955C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2293639C2 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2019 |
|
RU2725821C1 |
Изобретение относится к области испытания сварного стыкового соединения полимерных труб и может быть использовано для определения прочности сварного соединения, произведенного при различных условиях и режимах сварки. Заявленный способ испытания сварного стыкового соединения полимерных труб для определения прочности сварного шва заключается в испытании образцов-лопаток указанного сварного соединения при скорости раздвижения зажимов испытательной машины (20÷50) мм/мин, притом испытываются образцы-лопатки с предварительно нанесенными перед сваркой дефектами, благодаря которым площадь сварки не больше или равна, чем сечение рабочей части основного материала образца-лопатки. Технический результат, получаемый при реализации изобретения, заключается в определении прочности сварного стыкового соединения полимерных труб по стыку сварки с учетом влияния или исключения вклада грата как наружного, так и внутреннего или средней части сваренной трубы. 4 ил.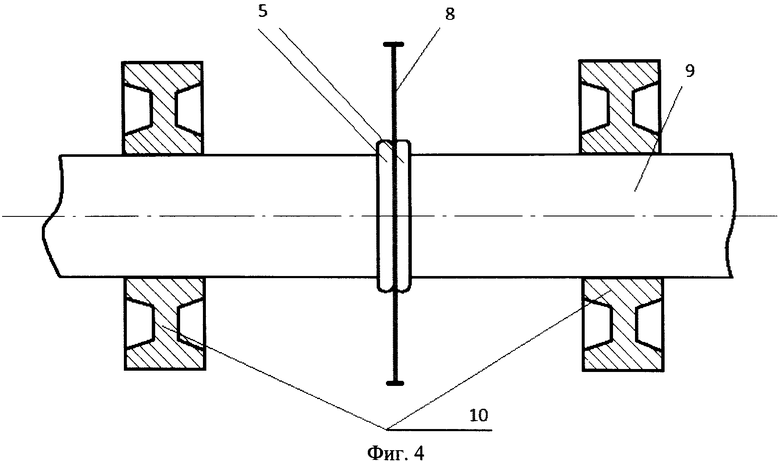
Способ испытания сварного стыкового соединения полимерных труб для определения прочности сварного шва, заключающийся в испытании образцов-лопаток указанного сварного соединения при скорости раздвижения зажимов испытательной машины (20÷50) мм/мин, отличающийся тем, что испытываются образцы-лопатки с предварительно нанесенными перед сваркой дефектами, благодаря которым площадь сварки не больше или равна, чем сечение рабочей части основного материала образца-лопатки.
| СПОСОБ ИСПЫТАНИЯ СВАРНОГО СТЫКОВОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2009 |
|
RU2403543C1 |
| Способ определения прочности стыковых сварных соединений из полимерных материалов | 1989 |
|
SU1619105A1 |
| US 7829202 B2, 09.11.2010. | |||

