Область техники, к которой относится изобретение
Данное изобретение относится к области испытаний соединения полимерных труб, полученного посредством сварки с использованием накладной муфты.
Уровень техники
Испытания сварных соединений полимерных труб на прочность проводятся разными методами.
Например, из патента США №4610166 (опубл. 09.09.1986) известен способ проверки сварных соединений пластмассовых труб на прочность, в котором внутрь вырезанного из сваренных труб образца вводят деформирующий элемент, из-за чего образец приобретает овальную форму, дающую возможность увидеть дефекты сварки. Однако такой метод обеспечивает лишь качественную проверку сварки и не позволяет обнаружить скрытые непроваренные места.
Из документа «Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении. ГОСТ 24157-80 от 01.01.2005 г.» известен способ, в котором для определения качества сварного соединения пластмассовых труб, к примеру, раструбного (муфтового) сварного соединения, участок трубопровода, содержащий раструбное сварное соединение, выдерживают определенное время под избыточным гидравлическим давлением. Качество сварного соединения определяется отсутствием разрывов стыков или соединительных деталей.
Недостатком этого метода является невозможность даже качественного определения прочности соединения раструбной сварки, не говоря уже о количественном определении прочности раструбного сварного соединения полимерных труб, так как при подаче высокого давления в полимерную трубу из-за эластичности ее материала непроваренные места будут прочно прижаты друг к другу вследствие самой конструкции раструбного соединения, поскольку испытания проводятся при комнатной температуре и при температуре плюс 80°С, при которой полимерный материал становится размягченным.
Наиболее близким аналогом является патент РФ №2457449 (опубл. 27.07.2012), раскрывающий способ испытания муфтового сварного соединения полимерных труб для определения прочности сварного шва при скорости раздвижения зажимов испытательной машины 20÷50 мм/мин, в котором испытываются образцы муфтовых сварных соединений с предварительно нанесенными перед сваркой дефектами, площадь которых составляет половину сваренной площади.
Однако при раструбной сварке полимерной трубы происходит смятие входящих друг в друга оплавленных поверхностей трубы и муфты, вследствие чего невозможно получить непроваренные участки с заданной площадью, что необходимо для количественной оценки прочности сварного шва.
Раскрытие изобретения
Таким образом, существует необходимость преодолеть недостатки уровня техники, чтобы обеспечить возможность более точного определения прочности сварного шва при муфтовой (раструбной) сварке полимерных труб и расширить арсенал технических средств.
Для решения этой задачи и достижения указанного технического результата в первом объекте настоящего изобретения предложен способ определения прочности муфтового сварного соединения полимерных труб, заключающийся в том, что: вырезают из муфтового сварного соединения образец, содержащий части соединяемых полимерных труб и перекрывающую их и приваренную к ним часть муфты; подвергают вырезанный образец испытанию на растяжение, проводимому при заданных условиях; при этом площадь подвергаемого испытанию сварного соединения в образце не превышает площади минимального поперечного сечения образца вне области сварного соединения.
Особенность способа по первому объекту настоящего изобретения состоит в том, что при формировании образца могут выполнять в муфте в плоскости, перпендикулярной осевой линии соединяемых полимерных труб, прорезь глубиной до по меньшей мере оплавленной области так, что площадь испытуемой части сварного соединения, образованной муфтой и одной из полимерных труб и находящейся между прорезью и ближайшим к ней краем этой полимерной трубы, не превышает площадь минимального поперечного сечения образца вне области этой части сварного соединения.
Другая особенность способа по первому объекту настоящего изобретения состоит в том, что при формировании образца могут выполнять в одной из полимерных труб в плоскости, перпендикулярной осевой линии соединяемых полимерных труб, прорезь глубиной до по меньшей мере оплавленной области так, что площадь испытуемой части сварного соединения, образованной этой полимерной трубой и муфтой и находящейся между прорезью и ближайшим к ней краем муфты, не превышает площадь минимального поперечного сечения образца вне области этой части сварного соединения.
Еще одна особенность способа по первому объекту настоящего изобретения состоит в том, что при формировании образца могут выполнять в муфте и в одной из полимерных труб, между которыми образована испытуемая часть сварного соединения, в плоскостях, перпендикулярных осевой линии соединяемых полимерных труб, по одной прорези глубиной до по меньшей мере оплавленной области так, что площадь испытуемой части, находящейся между прорезями, не превышает площадь минимального поперечного сечения образца вне области этой части сварного соединения.
Наконец, еще одна особенность способа по первому объекту настоящего изобретения состоит в том, что испытание на растяжение могут проводить при скорости раздвижения зажимов испытательной машины в пределах от 20 до 50 мм/мин.
Для решения той же задачи и достижения того же технического результата во втором объекте настоящего изобретения предложен образец для определения прочности муфтового сварного соединения полимерных труб, вырезанный из муфтового сварного соединения и содержащий части соединяемых полимерных труб и перекрывающую их и приваренную к ним часть муфты и предназначенный для испытания на растяжение, проводимого при заданных условиях; при этом площадь подвергаемого испытанию сварного соединения в образце не превышает площади минимального поперечного сечения образца вне области сварного соединения.
Особенность образца по второму объекту настоящего изобретения состоит в том, что в муфте в плоскости, перпендикулярной осевой линии соединяемых полимерных труб, может быть выполнена прорезь глубиной до по меньшей мере оплавленной области так, что площадь испытуемой части сварного соединения, образованной муфтой и одной из полимерных труб и находящейся между прорезью и ближайшим к ней краем этой полимерной трубы, не превышает площадь минимального поперечного сечения образца вне области этой части сварного соединения.
Другая особенность образца по второму объекту настоящего изобретения состоит в том, что в одной из полимерных труб в плоскости, перпендикулярной осевой линии соединяемых полимерных труб, может быть выполнена прорезь глубиной до по меньшей мере оплавленной области так, что площадь испытуемой части сварного соединения, образованной этой полимерной трубой и муфтой и находящейся между прорезью и ближайшим к ней краем муфты, не превышает площадь минимального поперечного сечения образца вне области этой части сварного соединения.
Еще одна особенность образца по второму объекту настоящего изобретения состоит в том, что в муфте и в одной из полимерных труб, между которыми образована испытуемая часть сварного соединения, в плоскостях, перпендикулярных осевой линии соединяемых полимерных труб, может быть выполнено по одной прорези глубиной до по меньшей мере оплавленной области так, что площадь испытуемой части, находящейся между прорезями, не превышает площадь минимального поперечного сечения образца вне области этой части сварного соединения.
Наконец еще одна особенность образца по второму объекту настоящего изобретения состоит в том, что скорость раздвижения зажимов испытательной машины при испытании на растяжение может находиться в пределах от 20 до 50 мм/мин.
Краткое описание чертежей
Настоящее изобретение поясняется чертежами, на которых одинаковые или сходные элементы обозначены одними и теми же ссылочными позициями.
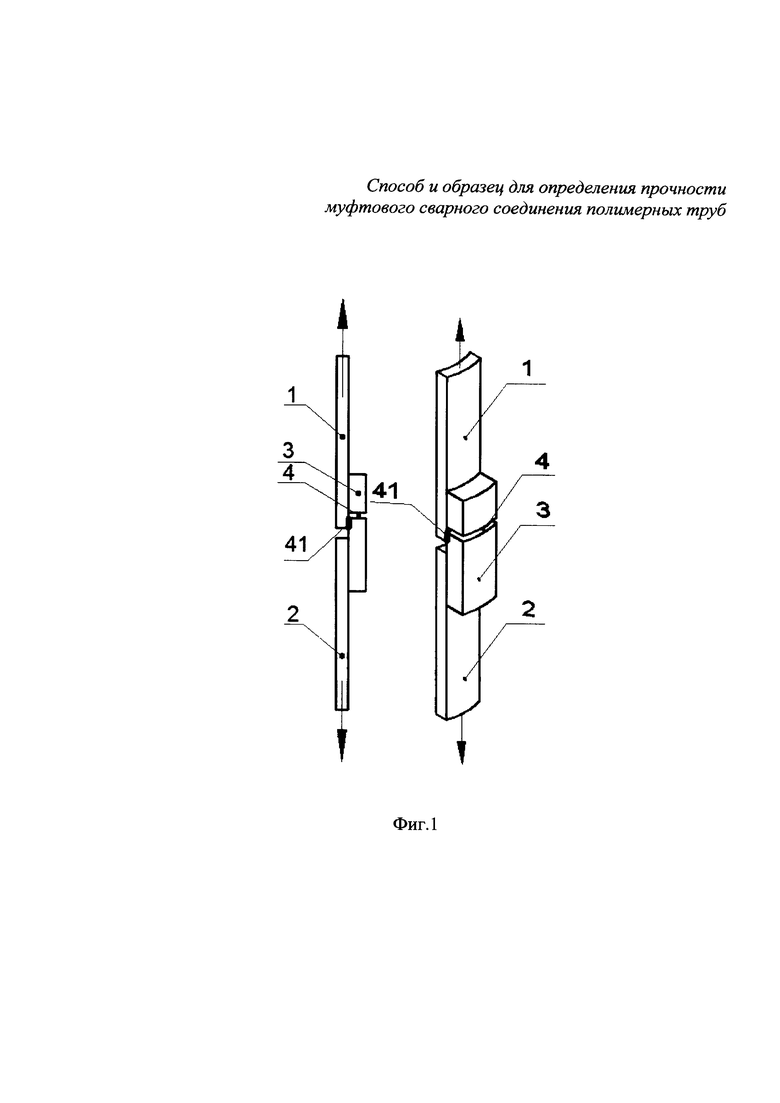
На Фиг. 1 приведен пример образца для определения прочности муфтового сварного соединения полимерных труб у торцовой части трубы.
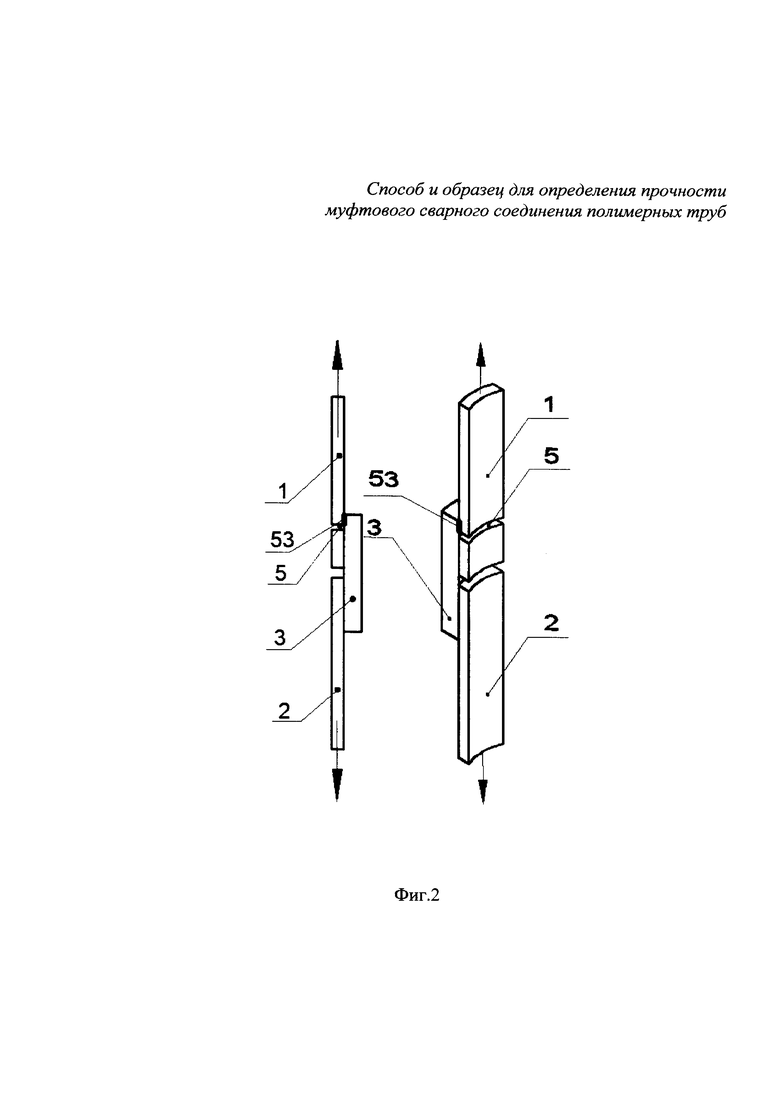
На Фиг. 2 приведен пример образца для определения прочности муфтового сварного соединения полимерных труб в крайней части муфты.
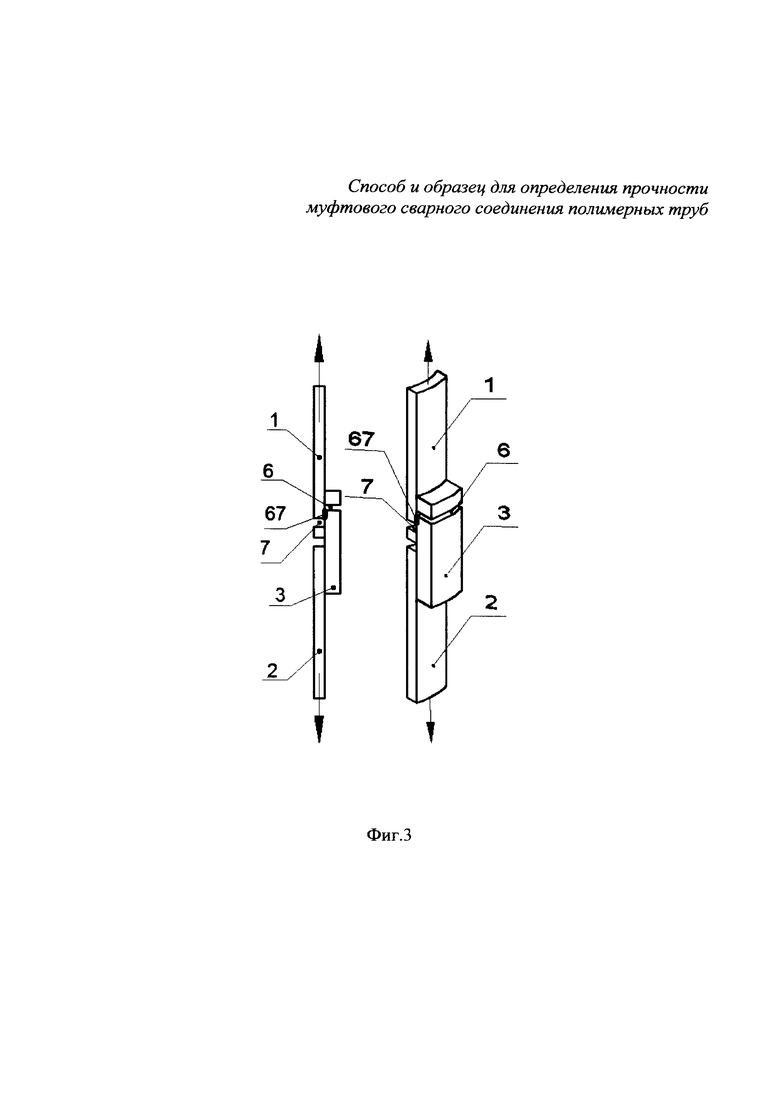
На Фиг. 3 приведен пример образца для определения прочности муфтового сварного соединения полимерных труб в средней части муфтового сварного соединения.
Подробное описание вариантов осуществления
Для реализации способа по настоящему изобретению необходимо изготовить образец муфтового (или раструбного) сварного соединения двух полимерных труб. Такое соединение получается, когда на стык соединяемых труб, нагретых до расплавления полимерного материала трубы, надевается муфта, также нагретая до расплавления материала муфты, что и обеспечивает их сварку между собой. При этом, однако, из-за нестабильностей режима сварки или иных искажающих факторов могут образовываться непроваренные участки, снижающие прочность полученного сварного соединения.
Проверка муфтового сварного соединения полимерных труб осуществляется путем испытания на растяжение специально изготовленного образца полученного соединения. Согласно настоящему способу из муфтового сварного соединения вырезают образец, содержащий части соединяемых полимерных труб и перекрывающую их и приваренную к ним часть муфты. Вырезание образца для испытания на растяжение выполняют не ранее чем через 24 часа после производства сварки по ГОСТ 11262 так, чтобы область муфтовой сварки находилась в средней части образца. После этого подвергают вырезанный образец испытанию на растяжение, проводимому при заданных условиях. Эти условия определяются используемым стандартным оборудованием (см., например, Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов. СП 42-103-2003. - Издание официальное. - М.: ЗАО «ПОЛИМЕРГАЗ», 2004. - 84 с). Подготовленный образец закрепляется на захватах стандартной испытательной машины. Испытание на растяжение проводят при скорости раздвижения зажимов испытательной машины (20÷50) мм/мин. Прочность сварного соединения определяется отношением максимальной нагрузки к площади исследуемого сваренного участка муфтовой сварки. При этом площадь подвергаемого испытанию сварного соединения в образце не превышает площади минимального поперечного сечения самого образца вне области этого сварного соединения.
Получить такую площадь сварного соединения можно различными методами.
На Фиг. 1 приведен пример образца по настоящему изобретению, когда испытывается сварное соединение у торцовой части первой из соединенных труб, обозначенной ссылочной позицией 1. Ссылочная позиция 2 обозначает вторую трубу, соединенную с первой трубой 1 с помощью муфты 3. В этом образце в муфте 3 выполнена прорезь 4, которая проходит в плоскости, перпендикулярной осевой линии соединяемых полимерных труб 1 и 2. Глубина этой прорези 4 доходит по меньшей мере до оплавленной области в муфте 3, обеспечивающей собственно сварное соединение. При этом расстояние между прорезью 4 и краем первой трубы 1 выбрано так, что площадь 41 сварки, сечение которой выделено жирной линией и которая находится между прорезью 4 и ближайшим к ней краем первой трубы 1, не превышает площадь минимального поперечного сечения образца вне области этой части сварного соединения, т.е. площадь 41 должна быть не больше площади поперечного сечения первой трубы 1 (второй трубы 2) или муфты 3.
На Фиг. 2 приведен другой пример образца по настоящему изобретению, когда сварное соединение испытывается у края муфты 3. В этом случае прорезь 5 делается в трубе 1, и расстояние между прорезью 5 и краем муфты 3 выбрано так, что площадь 53 сварки, сечение которой выделено жирной линией и которая находится между прорезью 5 и ближайшим к ней краем муфты 3, не превышает площадь минимального поперечного сечения образца вне области этой части сварного соединения, т.е. площадь 53 должна быть не больше площади поперечного сечения первой трубы 1 (второй трубы 2) или муфты 3.
На Фиг. 3 приведен еще один пример образца по настоящему изобретению, когда сварное соединение испытывается в своей средней части. В этом случае в муфте 3 делается прорезь 6, а в трубе (на Фиг. 1 в первой трубе 1) делается прорезь 7 на таком расстоянии друг от друга, что площадь 67 сварки, сечение которой выделено жирной линией и которая находится между прорезями 6 и 7, не превышает площадь минимального поперечного сечения образца вне области этой части сварного соединения, т.е. площадь 67 должна быть не больше площади поперечного сечения первой трубы 1 (второй трубы 2) или муфты 3.
Специалистам понятно, что речь здесь идет не обо всей трубе или муфте, а только о той части, которая попадает в образец, показанный на соответствующем чертеже.
Следует отметить, что прорези 4-7 выполняются в плоскости, перпендикулярной осевой линии соединяемых полимерных труб 1 и 2. Глубина любой из этих прорезей 4-7 не превышает толщину соответствующей трубы или муфты, но равна или более оплавленной области этой трубы или муфты. Прорезание выполняется с использованием инструмента, повторяющего кривизну опорной площади, например, Rotorazer SAW, подключенного через понижающий трансформатор для снижения оборотов, чтобы предотвратить оплавление полимерного материала в зоне распила. Образец же во время распиловки находится в воде для исключения повторной сварки из-за образующегося тепла при трении полотна пилы и полимерного материала. Глубина прорези получается одинаковой от наружной поверхности прорезаемой трубы или муфты.
Отметим также, что на всех чертежах вертикальными стрелками показаны направления растягивающих усилий при испытаниях образца.
Таким образом, при испытаниях на растяжение, проводимых для определения прочности муфтового сварного соединения полимерных труб, разрушение образца по настоящему изобретению произойдет только по месту шва сварного соединения исследуемого участка, что позволяет точно определить прочность сварного шва муфтовой сварки полимерных труб по избранному участку. Следовательно, способ и образец по настоящему изобретению расширяют арсенал технических средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ НА ОТРЫВ | 2023 |
|
RU2816000C1 |
| СПОСОБ ИСПЫТАНИЯ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2011 |
|
RU2457449C1 |
| Способ испытания муфтового сварного соединения полимерных труб | 2022 |
|
RU2802888C1 |
| СПОСОБ ИСПЫТАНИЯ ПРОЧНОСТИ СВАРНОГО СТЫКОВОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2011 |
|
RU2465560C1 |
| Способ сварки нагретым инструментом в раструб полимерных труб | 2016 |
|
RU2615890C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ СОЕДИНИТЕЛЬНЫМИ ДЕТАЛЯМИ С ЗАКЛАДНЫМ НАГРЕВАТЕЛЕМ | 2019 |
|
RU2744141C2 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ ВОЗДУХА | 2023 |
|
RU2810859C1 |
| Железобетонный элемент в виде стойки для испытания на сжатие | 2022 |
|
RU2782378C1 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2450202C2 |
| Способ статического испытания нагружением стенового кольца смотрового колодца | 2023 |
|
RU2820494C1 |
Изобретение относится к области испытаний соединения полимерных труб, полученного посредством сварки с использованием накладной муфты. Сущность: вырезают из муфтового сварного соединения образец, содержащий части соединяемых полимерных труб и перекрывающую их и приваренную к ним часть муфты. Подвергают вырезанный образец испытанию на растяжение, проводимому при заданных условиях. Площадь подвергаемого испытанию сварного соединения в образце не превышает площади минимального поперечного сечения образца вне области сварного соединения. Технический результат: возможность более точного определения прочности сварного шва при муфтовой (раструбной) сварке полимерных труб и расширение арсенала технических средств. 2 н. и 8 з.п. ф-лы, 3 ил.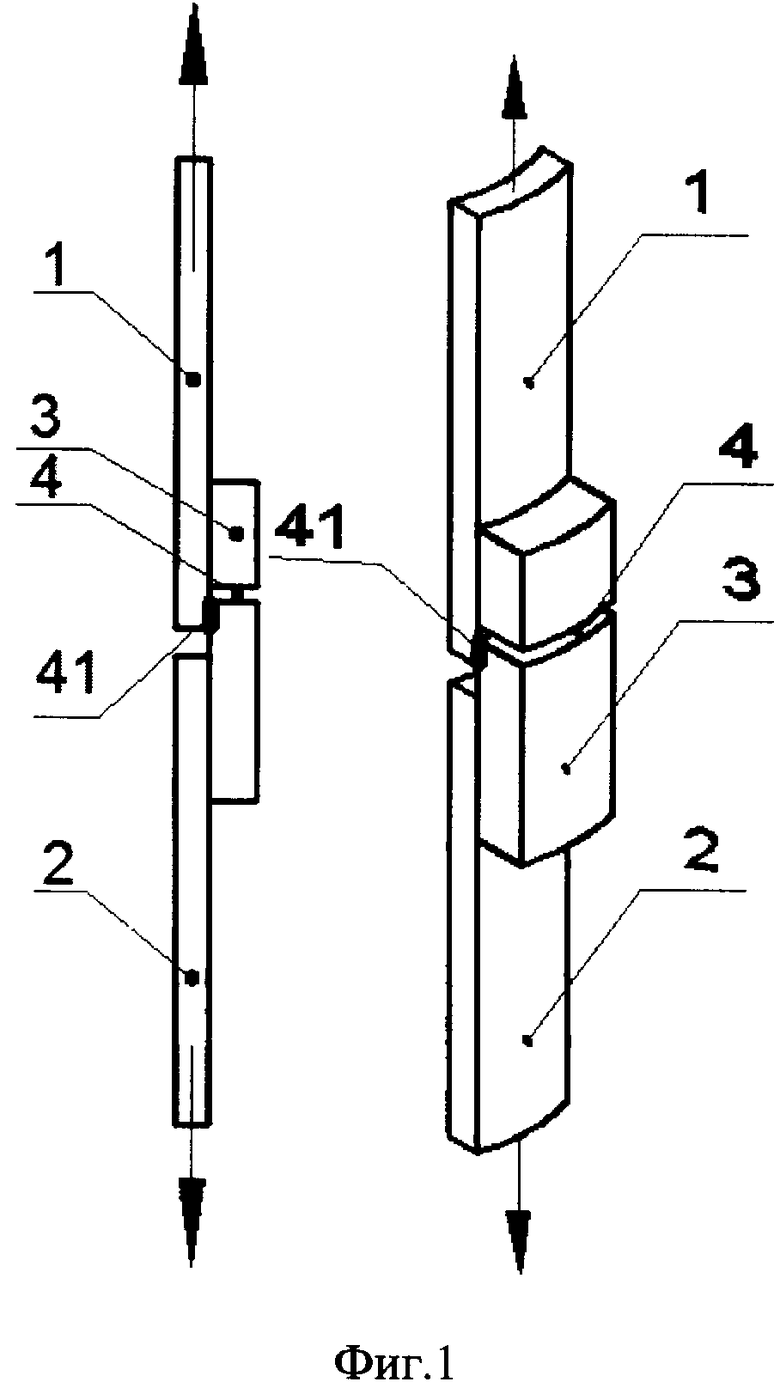
1. Способ определения прочности муфтового сварного соединения полимерных труб, заключающийся в том, что:
- вырезают из упомянутого муфтового сварного соединения образец, содержащий части соединяемых полимерных труб и перекрывающую их и приваренную к ним часть муфты;
- подвергают вырезанный образец испытанию на растяжение, проводимому при заданных условиях;
- при этом площадь подвергаемого испытанию сварного соединения в упомянутом образце не превышает площади минимального поперечного сечения упомянутого образца вне области упомянутого сварного соединения.
2. Способ по п. 1, в котором при упомянутом формировании образца выполняют в упомянутой муфте в плоскости, перпендикулярной осевой линии соединяемых полимерных труб, прорезь глубиной до по меньшей мере оплавленной области так, что площадь испытуемой части упомянутого сварного соединения, образованной упомянутой муфтой и одной из упомянутых полимерных труб и находящейся между упомянутой прорезью и ближайшим к ней краем этой полимерной трубы, не превышает площадь минимального поперечного сечения упомянутого образца вне области упомянутой части сварного соединения.
3. Способ по п. 1, в котором при упомянутом формировании образца выполняют в одной из упомянутых полимерных труб в плоскости, перпендикулярной осевой линии соединяемых полимерных труб, прорезь глубиной до по меньшей мере оплавленной области так, что площадь испытуемой части упомянутого сварного соединения, образованной этой полимерной трубой и упомянутой муфтой и находящейся между упомянутой прорезью и ближайшим к ней краем упомянутой муфты, не превышает площадь минимального поперечного сечения упомянутого образца вне области упомянутой части сварного соединения.
4. Способ по п. 1, в котором при упомянутом формировании образца выполняют в упомянутой муфте и в одной из упомянутых полимерных труб, между которыми образована испытуемая часть упомянутого сварного соединения, в плоскостях, перпендикулярных осевой линии соединяемых полимерных труб, по одной прорези глубиной до по меньшей мере оплавленной области так, что площадь упомянутой испытуемой части, находящейся между упомянутыми прорезями, не превышает площадь минимального поперечного сечения упомянутого образца вне области упомянутой части сварного соединения.
5. Способ по любому из предыдущих пунктов, в котором упомянутое испытание на растяжение проводят при скорости раздвижения зажимов испытательной машины в пределах от 20 до 50 мм/мин.
6. Образец для определения прочности муфтового сварного соединения полимерных труб, вырезанный из упомянутого муфтового сварного соединения и содержащий части соединяемых полимерных труб и перекрывающую их и приваренную к ним часть муфты и предназначенный для испытания на растяжение, проводимого при заданных условиях;
- при этом площадь подвергаемого испытанию сварного соединения в упомянутом образце не превышает площади минимального поперечного сечения упомянутого образца вне области упомянутого сварного соединения.
7. Образец по п. 6, в котором в упомянутой муфте в плоскости, перпендикулярной осевой линии соединяемых полимерных труб, выполнена прорезь глубиной до по меньшей мере оплавленной области так, что площадь испытуемой части упомянутого сварного соединения, образованной упомянутой муфтой и одной из упомянутых полимерных труб и находящейся между упомянутой прорезью и ближайшим к ней краем этой полимерной трубы, не превышает площадь минимального поперечного сечения упомянутого образца вне области упомянутой части сварного соединения.
8. Образец по п. 6, в котором в одной из упомянутых полимерных труб в плоскости, перпендикулярной осевой линии соединяемых полимерных труб, выполнена прорезь глубиной до по меньшей мере оплавленной области так, что площадь испытуемой части упомянутого сварного соединения, образованной этой полимерной трубой и упомянутой муфтой и находящейся между упомянутой прорезью и ближайшим к ней краем упомянутой муфты, не превышает площадь минимального поперечного сечения упомянутого образца вне области упомянутой части сварного соединения.
9. Образец по п. 6, в котором в упомянутой муфте и в одной из упомянутых полимерных труб, между которыми образована испытуемая часть упомянутого сварного соединения, в плоскостях, перпендикулярных осевой линии соединяемых полимерных труб, выполнено по одной прорези глубиной до по меньшей мере оплавленной области так, что площадь упомянутой испытуемой части, находящейся между упомянутыми прорезями, не превышает площадь минимального поперечного сечения упомянутого образца вне области упомянутой части сварного соединения.
10. Образец по любому из пп. 6-9, в котором скорость раздвижения зажимов испытательной машины при упомянутом испытании на растяжение находится в пределах от 20 до 50 мм/мин.
| СПОСОБ ИСПЫТАНИЯ НА ОТДИР СВАРОЧНОГО СОЕДИНЕНИЯ ПОЛИМЕРНОЙ ТРУБЫ С ЭЛЕКТРОМУФТОЙ | 2010 |
|
RU2458332C1 |
| СПОСОБ ИСПЫТАНИЯ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2011 |
|
RU2457449C1 |
| СПОСОБ ИСПЫТАНИЯ ПРОЧНОСТИ СВАРНОГО СТЫКОВОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2011 |
|
RU2465560C1 |
| JP 2010151507 A, 08.07.2010. | |||

