Изобретение относится к испытательной технике, а именно к способам оценки качества сварных стыковых соединений полиэтиленовых труб.
Известен способ оценки качества сварного соединения пластмассовых труб, вклю- чающий вырезку в диаметральном
направлении поперек сварного шва через каждые 90° секторных образцов, нагрев соединения в течение 10-12 с до температуры на 40Н50°С выше температуры плавления труб, нанесение на исследуемую поверхность сварного шва адгезионного слоя индикаторного жидкого вещества после
каждого нагрева, снятие отпечатков с помощью прозрачной ленты с липким слоем и нанесение их на бумагу. Оценку качества сварного соединения осуществляют путем сравнения отпечатков.
Недостатком известного способа является невозможность обнаружения скрытых локальных дефектов типа микротрещин или несплавлений в шве. При действии нагрузки в процессе эксплуатации трубопроводов по- добн ые дефекты могут достигать критических размеров, что приводит к разрушению сварных соединений. При нагреве микротрещина может релаксировать, что не позволяет однозначно оценить качество стыков полиэтиленовых труб.
Цели изобретения повышение достоверности способа при реализации его в производственных условиях.
Указанная цель достигается тем, что со- гласно способу оценки качества сварных стыковых соединений полиэтиленовых труб, по которому из сварного соединения вырезают в диаметральном направлении поперек сварного шва секторные образцы, нагревают соединение в течение 10-12 с до температуры на 40-50°С выше температуры плавления материала труб, наносят на исследуемую поверхность сварного шва адгезионный слой индикаторного жидкого вещества, поверх его закрепляют прозрачную ленту и получают на ленте отпечаток зоны сварного шва, по которому судят о качестве сварного соединения, предварительно из каждого секторного образца па- раллельно плоскости реза поперек сварного шва вырезают основную и дополнительную партии образцов, каждая из которых содержит по крайней мере 3 образца толщиной 1 мм и шероховатостью поверх- ности не более 0,8 мкм, один образец каждой дополнительной партии вырезают из равноудаленного от внутренней и внешней поверхностей участка секторного образца, а два других - из смежных участков, распо- ложенных симметрично, затем каждый образец основных партий последовательно 5 раз нагружают знакопеременным изгибом по центру сварного шва сначала до полного соприкосновения внутренних поверхно- стей образца, а затем наружных с продолжительностью одного цикла не более 6 с, а затем эти образцы испытывают на одноосное растяжение при скорости деформирования 8-10 мм/мин в течение не более 60 с для каждого образца, дополнительные партии образцов подвергают аналогичному циклу испытаний на знакопеременный изгиб и одноосное растяжение и учитывают результаты испытаний основных и дополнительных партий образцов при оценке качества сварного соединения.
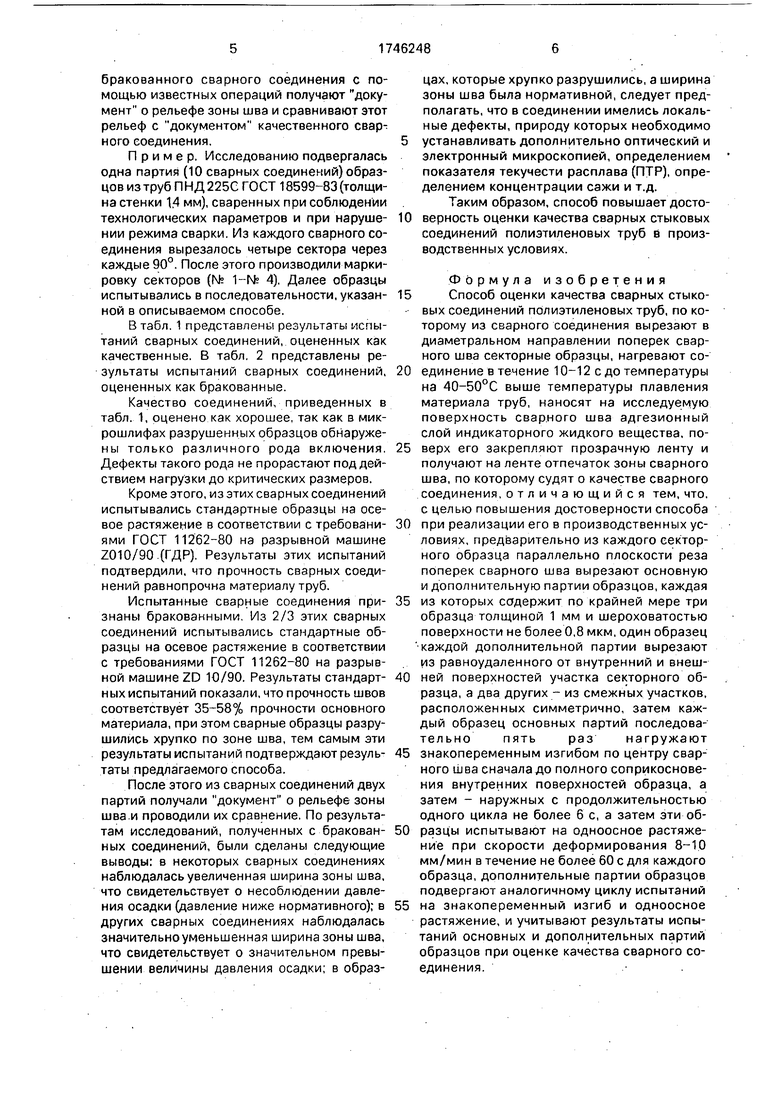
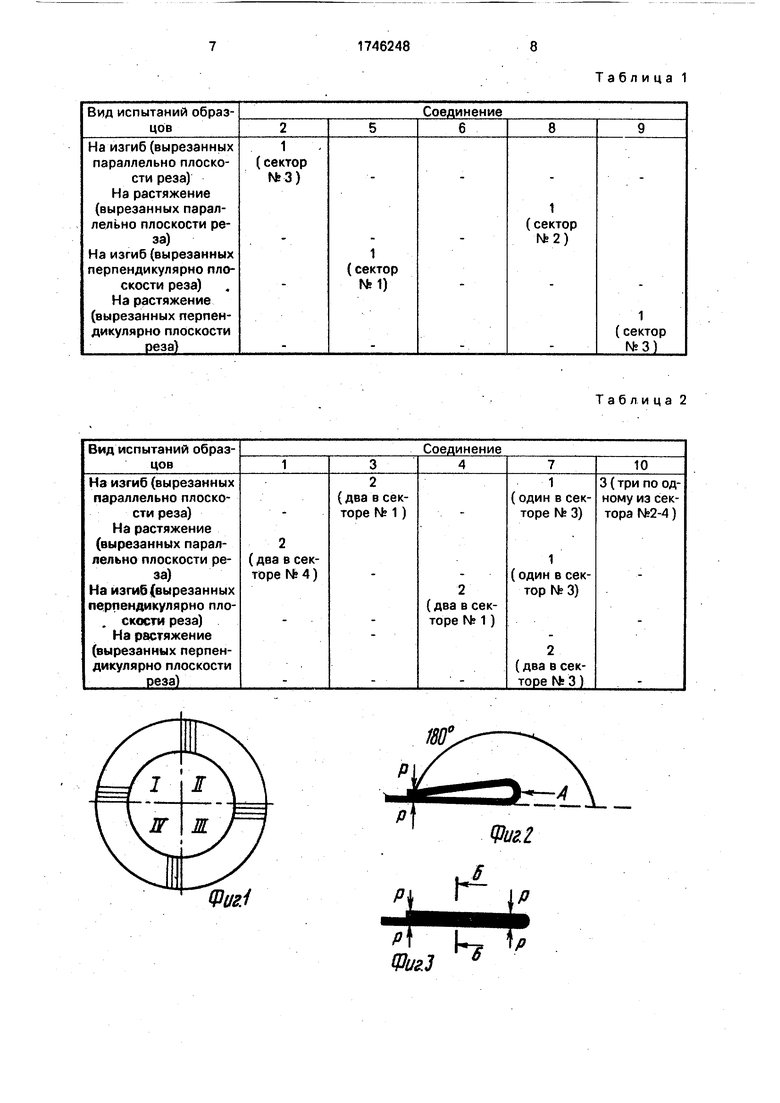
На фиг. 1 изображена схема вырезки образцов из сварного соединения; на фиг. 2 - изгиб образца на 180°; на фиг. 3 - то же до соприкосновения торца образца; на фиг. 4 - знакопеременный перегиб того же образца на 360°; на фиг. 5 - то же, до соприкосновения противоположных сторон; на фиг. 6 - вид А на фиг. 2; на фиг. 7 - сечение Б-Б на фиг, 3; на фиг. 8 - схема испытания образца на одноосное растяжение.
Способ осуществляется следующим образом.
Из сварного соединения вырезают в диаметральном направлении поперек сварного шва секторные образцы. Затем из четырех секторов параллельно плоскости реза поперек шва сектора вырезают основную и дополнительную партии образцов, каждая из которых содержит по крайней мере 3 образца толщиной 1 мм и шероховатостью поверхности не более 0,8 мкм. Один образец каждой дополнительной партии вырезают из равноудаленного от внутренней поверхности участка секторного образца, а два других - из смежных участков, расположенных симметрично. Затем каждый образец основной партии последовательно 5 раз нагружают знакопеременным изгибом по центру сварного шва сначала до полного соприкосновения внутренних поверхностей образца, а затем наружных с продолжительностью одного цикла не более 6 с. После этого образцы испытывают на одноосное растяжение при скорости деформирования 8-10 мм/мин в течение не более 60 с для каждого образца. Дополнительные партии образцов подвергают аналогичному циклу испытаний на знакопеременный изгиб и одноосное растяжение и учитывают результаты испытаний основных и дополнительных партий образцов при оценке качества сварного соединения, Соединения оценивают как качественные, если во всех 24 образцах произошло пластическое разрушение, и соединение оценивают как бракованное при разрушении по зоне шва в двух или более образцах из одного сектора или из одной части сварного соединения в процессе испытания на изгиб, а также при хрупком разрушении сварного соединения по зоне шва двух Образцов из одного сектора или одной части сварного соединения при испытании на одноосное растяжение. Причем разрушение характеризуют как хрупкое, если образец разрушился ранее 30 с от начала проведения испытания. При этом для проведения корректировки технологических параметров режима сварки из участка сектора
бракованного сварного соединения с помощью известных операций получают документ о рельефе зоны шва и сравнивают этот рельеф с документом качественного сварного соединения.
Пример. Исследованию подвергалась одна партия (10 сварных соединений) образцов из труб ПНД225С ГОСТ 18599-83 (толщина стенки 1,4 мм), сваренных при соблюдении технологических параметров и при нарушении режима сварки. Из каждого сварного соединения вырезалось четыре сектора через каждые 90°. После этого производили маркировку секторов (№ 1-№ 4). Далее образцы испытывались в последовательности, указанной в описываемом способе.
В табл. 1 представлены результаты испытаний сварных соединений, оцененных как качественные. В табл. 2 представлены результаты испытаний сварных соединений, оцененных как бракованные.
Качество соединений, приведенных в табл. 1, оценено как хорошее, так как в микрошлифах разрушенных образцов обнаруже- ны только различного рода включения. Дефекты такого рода не прорастают под действием нагрузки до критических размеров.
Кроме этого, из этих сварных соединений испытывались стандартные образцы на осевое растяжение в соответствии с требованиями ГОСТ 11262-80 на разрывной машине Z010/90 (ГДР). Результаты этих испытаний подтвердили, что прочность сварных соединений равнопрочна материалу труб.
Испытанные сварные соединения признаны бракованными Из 2/3 этих сварных соединений испытывались стандартные образцы на осевое растяжение в соответствии с требованиями ГОСТ 11262-80 на разрывной машине ZD 10/90. Результаты стандартных испытаний показали, что прочность швов соответствует 35-58% прочности основного материала, при этом сварные образцы разрушились хрупко по зоне шва, тем самым эти результаты испытаний подтверждают результаты предлагаемого способа.
После этого из сварных соединений двух партий получали документ о рельефе зоны шва и проводили их сравнение. По результатам исследований, полученных с бракованных соединений, были сделаны следующие выводы: в некоторых сварных соединениях наблюдалась увеличенная ширина зоны шва, что свидетельствует о несоблюдении давления осадки (давление ниже нормативного); в других сварных соединениях наблюдалась значительно уменьшенная ширина зоны шва, что свидетельствует о значительном превышении величины давления осадки; в образцах, которые хрупко разрушились, а ширина зоны шва была нормативной, следует предполагать, что в соединении имелись локальные дефекты, природу которых необходимо
5 устанавливать дополнительно оптический и электронный микроскопией, определением показателя текучести расплава (ПТР), определением концентрации сажи и т.д.
Таким образом, способ повышает досто0 верность оценки качества сварных стыковых соединений полиэтиленовых труб в производственных условиях.
Формула изобретения
5 Способ оценки качества сварных стыковых соединений полиэтиленовых труб, по которому из сварного соединения вырезают в диаметральном направлении поперек сварного шва секторные образцы, нагревают со0 единение в течение 10-12 с до температуры на 40-50°С выше температуры плавления материала труб, наносят на исследуемую поверхность сварного шва адгезионный слой индикаторного жидкого вещества, по5 верх его закрепляют прозрачную ленту и получают на ленте отпечаток зоны сварного шва, по которому судят о качестве сварного соединения, отличающийся тем, что, с целью повышения достоверности способа
0 при реализации его в производственных условиях, предварительно из каждого секторного образца параллельно плоскости реза поперек сварного шва вырезают основную и дополнительную партии образцов, каждая
5 из которых содержит по крайней мере три
образца толщиной 1 мм и шероховатостью
поверхности не более 0,8 мкм, один образец
каждой дополнительной партии вырезают
из равноудаленного от внутренний и внеш0 ней поверхностей участка секторного образца, а два других - из смежных участков, расположенных симметрично, затем каждый образец основных партий последовательно пять раз нагружают
5 знакопеременным изгибом по центру сварного шва сначала до полного соприкосновения внутренних поверхностей образца, а затем - наружных с продолжительностью одного цикла не более 6 с, а затем эти об0 разцы испытывают на одноосное растяжение при скорости деформирования 8-10 мм/мин в течение не более 60 с для каждого образца, дополнительные партии образцов подвергают аналогичному циклу испытаний
5 на знакопеременный изгиб и одноосное растяжение, и учитывают результаты испытаний основных и дополнительных партий образцов при оценке качества сварного соединения.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения прочности стыковых сварных соединений из полимерных материалов | 1989 |
|
SU1619105A1 |
| СПОСОБ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2007 |
|
RU2382349C2 |
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ СВАРНОЙ КОНСТРУКЦИИ | 1993 |
|
RU2036459C1 |
| СПОСОБ ИСПЫТАНИЯ ПРОЧНОСТИ СВАРНОГО СТЫКОВОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2011 |
|
RU2465560C1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ | 2007 |
|
RU2378634C2 |
| МАШИНА ДЛЯ ИССЛЕДОВАНИЯ ОБРАЗОВАНИЯ ТРЕЩИНПРИ СВАРКЕ | 1971 |
|
SU308840A1 |
| СПОСОБ ИСПЫТАНИЯ СВАРНОГО СТЫКОВОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2009 |
|
RU2403543C1 |
| Способ оценки качества сварного соединения пластмассовых труб | 1988 |
|
SU1563999A1 |
| Способ контроля качества сварных стыковых соединений труб | 1988 |
|
SU1575094A2 |
| Способ испытания неразъемных соединений на пластичность | 1989 |
|
SU1795344A1 |
Изобретение относится к испытательной технике и может быть использовано для оценки качества сварных стыковых соединений полиэтиленовых труб. Цель изобретения - повышение достоверности способа при реализации его в производственных условиях, Для этого из сварного соединения вырезают в диаметральном направлении поперек сварного шва секторные образцы, нагревают соединение в течение 10-12 с до температуры на 40-50°С выше температуры плавления материала труб, наносят на исследуемую поверхность сварного шва адгезионный слой индикаторного жидкого вещества, поверх него закрепляют прозрачную ленту и получают на ленте отпечаток зоны сварного шва, по которому судят о качестве сварного соединения, при этом предварительно из каждого секторного образца параллельно плоскости реза поперек сварного шва вырезают основную и дополнительную партии образцов, каждая из которых содержит по крайней мере 3 образца толщиной 1 мм и шероховатостью поверхности не более 0,8 мкм, один образец каждой дополнительной партии вырезают из равноудаленного от внутренней и внешней поверхностей участка секторного образца, а два других - из смежных участков, расположенных симметрично,, каждый образец основных партий последовательно 5 раз нагружают знакопеременным изгибом по центру шва сначала до полного соприкосновения внутренних поверхностей образца, а затем наружных с продолжительностью одного цикла не более 6 с, затем эти образцы испытывают на одноосное растяжение при скорости деформирования 8-10 мм/мин в течение не более 60 с для каждого образца, дополнительные партии образцов подвергают аналогичному циклу испытаний на знакопеременный изгиб и одноосное растяжение и учитывают результаты испытаний основных и дополнительных партий образцов при оценке качества сварного соединения. 8 ил., 2 табл. w Ё ь. h м w ь N ON fO N 00 t:
Таблица 2
Vu&Z
У h
Фиг.3 6
pi Фиг.4 p
дидА
ФигЛ
cr
| Способ оценки качества сварного соединения пластмассовых труб | 1988 |
|
SU1563999A1 |
| Солесос | 1922 |
|
SU29A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
