Изобретение относится к упаковке твердых радиоактивных отходов (ТРО) с уменьшением их объема.
Известен автоматизированный прессовый комплекс для брикетирования твердых радиоактивных отходов (ТРО) с гидравлическим прессом конструкции Уралмашзавода (патент РФ №2012081, приоритет 16.03.94, опубл. 30.04.94, бюл. №8). Устройство принято за прототип.
Известный прессовый комплекс представляет собой автоматическую линию и содержит подвижную трехпозиционную платформу, установленную на основании пресса с возможностью возвратно-поступательного движения на ход, равный расстоянию между позициями. При этом первая позиция соответствует месту установки заготовки перед прессом, вторая - рабочей зоне получения брикетов на прессе, третья - зоне укладчика брикетов в контейнеры. В качестве заготовки для получения брикетов, как правило, используется стальная сварная бочка со съемным верхним дном вместимостью 0,2 м3, предварительно заполненная ТРО и закрытая завальцованной крышкой.
В соответствии с этим вдоль продольной оси платформы, последовательно в направлении ее перемещения размещены: узел загрузки бочки в размещенное на платформе гнездо опоры, вертикальный гидравлический пресс с центрователем бочек по оси пресса, укладчик отпрессованных на прессе брикетов в бетонный контейнер. В рабочей зоне укладчика брикетов, по его оси, в стороне от платформы размещен накопитель брикетов карусельного типа с толкателями. В конце платформы размещен механизм установки бетонного контейнера в приемное гнездо для его фиксации и уборки заполненного брикетами контейнера в зону складирования.
Особенность устройства состоит в том, что технологический процесс комплекса определяется рабочим ходом подвижной трехпозиционной платформы. При этом перемещение опоры с бочкой из позиции загрузки в позицию прессования на ось пресса одновременно продвигает отпрессованный брикет на ось укладчика, а контейнер, соответственно, с оси укладчика в позицию уборки контейнера с линии. При обратном ходе платформы, для выполнения операции загрузки следующей бочки, брикеты могут временно удерживаться как в гильзе нижнего ползуна пресса, так и в клещевом захвате укладчика, пропуская при этом незаполненный до конца контейнер. Для оптимального заполнения контейнера за счет сортировки брикетов пресс и укладчик снабжены измерителями толщины брикетов.
К основным недостаткам устройства следует отнести:
- применение отдельных механизмов для каждой операции линии, таких как узел загрузки заготовок, укладчик отпрессованных на прессе брикетов в бетонный контейнер, накопитель брикетов карусельного типа с толкателями, усложняет конструкцию комплекса в целом, значительно увеличивает металлоемкость, требует дополнительных средств управления для обеспечения взаимодействия механизмов в работе и нерационально увеличивает производственную площадь;
- пониженная производительность, связанная с встречным перемещением в одной линии - заготовок, брикетов, как из-под пресса, так и из накопителя, а также контейнера;
- оснащение комплекса силовой трехпозиционной платформой требует выполнения объемных фундаментных работ ниже нулевой отметки рабочей площадки комплекса для установки гидропривода перемещения стола.
Указанные недостатки стимулировали поиск новых технических решений.
Предложенное устройство направлено на решение задачи упрощения конструкции устройства с повышением степени загрузки оборудования и надежности обслуживания его работы.
Согласно изобретению автоматический прессовый комплекс для брикетирования радиоактивных отходов, содержащий вертикальный гидравлический пресс с передвижной платформой подачи к прессу бочки с радиоактивными отходами и удаления из пресса полученного брикета, центрователь бочки относительно оси пресса, измеритель толщины брикета, средства механизации для подачи бочки на передвижную платформу пресса, укладки брикета в контейнер или в накопитель брикетов, подачи контейнера в позицию заполнения его брикетами и удаления его в зону складирования, систему программного управления, отличается тем, что средства механизации выполнены в виде манипулятора мостового типа, установленного с возможностью координатного перемещения и ориентации в зоне обслуживания моста и каретки с приводным захватным устройством, при этом в зоне обслуживания манипулятора установлена передвижная платформа пресса в позиции установки бочки, выполненная в виде отдельных стола-стеллажа бочек и стола-накопителя брикетов, при этом манипулятор смонтирован с возможностью автоматической укладки бочек на передвижную платформу пресса, загрузки брикетов в контейнер или укладки брикетов на стол-накопитель, контейнер установлен на тележке с возможностью перемещения в зону обслуживания манипулятора и удаления заполненного контейнера в зону складирования, центрователь снабжен пробойником отверстий в корпусе бочки и смонтирован с возможностью взаимодействия с бочкой, установленной в позиции загрузки передвижной платформы пресса, а измеритель толщины брикета смонтирован на штанге захватного устройства каретки.
Технический результат выражается в том, что выполнение средств механизации в виде координатного манипулятора позволяет функционально объединить выполнение одним узлом всех технологических операций по перемещению бочек и брикетов в автоматическом режиме, сокращая тем самым количество единиц оборудования в сочетании с упрощением конструкции устройства. В результате повышается степень загрузки оборудования и надежность его работы.
Анализ известных технических решений в этой области техники в сопоставлении с совокупностью отличительных признаков предлагаемого изобретения позволяет сделать вывод о соответствии его критериям «новизна» и «изобретательский уровень».
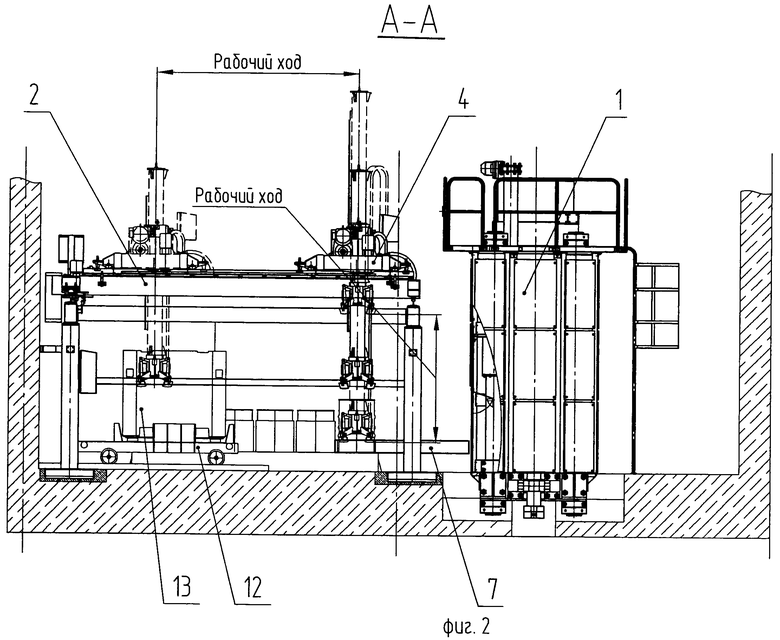
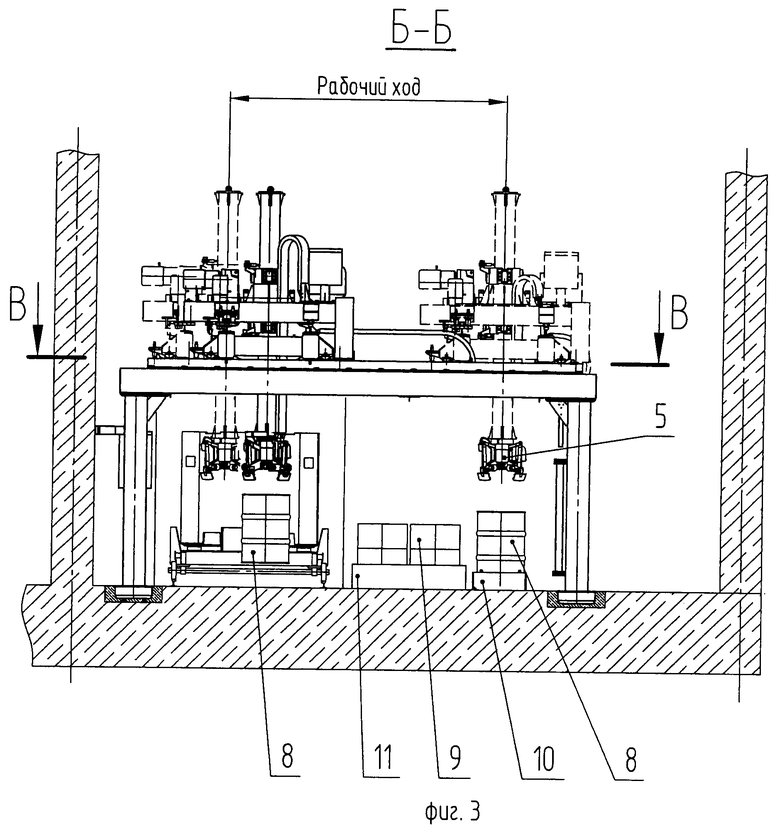
Пример конкретного выполнения предложенного устройства иллюстрируется чертежами, где на фиг.1 изображен прессовый комплекс - вид в плане, на фиг.2 - разрез продольный А-А на фиг.1, на фиг.3 - разрез Б-Б на фиг.1, на фиг.4 - разрез В-В на фиг.3.
Автоматический прессовый комплекс для брикетирования ТРО смонтирован в изолированной камере-блоке, снабженной входным и выходным шлюзами «Ш».
Оборудование прессового комплекса расположено с учетом выполняемых технологических операций и содержит вертикальный гидравлический пресс 1 и координатный манипулятор 2 мостового типа, а также систему программного управления. Мост 3 манипулятора с кареткой 4, несущей захватное устройство 5, смонтирован на рельсовых путях 6. В пролете моста 3, представляющем рабочую зону манипулятора 2, размещены двухпозиционная передвижная платформа 7 для подачи в пресс предварительно заполненных ТРО бочек 8 и выдачи отпрессованных брикетов 9 из-под пресса, стол-стеллаж 10 для размещения комплекта бочек 8 и стол-накопитель 11 для размещения отпрессованных брикетов 9, передаточная тележка 12 для подачи бетонного контейнера 13 в позицию заполнения его брикетами 9 и удаления его в зону складирования. В позиции передвижной платформы 7 для установки бочки 8 стационарно установлен центрователь бочек 14 с пробойником 15 отверстий в корпусе бочки. На штанге исполнительного механизма 16 захватного устройства 5 смонтирован измеритель толщины 17 брикета 9.
Устройство работает следующим образом.
Для исключения возможных субъективных ошибок управление прессового комплекса основано на автоматическом контроле за пространственно-кинематическим взаимодействием механизмов между собой.
Предварительно заполненную ТРО бочку подают через шлюз «Ш» и устанавливают на стол-стеллаж 10 бочек 8 (механизм установки условно на чертеже не показан) и подводит в зону стола-стеллажа 10 манипулятор 2. Зажимают исполнительным механизмом 16 захватного устройства 5 бочку с ТРО и координатным ходом моста 3 и каретки 4 перемещают ее на ось пресса 1 и устанавливают в гнездо опоры платформы 7, выдвинутой поступательно в позицию загрузки. Манипулятор 2 остается в этой позиции ожидания для отгрузки отпрессованного брикета 9 в контейнер 13 или на стол-накопитель 11 брикетов.
Для исключения возможных перекосов и искажения формы брикетов при прессовании из-за неоднородности структуры ТРО в объеме прессуемой бочки в автоматическом режиме, встречным движением вилок центрователя 14 позиционируют бочку 8 на платформе по оси пресса 1. Не раздвигая вилок центрователя, пробойником 15 выполняют в бочке отверстия для отвода жидких отходов, выделяющихся при обжатии на прессе.
Бочку 8 с ТРО на платформе 7 поступательно перемещают на ось пресса 1 и рабочим ходом пресс-штемпеля прессуют бочку 8 в брикет 9. Возвращают платформу 7 с брикетом 9 из пресса в позицию ожидания манипулятора. В момент захвата брикета, при опускании штанги исполнительного механизма 16 захватного устройства 5 до касания с брикетом, измерителем 17 снимают размер толщины брикета и сканируют его в блок-память системы программного управления. Снимают брикет с платформы, в автоматическом режиме перемещают манипулятор в координаты установленного на тележке контейнера и укладывают в него брикет в определенное место. Предварительно, перед укладкой брикета в контейнер, сканируют фактические размеры его полости и позицию укладки. На этом цикл работы манипулятора заканчивается.
Одновременно с этим для следующих циклов стол-стеллаж 10 через шлюз «Ш» заполняется бочками 8, предварительно заполненными ТРО.
Далее манипулятор снимает следующую бочку со стола-стеллажа 10 и технологические операции автоматически повторяются до оптимального заполнения контейнера.
В процессе заполнения контейнера высота брикетов в стопе заданного размера автоматически контролируется, т.к. в результате отличия брикетов по толщине загрузка последнего брикета может приводить к отклонению высоты стопы в пределах габаритов полости контейнера. В этом случае брикет передается в свободную резервную позицию на стол-накопитель 11 брикетов. Размер его по толщине и координаты позиции заносятся в блок-память системы управления, а для оптимального заполнения контейнера выбирают на столе-накопителе 11 подходящий по толщине брикет.
После оптимального заполнения брикетами контейнер, установленный на передаточную тележку, через шлюз «Ш» отправляется в зону складирования, на его место устанавливается следующий порожний контейнер, после чего работа прессового комплекса продолжается.
Реализация изобретения позволит рационально упростить конструкцию устройства, повысить степень загрузки оборудования, оптимальную надежность его работы и удобство управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ В БРИКЕТ БОЧКИ С ТВЕРДЫМИ РАДИОАКТИВНЫМИ ОТХОДАМИ | 2018 |
|
RU2689477C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ УПАКОВКИ РАДИОАКТИВНЫХ ОТХОДОВ | 1992 |
|
RU2012081C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ ТВЕРДЫХ ОТХОДОВ В БОЧКЕ И РАСПРЕССОВКИ ЗАПОЛНЕННОЙ БОЧКИ С КРЫШКОЙ В БРИКЕТ | 2010 |
|
RU2453437C2 |
| СПОСОБ УКЛАДКИ В КОНТЕЙНЕР БРИКЕТОВ, ПОЛУЧЕННЫХ ПРЕССОВАНИЕМ РАЗМЕЩЕННЫХ В БОЧКАХ ТВЕРДЫХ РАДИОАКТИВНЫХ ОТХОДОВ | 2017 |
|
RU2635144C1 |
| Установка для облицовывания пластей мебельных щитов | 1987 |
|
SU1512768A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1973 |
|
SU374116A1 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ БАНКНОТ, И РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ, БАНКНОТ | 2020 |
|
RU2737603C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| РОБОТИЗИРОВАННЫЙ МОБИЛЬНЫЙ КУРЬЕРСКИЙ КОМПЛЕКС | 2022 |
|
RU2787547C1 |

Изобретение относится к упаковке твердых радиоактивных отходов (ТРО) с уменьшением их объема. Автоматический прессовый комплекс для брикетирования ТРО содержит вертикальный гидравлический пресс и снабжен системой программного управления. Комплекс обслуживает манипулятор мостового типа, установленный с возможностью координатного перемещения и ориентации моста и каретки с приводным захватным устройством. Манипулятор смонтирован с возможностью автоматического захвата бочки с ТРО со стола-стеллажа, укладки бочки на передвижную платформу пресса, загрузки отпрессованных брикетов в контейнер или укладки в резерв на стол-накопитель брикетов. В позиции загрузки передвижной платформы пресса смонтирован центрователь бочки с ТРО по оси пресса и снабжен пробойником отверстий в корпусе бочки. На штанге захватного устройства каретки манипулятора смонтирован измеритель толщины брикета. Изобретение позволяет рационально упростить конструкцию устройства, повысить степень загрузки оборудования, оптимальную надежность его работы и удобство управления. 4 ил.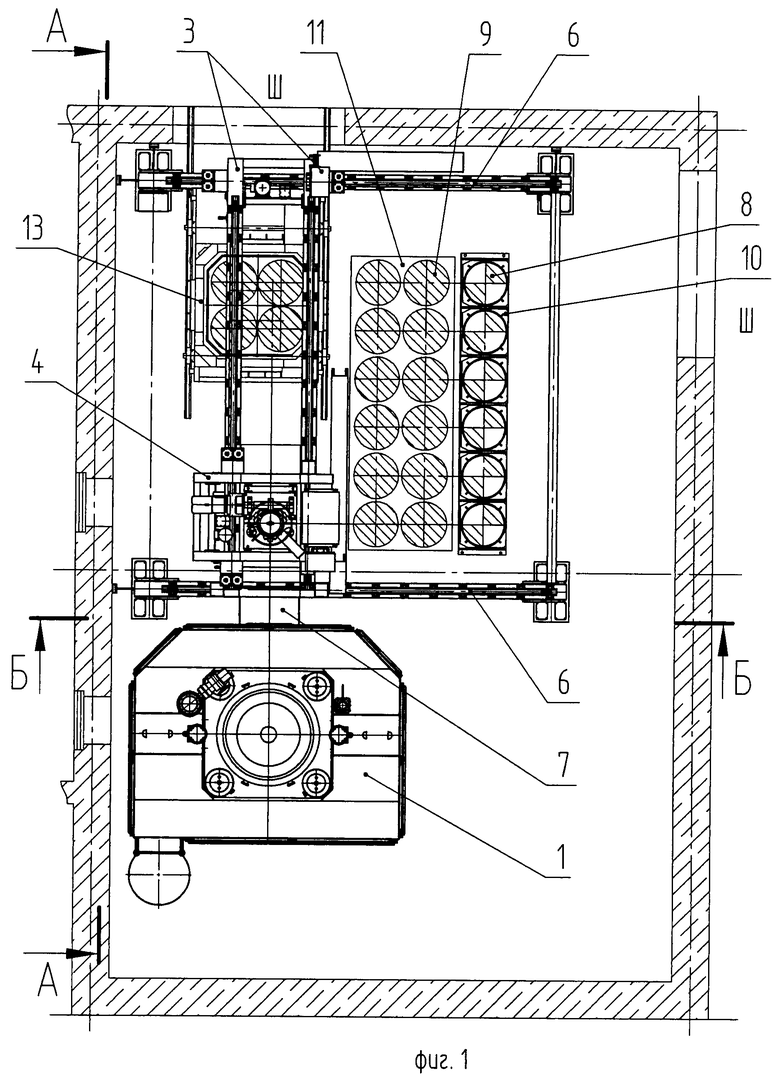
Автоматический прессовый комплекс для брикетирования радиоактивных отходов, содержащий вертикальный гидравлический пресс с передвижной платформой подачи к прессу бочки с радиоактивными отходами и удаления из пресса полученного брикета, центрователь бочки относительно оси пресса, измеритель толщины брикета, средства механизации для подачи бочки на передвижную платформу пресса, укладки брикета в контейнер или в накопитель брикетов, подачи контейнера в позицию заполнения его брикетами и удаления его в зону складирования, систему программного управления, отличающийся тем, что средства механизации выполнены в виде манипулятора мостового типа, установленного с возможностью координатного перемещения и ориентации в зоне обслуживания моста и каретки с приводным захватным устройством, при этом в зоне обслуживания манипулятора установлены передвижная платформа пресса в позиции установки бочки, выполненные в виде отдельных стола-стеллажа бочек и стола-накопителя брикетов, при этом манипулятор смонтирован с возможностью автоматической укладки бочек на передвижную платформу пресса, загрузки брикетов в контейнер или укладки брикетов на стол-накопитель, контейнер установлен на тележке с возможностью перемещения в зону обслуживания манипулятора и удаления заполненного контейнера в зону складирования, центрователь снабжен пробойником отверстий в корпусе бочки и смонтирован с возможностью взаимодействия с бочкой, установленной в позиции загрузки передвижной платформы пресса, а измеритель толщины брикета смонтирован на штанге захватного устройства каретки.
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ УПАКОВКИ РАДИОАКТИВНЫХ ОТХОДОВ | 1992 |
|
RU2012081C1 |
| Покрытие для медного электрода | 1953 |
|
SU98352A1 |
| RU 97103567 A, 10.03.1999 | |||
| DE 3314521 A1, 25.10.1984 | |||
| Станок для чистки фильтр-прессных плит от осадка | 1948 |
|
SU81074A1 |

