д
- /// / / х / х /// //
П
ел
to
О)
00
Изобретение относится к роботизации производственных процессов деревообрабатывающей промышленности, в частности к оборудованию для автоматизации формирования пакетов при облицовывании пластей щитовых мебельных заготовок.
Цель изобретения - повыщение производительности и расщирение технологических возможностей.
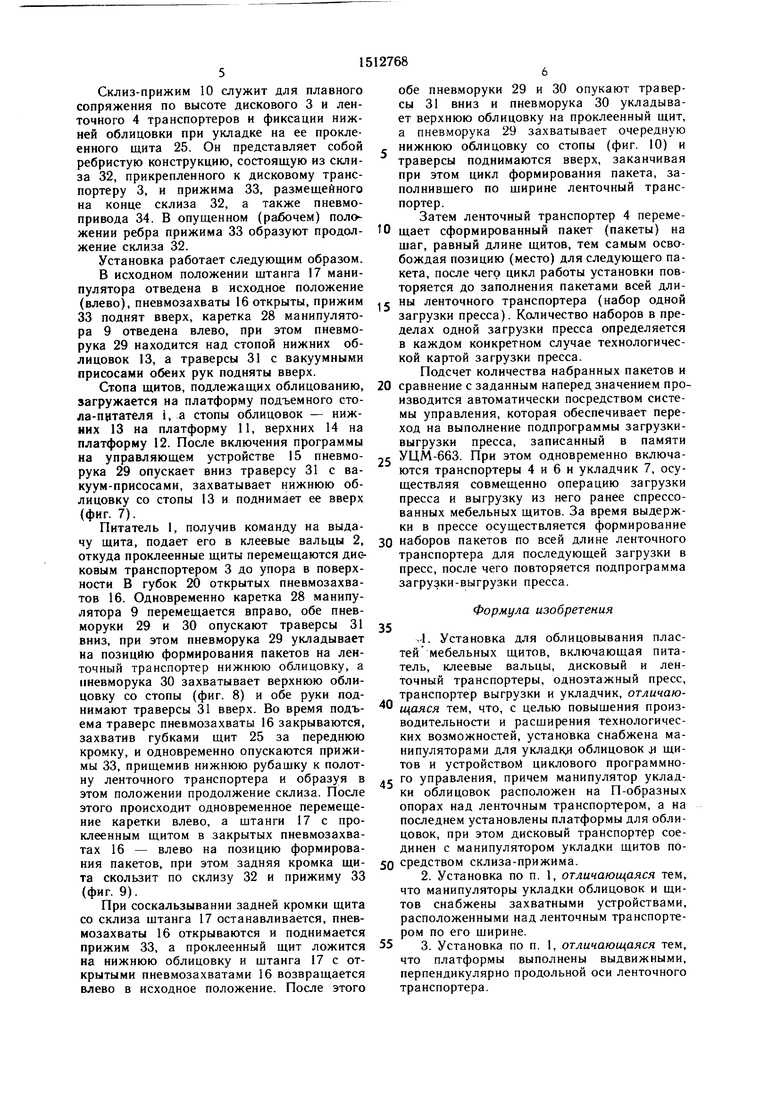
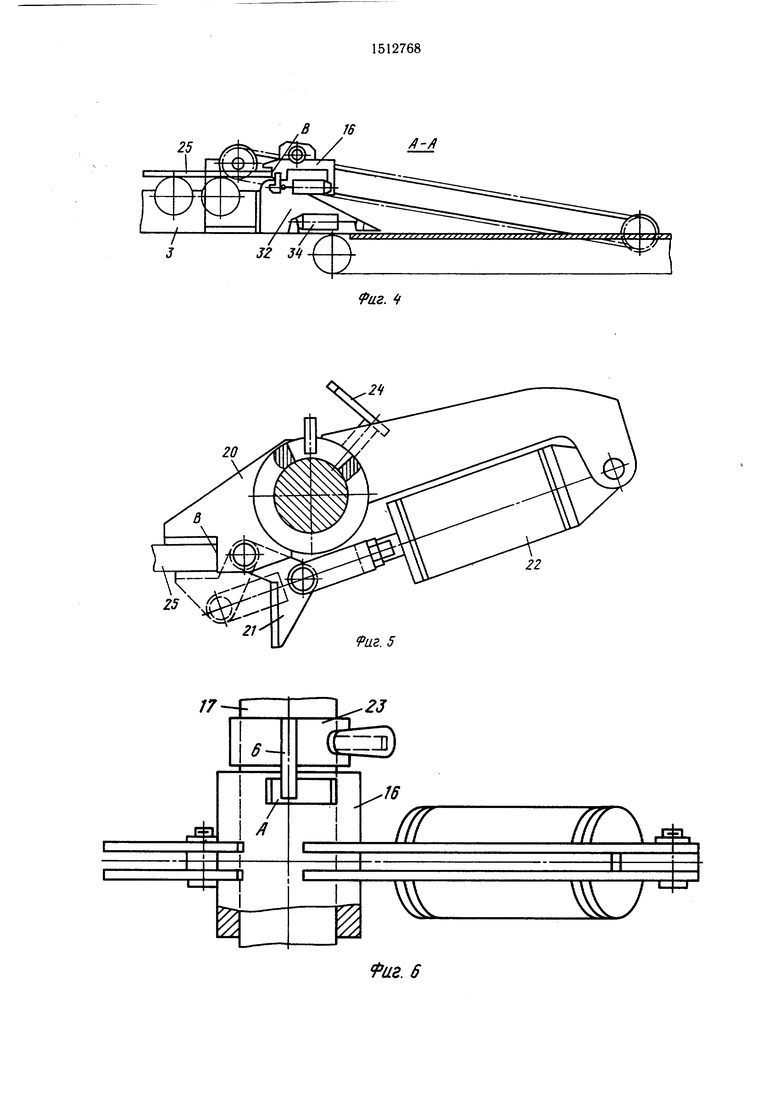
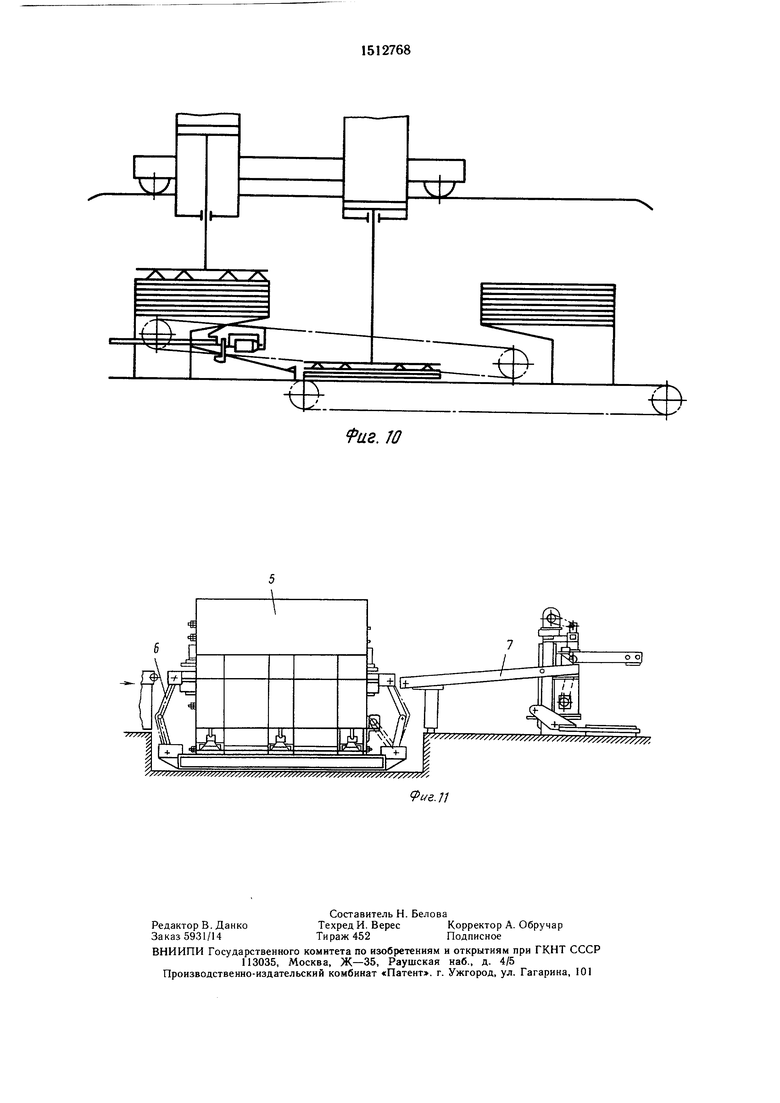
На фиг. I изображена установка, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - манипулятор укладки щитов и склиз-прижим, вид сверху; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - пнев- мозахват щитов, общий вид; на фиг. 6 - то же, вид сверху; на фиг. 7-10 - схема процесса формирования пакета; на фиг. 11 - фрагмент установки.
Установка включает в себя технологическое оборудование серийно выпускаемой линии для облицовывания пластей мебельных щитов (стол-питатель 1, клеевые вальцы 2, дисковый 3 и ленточный 4 транспортеры, одноэтажный пресс 5, транспортер 6 загрузки-выгрузки и укладчик 7), а также специализированный робот для автоматизации операции формирования пакетов, состоящий из манипулятора укладки проклеенных щитов 8, манипуляторов укладки облицовок 9, склиза-прижима 10, платформ 11 и 12 для загрузки на них соответствен но нижних 13 и верхних 14 облицовок и устройства 15 циклового программного управления типа УЦМ-663.
Расстановка технологического оборудования в линии (слева направо) соответствует последовательности выполнения технологических операций изготовления мебельных щитов.
Стол-питатель I служит для загрузки на его стол пакета щитовых заготовок из ДСП и поштучной подачи питателем щитов в клеевые вальцы путем поочередного сталкивания со стопы верхнего щита и последующего подъема стола стопой щитов на шаг, равный толщине щита, пока верхний щит снова достигает уровня загрузки в клеевые вальцы.
Клеевые вальцы 2 наносят на обе поверхности щита (верхнюю и нижнюю) полусухое клеевое покрытие при прохождении щита между его вальцами, поверхность которых непрерывно смачивается клеевым раствором. Дисковый транспортер 3 перемещает проклеенный щит от клеевых вальцов на позицию выжидания, где щит останавливается, упираясь передней кромкой в поверхности В пневмозахватов 16. Диски вращаются непрерывно.
На ленточном транспортере 4 производится набор и накопление пакетов перед загрузкой их в пресс.
В одноэтажном прессе 5 производится операция термической выдержки под давлением (20-25 МПа) загруженных между его плитами пакетов посредством транспортера 6 загрузки-выгрузки.
Выгрузка полученных после прессования 5 мебельных щитов производится при одновременном включении транспортера 6 и укладчика 7, который производит пакетирование щитов в стопы.
Операции загрузки в пресс пакетов и
Q выгрузки готовых (находящихся в прессе) мебельных щитов совмещены по времени и осуществляются при одновременном включении транспортеров 4 и 6 и укладчика 7. Манипулятор укладки проклеенных щитов 8 состоит из нескольких (шести)
пневмозахватов 16, установленных шарнирно на общей штанге 17, расположенной поперек над ленточным транспортером 4, цепных передач 18, к ветвям которых, расположенным вдоль боковых сторон ленточного
0 транспортера, жестко прикреплена штанга 17 и электропривод 19. Каждый из пневмозахватов состоит из соединенных шарнирно неподвижной 20 и подвижной 21 губок. Подвижная губка 21 соединена со штоком приводного пневмоцилиндра 22. Угол
5 качания пневмозахватов 16 на оси ограничен размером паза А, в который входит пластина Б упора 23. Закрепление упора на штанге обеспечивается посредством фиксирующего винта 24. Поверхность В пневмо захвата служит для базирования по ней про- клеенных щитов 25. Манипулятор укладки проклеенных щитов 8 перемещает проклеенные щиты, находящиеся на позиции выжидания на дисковом транспортере, на позицию формирования пакетов, расположенную в начале ленточного транспортера 4.
В процессе работы штанга 17 с пнев- мозахватами 16 совершает возвратно-поступательное движение вдоль ленточного транспортера путем реверсирования электропривода 19.
0 Манипулятор укладки облицовок 9 - пор тального типа. Он состоит из монорельса 26, установленного вдоль ленточного транспортера на двух П-образных опорах 27, каретки 28 с двумя закрепленными жестко на ней пневматическими руками 29 и 30,
оснащенными траверсами 31 с вакуумными присосами, перекрывающими ленточный транспортер на всю ширину.
Платформы 11 и 12 смонтированы на станине над ленточным транспортером.
Q Для облегчения загрузки на них стоп- рубашек верхняя часть платформ (подстоп- ное место) выдвигается вручную перпендикулярно продольной оси ленточного транспортера.
Манипулятор укладки облицовок 9 слу5 жит для поштучного транспортирования облицовок (нижних и верхних), уложенных соответственно на платформах 11 и 12 на позицию формирования пакетов.
Склиз-прижим 10 служит для плавного сопряжения по высоте дискового 3 и ленточного 4 транспортеров и фиксации нижней облицовки при укладке на ее проклеенного щита 25. Он представляет собой ребристую конструкцию, состоящую из склиза 32, прикрепленного к дисковому транспортеру 3, н прижима 33, размещенного на конце склиза 32, а также пневмопривода 34. В опущенном (рабочем) полообе пневморуки 29 и 30 опукают траверсы 31 вниз и пневморука 30 укладывает верхнюю облицовку на проклеенный щит, а пневморука 29 захватывает очередную нижнюю облицовку со стопы (фиг. 10) и траверсы поднимаются вверх, заканчивая при этом цикл формирования пакета, за- полнивщего по щирине ленточный транспортер.
Затем ленточный транспортер 4 перемежении ребра прижима 33 образуют продол- Ю щает сформированный пакет (пакеты) на
жение склиза 32.
Установка работает следующим образом.
В исходном положении щтанга 17 манипулятора отведена в исходное положение
щаг, равный длине щитов, тем самым освобождая позицию (место) для следующего пакета, после чего цикл работы установки повторяется до заполнения пакетами всей дли(влево), пневмозахваты 16 открыты, прижим .г ны ленточного транспортера (набор одной 33 поднят вверх, каретка 28 манипулято-
ра 9 отведена влево, при этом пневморука 29 находится над стопой нижних облицовок 13, а траверсы 31 с вакуумными присосами обеих рук подняты вверх
загрузки пресса). Количество наборов в пределах одной загрузки пресса определяется в каждом конкретном случае технологической картой загрузки пресса.
Подсчет количества набранных пакетов и
Стопа щитов, подлежащих облицованию, 20 сравнение с заданным наперед значением прозагружается на платформу подъемного сто- ла-П11тателя i, а стопы облицовок - нижних 13 на платформу 11, верхних 14 на платформу 12. После включения программы
изводится автоматически посредством системы управления, которая обеспечивает переход на выполнение подпрограммы загрузки- выгрузки пресса, записанный в памяти
на управляющем устройстве 15 пневмо- - УЦМ-663. При этом одновременно включарука 29 опускает вниз траверсу 31 с ва- куум-присосами, захватывает нижнюю облицовку со стопы 13 и поднимает ее вверх (фиг. 7).
Питатель 1, получив команду на выдачу щита, подает его в клеевые вальцы 2, откуда проклеенные щиты перемещаются дисковым транспортером 3 до упора в поверхности В губок 20 открытых пневмозахва- тов 16. Одновременно каретка 28 манипулятора 9 перемещается вправо, обе пневморуки 29 и 30 опускают траверсы 31 вниз, при этом пневморука 29 укладывает на позицию формирования пакетов на ленточный транспортер нижнюю облицовку, а пневморука 30 захватывает верхнюю облицовку со стопы (фиг. 8) и обе руки поднимают траверсы 31 вверх. Во время подъема траверс пневмозахваты 16 закрываются, захватив губками щит 25 за переднюю кромку, и одновременно опускаются прижимы 33, прищемив нижнюю рубащку к полотются транспортеры 4 и 6 н укладчик 7, осуществляя совмещенно операцию загрузки пресса и выгрузку из него ранее спрессованных мебельных щитов. За время выдержки в прессе осуществляется формирование 30 наборов пакетов по всей длине ленточного транспортера для последующей загрузки в пресс, после чего повторяется подпрограмма загрузки-выгрузки пресса.
35
40
Формула изобретения
Л. Установка для облицовывания плас- тей мебельных щитов, включающая питатель, клеевые вальцы, дисковый и ленточный транспортеры, одноэтажный пресс, транспортер выгрузки и укладчик, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей, установка снабжена манипуляторами для укладки облицовок л щитов и устройством циклового программнону ленточного транспортера и образуя в .с го управления, причем манипулятор укладэтом положении продолжение склиза. После этого происходит одновременное перемещение каретки влево, а щтанги 17 с проклеенным щитом в закрытых пневмозахва- тах 16 - влево на позицию формирования пакетов, при этом задняя кромка щита скользит по склизу 32 и прижиму 33 (фиг. 9).
При соскальзывании задней кромки щита со склиза щтанга 17 останавливается, пневмозахваты 16 открываются и поднимается прижим 33, а проклеенный щит ложится на нижнюю облицовку и штанга 17 с открытыми пневмозахватамн 16 возвращается влево в исходное положение. После этого
ки облицовок расположен на П-образных опорах над ленточным транспортером, а на последнем установлены платформы для облицовок, при этом дисковый транспортер соединен с манипулятором укладки щитов по50 средством склиза-при жима.
2. Установка по п. 1, отличающаяся тем, что манипуляторы укладки облицовок н щитов снабжены захватными устройствами, расположенными над ленточным транспортером по его щирине.
55 3. Установка по п. 1, отличающаяся тем, что платформы выполнены выдвижными, перпендикулярно продольной оси ленточного транспортера.
обе пневморуки 29 и 30 опукают траверсы 31 вниз и пневморука 30 укладывает верхнюю облицовку на проклеенный щит, а пневморука 29 захватывает очередную нижнюю облицовку со стопы (фиг. 10) и траверсы поднимаются вверх, заканчивая при этом цикл формирования пакета, за- полнивщего по щирине ленточный транспортер.
Затем ленточный транспортер 4 перемещает сформированный пакет (пакеты) на
щаг, равный длине щитов, тем самым освобождая позицию (место) для следующего пакета, после чего цикл работы установки повторяется до заполнения пакетами всей длины ленточного транспортера (набор одной
ны ленточного транспортера (набор одной
загрузки пресса). Количество наборов в пределах одной загрузки пресса определяется в каждом конкретном случае технологической картой загрузки пресса.
Подсчет количества набранных пакетов и
сравнение с заданным наперед значением производится автоматически посредством системы управления, которая обеспечивает переход на выполнение подпрограммы загрузки- выгрузки пресса, записанный в памяти
УЦМ-663. При этом одновременно включа- УЦМ-663. При этом одновременно включаются транспортеры 4 и 6 н укладчик 7, осуществляя совмещенно операцию загрузки пресса и выгрузку из него ранее спрессованных мебельных щитов. За время выдержки в прессе осуществляется формирование 30 наборов пакетов по всей длине ленточного транспортера для последующей загрузки в пресс, после чего повторяется подпрограмма загрузки-выгрузки пресса.
35
40
Формула изобретения
Л. Установка для облицовывания плас- тей мебельных щитов, включающая питатель, клеевые вальцы, дисковый и ленточный транспортеры, одноэтажный пресс, транспортер выгрузки и укладчик, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей, установка снабжена манипуляторами для укладки облицовок л щитов и устройством циклового программно .с го управления, причем манипулятор укладки облицовок расположен на П-образных опорах над ленточным транспортером, а на последнем установлены платформы для облицовок, при этом дисковый транспортер соединен с манипулятором укладки щитов по0 средством склиза-при жима.
2. Установка по п. 1, отличающаяся тем, что манипуляторы укладки облицовок н щитов снабжены захватными устройствами, расположенными над ленточным транспортером по его щирине.
5 3. Установка по п. 1, отличающаяся тем, что платформы выполнены выдвижными, перпендикулярно продольной оси ленточного транспортера.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФАНЕРОВАНИЯ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU181804A1 |
| Линия изготовления древесных облицовочных щитов | 1989 |
|
SU1636211A1 |
| Установка для фанерования пластей щитов | 1972 |
|
SU438535A1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| УКЛАДЧИК КИРПИЧА НА ПЕЧНЫЕ ВАГОНЕТКИ | 1973 |
|
SU375193A1 |
| Линия обработки, облицовывания кромок и сверления щитовых деталей деревянных корпусов | 1988 |
|
SU1576320A1 |
| Укладчик кирпича в пакеты | 1981 |
|
SU969532A1 |
| Линия изготовления облицованных древесных щитов | 1989 |
|
SU1663361A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПАКЕТОВ | 1972 |
|
SU435180A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |

Изобретение позволяет автоматизировать операцию набора пакетов на серийно-выпускаемых линиях для облицовывания пластей мебельных щитов типа МФП или АКДА. Цель изобретения - повышение производительности и расширение технологических возможностей. Установка включает манипуляторы укладки облицовок (нижней и верхней) и проклеенных щитов. Манипулятор 9 облицовок оборудован пневматическими захватами 16, а манипулятор проклеенных щитов - клещевыми захватами, причем захваты расположены по всей ширине ленточного транспортера. Переместительные операции по набору пакета заключаются в последовательной укладке на ленточный транспортер нижней облицовки - проклеенного щита - верхней облицовки. Управление работой манипуляторов и согласование с работой технологического оборудования линии, контроль за ходом техпроцесса осуществляются по гибкой программе от устройства циклового программного управления. 2 з.п.ф-лы. 11 ил.
Фие.г
аг. J
.В JS
25
20
/I-/I
flLZ.
22
аг. 5
аг. 6
W /V / XNXN
/N /N / XN
fae. W
.
| УСТАНОВКА ДЛЯ ФАНЕРОВАНИЯ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 0 |
|
SU181804A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
