Область техники изобретения
Данное изобретение относится к улучшению характеристик дренирования газодиффузионного слоя для топливного элемента.
Предпосылки изобретения
JP2001-057215A, опубликованный Патентным ведомством Японии в 2001 году, предлагает газодиффузионный слой для улучшения характеристик дренирования электродного слоя топливного элемента. В этом аналоге в газодиффузионном слое формируется пористый углеродный слой. Углеродный слой формируется посредством смешивания вместе частиц углерода большого диаметра и частиц углерода малого диаметра, так что между частицами углерода образуются поры большого диаметра и поры малого диаметра.
На поры малого диаметра оказывается более высокая капиллярная сила, чем на поры большого диаметра. Поэтому при осуществлении водоотталкивающей обработки на порах большого диаметра, но неосуществлении водоотталкивающей обработки на порах малого диаметра жидкофазная вода собирается в порах малого диаметра. Когда жидкофазная вода собирается в порах малого диаметра, поры малого диаметра функционируют в качестве проходов для воды, а поры большого диаметра функционируют в качестве проходов для газа. В аналоге пытаются улучшить характеристики дренирования электродного слоя посредством отделения таким образом проходов для жидкофазной воды от проходов для газа.
Сущность изобретения
Углеродный слой, формируемый в газодиффузионном слое аналога, состоит из гидрофобного углерода и поэтому демонстрирует отталкивание воды даже в необработанном состоянии. В дополнение к этому, в качестве связующего для формирования углеродного слоя используют микрочастицы водоотталкивающего политетрафторэтилена (ПТФЭ), и поэтому даже в случае, когда углеродный слой состоит из гидрофильной углеродной сажи, поверхность углеродного слоя остается водоотталкивающей.
В то же время, даже когда осуществляют водоотталкивающую обработку на порах большого диаметра, давление, необходимое для того, чтобы вода просачивалась в поры большого диаметра, не увеличивается значительно. Другими словами, с помощью одной лишь водоотталкивающей обработки сложно заставить воду собираться в порах малого диаметра, при этом предотвращая просачивание воды в поры большого диаметра.
Кроме того, когда углеродный слой формируется смешиванием вместе частиц углерода с большим диаметром частиц и частиц углерода с малым диаметром частиц, частицы углерода с малым диаметром частиц блокируют поры большого диаметра, и поэтому сложно обеспечить наличие двух типов пор в углеродном слое.
Поэтому задача данного изобретения состоит в том, чтобы реализовать новую структуру для отделения проходов для воды от проходов для газа в газодиффузионном слое.
В результате осуществленных исследований авторы изобретения обнаружили, что указанная выше задача может быть решена в газодиффузионном слое, в котором на слое основного материала предусматривается слой проводящих микрочастиц посредством регулирования распределения размеров пор и капиллярной силы пор в слое проводящих микрочастиц и капиллярной силы в слое основного материала. Таким образом, авторы пришли к данному изобретению.
Газодиффузионный слой для топливного элемента согласно данному изобретению содержит слой проводящих микрочастиц и слой основного материала, которые ламинированы вместе. Слой основного материала содержит множество пор, пронизывающих слой основного материала в направлении ламинирования, а слой проводящих микрочастиц содержит множество первых пор и множество вторых пор, пронизывающих слой проводящих микрочастиц в направлении ламинирования. Первые поры существуют в пределах первого диапазона размеров пор не менее 0,5 микрометра (мкм) и не более 50 мкм. Вторые поры существуют в пределах второго диапазона размеров пор не менее 0,05 мкм и менее 0,5 мкм. Общий объем вторых пор составляет не менее 50 процентов (%) и менее 100% от общего объема всех пор в слое проводящих микрочастиц.
Кроме того, размер D1 пор, имеющих максимальную объемную долю среди первых пор, удовлетворяет соотношениям следующего уравнения (A), следующего уравнения (B) и следующего уравнения (C):
где F1 - капиллярная сила, действующая на пору, имеющую максимальную объемную долю среди первых пор,
F2 - капиллярная сила, действующая на пору, имеющую максимальную объемную долю среди пор в слое основного материала,
γ - поверхностное натяжение воды,
θ1 - контактный угол между слоем проводящих микрочастиц и водой,
θ2 - контактный угол между слоем основного материала и водой,
D1 - размер поры, имеющей максимальную объемную долю среди первых пор, и
D2 - размер поры, имеющей максимальную объемную долю среди пор в слое основного материала.
Еще одной задачей данного изобретения является создание нового способа формирования пор большого диаметра и пор малого диаметра в газодиффузионном слое.
Для решения этой задачи данного изобретения авторы изобрели способ изготовления газодиффузионного слоя, имеющего слой проводящих микрочастиц и слой основного материала. Способ изготовления включает в себя первую стадию смешивания вместе и обжига частиц углерода и частиц связующего с получением спеченной массы из частиц углерода и частиц связующего, вторую стадию измельчения спеченной массы с получением порошка, третью стадию обработки порошка в листовую форму с получением слоя проводящих микрочастиц и четвертую стадию соединения слоя проводящих микрочастиц со слоем основного материала.
Подробности, а также другие признаки и преимущества данного изобретения изложены в остальной части описания и показаны на прилагаемых чертежах.
Краткое описание чертежей
Фиг.1 представляет собой схематический вид в продольном разрезе газодиффузионного слоя согласно данному изобретению.
Фиг.2 представляет собой схематический вид в продольном разрезе мембранно-электродного узла, содержащего такой газодиффузионный слой.
Фиг.3 представляет собой схематический вид в продольном разрезе слоя проводящих микрочастиц, иллюстрирующий контактный угол капли воды.
Фиг.4 представляет собой вид сверху кластеров проводящих микрочастиц и частиц связующего, составляющих слой проводящих микрочастиц, и образованных между кластерами пор большого диаметра.
Фиг.5 представляет собой вид сверху пор малого диаметра, образованных между проводящими микрочастицами и частицами связующего, или между проводящими микрочастицами, или между частицами связующего.
Фиг.6 представляет собой блок-схему процесса, иллюстрирующую способ изготовления газодиффузионного слоя согласно данному изобретению.
Фиг.7 представляет собой вид в продольном разрезе топливного элемента с полимерным электролитом, содержащего газодиффузионный слой согласно данному изобретению.
Фиг.8 представляет собой фотографию, сделанную с помощью сканирующего электронного микроскопа (СЭМ) и показывающую сечение слоя проводящих микрочастиц, полученного в первом примере.
Фиг.9 представляет собой график, показывающий результат, полученный при измерении распределения пор слоя проводящих микрочастиц, полученного в первом примере, с помощью порометра Perm-Porometer, изготовленного американской компанией PMI, в соответствии со стандартом Американского общества специалистов по испытаниям и материалам (ASTM) F316-86.
Фиг.10 сходна с фиг.9, но показывает распределение пор слоя проводящих микрочастиц в соответствии со вторым примером.
Фиг.11 сходна с фиг.9, но показывает распределение пор слоя проводящих микрочастиц в соответствии с третьим примером.
Фиг.12 сходна с фиг.9, но показывает распределение пор слоя проводящих микрочастиц в соответствии с четвертым примером.
Фиг.13 сходна с фиг.9, но показывает распределение пор слоя проводящих микрочастиц в соответствии с пятым примером.
Фиг.14 сходна с фиг.9, но показывает распределение пор слоя проводящих микрочастиц, полученного в первом сравнительном примере.
Фиг.15 сходна с фиг.9, но показывает распределение пор слоя проводящих микрочастиц, полученного во втором сравнительном примере.
Фиг.16 сходна с фиг.9, но показывает распределение пор слоя проводящих микрочастиц, полученного в третьем сравнительном примере.
Фиг.17 представляет собой график, показывающий результат, полученный при измерении распределения пор слоя основного материала, полученного в первом примере, с помощью порометра Perm-Porometer, изготовленного американской компанией PMI, в соответствии со стандартом Американского общества специалистов по испытаниям и материалам (ASTM) F316-86.
Фиг.18 представляет собой график, показывающий результат оценки генерирования электроэнергии, полученный в первом примере.
Фиг.19 сходна с фиг.18, но показывает второй пример.
Фиг.20 сходна с фиг.18, но показывает третий пример.
Фиг.21 сходна с фиг.18, но показывает четвертый пример.
Фиг.22 сходна с фиг.18, но показывает пятый пример.
Фиг.23 представляет собой график, показывающий результат оценки генерирования электроэнергии, полученный в первом сравнительном примере.
Фиг.24 представляет собой график, показывающий результат оценки генерирования электроэнергии, полученный во втором сравнительном примере.
Фиг.25 представляет собой график, показывающий результат оценки генерирования электроэнергии, полученный в третьем сравнительном примере.
Фиг.26 представляет собой график, показывающий соотношение между объемной долей пор во втором диапазоне размеров пор и предельной плотностью тока по отношению к топливным элементам, полученным в первом-пятом примерах и втором сравнительном примере.
Описание предпочтительных вариантов осуществления
Обращаясь к фиг.1, газодиффузионный слой 10 согласно данному изобретению состоит из слоя 1 основного материала и слоя 2 проводящих микрочастиц, которые ламинированы. В слое 1 основного материала образовано большое количество пор 11 в направлении проникновения через этот слой. Подобным же образом в слое 2 проводящих микрочастиц образованы большие количества первых пор 3 и вторых пор 4 в направлении проникновения через этот слой.
Размер поры у первых пор 3 составляет не менее 0,5 микрометра (мкм) и не более 50 мкм. Этот диапазон будет называться первым диапазоном размеров пор. Размер поры у вторых пор 4 составляет не менее 0,05 мкм и менее 0,5 мкм. Этот диапазон будет называться вторым диапазоном размеров пор. Следовательно, размер поры у первых пор 3 больше, чем размер поры у вторых пор 4.
Общий объем вторых пор 4 составляет не менее 50%, но менее 100% от общего объема всех пор в слое 2 проводящих микрочастиц.
Размер D1 пор, имеющих максимальную объемную долю среди первых пор, удовлетворяет соотношениям следующих уравнений (1), (2) и (3).
где F1 - капиллярная сила (паскаль (Па)), действующая на пору, имеющую максимальную объемную долю из первых пор 3,
F2 - капиллярная сила (Па), действующая на пору, имеющую максимальную объемную долю из пор 11 в слое 1 основного материала,
γ - поверхностное натяжение (ньютоны (Н)/метр (м)) воды,
θ1 - контактный угол (радианы (рад)) между слоем 2 проводящих микрочастиц и водой,
θ2 - контактный угол (рад) между слоем 1 основного материала и водой,
D1 - размер (м) поры, имеющей максимальную объемную долю из первых пор, и
D2 - размер (м) поры, имеющей максимальную объемную долю из пор в слое основного материала.
Вторые поры 4 имеют меньший размер поры, чем первые поры 3, и поэтому капиллярная сила, действующая на вторые поры 4, является меньшей, чем капиллярная сила F1, действующая на первые поры 3.
Из-за этой разницы капиллярных сил, вода проходит через первые поры 3, демонстрирующие слабую капиллярную силу F1, в то время как газ проходит через вторые поры 4, демонстрирующие более сильную капиллярную силу.
Таким образом, газодиффузионный слой 10 согласно данному изобретению достигает разделения проходов для газа и проходов для воды в слое 2 проводящих микрочастиц.
Кроме того, как иллюстрируется Уравнением (3), капиллярная сила F1 у первых пор 3 в слое 2 проводящих микрочастиц меньше, чем капиллярная сила F2 у пор 11 в слое 1 основного материала. Следовательно, вода с меньшей вероятностью накапливается в первых порах 3 слоя 2 проводящих микрочастиц, и поэтому получается среда, в которой вода легко перемещается из слоя 2 проводящих микрочастиц в слой 1 основного материала. В результате, газодиффузионный слой 10 демонстрирует превосходные характеристики дренирования. Слой 1 основного материала, как правило, заранее обладает достаточной характеристикой дренирования, и поэтому посредством использования газодиффузионного слоя 10 с описанным выше строением в топливном элементе получается выгодный эффект с точки зрения предотвращения затопления топливного элемента.
Чтобы получить еще более выгодный эффект, рекомендуется задавать размеры поры у первых пор 3 и вторых пор 4 в слое 2 проводящих микрочастиц в еще более узких диапазонах следующим образом. Размер поры у первых пор 3 предпочтительно составляет не менее 0,8 мкм и не более 45 мкм, а более предпочтительно - не менее 1 мкм и не более 40 мкм. Размер поры у вторых пор 4 предпочтительно составляет не менее 0,05 мкм и не более 0,4 мкм. Задавая размер пор таким образом, можно увеличить разницу в капиллярных силах между первыми порами 3 и вторыми порами 4, и в результате жидкая вода может быть эффективно отведена из слоя 2 проводящих микрочастиц.
Что касается вторых пор 4, то проникновение газа возможно в том случае, если размер поры равен или больше чем 0,05 мкм. С другой стороны, когда размер поры у вторых пор 4 меньше чем 0,5 мкм, легкое просачивание жидкой воды становится невозможным. Кроме того, когда размер поры у вторых пор 4 меньше чем 0,5 мкм, может сохраняться компактная структура пор. Что касается первых пор 3, то условие проницаемости для воды может обеспечиваться в том случае, если размер поры равен или больше чем 0,5 мкм. С другой стороны, когда размер поры равен или меньше чем 50 мкм, может быть обеспечен слой 2 проводящих микрочастиц с крепкой, но легкой для манипуляций структурой пор.
Распределение размеров пор на основании объема первых пор 3 в слое 2 проводящих микрочастиц и распределение размеров пор на основании объема пор 11 в слое 1 основного материала может измеряться с использованием полусухого способа, предписанного в стандартах F361-86 и E1294-89 Американского общества специалистов по испытаниям и материалам (ASTM).
После измерений распределение размеров пор может выражаться кривой на графике с размером пор по абсциссе и объемной долей пор по ординате. Эта кривая будет называться кривой распределения пор. Когда размер пор постепенно уменьшается со стороны больших размеров пор на этой кривой распределения, точка, в которой наклон касательной к кривой меняется с отрицательного на положительный, будет называться пиком. Размер пор на пике будет называться пиковым размером пор. Может существовать множество пиков в определенном диапазоне размеров пор. В этом случае наибольшее пиковое значение будет рассматриваться как D1 по отношению к первым порам 3 и D2 по отношению к порам 11 в слое 1 основного материала.
Механизм отделения проходов для воды от проходов для газа с использованием слоя 2 проводящих микрочастиц будет описан ниже.
В слое 2 проводящих микрочастиц вода просачивается в поры 3, 4 в слое 2 проводящих микрочастиц благодаря капиллярной силе. Сила, с которой пора с диаметром D всасывает воду, или, другими словами, капиллярная сила F и внешнее давление, необходимое для того, чтобы заставить воду просачиваться в пору с диаметром D, или, другими словами, необходимое для просачивания воды давление P, выражаются следующим уравнением (4).
где F - капиллярная сила (Па),
γ - поверхностное натяжение (Н/м) воды,
θ - контактный угол (рад) с водой,
D - размер поры (м), и
P - необходимое для просачивания воды давление (Па).
Как ясно из уравнения (4), капиллярная сила F зависит от размера D поры и контактного угла θ с водой. Другими словами, в пределах диапазона контактных углов между 0 градусов и 90 градусами капиллярная сила F уменьшается по мере того, как уменьшается размер D поры и увеличивается контактный угол θ. Далее, когда контактный угол θ превышает 90 градусов, капиллярная сила F принимает отрицательное значение и действует как сила по выталкиванию просачивающейся в пору воды. Поэтому, когда контактный угол θ превышает 90 градусов, внешнее давление, необходимое для того, чтобы вода просачивалась в пору, увеличивается. С другой стороны, когда капиллярная сила F принимает положительное значение, прикладывается сила по всасыванию воды в пору или, другими словами, сила всасывания, так что давление, необходимое для того, чтобы вода просачивалась в пору, или, другими словами, необходимое для просачивания воды давление P, принимает отрицательное значение.
Когда давление, прикладываемое к слою 2 проводящих микрочастиц, меньше, чем необходимое для просачивания воды давление P для просачивания в пору 3 (4), вода не просачивается в пору 3 (4). Необходимое для просачивания воды давление P у пор 4 во втором диапазоне размеров пор большое, и у них капиллярная сила F принимает отрицательное значение. Следовательно, вода не просачивается в поры 4 во втором диапазоне размеров пор. С другой стороны, необходимое для просачивания воды давление P у пор 3 в первом диапазоне размеров пор принимает отрицательное значение, и у них капиллярная сила F принимает положительное значение. Следовательно, вода легко просачивается в поры 3 в первом диапазоне размеров пор. В результате, из пор 3 и пор 4 вода протекает только через поры 3, имеющие большой размер пор.
Задавая соответствующим образом размер поры у первых пор 3 и размер поры у вторых пор 4 в слое 2 проводящих микрочастиц, капиллярная сила, действующая на первые поры 3, и капиллярная сила, действующая на вторые поры 4, могут контролироваться в желаемых диапазонах. В результате, первые поры 3 могут использоваться в качестве проходов для воды, а вторые поры 4 могут использоваться в качестве проходов для газа.
Капиллярная сила F1, действующая на поры, имеющие максимальную объемную долю из первых пор 3, предпочтительно задается в диапазоне от -15 килопаскалей (кПа) до -200 кПа при температуре 25 градусов Цельсия (°C). Более предпочтительно капиллярная сила F1 задается в диапазоне от -20 кПа до -150 кПа, а еще более предпочтительно - в диапазоне от -30 кПа до -80 кПа.
Капиллярная сила F2, действующая на поры, имеющие максимальную объемную долю из пор 11 в слое 1 основного материала, предпочтительно задается в диапазоне от 0 кПа до -15 кПа при температуре 25°C. Более предпочтительно капиллярная сила F2 задается в диапазоне от 0 кПа до -13 кПа, а еще более предпочтительно - в диапазоне от 0 кПа до -10 кПа.
Регулируя капиллярную силу F1 и капиллярную силу F2 в этих соответствующих предпочтительных диапазонах, можно улучшить рабочие характеристики отвода из слоя 2 проводящих микрочастиц в слой 1 основного материала.
Нет каких-либо особых ограничений на контактный угол θ1 между слоем 2 проводящих микрочастиц и водой при условии, что проходы для воды и проходы для газа разделены, и в слое 2 проводящих микрочастиц реализуется меньшая капиллярная сила, чем в слое 1 основного материала, но контактный угол θ1 предпочтительно задается в пределах диапазона не менее 130 градусов (°) и не более 180°, более предпочтительно - в пределах диапазона не менее 133° и не более 180°, а еще более предпочтительно - в пределах диапазона не менее 135° и не более 180°.
Обращаясь к фиг.3, контактный угол θ1 между слоем 2 проводящих микрочастиц и водой может измеряться с использованием способа капли жидкости, в котором каплю 44 воды капают на поверхность слоя 2 проводящих микрочастиц и измеряют ее контактный угол. Контактный угол θ2 между слоем 1 основного материала и водой может измеряться с использованием такого же способа. Нужно отметить, однако, что контактные углы θ1, θ2 могут измеряться и с использованием иного способа, чем способ капли жидкости.
Как отмечено выше, общий объем вторых пор 4 задан на уровне не менее 50%, но менее 100% от общего объема пор слоя 2 проводящих микрочастиц, но предпочтительно задан на уровне не менее 55% и не более 98%, а более предпочтительно не менее 60% и не более 95%. Регулируя общий объем вторых пор 4 в более предпочтительном диапазоне, увеличивают площадь сечения потока реакционного газа, и как результат, улучшают рабочие характеристики топливного элемента, использующего газодиффузионный слой 10.
Размер поры у пор, имеющих максимальную объемную долю из вторых пор 4 в слое 2 проводящих микрочастиц, может регулироваться в соответствии с диаметром частицы проводящих микрочастиц и частиц связующего, составляющих слой 2 проводящих микрочастиц, и содержанием частиц связующего в слое 2 проводящих микрочастиц. Объем пор, имеющих максимальную объемную долю из вторых пор 4, может вычисляться посредством интегрирования кривой распределения размеров пор слоя 2 проводящих микрочастиц.
Нет каких-либо особых ограничений на материал слоя 2 проводящих микрочастиц при условии, что могут быть реализованы описанные выше распределение размеров пор, контактный угол θ и капиллярная сила F1. Однако слой 2 проводящих микрочастиц предпочтительно состоит из проводящих микрочастиц и частиц связующего. Электроны, генерируемые при электродной реакции, текут наружу через слой 2 проводящих микрочастиц, и поэтому за счет использования проводящих микрочастиц этому слою 2 проводящих микрочастиц может быть придана высокая проводимость. Кроме того, за счет включения частиц связующего может быть реализована прочная структура пор.
Строение слоя 2 проводящих микрочастиц
Обращаясь к фиг.4 и 5, будет описана предпочтительная структура слоя 2 проводящих микрочастиц.
Обращаясь к фиг.4, слой 2 проводящих микрочастиц состоит из большого количества кластеров 51. Между кластерами 51 образовано большое количество первых пор 3.
Обращаясь к фиг.5, кластер 51 состоит из большого количества проводящих микрочастиц 55, связанных вместе частицами 56 связующего. Кластер 51 имеет пористую структуру, в которой вторые поры 4 образованы нерегулярно или регулярно между проводящими частицами 55, между частицами 56 связующего и между проводящими частицами 55 и частицами 56 связующего.
Конструируя слой 2 проводящих микрочастиц таким образом, в слое 2 проводящих микрочастиц можно легко и надежно сформировать обладающие различными размерами первые поры 3 и вторые поры 4.
В качестве проводящих частиц предпочтительными являются частицы, которые остаются химически стабильными при положительном электродном потенциале и отрицательном электродном потенциале. Частицы углерода, частицы металлического алюминия и частицы нержавеющей стали (SUS) используют в газодиффузионном слое для катодного газа, в то время как частицы углерода, частицы серебра, частицы золота, частицы меди, частицы титана и частицы SUS используют в газодиффузионном слое для анодного газа. Частицы углерода используются особенно предпочтительно в газодиффузионных слоях для анодного газа и/или катодного газа. Частицы углерода имеют исключительно широкое окно потенциалов и остаются стабильными, когда используются как при положительном электродном потенциале, так и при отрицательном электродном потенциале. В дополнение к этому, частицы углерода демонстрируют превосходную проводимость.
В качестве частиц углерода предпочтительными являются материалы, демонстрирующие превосходную электронную проводимость, такие как углеродная сажа, графит и расширенный графит. Среди этих материалов углеродная сажа, такая как нефтяная печная сажа, канальная сажа, ламповая сажа, термическая сажа и ацетиленовая сажа рекомендуются благодаря их превосходной электронной проводимости и большой удельной площади поверхности.
Частицы связующего служат для связывания проводящих микрочастиц. Примеры частиц связующего включают полимерные материалы на основе фтора, такие как частицы политетрафторэтилена (ПТФЭ), частицы поливинилидендифторида (ПВДФ), частицы полигексафторпропилена и частицы сополимера тетрафторэтилена-гексафторпропилена (FEP), частицы полипропилена и частицы полиэтилена. Из этих материалов полимерный материал на основе фтора рекомендуется благодаря его превосходной водоотталкиваемости и стойкости к коррозии во время электродной реакции. Частицы политетрафторэтилена (ПТФЭ) являются особенно предпочтительными.
Используя водоотталкивающие частицы связующего, вторым порам 4 слоя 2 проводящих микрочастиц можно придать водоотталкиваемость, и поэтому контактный угол между порами 4 и водой может быть дополнительно увеличен. В результате, необходимое для просачивания воды давление, требуемое для просачивания в поры 4, увеличивается, и поэтому просачивание воды в поры 4 дополнительно подавляется. Частицы связующего могут состоять из одного типа или множества типов в сочетании. Кроме того, в качестве частиц связующего могут использоваться иные полимеры, чем те, которые описаны выше.
Средний диаметр частицы у проводящих микрочастиц определяется так, чтобы поры, формируемые в зазорах между проводящими микрочастицами/частицами связующего, имели желаемый размер. Более конкретно, средний диаметр частицы у проводящих микрочастиц предпочтительно составляет между 0,1 мкм и 3 мкм, более предпочтительно - между 0,3 мкм и 2 мкм, а еще более предпочтительно - между 0,5 мкм и 1 мкм. Регулируя средний диаметр частицы у проводящих микрочастиц в предпочтительном диапазоне, получают желаемое распределение размеров пор и превосходные характеристики дренирования на основе капиллярной силы. Кроме того, улучшается характеристика контакта между слоем 2 проводящих микрочастиц и слоем катализатора, когда газодиффузионный слой 10 наносят на топливный элемент. Нет каких-либо особых ограничений на средний диаметр частицы у частиц связующего при условии, что могут формироваться кластеры 51, содержащие вторые поры 4, но средний диаметр частицы у частиц связующего предпочтительно составляет между 100 нанометрами (нм) и 500 нм, а более предпочтительно - между 200 нм и 300 нм.
Средний диаметр частицы у кластеров 51, образованных из проводящих микрочастиц/частиц связующего, определяется так, чтобы образовавшиеся между кластерами 51 первые поры 3 имели желаемый размер. Более конкретно, средний диаметр частицы у кластеров 51 предпочтительно составляет между 10 мкм и 500 мкм, более предпочтительно - между 20 мкм и 300 мкм, а еще более предпочтительно - между 25 мкм и 250 мкм. Регулируя размер частиц кластера 51 в предпочтительном диапазоне, можно сделать диаметр и распределенное количество первых пор 3 близкими к оптимальным значениям для реализации эффектов данного изобретения. Когда средний диаметр частицы у кластеров 51 составляет 10 мкм или более, жидкофазная вода может легко проходить через кластеры 51. Когда средний диаметр частицы у кластеров 51 составляет 500 мкм или менее, может легко осуществляться осаждение пленки.
Средний диаметр частицы у проводящих микрочастиц, частиц связующего и кластеров 51 из них определяют посредством измерения диаметров частиц соответствующих компонентов с использованием просвечивающего электронного микроскопа (ПЭМ) и вычисления средних значений результатов измерений.
Отношение содержаний между проводящими микрочастицами и частицами связующего в слое 2 проводящих микрочастиц задается так, что получают желаемые характеристики с точки зрения структуры пор слоя проводящих микрочастиц, в частности прочности вторых пор 4 и водоотталкиваемости вторых пор 4, или, другими словами, контактного угла. Более конкретно, содержания этих двух типов частиц регулируются так, что содержание частиц связующего предпочтительно составляет между 15% и 60% по массе, более предпочтительно - между 20% и 50% по массе, а еще более предпочтительно - между 30% и 40% по массе от общей массы слоя проводящих микрочастиц. Когда отношение смешивания частиц связующего составляет 15% по массе или более, проводящие микрочастицы могут соединяться друг с другом, а когда отношение смешивания составляет 60% по массе или менее, электрическое сопротивление слоя проводящих микрочастиц может поддерживаться низким.
Количества первых пор 3 и вторых пор 4, образовавшихся в слое 2 проводящих микрочастиц, предпочтительно являются как можно большими при сохранении механической прочности. Более конкретно, занятая порами доля слоя 2 проводящих микрочастиц или, другими словами, пористость, задается между 50% и 95% по объему, предпочтительно - между 60% и 90% по объему, а более предпочтительно - между 70% и 80% по объему от общего объема слоя 2 проводящих микрочастиц. Регулируя пористость слоя 2 проводящих микрочастиц в предпочтительном диапазоне, можно обеспечить достаточную механическую прочность в слое 2 проводящих микрочастиц, в то же время достигая улучшений как в его газодиффузионной характеристике, так и в его характеристике дренирования.
Нет каких-либо особых ограничений на способ измерений пористости. Например, объем пор 3, 4, существующих в слое 2 проводящих микрочастиц, может измеряться посредством измерения распределения пор с использованием ртутной порометрии и вычисления объема пор 3, 4 как доли от объема слоя 2 проводящих микрочастиц.
Толщина слоя 2 проводящих микрочастиц предпочтительно составляет между 10 мкм и 100 мкм, а более предпочтительно - между 30 мкм и 80 мкм. Регулируя толщину слоя 2 проводящих микрочастиц в предпочтительном диапазоне, можно улучшить газодиффузионную характеристику и характеристику дренирования слоя 2 проводящих микрочастиц.
Строение слоя 1 основного материала
Слой 1 основного материала имеет достаточно пористую структуру для диффундирования подаваемых снаружи газообразного топлива или газообразного окислителя и состоит из материала, имеющего достаточную проводимость для сбора электронов, генерируемых при реакции генерирования электроэнергии.
Нет каких-либо особых ограничений на составляющий материал слоя 1 основного материала, и может применяться какой-либо известный состав. Более конкретно, в качестве примеров могут быть указаны проводящие, пористые материалы в форме листа, такие как углеродная ткань, облагороженная бумага, фетр и нетканый материал. За счет использования пористого материала в форме листа газ, подаваемый снаружи, может диффундировать равномерно по слою 1 основного материала. Более конкретно, предпочтительным является такой основной материал, как углеродная бумага, углеродная ткань и углеродный нетканый материал. Когда слой 1 основного материала обладает превосходной электронной проводимостью, электроны, генерируемые при реакции генерирования электроэнергии, переносятся эффективно, что приводит к улучшению рабочих характеристик топливного элемента, использующего газодиффузионный слой 10. Кроме того, когда слой 1 основного материала обладает превосходной водоотталкиваемостью, генерируемая вода эффективно отводится.
Для обеспечения высокой водоотталкиваемости слой основного материала предпочтительно содержит водоотталкивающее вещество. Каких-либо особых ограничений на водоотталкивающее вещество нет, но может использоваться полимерный материал на основе фтора, такой как политетрафторэтилен (ПТФЭ), поливинилидендифторид (ПВДФ), полигексафторпропилен или сополимер тетрафторэтилена-гексафторпропилена (FEP), полипропилен, полиэтилен и так далее.
Толщина слоя 1 основного материала определяется с учетом характеристик получаемого газодиффузионного слоя 10, но, как правило, задается между приблизительно 30 мкм и 500 мкм. Когда толщина слоя 1 основного материала принимает значение в этом диапазоне, получается выгодный баланс между механической прочностью и проницаемостью для газа и воды.
Далее будет описан мембранно-электродный узел (МЭУ) с использованием газодиффузионного слоя 10.
Обращаясь к фиг.2, газодиффузионные слои 10a, 10c образуют часть мембранно-электродного узла (МЭУ) 100. МЭУ 100 содержит мембрану 30 из твердого полимерного электролита, слой 20a анодного катализатора, контактирующий с одной из двух поверхностей электролитной мембраны 30, и слой 20c катодного катализатора, контактирующий с другой поверхностью электролитной мембраны 30.
Газодиффузионные слои 10a, 10c
Газодиффузионный слой 10a состоит из слоя 1a основного материала и слоя 2a проводящих микрочастиц. Газодиффузионный слой 10c состоит из слоя 1c основного материала и слоя 2c проводящих микрочастиц. Газодиффузионный слой 10a ламинируют на слой 20a анодного катализатора так, что слой 2a проводящих микрочастиц контактирует со слоем 20a анодного катализатора. Газодиффузионный слой 10c ламинируют на слой 20c катодного катализатора так, что слой 2c проводящих микрочастиц вступает в контакт со слоем 20c катодного катализатора.
Здесь газодиффузионные слои 10a и 10c идентичны газодиффузионному слою 10 на фиг.1, но к ним прибавлены индексы a, c для пояснения их соответствующих взаимных расположений со слоем 20a анодного катализатора и со слоем 20c катодного катализатора. Это применимо подобным же образом к слоям 1a, 1c основного материала и к слоям 2a, 2c проводящих микрочастиц. Газодиффузионные слои 10a, 10c выполнены идентично газодиффузионному слою 10, описанному выше со ссылкой на фиг.1.
Газодиффузионные слои 10a, 10c выполняют функцию способствования диффузии реакционного газа, подаваемого из прохода для газа в сепараторе топливного элемента, к слоям 20a, 20c катализатора и функцию в качестве пути электронной проводимости. Применяя газодиффузионные слои 10a, 10c в МЭУ 100, может быстро отводить без накапливания избыточную воду, генерируемую вблизи слоя 20a анодного катализатора и вблизи слоя 20c катодного катализатора.
Мембрана 30 из твердого полимерного электролита
Мембрана 30 из твердого полимерного электролита образована из полимерного электролита с протонной проводимостью и селективно переносит протоны, генерируемые с помощью слоя анодного катализатора во время работы топливного элемента с полимерным электролитом, в направлении по толщине пленки к слою катодного катализатора. Мембрана 30 из твердого полимерного электролита также функционирует как перегородка для обеспечения того, что подаваемое к аноду газообразное топливо и подаваемый к катоду газообразный окислитель не будут перемешиваться.
Нет каких-либо особых ограничений на конкретное строение мембраны 30 из твердого полимерного электролита, и в качестве мембраны 30 из твердого полимерного электролита может использоваться мембрана из твердого полимерного электролита, хорошо известная в технической области топливных элементов. Мембраны из твердого полимерного электролита могут в широком смысле разделяться на мембраны из твердого полимерного электролита на основе фтора и мембраны из твердого полимерного электролита на основе углеводородов, в зависимости от типа полимерного электролита, используемого для формирования мембраны.
Примеры полимерных электролитов, образующих мембраны из твердого полимерного электролита на основе фтора, включают перфторуглеродсульфонатные полимеры, такие как Nation® (производится Du Pont), Asiplex® (производится Asahi Kasei Corporation) и Flemion® (производится Asahi Glass Co. Ltd.). Альтернативно, могут использоваться перфторуглеродфосфонатный полимер, трифторстиролсульфонатный полимер, этилентетрафторэтилен-g-стиролсульфонатный полимер, сополимер этилена-тетрафторэтилена, поливинилиденфторид-перфторуглеродсульфонатный полимер и так далее. Принимая во внимание ее преимущества с точки зрения характеристик генерирования электроэнергии, таких как термостойкость и химическая стабильность, в качестве мембраны 30 из твердого полимерного электролита предпочтительно используется мембрана из твердого полимерного электролита на основе фтора. Среди мембран из твердого полимерного электролита на основе фтора предпочтительным является перфторуглеродсульфонатный полимер.
Примеры полимерных электролитов, образующих мембраны из твердого полимерного электролита на основе углеводородов, включают сульфонированный полиэфирсульфон (S-PES), сульфонированный полиарилэфиркетон, сульфонированный полибензимидазолалкил, фосфонированный полибензимидазолалкил, сульфонированный полистирол, сульфонированный полиэфир-эфиркетон (S-PEEK) и сульфонированный полифенилен (S-PPP). В мембранах из твердого полимерного электролита на основе углеводородов используются недорогие исходные материалы, они являются простыми в изготовлении и выгодными из-за высокой селективности материала. Поэтому, с точки зрения изготовления, именно мембрана из твердого полимерного электролита на основе углеводородов предпочтительно используется в качестве мембраны 30 из твердого полимерного электролита. Может использоваться один тип полимерного электролита или два или более типа в сочетании.
Толщина мембраны 30 из твердого полимерного электролита определяется с учетом характеристик МЭУ 100 и полимерного электролита. Толщина мембраны 30 из твердого полимерного электролита предпочтительно задается между 5 мкм и 300 мкм, более предпочтительно - между 5 мкм и 200 мкм, еще более предпочтительно - между 10 мкм и 150 мкм, а особенно предпочтительно - между 15 мкм и 50 мкм. Задавая толщину мембраны 30 из твердого полимерного электролита в предпочтительном диапазоне, можно получить выгодный баланс между прочностью во время осаждения пленки, долговечностью во время использования и выходными характеристиками во время использования.
Слой электродного катализатора
Слой 20a анодного катализатора и слой 20c катодного катализатора будут коллективно называться слоем электродного катализатора. Слой электродного катализатора в сочетании с мембраной 30 из твердого полимерного электролита генерирует электрическую энергию посредством электрохимической реакции. В слое 20a анодного катализатора по реакции окисления водорода генерируются протоны и электроны. Генерируемые протоны и электроны используются в реакции восстановления кислорода в слое 20c катодного катализатора.
Слой электродного катализатора содержит электродный катализатор, в котором компонент катализатора нанесен на проводящий носитель, и полимерный электролит. Нет каких-либо особых ограничений на конкретное строение слоя электродного катализатора, и может использоваться слой электродного катализатора, хорошо известный в технической области топливных элементов.
Проводящий носитель, компонент катализатора и полимерный электролит будут описаны ниже.
Проводящий носитель
Проводящий носитель представляет собой носитель, который несет компонент катализатора и обладает проводимостью. Проводящий носитель требует достаточной удельной площади поверхности, чтобы нести компонент катализатора в желаемом состоянии дисперсии, и достаточную электронную проводимость. Углерод предпочтительно является главным компонентом проводящего носителя. Более конкретно, в качестве примеров главного компонента проводящего носителя могут быть указаны углеродная сажа, активированный углерод (уголь), кокс, природный графит, искусственный графит и так далее. Термин "главным компонентом является углерод" означает, что атомы углерода включаются в качестве главного компонента, и этот термин охватывает вещества, состоящие только лишь из атомов углерода, и вещества, состоящие по существу из атомов углерода. Для улучшения характеристик топливного элемента в определенных случаях главный компонент может содержать иные элементы, чем атомы углерода. Термин "состоящие по существу из атомов углерода" означает, что могут примешиваться примеси от 2% до 3% по массе.
Нет каких-либо особых ограничений на удельную площадь поверхности проводящего носителя по Брунауэру-Эммету-Теллеру (БЭТ) при условии, что она достаточна для того, чтобы нести компонент катализатора в сильно диспергированном состоянии. Однако удельную площадь поверхности по БЭТ предпочтительно задают между 100 м2/г и 1500 м2/г, а более предпочтительно - между 600 м2/г и 1000 м2/г. Задавая удельную площадь поверхности проводящего носителя в предпочтительном диапазоне, можно получить выгодный баланс между характеристиками диспергирования компонента катализатора на проводящем носителе и эффективным использованием компонента катализатора.
Нет каких-либо особых ограничений на средний диаметр частиц проводящего носителя, но средний диаметр частиц, как правило, задается между 5 нм и 200 нм, а предпочтительно - между приблизительно 10 нм и 100 нм. Необходимо отметить, что в качестве значения «среднего диаметра частиц проводящего носителя» используется значение, вычисленное в способе измерения диаметров первичных частиц с использованием просвечивающего электронного микроскопа (ПЭМ).
Компонент катализатора
Компонент катализатора осуществляет каталитическое действие во время вышеуказанной электрохимической реакции. Нет каких-либо особых ограничений на компонент катализатора, нанесенный на проводящий носитель, при условии, что он демонстрирует каталитическое действие по ускорению вышеуказанной электрохимической реакции, и может использоваться хорошо известный компонент катализатора. Конкретные примеры компонента катализатора включают металлы, такие как платина, рутений, иридий, родий, палладий, осмий, вольфрам, свинец, железо, хром, кобальт, никель, марганец, ванадий, молибден, калий и алюминий, их сплав и так далее. Из этих веществ компонент катализатора предпочтительно содержит по меньшей мере платину благодаря ее превосходной каталитической активности, стойкости к элюированию и так далее. Когда в качестве компонента катализатора слоя электродного катализатора используют сплав, состав сплава меняется в зависимости от типов сплавляемых металлов и так далее. Однако предпочтительным является состав сплава приблизительно от 30 атомных процентов до 90 атомных процентов платины и приблизительно от 10 атомных процентов до 70 атомных процентов другого сплавляемого металла.
"Сплав", как правило, формируют добавлением одного или более металлических или неметаллических элементов к металлическому элементу, и он представляет собой коллективный термин для вещества, имеющего металлические свойства. Структуры сплавов включают так называемые эвтектические сплавы, которыми являются смеси, в которых составляющие элементы представляют собой отдельные кристаллы, структуры, в которых составляющие элементы полностью перемешиваются с образованием твердого раствора, структуры, в которых составляющие элементы образуют интерметаллическое соединение или соединение между металлом и неметаллом, и так далее. Когда компонент катализатора состоит из сплава, может использоваться любая из этих структур сплавов. Состав сплава может конкретизироваться с использованием метода атомно-эмиссионной спектрометрии ICP с использованием высокочастотной индуктивно связанной плазмы (ICP) в качестве источника света.
Нет каких-либо особых ограничений на форму и размер компонента катализатора, и могут использоваться форма и размер, сходные с известным компонентом катализатора. Однако компонент катализатора предпочтительно находится в форме частиц. Средний диаметр частицы у частиц компонента катализатора предпочтительно составляет между 0,5 нм и 30 нм, а более предпочтительно - между 1 нм и 20 нм. Задавая средний диаметр частицы у частиц компонента катализатора в предпочтительном диапазоне, можно получить выгодный баланс между простотой нанесения и коэффициентом использования катализатора по отношению к эффективной площади поверхности электрода, на котором протекает электрохимическая реакция. Значение «среднего диаметра частицы у частиц компонента катализатора» определяется как диаметр кристаллита, получаемый из полной ширины на половине максимальной высоты пика дифракции частиц компонента катализатора при дифракции рентгеновского излучения, или как среднее значение диаметра частиц компонента катализатора, изученного по полученному в просвечивающем электронном микроскопе изображению.
Нет каких-либо особых ограничений на наносимое количество компонента катализатора в электродном катализаторе, но по отношению к общей массе электродного катализатора наносимое количество компонента катализатора предпочтительно задается между 5% и 70% по массе, более предпочтительно - между 10% и 60% по массе, а еще более предпочтительно - между 30% и 55% по массе. Когда доля наносимого количества компонента катализатора равна или больше, чем 5% по массе, электродный катализатор демонстрирует достаточные рабочие характеристики катализатора, что вносит вклад в улучшение рабочих характеристик генерирования электроэнергии топливным элементом с полимерным электролитом. Когда доля наносимого количества компонента катализатора равна или меньше чем 70%, все еще подавляется коагуляция компонента катализатора на поверхности проводящего носителя, и поэтому компонент катализатора наносится в сильно диспергированном состоянии. Необходимо отметить, что наносимое количество компонента катализатора представляет собой значение, измеренное с использованием оптической эмиссионной спектрометрии ICP.
Полимерный электролит 30
Полимерный электролит 30 выполняет функцию по улучшению протонной проводимости слоя электродного катализатора. Нет каких-либо особых ограничений на конкретный вид полимерного электролита, содержащегося в слое электродного катализатора, и может использоваться полимерный электролит, хорошо известный в технической области топливных элементов. Например, в качестве полимерного электролита, содержащегося в слое электродного катализатора, может использоваться описанный выше полимерный электролит для формирования мембраны из твердого полимерного электролита. Соответственно, подробное описание конкретного вида полимерного электролита опущено. Необходимо отметить, что полимерный электролит, содержащийся в слое электродного катализатора, может быть предусмотрен как один тип или два или более типа в сочетании.
Для обеспечения превосходной ионной проводимости ионообменная емкость полимерного электролита, содержащегося в слое электродного катализатора, предпочтительно составляет между 0,8 миллимоль (ммоль)/грамм (г) и 1,5 ммоль/г, а более предпочтительно - между 1,0 ммоль/г и 1,5 ммоль/г. «Ионообменная емкость» полимерного электролита - это число молей сульфонатных групп на единицу сухой массы полимерного электролита. Значение «ионообменной емкости» можно вычислить, подвергая жидкость-носитель жидкой дисперсии полимерного электролита нагреву, сушке и так далее для удаления жидкости-носителя, так что остается только твердый полимерный электролит, и подвергая твердый полимерный электролит кислотно-основному титрованию.
Нет каких-либо особых ограничений на содержание полимерного электролита в слое электродного катализатора. Однако массовое отношение содержания полимерного электролита к содержанию проводящего носителя в слое электродного катализатора предпочтительно задается между 0,5 и 2,0, более предпочтительно - между 0,6 и 1,5, а еще более предпочтительно - между 0,8 и 1,3. Когда массовое отношение между полимерным электролитом и проводящим носителем равно или больше чем 0,8, величина внутреннего сопротивления МЭУ 100 может подавляться. Когда массовое отношение между полимерным электролитом и проводящим носителем равно или меньше чем 1,3, может подавляться затопление.
Соответствующие слои катализатора и, в частности, поверхность проводящего носителя и полимерный электролит также могут покрываться водоотталкивающим веществом и другими типами добавок или содержать их. Когда в состав включается водоотталкивающее вещество, водоотталкиваемость полученного слоя катализатора может быть улучшена, так что вода и тому подобное, генерируемые во время генерирования электроэнергии, может быстро отводиться. Подмешиваемое количество водоотталкивающего вещества может определяться произвольно в пределах того диапазона, который не влияет на воздействия и эффекты данного изобретения. В качестве водоотталкивающего вещества могут использоваться примеры водоотталкивающих веществ, описанные выше по отношению к слою 1 основного материала.
Нет каких-либо особых ограничений на толщину слоя электродного катализатора, но его толщина предпочтительно задается между 0,1 мкм и 100 мкм, а более предпочтительно - между 1 мкм и 20 мкм. Когда толщина слоя катализатора равна или больше чем 0,1 мкм, может быть получена желаемая величина генерирования электроэнергии, а когда его толщина равна или меньше чем 100 мкм, может поддерживаться высокая выходная мощность.
Данное изобретение также предлагает новый способ изготовления газодиффузионного слоя 10 и МЭУ 100. Способы изготовления газодиффузионного слоя 10 и МЭУ 100 согласно данному изобретению будут описаны ниже.
Способ изготовления газодиффузионного слоя 10
Обращаясь к фиг.6, будет описан способ изготовления газодиффузионного слоя 10 согласно данному изобретению.
Способ изготовления газодиффузионного слоя 10 состоит из четырех стадий, а именно с первого процесса по четвертый процесс. В первом процессе проводящие микрочастицы и частицы связующего смешивают вместе и обжигают с получением спеченной массы из проводящих микрочастиц и частиц связующего. Во втором процессе спеченную массу измельчают с получением порошка. В третьем процессе порошок формуют в лист с получением слоя проводящих микрочастиц. В четвертом процессе соединяют слой 2 проводящих микрочастиц и слой 1 основного материала.
(1) Первый процесс
Первый процесс соответствует участку, простирающемуся от процесса (A) до процесса (E) на фигуре. В этом процессе проводящие микрочастицы и частицы связующего смешивают вместе и обжигают с получением спеченной массы из проводящих микрочастиц и частиц связующего.
В процессе (A) проводящие микрочастицы, образованные частицами углерода, состоящими из углеродной сажи или тому подобного, добавляют к чистой воде, содержащей неионное поверхностно-активное вещество, и диспергируют до получения среднего диаметра частиц от 0,1 мкм до 1 мкм в соответствующем диспергирующем устройстве, например ультразвуковой диспергирующей машине, струйной мельнице или шаровой мельнице, получая жидкую дисперсию 61 проводящих микрочастиц. Частицы углерода, состоящие из углеродной сажи или чего-либо подобного, формируются в комки посредством вторичной коагуляции. Используя диспергирующее устройство, микрочастицы формируют до подходящего размера, а за счет адсорбции поверхностно-активного вещества на поверхности микрочастиц получают стабильную жидкую дисперсию.
В процессе (B) к жидкой дисперсии 61 проводящих микрочастиц добавляют в требуемом количестве жидкую дисперсию частиц связующего, состоящих из ПТФЭ или тому подобного, и смешивают с ней, после чего смесь осторожно перемешивают, используя соответствующее перемешивающее устройство, например мешалку, так что избыточных напряжений не прикладывается. В результате получают жидкую дисперсию 62 проводящих микрочастиц/частиц связующего. Жидкая дисперсия с использованием оптимального поверхностно-активного вещества остается стабильной при условии, что к ней не прикладывается избыточного напряжения сдвига. Например, при нормальном перемешивании, встряхивании, облучении ультразвуком и так далее частицы связующего не коагулируют в волокна.
Причина того, почему здесь используется жидкая дисперсия частиц связующего, заключается в том, что из-за водоотталкивающего действия частиц связующего эти частицы связующего не могут диспергироваться по всей воде, когда добавляются отдельно. В качестве жидкой дисперсии частиц связующего легко могут быть получены имеющиеся в продаже продукты, изготавливаемые Daikin Industries Ltd., Asahi Glass Co. Ltd., Mitsui Fluorochemicals Ltd. и так далее.
Подмешиваемое количество проводящих микрочастиц предпочтительно задается в диапазоне от 1% до 10% по массе, а более предпочтительно - в диапазоне от 5% до 9% по массе по отношению к жидкой дисперсии проводящих микрочастиц/частиц связующего. Подмешиваемое количество частиц связующего предпочтительно задается в диапазоне от 1% до 10% по массе, а более предпочтительно - в диапазоне от 3% до 6% по массе по отношению к жидкой дисперсии проводящих микрочастиц/частиц связующего.
Неионное поверхностно-активное вещество предпочтительно диспергируется в чистой воде, служащей в качестве растворителя, а более предпочтительно диспергируется очень однородно, в состоянии микрочастиц, не вызывая коагуляции проводящих микрочастиц и частиц связующего. Конкретные примеры неионного поверхностно-активного вещества включают простой полиоксиэтиленфениловый эфир, такой как Triton X-100 и N-100, который представляет собой простой полиоксиэтиленалкиловый эфир, но неионное поверхностно-активное вещество не ограничиваются ими. Однако, с точки зрения разделения фаз, Triton X-100 и N-100 являются предпочтительным, благодаря их подходящим температурам помутнения. Неионное поверхностно-активное вещество может предусматриваться как один тип или как два или более типа в сочетании.
Подмешиваемое количество неионного поверхностно-активного вещества увеличивается и уменьшается пропорционально удельной площади поверхности проводящих микрочастиц, состоящих из углеродной сажи или тому подобного. Здесь в качестве примера будет описана ацетиленовая сажа (производится Denki Kagaku Kogyo). В этом случае подмешиваемое количество неионного поверхностно-активного вещества предпочтительно задается в диапазоне от 0,5% до 20% по массе, а более предпочтительно - в диапазоне 0,5% и 8% по массе по отношению к жидкой дисперсии проводящих микрочастиц/частиц связующего. Когда подмешиваемое количество неионного поверхностно-активного вещества равно или больше чем 0,5% по массе, можно ожидать благоприятного диспергирования. Когда подмешиваемое количество неионного поверхностно-активного вещества равно или меньше чем 20% по массе, все еще не ослабляются воздействия и эффекты данного изобретения.
В процессе (C) жидкую дисперсию проводящих микрочастиц/частиц связующего превращают в твердое тело. Если к жидкой дисперсии проводящих микрочастиц/частиц связующего прикладывается напряжение сдвига до того, как эту жидкую дисперсию превращают в твердое тело и обжигают, частицы связующего могут коагулировать в волокна. Чтобы предотвратить коагуляцию частиц связующего в волокна, жидкую дисперсию проводящих микрочастиц/частиц связующего предпочтительно превращают в твердое тело из жидкого состояния, используя такой способ превращения в твердое тело, который не прикладывает механических напряжений.
Следовательно, хотя нет каких-либо особых ограничений на способ превращения в твердое тело, может использоваться, например, способ превращения жидкой дисперсии проводящих микрочастиц/частиц связующего в твердое тело посредством электроосаждения. Более конкретно, применяя соответствующий способ электроосаждения, такой как миграционное электроосаждение, например, к жидкой дисперсии 62 проводящих микрочастиц/частиц связующего, на аноде 64 для миграционного электроосаждения электроосаждают твердый продукт 65. Когда используется способ электроосаждения, частицы связующего не становятся волокнистыми, и поэтому при обжиге твердого продукта 65 получается спеченная масса, имеющая однородную, компактную структуру пор.
В качестве анода 64 для миграционного электроосаждения предпочтительным является стабильный материал, который не растворяется электрохимически, и поэтому может использоваться, например, платиновая пластина, покрытая платиной титановая пластина или покрытая иридием титановая пластина. В качестве катода 63 для миграционного электроосаждения могут использоваться, например, различные хорошо известные материалы электродов, такие как никелевая сталь.
Вместо процесса электроосаждения жидкую дисперсию проводящих микрочастиц/частиц связующего можно превратить в твердое тело способом концентрирования с разделением фаз, используя явление разделения фаз неионного поверхностно-активного вещества. Однако с помощью способа электроосаждения твердый продукт может быть собран за сравнительно короткое время, и поэтому способ электроосаждения является предпочтительным.
В процессе (D) твердый продукт 65, полученный в процессе (C), вынимают вместе с анодом 64 для миграционного электроосаждения, сушат, если это необходимо, а затем отслаивают от анода 64 для миграционного электроосаждения. Если осуществляется сушка, то сушку предпочтительно осуществляют при условиях, при которых не прикладывается сдвиговых напряжений, тем самым обеспечивая то, что частицы связующего не становятся волокнистыми. Для этой цели сушку предпочтительно осуществляют в течение приблизительно 10-30 минут при 70°C-120°C. Скорость повышения температуры до температуры сушки предпочтительно задается в диапазоне от 10°C/минуту до 100°C/минуту, а более предпочтительно - в диапазоне от 20°C/минуту до 50°C/минуту.
В процессе (E) высушенный твердый продукт 65 нагревают и обжигают с получением смешанной спеченной массы 66. Что касается условий обжига, то обжиг осуществляют в течение 0,5-3 часов в области температуры, которая равна или выше, чем температура плавления частиц связующего, а предпочтительно между 5°C и 50°C выше, чем температура плавления частиц связующего. Скорость повышения температуры до температуры обжига предпочтительно задается в диапазоне от 10°C/минуту до 200°C/минуту, а более предпочтительно - в диапазоне от 50°C/минуту до 150°C/минуту.
Регулируя температуру обжига, можно изменять контактный угол поверхности смешанной спеченной массы 66, состоящей из проводящих микрочастиц и частиц связующего. Контактный угол поверхности смешанной спеченной массы 66 соответствует контактному углу пор малого диаметра, образованных в получаемом впоследствии слое проводящих микрочастиц. При увеличении температуры обжига смешанной спеченной массы 66 контактный угол пор малого диаметра может увеличиваться. Например, когда используют ацетиленовую сажу (производится Denki Kagaku Kogyo), контактный угол, получаемый при осуществлении обжига в течение двух часов при 360°C, равен приблизительно 130°.
С точки зрения производительности, толщина смешанной спеченной массы 66 предпочтительно задается в диапазоне от 0,2 миллиметра (мм) до 5 мм, а более предпочтительно - в диапазоне от 0,5 мм до 3 мм.
(2) Второй процесс
Второй процесс соответствует процессам (F) и (G) на фигуре.
В процессе (F) смешанную спеченную массу 66 тонко измельчают, например, посредством размола, а затем сортируют с использованием соответствующего сортирующего устройства, например сита или сортировальной машины, с получением порошка 67, имеющего желаемый диаметр частиц.
После процесса (F) в порошок 67 может добавляться притягивающий воду агент и перемешиваться в нем в процессе (G), если это необходимо. Добавив и перемешав притягивающий воду агент 68 в порошке 67, получают порошок 69, покрытый на своей поверхности притягивающим воду агентом 68. В результате, поверхности кластеров 51 или, другими словами, поры большого диаметра делаются гидрофильными. Следовательно, может быть уменьшена водоотталкиваемость одних лишь пор большого диаметра без уменьшения водоотталкиваемости пор малого диаметра, и контактный угол пор большого диаметра может уменьшаться.
Нет каких-либо особых ограничений на притягивающий воду агент, и его примеры включают оксиды, такие как диоксид кремния (SiO2), оксид олова (SnO2) и оксид титана (TiO2), и полимеры, такие как целлюлоза. Из этих веществ SiO2 является предпочтительным благодаря его химической стабильности. Примешиваемая доля притягивающего воду агента предпочтительно находится в диапазоне от 1% до 20% по массе по отношению к содержащему этот притягивающий воду агент слою проводящих микрочастиц. Когда примешиваемая доля притягивающего воду агента равна или выше чем 1% по массе, поры большого диаметра могут быть сделаны достаточно гидрофильными, а когда его примешиваемая доля равна или меньше, чем 20% по массе, может быть сохранено достаточное количество пор. Средний диаметр частиц притягивающего воду агента задается в диапазоне от 10 нм до 1000 нм, а предпочтительно - в диапазоне от 100 нм до 500 нм, так что поры большого диаметра могут быть сделаны гидрофильными без блокирования пор малого диаметра.
(3) Третий процесс
Третий процесс соответствует процессам (H) и (I) на фигуре.
В процессе (H) порошок 69 смеси проводящих микрочастиц и частиц связующего, содержащий притягивающий воду агент, который был получен в процессе (G), загружают в матрицу и подвергают горячему прессованию с получением спеченной массы 70 в форме листа.
Нет каких-либо особых ограничений на матрицу для горячего прессования, и может использоваться хорошо известная матрица для горячего прессования.
Что касается условий горячего прессования, то горячее прессование осуществляют в течение 0,5-3 минут, а предпочтительно 1-2 минут, при температуре нагрева, которая равна или выше, чем температура плавления связующего, или, более предпочтительно, которая выше, чем температура плавления связующего, на 5°C-20°C, и при давлении по меньшей мере 10 килограмм (кг)/квадратный сантиметр (см2) или, более предпочтительно, между 20 кг/см2 и 150 кг/см2.
Во время горячего прессования размер и количество первых пор 3, образовавшихся между кластерами 51, может контролироваться с использованием технологии импринтинга, а более конкретно технологи наноимпринтинга. Более конкретно, заранее в матрице или пресс-форме, используемой во время горячего прессования, формируют вдавленный рисунок, соответствующий желаемому размеру, количеству, расположению и так далее первых пор 3, используя технологию импринтинга, так что во время горячего прессования желаемый рисунок может быть перенесен на слой 2 проводящих микрочастиц. Таким образом могут контролироваться размер и количество первых пор 3, образовавшихся между кластерами 51.
В процессе (I) спеченную массу 70 в форме листа разрезают на тонкие куски острым резаком, таким как микротом, получая слой 2 проводящих микрочастиц.
Следовательно, слой 2 проводящих микрочастиц, демонстрирующий малую неоднородность по толщине, может быть изготовлен за малое число производственных стадий. Поскольку в этом способе изготовления не используется растворитель, не требуется и оборудования для извлечения растворителя, и поэтому упрощаются меры по защите окружающей среды.
(4) Четвертый процесс
Четвертый процесс соответствует процессам (J) и (K) на фигуре.
Газодиффузионный слой 10 получают соединением слоя 2 проводящих микрочастиц, полученного в процессе (I), со слоем 1 основного материала посредством горячего прессования.
Слой 2 проводящих микрочастиц и слой 1 основного материала устанавливают в оправке и соединяют с помощью горячего прессования.
Что касается условий горячего прессования, то горячее прессование осуществляют в течение 0,5-3 минут, а предпочтительно 1-2 минут, при температуре нагрева, которая равна или выше, чем температура плавления связующего, или, более предпочтительно, которая выше, чем температура плавления связующего, на 5°C-20°C, и при давлении по меньшей мере 10 кг/см2 или, более предпочтительно, между 20 кг/см2 и 50 кг/см2. Нет каких-либо особых ограничений на оправку для горячего прессования, и может использоваться хорошо известная оправка для горячего прессования. Строение и толщина слоя 1 основного материала являются такими, как описано выше.
Применяя описанный выше способ изготовления газодиффузионного слоя согласно данному изобретению, можно эффективно изготавливать газодиффузионный слой 10 согласно данному изобретению. Однако газодиффузионный слой 10 согласно данному изобретению. Однако газодиффузионный слой 10 согласно данному изобретению не ограничивается способом изготовления газодиффузионного слоя согласно данному изобретению и может быть изготовлен с использованием хорошо известного способа изготовления.
Способ изготовления МЭУ 100
МЭУ 100 изготавливают с использованием хорошо известного способа формирования слоя электродного катализатора анодной стороны и слоя электродного катализатора катодной стороны на каждой поверхности мембраны 30 из твердого полимерного электролита и прокладывания получившегося компонента между газодиффузионными слоями 10, полученными с использованием описанного выше способа. Технологическая последовательность задана так, что слои электродного катализатора, сформированные на мембране 30 из твердого полимерного электролита, прокладывают между парой газодиффузионных слоев 10 и соединяют с ней. Альтернативно, слои электродного катализатора формируют на одной поверхности газодиффузионных слоев 10, после чего мембрану 30 из твердого полимерного электролита прокладывают между парой газодиффузионных слоев 10 так, что слои электродного катализатора противоположны друг другу, а затем соединяют с ними.
Слой электродного катализатора может быть изготовлен нанесением катализаторной краски, состоящей из электродного катализатора, такого как описанный выше, полимерного электролита, растворителя и так далее, на мембрану 30 из твердого полимерного электролита с использованием хорошо известного способа, такого как способ распыления, способ переноса, способ нанесения покрытия ножевым устройством или способ нанесения покрытия головкой.
Количество катализаторной краски, наносимое на мембрану 30 из твердого полимерного электролита, должно задаться так, чтобы каталитическое действие, при котором электродный катализатор вызывает электрохимическую реакцию, могло проявляться в достаточной степени. Более конкретно, катализаторную краску предпочтительно наносят так, что масса компонента катализатора на единицу площади поверхности лежит в диапазоне от 0,05 миллиграмма (мг)/см2 до 1 мг/см2. Катализаторную краску предпочтительно наносят так, что толщина катализаторной краски после сушки составляет между 5 мкм и 30 мкм. Наносимое количество и толщина катализаторной краски не должны быть одинаковыми на анодной стороне и катодной стороне и могут быть заданы на различные значения, если это необходимо.
В МЭУ 100 толщины слоя электродного катализатора, газодиффузионного слоя 10 и мембраны 30 из твердого полимерного электролита предпочтительно уменьшены для улучшения характеристик диффузии газообразного топлива и так далее, но когда эти толщины слишком маленькие, не может быть получена достаточная выходная мощность с электрода. Поэтому значения толщины должны определяться так, чтобы получались желаемые характеристики в МЭУ 100.
Затем, обращаясь к фиг.7 и 8, будет описан топливный элемент 200 согласно данному изобретению, который использует газодиффузионный слой 10 и МЭУ 100 согласно данному изобретению.
Топливный элемент 200 с полимерным электролитом облегчает отвод жидкой воды, тем самым предотвращая затопление во время работы топливного элемента.
Обращаясь к фиг.7, единичный топливный элемент 200 состоит из МЭУ 100, сепаратора 150a анодной стороны, образующего проход 152a для потока газообразного топлива, и сепаратора 150c катодной стороны, содержащего проход 152c для потока газообразного окислителя, через который протекает газообразный окислитель.
Проход 152a для потока газообразного топлива сформирован в сепараторе 150a анодной стороны так, чтобы быть обращенным к газодиффузионному слою 10a. На задней поверхности сепаратора 150a анодной стороны по отношению к проходу 152a для потока газообразного топлива сформирован проход для потока охладителя, не показанный на фигуре, через который протекает охладитель. Проход 152c для потока газообразного окислителя сформирован в сепараторе 150c катодной стороны так, чтобы быть обращенным к газодиффузионному слою 10c. На периферии топливного элемента 200 с полимерным электролитом предусмотрена как единое целое прокладка 160, несущая газодиффузионный электрод, состоящий из газодиффузионного слоя 10a и слоя 20a анодного катализатора, и газодиффузионный электрод, состоящий из газодиффузионного слоя 10c и слоя 20c катодного катализатора.
Топливный элемент 200, содержащий МЭУ 100, демонстрирует превосходные рабочие характеристики генерирования электроэнергии. Составляющие детали топливного элемента 200 согласно данному изобретению будут кратко описаны ниже.
Сепараторы 150a, 150c электрически соединяются с соответствующими элементами, когда множество единичных топливных элементов 200 с полимерным электролитом соединяются последовательно с формированием батареи топливных элементов. Сепараторы 150a, 150c также функционируют как разделительные стенки, отделяющие друг от друга газообразное топливо, газообразный окислитель и охладитель. В качестве составляющего материала сепараторов 150a, 150c может использоваться хорошо известный материал, например углеродный материал, такой как компактный углеграфит или углеродная пластина, или металл, такой как нержавеющая сталь. Нет каких-либо особых ограничений на толщину и размер сепараторов 150a, 150c и на форму и размер проходов для потоков газов и прохода для охладителя.
Прокладка 160 расположена окружающей наружную периферию МЭУ 100 для того, чтобы предотвратить утечку наружу газа, подаваемого к слою 20a анодного катализатора и слою 20c катодного катализатора. Нет каких-либо особых ограничений на составляющий материал прокладки 160, и может использоваться каучуковый материал, такой как фтористый каучук, силиконовый каучук, этиленпропиленовый каучук (EPDM) или полиизобутиленовый каучук, полимерный материал на основе фтора, такой как политетрафторэтилен (ПТФЭ), поливинилидендифторид (ПВДФ), полигексафторпропилен или сополимер тетрафторэтилена-гексафторпропилена (FEP), или термопластичная смола, такая как полиолефин или сложный полиэфир. Кроме того, нет каких-либо особых ограничений на толщину прокладки 160, но толщина предпочтительно задается в диапазоне между 50 мкм и 2 мм, а более предпочтительно - в диапазоне между 100 мкм и 1 мм.
Как описано выше, топливный элемент согласно данному изобретению демонстрирует превосходные рабочие характеристики генерирования электроэнергии и высокую долговечность, и поэтому является пригодным для использования в качестве источника питания для транспортного средства, от которого требуется высокая выходная мощность.
Далее, будут описаны первый-пятый примеры газодиффузионного слоя 10 согласно данному изобретению.
Первый пример
1. Изготовление газодиффузионного слоя
Использовали углеродную сажу, ПТФЭ и углеродную бумагу в качестве проводящих микрочастиц, частиц связующего и газодиффузионного основного материала соответственно.
(1) Приготовление спеченной массы углеродной сажи и ПТФЭ
(a) Приготовление жидкой дисперсии углеродной сажи/ПТФЭ
Смешивали 100 г углеродной сажи (ацетиленовая сажа, средний диаметр частицы у первичных частиц: 46 нм, производится Denki Kagaku Kogyo), 960 г чистой воды и 40 г неионного поверхностно-активного вещества (Triton X-100, производится The Dow Chemical Company). Смешанную жидкость диспергировали в струйной мельнице до тех пор, пока средний диаметр частицы у вторичных частиц (частиц, образующихся, когда коагулируют первичные частицы) из частиц углеродной сажи не составил 0,5 мкм, при этом получали жидкую дисперсию углеродной сажи. Жидкую дисперсию ПТФЭ (средний диаметр частицы у частиц ПТФЭ: 250 нм, AD-911, производится Asahi Glass) добавляли и подмешивали в жидкую дисперсию углеродной сажи, при этом получали жидкую дисперсию углеродной сажи/ПТФЭ, имеющую содержание твердых веществ 13% по массе. Количество добавленной жидкой дисперсии ПТФЭ задавали так, что в жидкой дисперсии углеродной сажи/ПТФЭ содержалось количество ПТФЭ, соответствующее 40% по массе по отношению к 100% по массе содержания в ней твердых веществ.
(b) Превращение в твердое тело (электроосаждение)
Жидкую дисперсию углеродной сажи/ПТФЭ, полученную согласно описанному выше, помещали в ванну для миграционного электроосаждения и подвергали электрофоретическому электроосаждению в течение трех минут при напряжении на ванне 60 В, при этом получали электроосажденный твердый продукт, имеющий толщину 3 мм.
В качестве анода для миграционного электроосаждения использовали покрытый платиной титановый электрод, а в качестве катода для миграционного электроосаждения использовали никелевую сталь.
(c) Формирование смешанной спеченной массы
Электроосажденный твердый продукт сушили в сушилке с горячим воздухом в течение 15 минут при 80°C. Затем высушенный продукт обжигали и спекали в печи с электрическим нагревом для спекания в течение двух часов при 360°C, при этом получали смешанную спеченную массу. Температура плавления ПТФЭ, служащего в качестве частиц связующего, составляет 327°C.
(2) Измельчение спеченной массы
Смешанную спеченную массу измельчали в измельчителе, а затем сортировали с использованием сита, получая порошок из кластеров углеродной сажи и ПТФЭ с диаметром частиц от 50 мкм до 150 мкм.
(3) Изготовление слоя 2 проводящих микрочастиц
Порошком заполняли матрицу для горячего прессования и подвергали его горячему прессованию в течение 60 секунд при давлении 50 кг/см2 и при температуре 360°C, при этом получали спеченную массу в форме листа. Спеченную массу в форме листа устанавливали в большом микротоме и нарезали до толщины 50 мкм лезвием из карбида вольфрама, при этом получали слой 2 проводящих микрочастиц.
Фиг.8 показывает результат, полученный при наблюдении полученного слоя проводящих микрочастиц с использованием сканирующего электронного микроскопа (СЭМ). Как показано на фиг.8, было подтверждено, что слой 2 проводящих микрочастиц имел структуру, в которой сплошь образовались кластеры углеродной сажи и/или ПТФЭ, и что в зазорах между кластерами образовались многочисленные первые поры 3. Также было подтверждено, что внутри кластеров углеродной сажи и/или ПТФЭ образовались многочисленные вторые поры 4.
По приведенным выше результатам наблюдений можно было подтвердить, что даже тогда, когда кластеры твердой, компактной углеродной сажи и/или ПТФЭ заполняют в матрицу и подвергают горячему прессованию, частицы связующего и углерода внутри кластеров не мигрируют, и поэтому сами кластеры не деформируются так, чтобы заполнялись зазоры между кластерами. Кроме того, было подтверждено, что кластеры не уменьшились в размере частиц так, чтобы образовались микрочастицы, и первые поры 3 и вторые поры 4 остаются между кластерами и внутри кластеров соответственно. Также было подтверждено, что по существу не наблюдались волокна ПТФЭ в слое 2 проводящих микрочастиц.
(4) Соединение слоя 2 проводящих микрочастиц и слоя 1 основного материала
В качестве слоя 1 основного материала подготовили углеродную бумагу (TGP-H-060, производится Toray, толщина: 200 мкм). Слой 2 проводящих микрочастиц из (3) и слой 1 основного материала соединяли горячим прессованием, при этом получали газодиффузионный слой 10. Горячее прессование осуществляли в течение 60 секунд при давлении 20 кг/см2 и при температуре 340°C.
Второй пример
Во время приготовления жидкой дисперсии углеродной сажи/ПТФЭ количество жидкой дисперсии ПТФЭ, добавляемой к жидкой дисперсии углеродной сажи, задавали так, что в жидкой дисперсии углеродной сажи/ПТФЭ содержалось количество ПТФЭ, соответствующее 30% по массе по отношению к 100% по массе содержания в ней твердых веществ. В остальном, газодиффузионный слой 10 изготавливали по тем же описаниям, как и в первом примере.
Третий пример
Во время измельчения спеченной массы диаметр отсортированных частиц спеченной массы задавали на 25 мкм - 38 мкм. В остальном, газодиффузионный слой 10 изготавливали по тем же описаниям, как и в первом примере.
Четвертый пример
Во время измельчения спеченной массы диаметр отсортированных частиц спеченной массы задавали на 150 мкм - 250 мкм. В остальном, газодиффузионный слой 10 изготавливали по тем же описаниям, как и в первом примере.
Пятый пример
Во время приготовления жидкой дисперсии углеродной сажи/ПТФЭ в струйной мельнице средний диаметр частицы у вторичных частиц (частиц, образующихся, когда коагулируют первичные частицы) из частиц углеродной сажи задавали равным 1 мкм. В остальном, газодиффузионный слой 10 изготавливали по тем же описаниям, как и в первом примере.
Далее, будут описаны первый-третий сравнительные примеры газодиффузионного слоя, не относящегося к данному изобретению.
Первый сравнительный пример
Приготавливали жидкую дисперсию углеродной сажи/ПТФЭ, идентичную дисперсии из первого примера. Жидкую дисперсию наносили на алюминиевую фольгу с использованием простого устройства для нанесения покрытий, а затем обжигали в течение двух часов при 360°C с получением смешанной спеченной массы.
Смешанную спеченную массу размещали на углеродной бумаге и соединяли с ней горячим прессованием. Горячее прессование осуществляли в течение 60 секунд при давлении 20 кг/см2 и при температуре 340°C. Затем алюминиевую фольгу удаляли, получая газодиффузионный слой.
Второй сравнительный пример
Во время приготовления жидкой дисперсии углеродной сажи/ПТФЭ количество жидкой дисперсии ПТФЭ, добавляемой к жидкой дисперсии углеродной сажи, задавали так, что в жидкой дисперсии углеродной сажи/ПТФЭ содержалось количество ПТФЭ, соответствующее 60% по массе по отношению к 100% по массе содержания в ней твердых веществ. В остальном, газодиффузионный слой 10 изготавливали по тем же описаниям, как и в первом примере.
Третий сравнительный пример
Во время измельчения спеченной массы диаметр отсортированных частиц спеченной массы задавали на 150 мкм-180 мкм. В остальном, газодиффузионный слой 10 изготавливали по тем же описаниям, как и в первом примере.
Первый-пятый примеры и первый-третий сравнительные примеры, описанные выше, оценивали с использованием следующего способа.
Измерение распределения пор
Используя слои проводящих микрочастиц, полученные в первом-пятом примерах и первом-третьем сравнительных примерах, распределение пор измеряли полусухим способом с использованием порометра Perm-Porometer (производится PMI).
Результаты измерений показаны в таблице 1 и на фиг.9-16. Кроме того, по результатам измерений распределения пор определяли пиковый диапазон первых пор 3 и размер D1 пор, имеющих максимальную объемную долю, пиковый диапазон вторых пор 4 и размер пор, имеющих максимальную объемную долю, и объемную долю пор. Пиковый диапазон пор представляет собой площадь поверхности выпуклой части пика размеров пор или, другими словами, диапазон размеров пор, включающий по меньшей мере 50% от проинтегрированной величины кривой распределения размеров пор. Объемная доля пор представляет собой отношение объема вторых пор 4 к общему объему пор слоя проводящих микрочастиц. Объем пор у вторых пор 4 вычисляли интегрированием по пиковому диапазону пор.
θ1 (°)
тельный
пример № 1
тельный
пример № 2
тельный
пример № 3
Исходя из таблицы 1 и фиг.9-16, подтверждены пики соответственно в распределении пор для первых пор 3 и распределении пор для вторых пор 4 в первом-пятом примерах и во втором и третьем сравнительных примерах, и было подтверждено, что сформирован слой проводящих микрочастиц с большим количеством первых пор 3 в первом диапазоне размеров пор от 0,5 мкм до 50 мкм и большим количеством вторых пор 4 во втором диапазоне размеров пор от 0,05 мкм до 0,5 мкм. С другой стороны, в первом сравнительном примере не существует пика размеров пор в первом диапазоне размеров пор, и в слое проводящих микрочастиц образовалось лишь большое количество вторых пор 4 во втором диапазоне размеров пор от 0,05 мкм до 0,5 мкм.
Во втором примере использовали жидкую дисперсию, содержавшую 30% по массе ПТФЭ, и поэтому вторые поры 4 внутри кластеров были не заполнены, что приводит к увеличению объемной доли вторых пор 4.
С другой стороны, в третьем сравнительном примере, как показано в таблице 1, капиллярная сила F1 у первых пор 3 не находилась в предписанном диапазоне по данному изобретению по отношению к капиллярной силе F2 у пор в слое 1 основного материала. Во втором сравнительном примере использовали жидкую дисперсию, содержавшую 60% по массе ПТФЭ, и поэтому вторые поры 4 внутри кластеров были заполнены, в результате чего объемная доля вторых пор 4 падает ниже предписанного диапазона по данному изобретению.
Размер D2 пор, имеющих максимальную объемную долю из пор 11 в слое 1 основного материала, определяли измерением распределения пор углеродной бумаги (TGP-H-060, производится Toray), используемой в качестве слоя 1 основного материала. Результаты измерений показаны на фиг.17.
Измерение контактного угла
Используя слои проводящих микрочастиц, полученные в первом-пятом примерах и первом-третьем сравнительных примерах, измеряли контактный угол θ1 слоя проводящих микрочастиц с помощью способа капли жидкости, в котором каплю воды капали на поверхность слоя проводящих микрочастиц и измеряли угол этой капли воды. Диаметр используемой при измерении капли воды составлял 12 мкм.
Используя такой же способ, измеряли контактный угол θ2 углеродной бумаги (TGP-H-060, производится Toray), используемой в качестве слоя основного материала.
Таблица 1 показывает контактные углы θ1, θ2 из первого-пятого примеров и первого-третьего сравнительных примеров.
Капиллярные силы F1 и F2 вычисляли по измеренным значениям размера D1 пор, имеющих максимальную объемную долю из первых пор 3, размера D2 пор, имеющих максимальную объемную долю из пор 11 в слое 1 основного материала, контактного угла θ1 слоя 2 проводящих микрочастиц и контактного угла θ2 слоя 1 основного материала. Здесь, в качестве поверхностного натяжения γ воды использовали значение 0,072 ньютона (Н)/м, которое представляет собой значение при 25°C. Результаты вычисления показаны в таблице 1.
Из таблицы 1 было подтверждено, что в отношении газодиффузионных слоев 10 первого-пятого примеров капиллярная сила F1 слоя 2 проводящих микрочастиц была меньше, чем капиллярная сила F2 слоя 1 основного материала. С другой стороны, в третьем сравнительном примере было подтверждено, что капиллярная сила F1 слоя 2 проводящих микрочастиц была больше, чем капиллярная сила F2 слоя 1 основного материала.
Оценка генерирования электроэнергии
Используя соответствующие газодиффузионные слои, изготовленные в первом-пятом примерах и первом-третьем сравнительных примерах, изготавливали мембранно-электродные узлы (МЭУ) в следующей последовательности, после чего измеряли рабочие характеристики генерирования электроэнергии МЭУ-узлами.
(1) Изготовление слоя электродного катализатора
Катализаторную краску приготавливали смешиванием и диспергированием несущего платину углерода (TEC10E50E, производится Tanaka Kikinzoku Kogyo Ltd., содержание платины: 50% по массе), текучей среды с твердым полимерным электролитом (раствор NAFION DE520, производится Du Pont, содержание электролита 5% по массе), чистой воды и изопропилового спирта при массовом отношении 1:1:5:5 в стеклянной емкости, помещенной в водяную баню, установленную на 25°C, в течение одного часа с использованием гомогенизатора.
Катализаторную краску наносили на одну поверхность листа тефлона с использованием устройства трафаретной печати и сушили в течение шести часов в атмосфере при 25°C, при этом на листе тефлона сформировали слой катализатора, содержащий 0,4 мг платины на 1 см2 площади поверхности.
(2) Сборка МЭУ и топливного элемента
(1) Два слоя электродного катализатора, созданных в (1), размещали на каждой стороне мембраны из твердого полимерного электролита, сформированной из NAFION 211®, а затем подвергали горячему прессованию под давлением два мегапаскаля (МПа) при температуре 130°C в течение десяти минут. Затем лист тефлона отслаивали, при этом был создан МЭУ.
Изготовленные заранее газодиффузионные слои ламинировали на обе поверхности полученного МЭУ так, что слои основного материала обращены наружу, после чего ламинированное тело прокладывали между графитовыми сепараторами, а затем между токосъемниками из нержавеющей стали с золотым покрытием. Таким образом, создали топливный элемент для оценки.
(3) Оценка топливного элемента
Используя соответствующие топливные элементы для оценки в соответствии с первым-пятым примерами и первым-третьим сравнительными примерами, осуществляли испытание на генерирование электроэнергии при следующих условиях. Испытание осуществляли посредством подачи водорода на анод при расходе, в 1,25 раза превышавшем теоретическое значение расхода водорода, и подачи воздуха на катод при расходе, в 1,43 раза превышавшем теоретическое значение расхода воздуха. Теоретическое значение представляет собой расход водорода или кислорода, необходимый для протекания тока через топливный элемент. Относительная влажность анодной атмосферы и катодной атмосферы во время испытания составляла 100%, а температура топливного элемента составляла 50°C.
Фиг.18-25 показывают результаты оценки генерирования электроэнергии. Как показано на фиг.18-22, топливные элементы, использующие газодиффузионные слои в соответствии с первым-пятым примерами, сохраняли высокое напряжение при высокой плотности тока даже в условиях высокой влажности, при которых склонно происходить затопление, и поэтому продемонстрировали выгодные рабочие характеристики.
С другой стороны, было подтверждено, что в топливном элементе, использующем газодиффузионный слой в соответствии с первым сравнительным примером, напряжение уменьшалось при высокой плотности тока, вызывая затопление. В газодиффузионном слое в соответствии с первым сравнительным примером первые поры 3 в слое проводящих микрочастиц отсутствуют, и поэтому проходы для воды и проходы для газа не разделены. Следовательно, даже когда имеется большое количество пор малого диаметра, не может легко достигаться диспергирование газа.
В отношении топливных элементов, использующих газодиффузионные слои в соответствии с первым-пятым примерами и вторым сравнительным примером, определили предельную плотность тока по графикам, показанным на фиг.18-22 и фиг.24. Кроме того, по фиг.9-13 и фиг.15 определили размер пор, имеющих максимальную объемную долю из вторых пор 4. Фиг.26 показывает определенное таким образом сочетание предельной плотности тока и размера пор, имеющих максимальную объемную долю из вторых пор 4.
Во втором сравнительном примере, как показано на фиг.15, хотя и образовались первые поры 3 и вторые поры 4, размер пор, имеющих максимальную объемную долю из вторых пор 4, является малым. Поэтому в топливном элементе, использующем газодиффузионный слой в соответствии со вторым сравнительным примером, было подтверждено, что напряжение уменьшалось при высокой плотности тока. Хотя во втором сравнительном примере проходы для газа могут отделяться от проходов для воды, объемная доля вторых пор 4 для диспергирования газа является малой, и поэтому напряжение уменьшалось при высокой плотности тока.
Обращаясь к фиг.26, в отношении первого-пятого примеров можно видеть, что предельная плотность тока увеличивается по мере того, как увеличивается объемная доля вторых пор 4, что приводит к улучшению рабочих характеристик топливного элемента. В газодиффузионных слоях второго-пятого примеров, в которых объемная доля вторых пор 4 больше, чем в первом примере, характеристика диспергирования кислорода выше, чем у газодиффузионного слоя в соответствии с первым примером, что приводит к увеличению предельной плотности тока.
Как показано в таблице 1, хотя в газодиффузионном слое в соответствии с третьим сравнительным примером образовались первые поры 3 и вторые поры 4, капиллярная сила F1 слоя проводящих микрочастиц больше, чем капиллярная сила F2 слоя основного материала. Поэтому в топливном элементе, использующем газодиффузионный слой в соответствии с третьим сравнительным примером, напряжение уменьшается при высокой плотности тока. Следовательно, даже в случае, когда проходы для газа отделяются от проходов для воды и обеспечивается достаточная объемная доля по отношению ко вторым порам 4 для диффузии газа, как в газодиффузионном слое в соответствии с третьим сравнительным примером, если капиллярная сила F1 у первых пор 3 в слое проводящих микрочастиц больше, чем капиллярная сила F2 у пор в слое основного материала, жидкая вода не перемещается легко из слоя проводящих микрочастиц в слой основного материала.
Как описано выше, топливный элемент, который использует газодиффузионный слой согласно данному изобретению, в котором ограничены распределение размеров пор, контактный угол и капиллярная сила пор, способен поддерживать высокое напряжение, не вызывая затопления при высокой плотности тока, в противоположность топливному элементу, использующему обычный газодиффузионный слой. В результате, продемонстрированы его выгодные рабочие характеристики в качестве топливного элемента.
В газодиффузионном слое 10 согласно данному изобретению улучшение характеристики дренирования достигается посредством формирования первых пор 3 и вторых пор 4 с различными капиллярными силами в слое 2 проводящих микрочастиц так, что проходы для воды отделяются от проходов для газа. Кроме того, делая капиллярную силу у первых пор 3 меньшей, чем капиллярная сила у пор 11 в слое 1 основного материала, облегчают перемещение воды из слоя 2 проводящих микрочастиц в слой 1 основного материала. Следовательно, газодиффузионный слой 10 согласно данному изобретению привносит выгодный эффект с точки зрения предотвращения затопления в топливном элементе.
Относительно вышеприведенного описания, содержания заявки 2008-247729, с датой подачи 26 сентября 2008 года в Японии, и заявки 2009-148052, с датой подачи 22 июня 2009 года в Японии, включены сюда по ссылке.
Выше были описаны несколько конкретных вариантов осуществления данного изобретения, но данное изобретение не ограничивается вышеприведенными вариантами осуществления, и специалист в данной области техники сможет применить различные изменения и модификации этих вариантов осуществления в рамках технической сущности формулы изобретения.
Промышленная применимость
Как описано выше, данное изобретение дает выгодный эффект при применении в топливном элементе с полимерным электролитом, установленном в транспортном средстве.
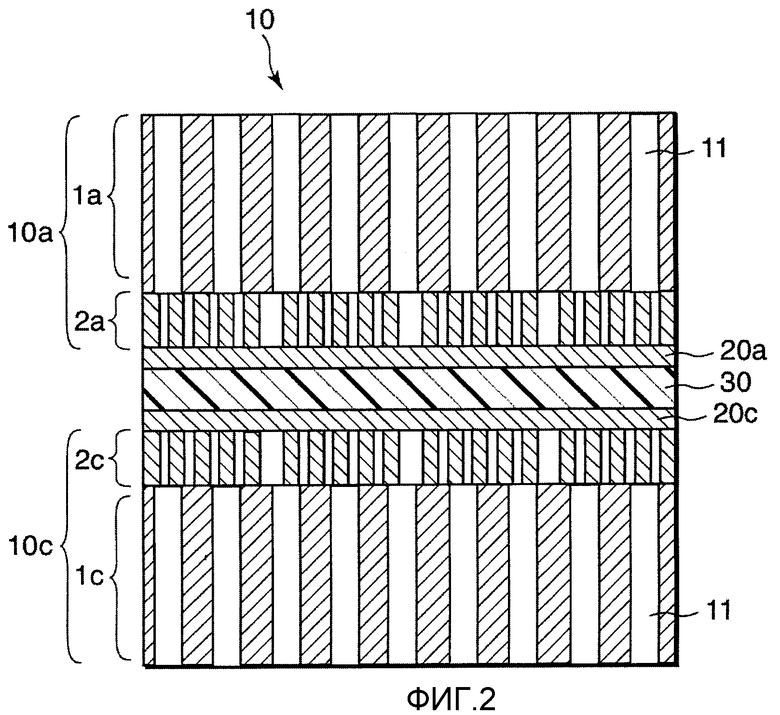
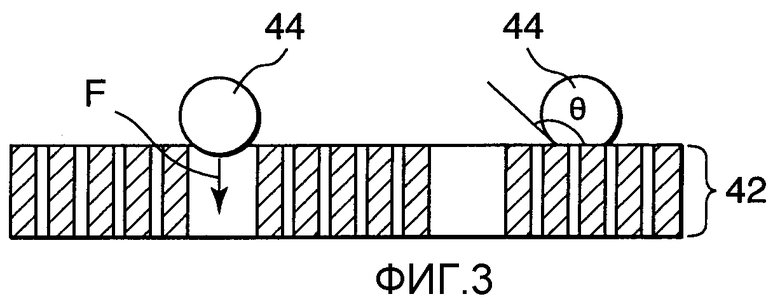
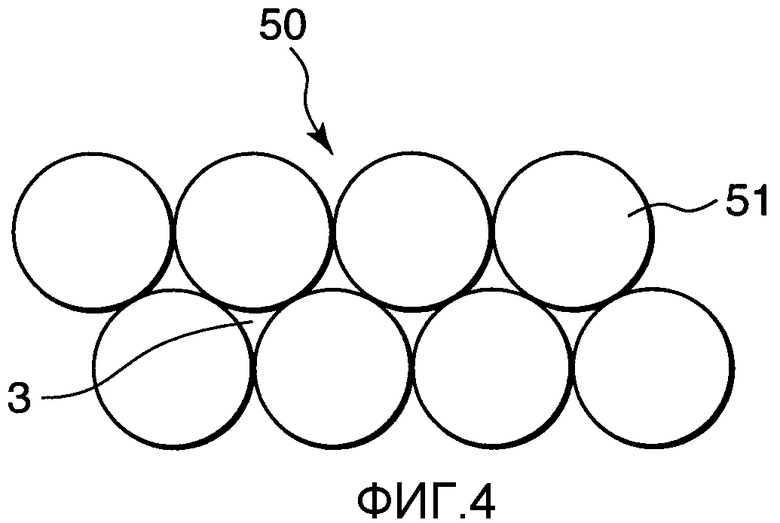
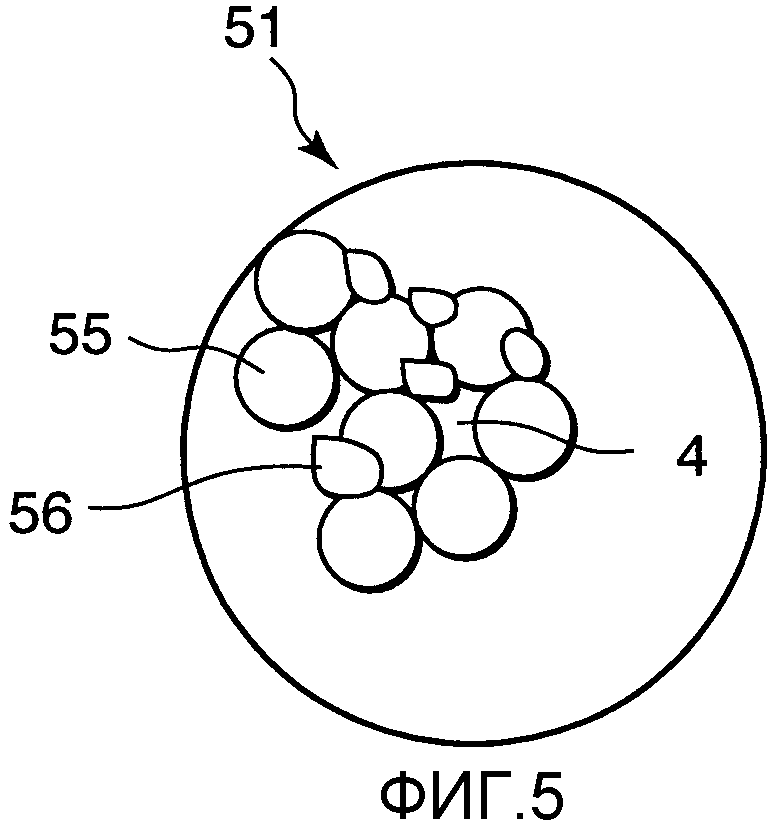
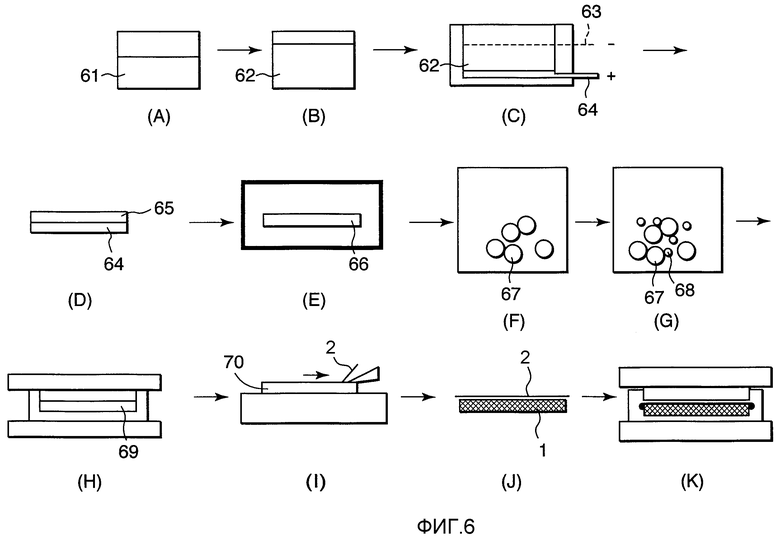
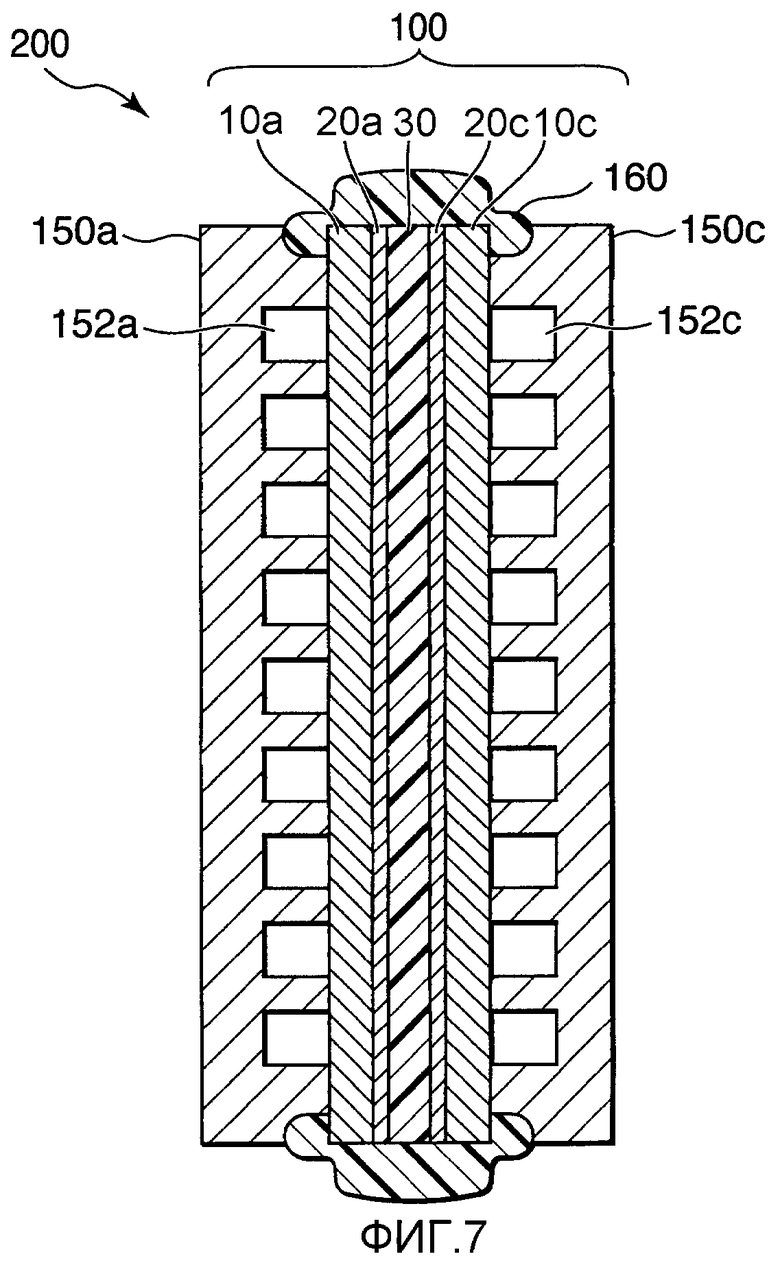
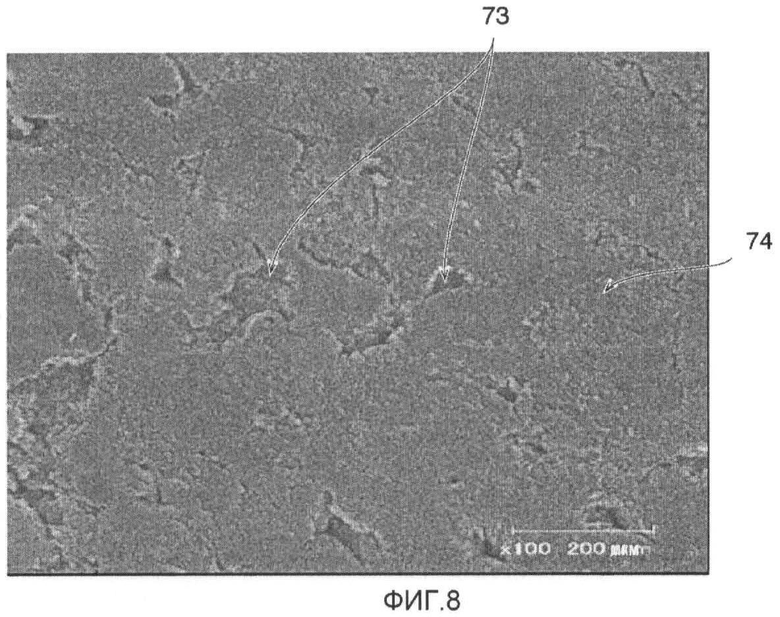
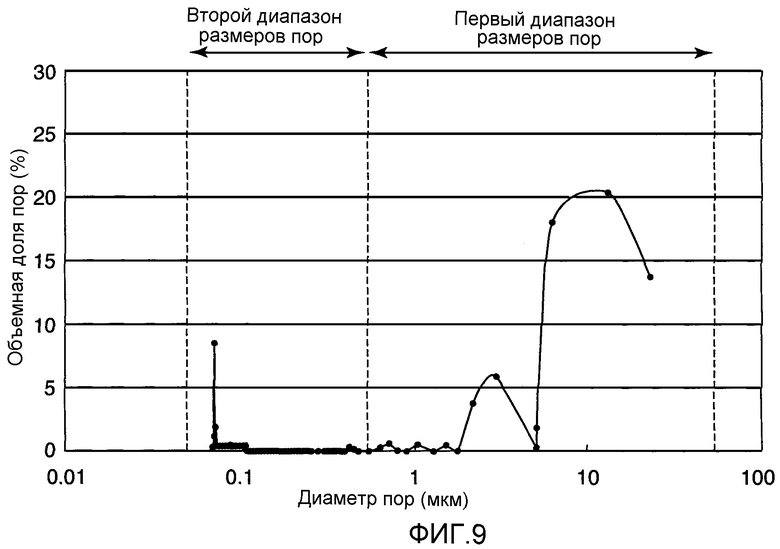
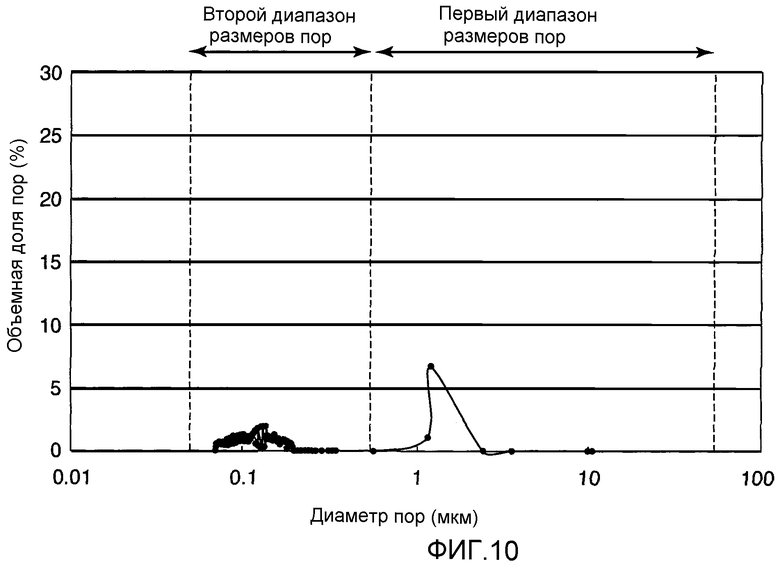
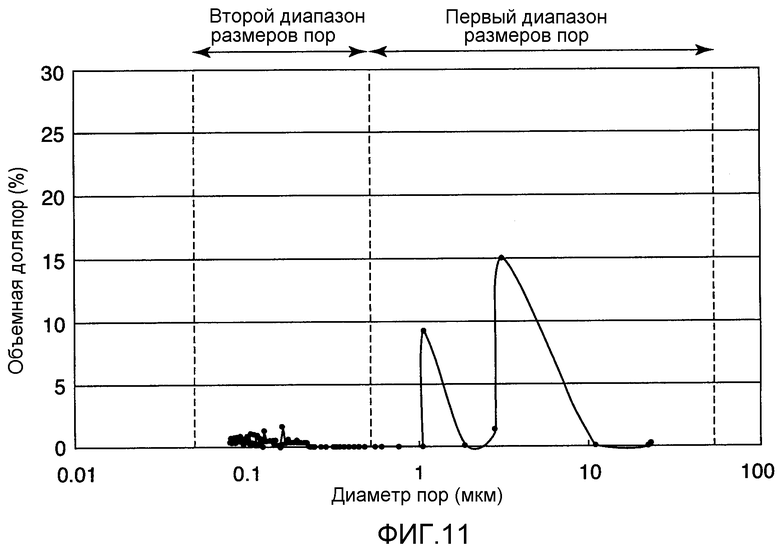
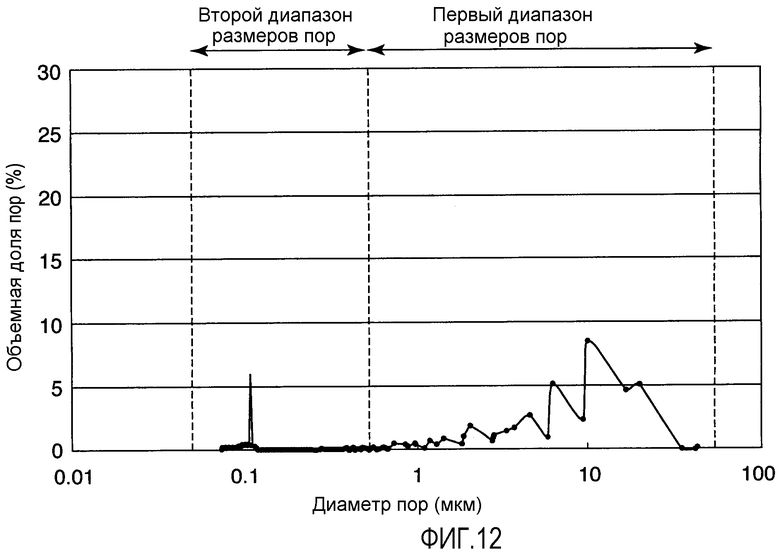

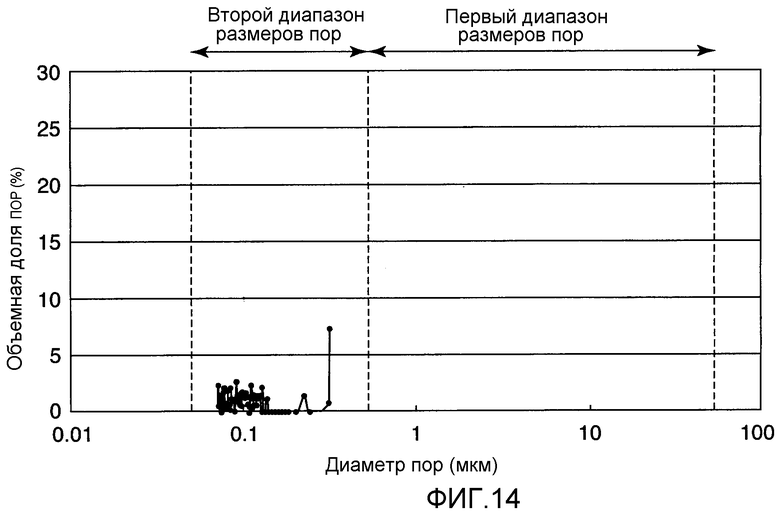
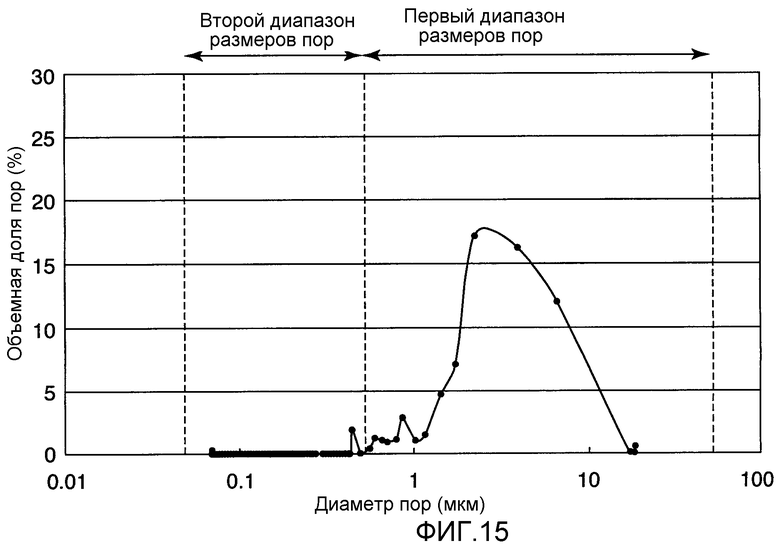
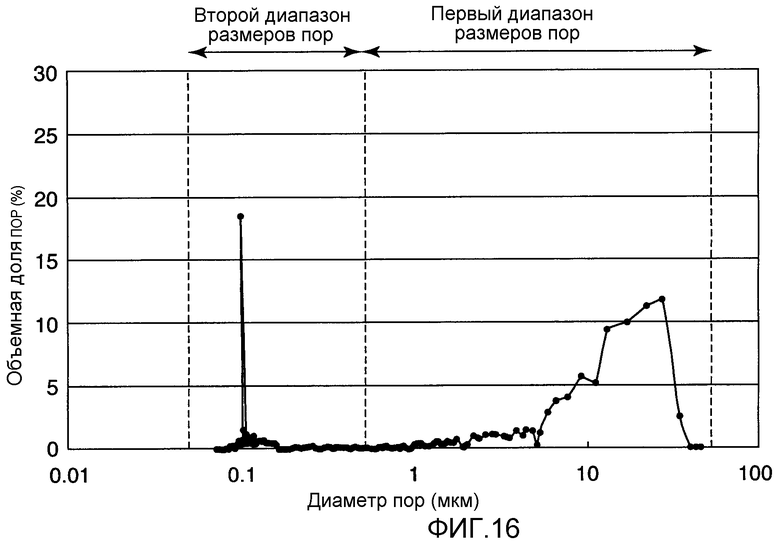
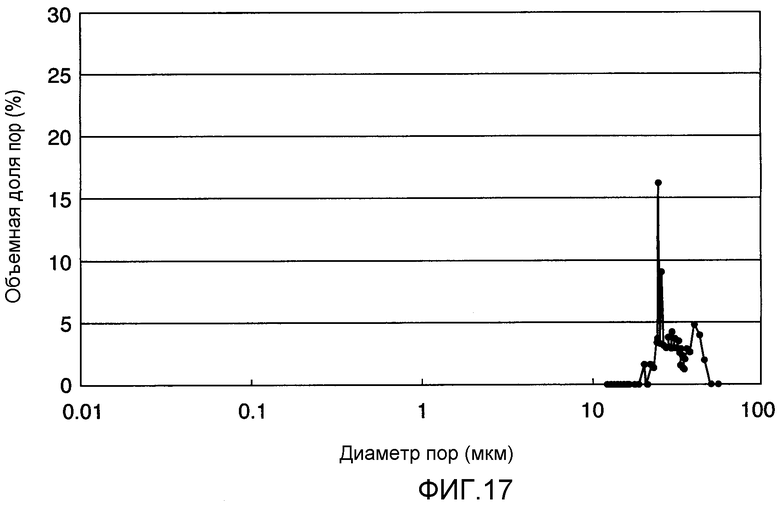
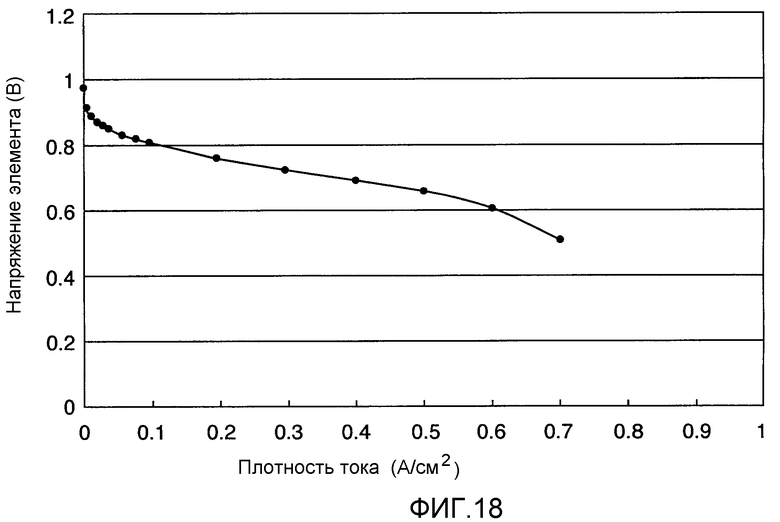
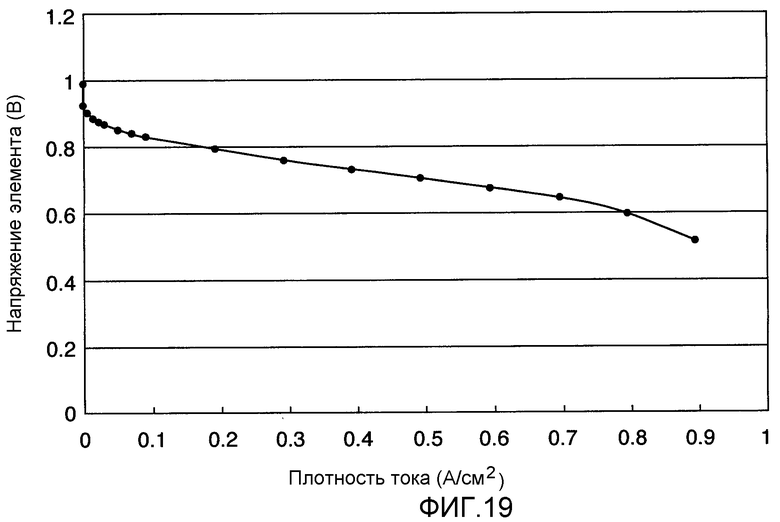
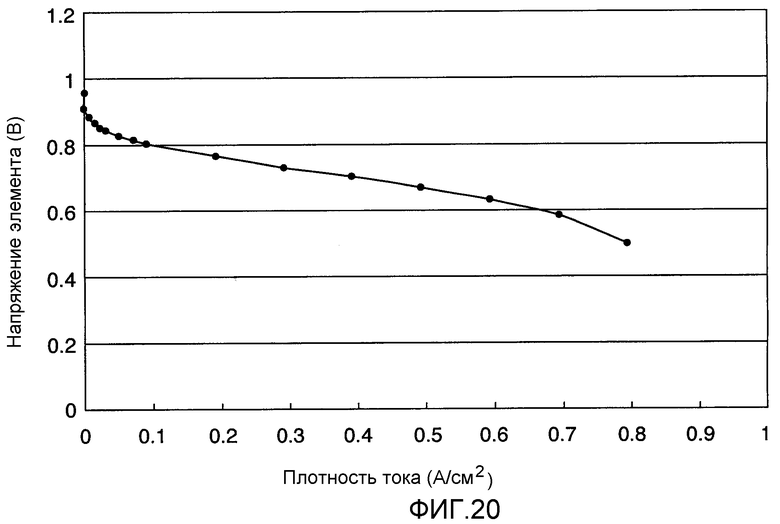
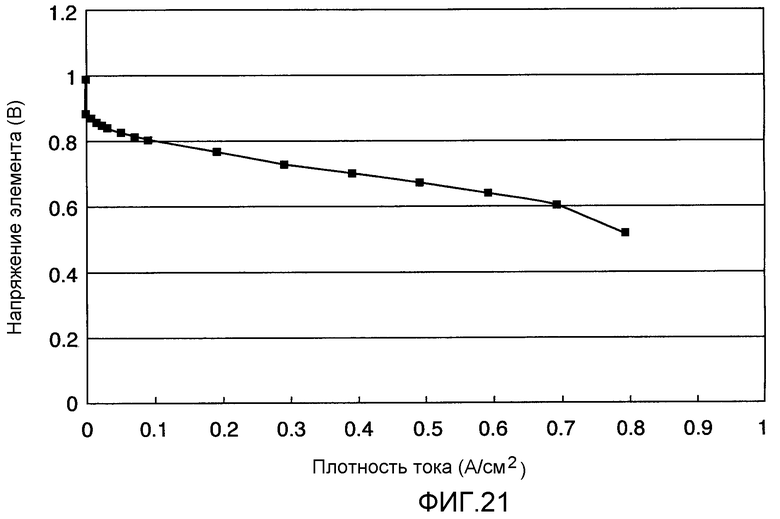
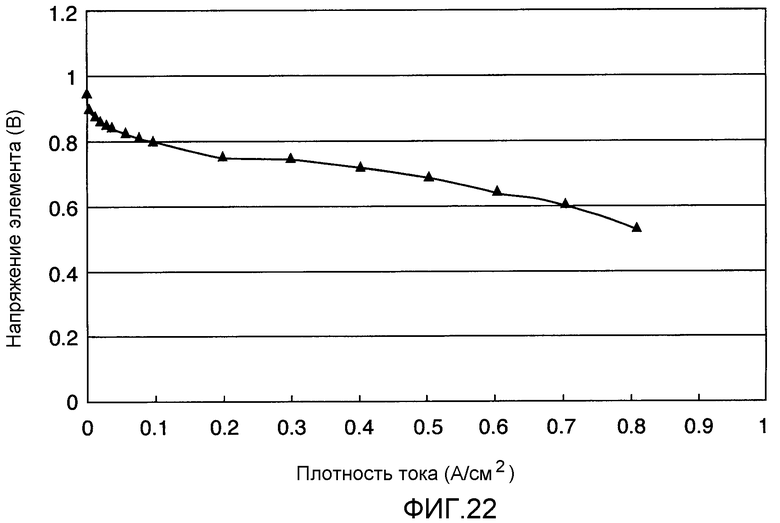
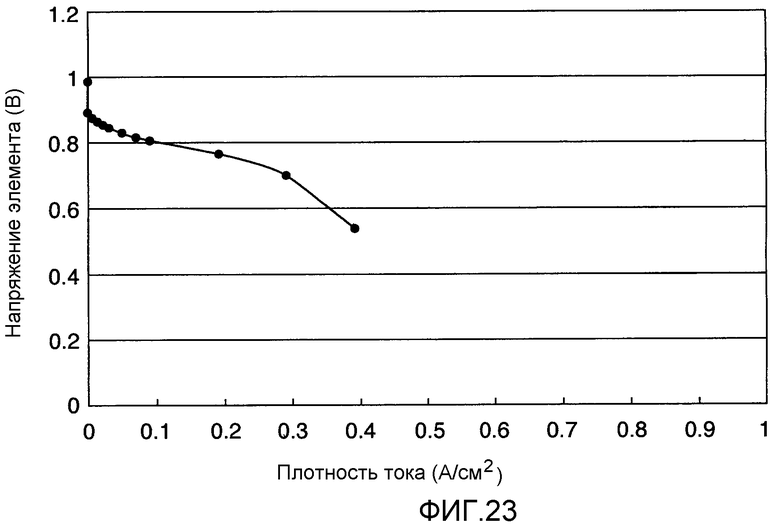
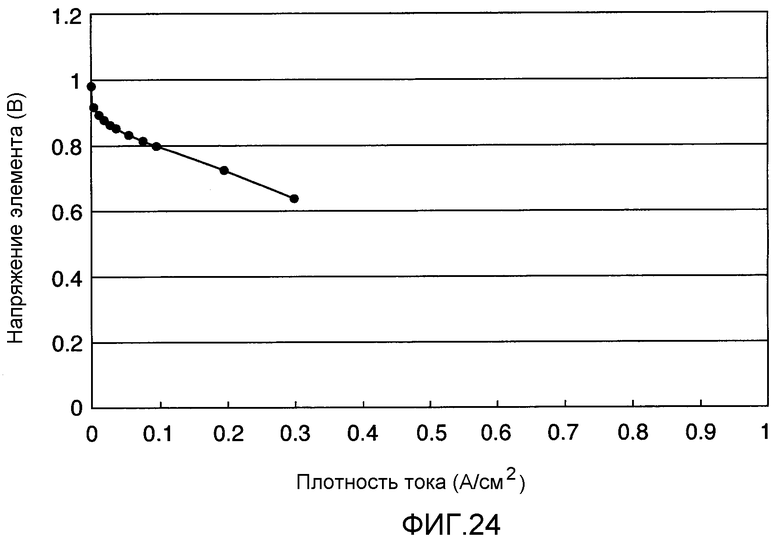
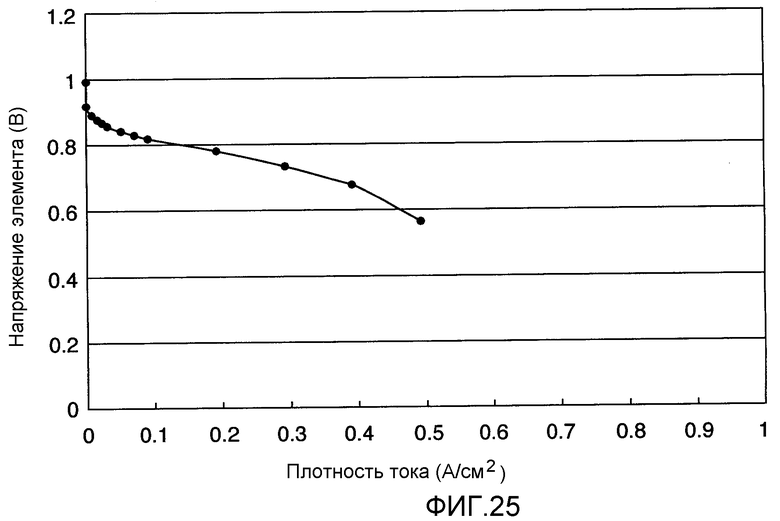
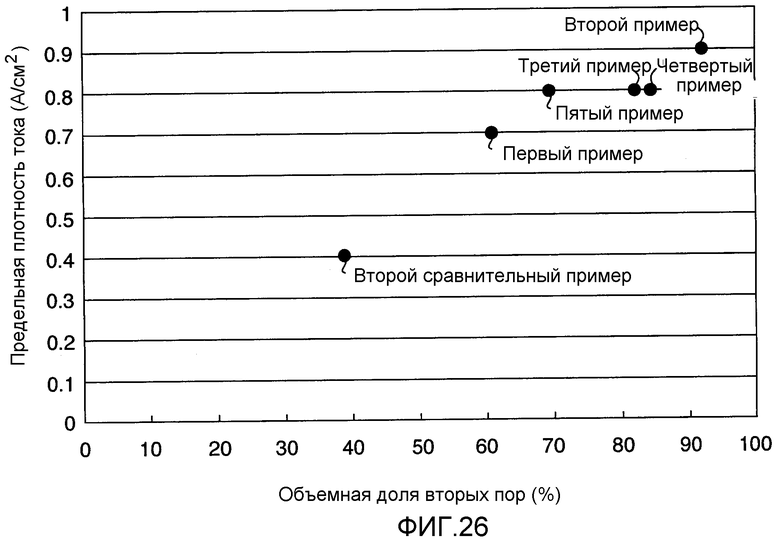
Изобретение относится к улучшению характеристик дренирования газодиффузионного слоя для топливного элемента. Газодиффузионный слой для топливного элемента содержит слой проводящих микрочастиц и слой основного материала. Слой проводящих микрочастиц формируют с первыми порами не менее 0,5 мкм и не более 50 мкм и вторыми порами не менее 0,05 мкм и менее 0,5 мкм. Также формируют поры в слое основного материала. Общий объем вторых пор составляет не менее 50% и менее 100% от общего объема всех пор в слое проводящих микрочастиц. При правильном задании размера D1 пор, имеющих максимальную объемную долю среди первых пор, проходы для воды образуются в первых порах отдельно от проходов для газа, образующихся во вторых порах. Изобретение позволяет создать новую структуру для отделения проходов для воды от проходов для газа в газодиффузионном слое. 3 н. и 2 з.п. ф-лы, 26 ил., 1 табл.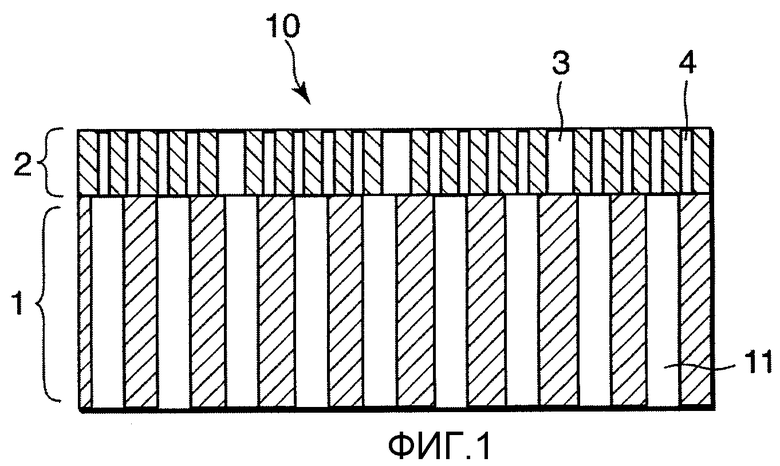
1. Газодиффузионный слой (10) для топливного элемента, содержащий слой (2) проводящих микрочастиц и слой (1) основного материала, которые ламинированы вместе,
при этом слой (1) основного материала содержит множество пор (11), пронизывающих слой основного материала в направлении ламинирования, слой (2) проводящих микрочастиц содержит множество первых пор (3) и множество вторых пор (4), пронизывающих слой (2) проводящих микрочастиц в направлении ламинирования, причем первые поры (3) существуют в пределах первого диапазона размеров пор не менее 0,5 мкм и не более 50 мкм, а вторые поры (4) существуют в пределах второго диапазона размеров пор не менее 0,05 мкм и менее 0,5 мкм,
общий объем вторых пор (4) составляет не менее 50% и менее 100% от общего объема всех пор (3, 4) в слое (1) проводящих микрочастиц, и размер D1 пор, имеющих максимальную объемную долю среди первых пор (3), удовлетворяет соотношениям следующего уравнения (А), следующего уравнения (В) и следующего уравнения (С):
где F1 - капиллярная сила, действующая на поры, имеющие максимальную объемную долю среди первых пор (3);
F2 - капиллярная сила, действующая на поры, имеющие максимальную объемную долю среди пор (11) в слое основного материала;
γ - поверхностное натяжение воды;
θ1 - контактный угол между слоем (2) проводящих микрочастиц и водой;
θ2 - контактный угол между слоем (1) основного материала и водой;
D1 - paзмер пор, имеющих максимальную объемную долю среди первых пор (3), и
D2 - размер пор, имеющих максимальную объемную долю среди пор (11) в слое основного материала.
2. Газодиффузионный слой (10) для топливного элемента по п.1, при этом слой (2) проводящих микрочастиц включает в себя множество кластеров (51), состоящих из частиц (55) углерода и частиц (56) связующего,
первые поры (3) образованы между множеством кластеров (51), и
вторые поры (4) образованы внутри соответствующих кластеров (51) между частицами (55) углерода, между частицами (55) углерода и частицами (56) связующего или между частицами (56) связующего.
3. Газодиффузионный слой (10) для топливного элемента по п.2, при этом частицы (56) связующего представляют собой частицы политетрафторэтилена.
4. Мембранно-электродный узел (100), содержащий газодиффузионный слой (10) для топливного элемента по любому из пп.1-3.
5. Топливный элемент (200), содержащий мембранно-электродный узел (100) по п.4.
| ГАЗОДИФФУЗИОННЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 1995 |
|
RU2074459C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ С ГРАДИЕНТНО-ПОРИСТОЙ СТРУКТУРОЙ | 2006 |
|
RU2303837C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ И БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2328060C1 |
| JP 2007242378 А, 20.09.2007 | |||
| JP 2007234469 А, 13.09.2007. | |||

