Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении осесимметричных полых изделий с отверстием в донной части.
Известен способ изготовления полых изделий с отверстием в донной части [1]. Способ осуществляют следующим образом. Вырубают плоскую заготовку с отверстием, размеры которого меньше размеров отверстия в донной части готового изделия. После этого производят предварительную вытяжку до достижения предельно допустимой деформации на кромке отверстия. После этого удаляют (вырезают) наиболее упрочненный материал краевой части заготовки вблизи отверстия и осуществляют окончательную вытяжку до получения готового изделия.
Недостатками известного способа являются: во-первых - удаление упрочненной краевой части отверстия вырезкой, во-вторых - увеличение диаметра отверстия в процессе деформирования заготовки ведет к интенсивному утонению материала в донной части и на участке округления кромки пуансона. Вырезка, как и пробивка, характеризуется наличием зоны скола на кромке отверстия, поэтому эти способы получения отверстия увеличивают расчетное значение коэффициента отбортовки [2]. Интенсивное утонение ограничивает предельно допустимую степень деформации, снижает точностные и эксплуатационные характеристики готового изделия [3].
Технический результат - расширение технологических возможностей совмещения операций вытяжки и отбортовки, уменьшение утонения за счет раздачи отверстия перед предварительной вытяжкой-отбортовкой и за счет удаления (развертка) упрочненной краевой части отверстия полуфабриката перед окончательной вытяжкой-отбортовкой.
Технический результат достигается тем, что после вырубки кольцевой заготовки, с диаметром отверстия, меньшим диаметра отверстия в донной части готового изделия, производят раздачу кромки отверстия, далее осуществляют формообразование плоской кольцевой заготовки с получением полуфабриката предварительной вытяжкой-отбортовкой до достижения предельно допустимой деформации на кромке отверстия путем растяжения волокон в тангенциальном направлении и сужении в поперечном направлении, затем удаляют наиболее упрочненный материал краевой части отверстия полуфабриката разверткой и осуществляют окончательную вытяжку-отбортовку до получения готового изделия.
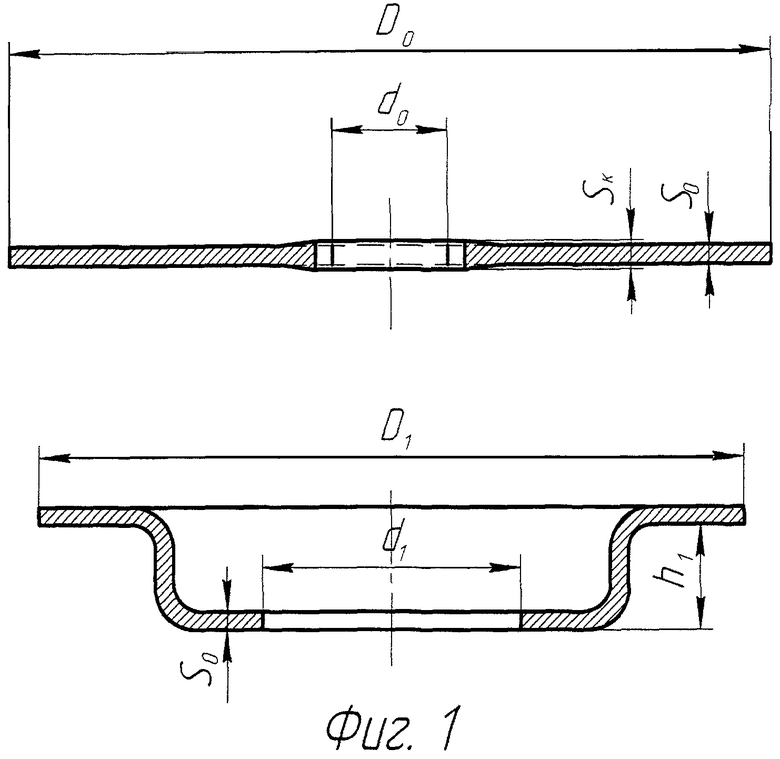
Сущность способа поясняется схемами, представленными на фигурах 1 и 2. На фиг.1 показана заготовка с элементом краевой части отверстия до и после операции раздачи, а также параметры полуфабриката после предварительной вытяжки-отбортовки. На фиг.2 показан полуфабрикат с удаленной наиболее упрочненной краевой частью отверстия разверткой и окончательная вытяжка-отбортовка.
Способ осуществляется следующим образом.
Сначала вырубают кольцевую заготовку с наружным диаметром D0 и диаметром отверстия d0, меньшим диаметра отверстия в донной части готового изделия. Затем производят раздачу кромки отверстия, увеличивая толщину краевой части заготовки Sк на 10÷15% по отношению к S0 - первоначальной толщины заготовки, что позволит при дальнейшем формообразовании снизить степень утонения в донной части полуфабриката. После этого осуществляют предварительную вытяжку-отбортовку до достижения предельно допустимой деформации на кромке отверстия (фиг.1). При этом размеры полуфабриката: D1 - диаметр фланца; d1 - диаметр отверстия; h1 - высота, а толщина кромки отверстия уменьшается с Sк до ~S0, т.е. без существенного утонения вследствие растяжения волокон в тангенциальном направлении и сужения в поперечном направлении при отбортовке [2], что обеспечивает повышение размерной точности изделий. После этого удаляют наиболее упрочненный материал краевой части отверстия полуфабриката разверткой (фиг.2) до размера промежуточного диаметра отверстия dпр, это позволяет увеличить допустимую степень деформации по сравнению с вырезкой. Например, коэффициент отбортовки при замене способа получения отверстия вырезкой на способ получения отверстия разверткой уменьшается на 7÷24% при относительных толщинах d0/S0, равных 100 и 10 соответственно [2]. Затем осуществляют окончательную вытяжку-отбортовку до получения готового изделия с диаметром фланца D2, диаметром отверстия d2 и высотой h2. Совместное протекание процессов вытяжки и отбортовки обеспечивается определенным соотношением параметров заготовки, полуфабриката и готового изделия, изменением усилия прижима фланцевой части заготовки [3].
Источники информации
1. Авторское свидетельство SU №1388145. Бюл. №14 от 15.04.88 г.
2. Зубцов М.Е. Листовая штамповка. - Л.: Машиностроение. Ленингр. отд., 1980 г. 432 с.
3. Суков М.В. Вытяжка и отбортовка осесимметричных деталей из анизотропных материалов/ диссертация на соискание ученой степени к.т.н. / Тула, 2009 г., 132 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПОЛЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ | 2013 |
|
RU2548865C9 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ В ПЛАНЕ КВАДРАТНЫХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ПУТЕМ СОВМЕЩЕНИЯ ВЫТЯЖКИ И ОТБОРТОВКИ | 2011 |
|
RU2490084C2 |
| Способ изготовления полых изделий с отверстием в донной части | 1986 |
|
SU1388145A1 |
| Способ изготовления стальных тонкостенных осесимметричных сосудов | 2018 |
|
RU2673591C1 |
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| Способ изготовления полых изделий | 1988 |
|
SU1611511A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ И ОТВЕРСТИЕМ В ДНЕ | 1991 |
|
RU2014929C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 1998 |
|
RU2131787C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении осесимметричных полых изделий с отверстием в донной части. Способ включает вырубку плоской кольцевой заготовки с диаметром отверстия, меньшим диаметра отверстия в донной части готового изделия, и ее формообразование с получением полуфабриката. После вырубки плоской кольцевой заготовки производят раздачу кромки отверстия. Формообразование плоской кольцевой заготовки с получением полуфабриката осуществляют предварительной вытяжкой-отбортовкой до достижения предельно допустимой деформации на кромке отверстия путем растяжения волокон в тангенциальном направлении и сужения в поперечном направлении. Затем удаляют наиболее упрочненный материал краевой части отверстия полуфабриката разверткой. Осуществляют окончательную вытяжку-отбортовку до получения готового изделия. В результате обеспечивается расширение технологических возможностей и уменьшение утонения. 2 ил.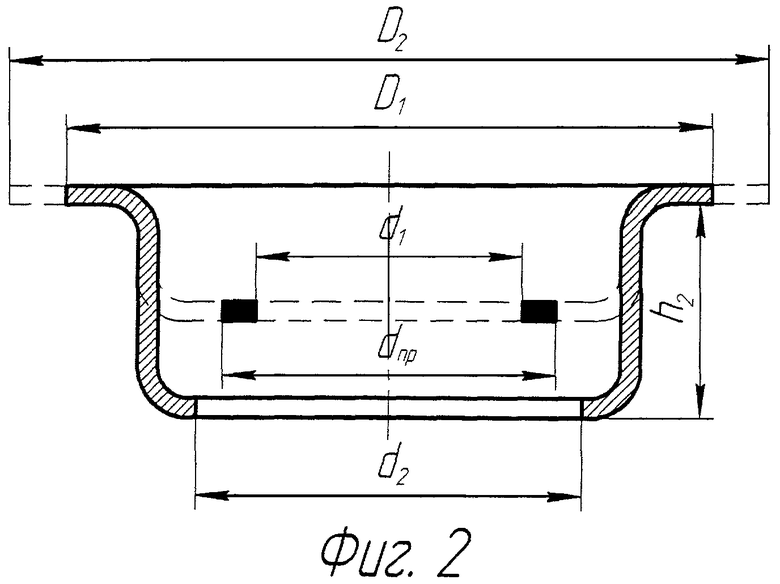
Способ изготовления полых осесимметричных изделий с отверстием в донной части, включающий вырубку плоской кольцевой заготовки с диаметром отверстия, меньшим диаметра отверстия в донной части готового изделия, и ее формообразование с получением полуфабриката, отличающийся тем, что после вырубки плоской кольцевой заготовки производят раздачу кромки отверстия, а формообразование плоской кольцевой заготовки с получением полуфабриката осуществляют предварительной вытяжкой-отбортовкой до достижения предельно допустимой деформации на кромке отверстия путем растяжения волокон в тангенциальном направлении и сужения в поперечном направлении, затем удаляют наиболее упрочненный материал краевой части отверстия полуфабриката разверткой и осуществляют окончательную вытяжку-отбортовку до получения готового изделия.
| Способ изготовления полых изделий с отверстием в донной части | 1986 |
|
SU1388145A1 |
| SU 1169256 A1, 27.10.1996 | |||
| Способ изготовления изделий типа втулок | 1977 |
|
SU619252A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2102178C1 |
| WO 2001092696 A2, 06.12.2001. | |||

