Изобретение относится к обработке металлов давлением, а именно к листовой штамповке, и может быть использовано при изготовлении сепараторов конических роликоподшипников.
Известен способ изготовления конических полых изделий с плоским фланцем и отверстием в дне, включающий вырубку круглой плоской заготовки, пробивку отверстия, отбортовку отверстия, предварительную вытяжку полого полуфабриката с фланцем и отверстием в дне с габаритами боковой поверхности, не превышающими габариты боковой поверхности готового изделия, и окончательное формоизменение.
Недостатком указанного способа является повышенный расход металла, связанный с тем, что при разряде радиусной зоны происходит увеличение радиальных габаритов фланца, и соответственно, припуска по наружному диаметру, удаляемого в отход при обрезке.
Для устранения указанного недостатка в способе изготовления конических полых изделий с плоским фланцем и отверстием в дне, включающем вырубку круглой плоской заготовки, пробивку отверстия, отбортовку отверстия, предварительную вытяжку полого полуфабриката с фланцем и отверстием в дне с габаритами боковой поверхности, не превышающими габариты боковой поверхности готового изделия, и окончательное формоизменение, последнюю операцию осуществляют путем формовки боковой поверхности и фланца полого полуфабриката одновременно с отбортовкой отверстия при защемленном фланце, после чего производят окончательную формовку дна.
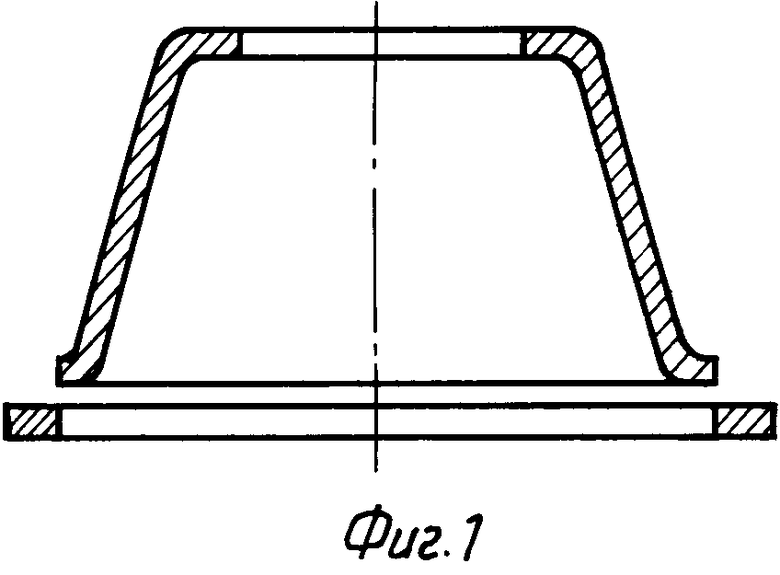
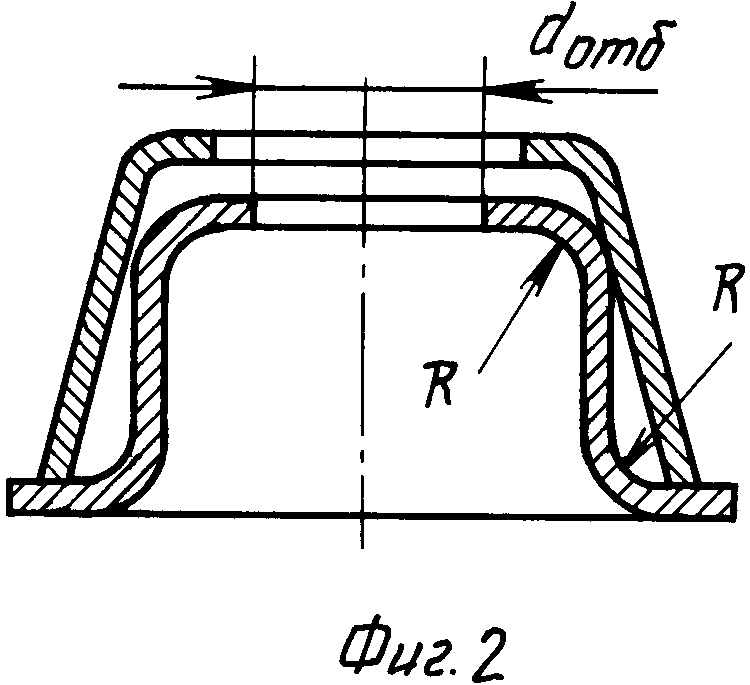
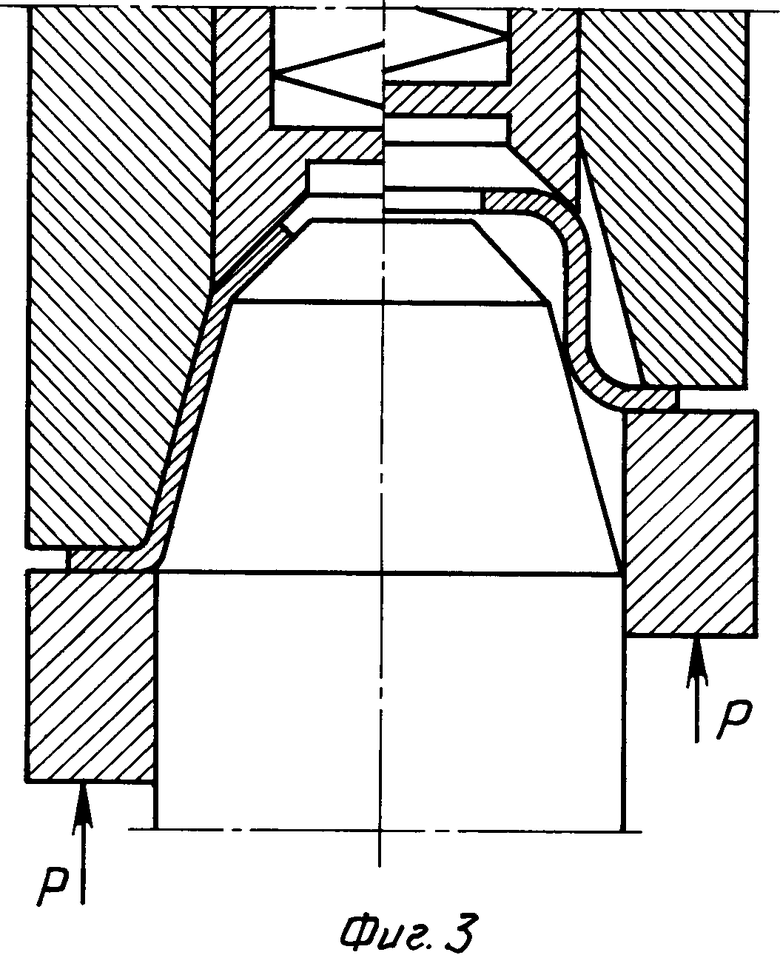
На фиг.1 изображено готовое изделие после обрезки технологических припусков; на фиг. 2 - полуфабрикат, полученный по предлагаемому способу (снаружи показаны габариты готового изделия); на фиг.3 - схема окончательного формоизменения.
Способ реализуется следующим образом.
Полуфабрикат изготавливают на высокопроизводительном многопозиционном пресс-автомате мод. АА 6136 усилием 4000 кН. На первой позиции пресса (боковой ползун) на стальной холоднокатаной ленте стали 08КП вырубают плоскую заготовку диаметром 196 мм. Заготовку с помощью шиберного устройства передают на позиции основного ползуна. На первой позиции производят вытяжку промежуточного полуфабриката (см. фиг.2). При этом с целью увеличения технологичности операции радиусы перехода от фланцевой и донной части к боковой поверхности выбраны максимально допустимыми из условия невыхода боковой поверхности полуфабриката за габариты изделия. В данном случае приняты радиусы, равные 10 мм, что значительно превышает минимально допустимые и способствует увеличению стойкости вытяжного инструмента.
Между позициями основного ползуна заготовки передают автоматическим грейдерным устройством.
На следующей позиции производят пробивку отверстия в донной части полуавтомата. Диаметр отверстия выбран из условия
dотв = dотб ˙Котб, где dотб - диаметр отверстия после отбортовки;
Котб - допустимый коэффициент отбортовки, обеспечивающий отсутствие трещин и разрывов по отбортованной кромке. В данном случае принят Котб = 0,83.
На следующей позиции производят отбортовку отверстия, формовку боковой поверхности и фланца (см. фиг. 3) с приложением защемляющего усилия Р к фланцу от буферного устройства пресса. На следующих трех позициях пресса производят окончательную формовку донной части изделия, обрезку припуска по фланцу и по кромке донного отверстия.
Реализация процесса по описанному способу позволила применять для изготовления сепаратора к подшипнику 7718АК1 ленту шириной 200 мм и толщиной 2 мм, вместо применяемой ранее ленты шириной 215 мм. Экономия металла при использовании предполагаемого изобретения составит 15% . Так, при годовой программе выпуска сепараторов к подшипнику 7718АК1 в 1 млн.штук экономия холоднокатаной ленты 08 КП составит около 100 т.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКИЙ ШТАМПОВАННЫЙ СЕПАРАТОР КОНИЧЕСКОГО РОЛИКОПОДШИПНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2087766C1 |
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| Способ изготовления полых изделий с отверстием в дне | 1984 |
|
SU1155337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Способ зачистки отверстий под отбортовку | 1987 |
|
SU1433566A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ | 2011 |
|
RU2466819C2 |
| Способ изготовления цилиндрических изделий | 1974 |
|
SU603325A3 |
| Способ изготовления полых деталей в виде стакана с открытыми пазами на боковой поверхности | 1987 |
|
SU1503936A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПОЛЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ | 2013 |
|
RU2548865C9 |
Использование: листовая штамповка при массовом изготовлении полых изделий, преимущественно сепараторов конических роликоподшипников. Сущность: предварительно вытягивают полуфабрикат в виде полого изделия с фланцем и отверстием в донной части с габаритами боковой поверхности, не превышающими габариты боковой поверхности готового изделия. Окончательное формоизменение осуществляют путем формовки боковой поверхности и фланца полого полуфабриката одновременно с отбортовкой отверстия при защемленном фланце. Затем производят окончательную формовку дна. Техническим результатом использования способа является экономия металла. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ И ОТВЕРСТИЕМ В ДНЕ, включающий вырубку круглой плоской заготовки, пробивку отверстия, отбортовку отверстия, предварительную вытяжку полого полуфабриката с фланцем и отверстием в дне с габаритами боковой поверхности, не превышающими габариты боковой поверхности готового изделия, и окончательное формоизменение, отличающийся тем, что окончательное формоизменение осуществляют путем формовки боковой поверхности и фланца полого полуфабриката одновременно с отбортовкой отверстия при защемленном фланце, после чего производят окончательную формовку дна.
| Способ изготовления полых изделий с отверстием в донной части | 1986 |
|
SU1388145A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
