Изобретение относится к обработке металлов давлением, а именно к способам изготовления полых изделий с отверстием в донной части.
Целью изобретения является расширение технологических возможностей за счет обеспечения изготовления изделий из заготовки с труднодеформируемой центральной частью.
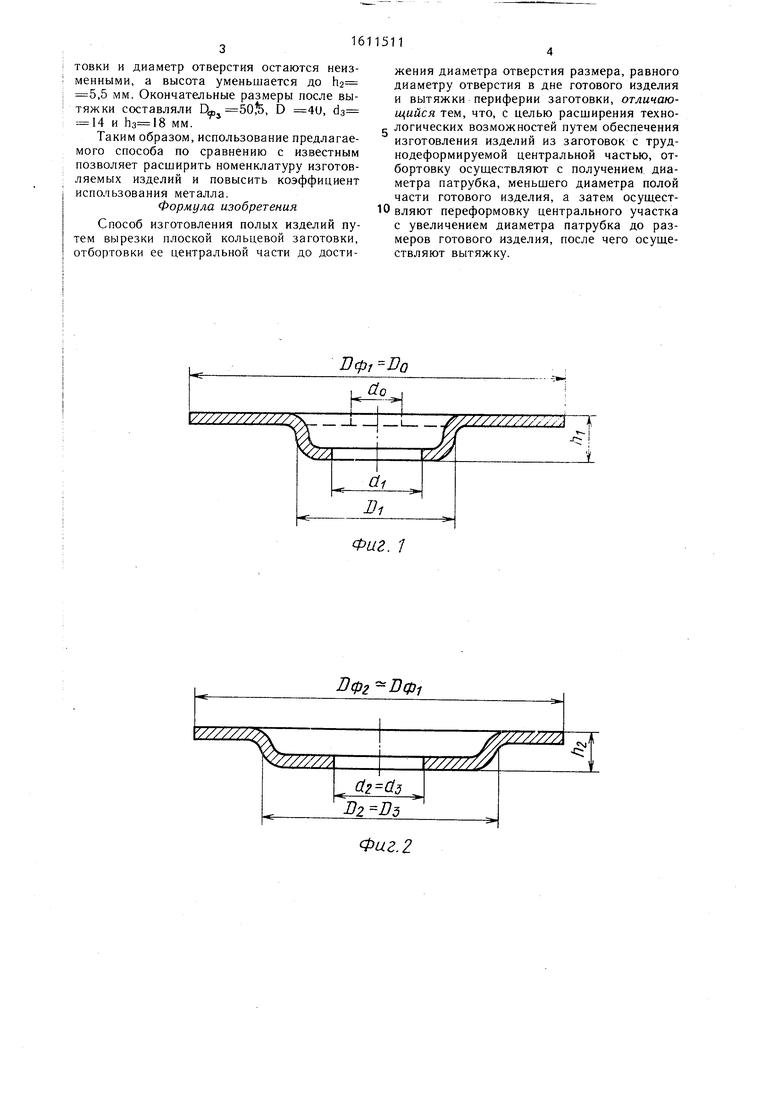
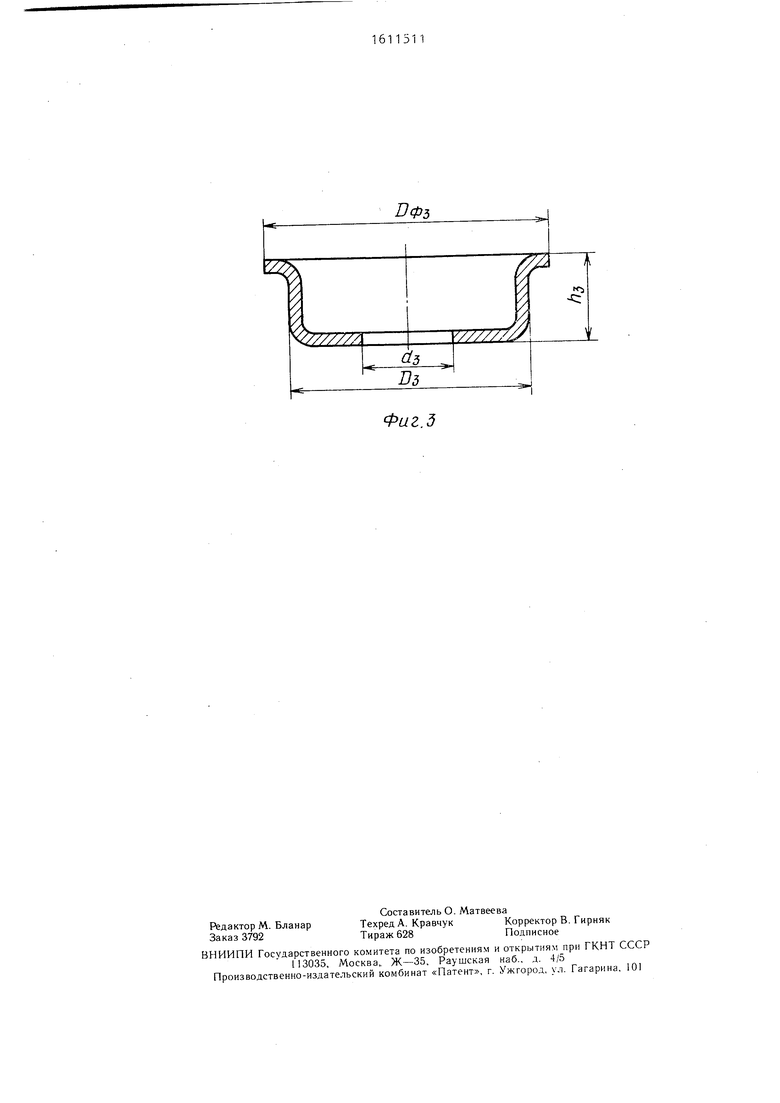
На фиг. 1 изображена исходная кольцевая заготовка и полуфабрикат в момент окончания предварительной отбортовки из центральной части заготовки; на фиг. 2 - полуфабрикат после формовки донной части изделия; на фиг. 3 - готовое изделие (или полуфабрикат) после вытяжки из фланцевой части заготовки.
Способ реализуется в штампах последовательного или совмещенного действия на прессах простого или двойного действия, на многопозиционных прессах-автоматах следующим образом.
Кольцевую заготовку на первом этапе деформируют с центральной части путем отбортовки, которую заканчивают при достижении диаметра отверстия размерам отверстия в готовом изделии и получения патрубка с размерами, меньшими размеров
(диаметра) в готовом изделии. Затем упомянутый участок переформовывают до требуемого размера и осуществляют вытяжку фланцевой (периферийной) части заготовки.
Пример. Используют заготовки толщиной So 0,6-1,2 мм и диаметром Do 65-90 мм, диаметр первоначально пробиваемых отверстий составляет мм. Вытяжку с прижимом фланцевой части осуществляют на диаметры D 20-40 мм на установке МТЛ-ЮГ-1.
Так, например, из заготовки с So 0,6 мм, мм и мм сначала получают полуфабрикат, отбортовка которого происходит за счет течения металла из внутренней части заготовки (фиг. 1) Размеры полуфабриката составляют Цр., , , и мм. Для данных условий проведения экспериментов диаметр отверстия мм является предельным, так как при увеличении глубины отбортовки появляются трещины на кромке отверстия. После предварительной отбортовки производят формовку донной части и окончательную вытяжку детали - образца из периферийной части заготовки в матрице с диаметром мм (фиг. 2 и 3). На стадии формовч и диаметр- патрубка загоа
ч
сд
i товки и диаметр отверстия остаются неиз- i менными, а высота уменьшается до h2 : 5,5 мм. Окончательные размеры после вы- тяжки составляли D-, 50, D 4U, d3 14 и мм.
Таким образом, использование предлагаемого способа по сравнению с известным позволяет расширить номенклатуру изготовляемых изделий и повысить коэффициент I использования металла.
Формула изобретения
Способ изготовления полых изделий путем вырезки плоской кольцевой заготовки, отбортовки ее центральной части до достижения диаметра отверстия размера, равного диаметру отверстия в дне готового изделия и вытяжки периферии заготовки, отличающийся тем, что, с целью расширения техноg логических возможностей путем обеспечения изготовления изделий из заготовок с труднодеформируемой центральной частью, от- бортовку осуществляют с получением диаметра патрубка, меньшего диаметра полой части готового изделия, а затем осуш.ест10 вляют переформовку центрального участка с увеличением диаметра патрубка до размеров готового изделия, после чего осуществляют вытяжку.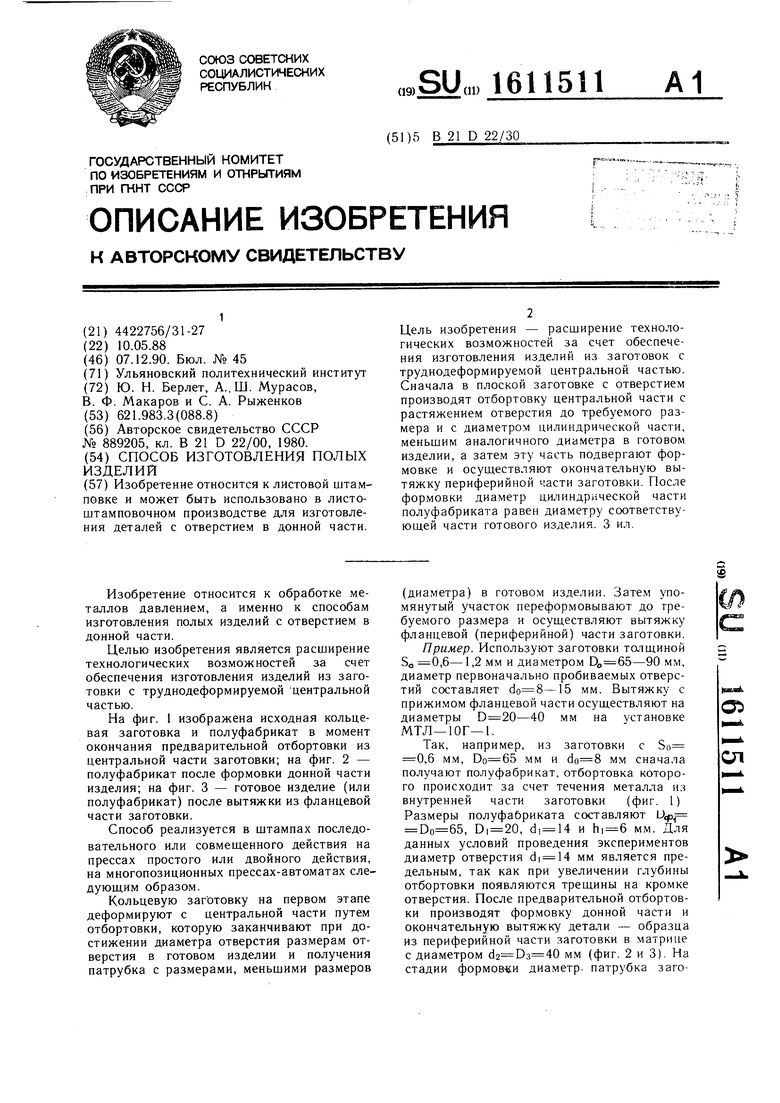
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий с отверстием в донной части | 1991 |
|
SU1817720A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ И ОТВЕРСТИЕМ В ДНЕ | 1991 |
|
RU2014929C1 |
| Способ изготовления гибкого колеса волновой передачи | 1988 |
|
SU1611508A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ В ПЛАНЕ КВАДРАТНЫХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ПУТЕМ СОВМЕЩЕНИЯ ВЫТЯЖКИ И ОТБОРТОВКИ | 2011 |
|
RU2490084C2 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ | 2011 |
|
RU2466819C2 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
Изобретение относится к листовой штамповке и может быть использовано в листоштамповочном производстве для изготовления деталей с отверстием в донной части. Цель изобретения - расширение технологических возможностей за счет обеспечения изготовления изделий из заготовок с труднодеформируемой центральной частью. Сначала в плоской заготовке с отверстием производят отбортовку центральной части с растяжением отверстия до требуемого размера и с диаметром цилиндрической части, меньшим аналогичного диаметра в готовом изделии, а затем эту часть подвергают формовке и осуществляют окончательную вытяжку периферийной части заготовки. После формовки диаметр цилиндрической части полуфабриката равен диаметру соответствующей части готового изделия. 3 ил.
ОФ2 ОФ1
Фиг. 1
Фиг. 2
Фаг.5
| Способ изготовления полых изделий | 1980 |
|
SU889205A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
