Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к литьевому формованию, более точно, к конструкции шнека для литьевой машины, рассчитанной на металлообработку, и способу выбора конфигурации литьевой машины, применимой для металлообработки.
Известный уровень техники
Изготовление трехмерных металлоизделий окончательной формы на обычном оборудовании со шнеком возвратно-поступательного действия, которое используют для формования пластмасс под давлением, в течение долгого времени является задачей множества научно-исследовательских работ. Литьевое формование является недорогим методом обработки, позволяющим изготавливать сложные изделия, но по ряду причин его применение ограничено формованием пластмасс.
Существует огромная база установленного по всему миру оборудования для литьевого формования. Сложно назвать точную цифру, но, вероятно, в настоящее время в промышленности применяется свыше 1 миллиона литьевых машин. Например, только в Китае в течение последних нескольких лет поставки литьевых машин в среднем составляют около 50000 единиц оборудования в год. Оборудование для литьевого формования имеет конечный срок службы, но он составляет минимально 10 лет, а многие машины работают в течение 20 или более лет, если их соответствующим образом обслуживают и/или модернизируют (например, электронным оборудованием).
В целом признано, что металлы не поддаются обработке на обычном оборудовании для формования пластмасс под давлением. Это объясняется двумя основными причинами. Во-первых, металлы и их сплавы, представляющие промышленный интерес, обычно (существуют исключения) имеют температуры плавления, значительно превышающие максимальную температуростойкость большинства литьевых машин (обычно 400°C/~800°F). Этой температуры достаточно для всех или почти всех органических полимеров, поскольку все они обычно начинают разрушаться (например, окисляться, обугливаться, разлагаться) при температурах свыше 400°C (~800°F).
Второй причиной является давление. Хотя расплавленные металлы при температуре, превышающей температуру перехода в жидкое состояние, обладают очень низкой вязкостью, при этом они кристаллизуются так быстро, что на оборудовании для литьевого формования сложно преодолеть силу кристаллообразования. С другой стороны, полимеры (аморфные полимеры и в меньшей степени полукристаллические полимеры) являются вязкими веществами с широким диапазоном зависимости вязкости и температуры. Таким образом, регулирование потока может осуществляться путем сочетания температуры и давления. В отличие от большинства металлов вязкость полимеров никогда не снижается до крайне низкого уровня (например, как у воды), который сложно поддается регулированию.
Важной характеристикой при обработке на обычном оборудовании для литьевого формования является требование наличия предела по усилию, ниже которого вещество не будет перемещаться. Полимеры обычно отвечают этим требованиям. Металлы обычно имеют более четкую точку плавления. Существуют исключения, в число которых входят полутвердые металлы (полурасплавленные металлы при промежуточной температуре между температурами перехода в жидкое и твердое состояния) и аморфные металлические сплавы, состав которых замедляет или задерживает кристаллообразование.
Таким образом, общепринятым способом изготовления трехмерных металлоизделий окончательной формы является кокильное литье. При кокильном литье температура технологического процесса значительно превышает температуру перехода в жидкое состояние, и расплавленный металл под действием силы тяжести или давления заполняет полость. Кокильное литье и кокильное литье под давлением являются общепринятыми способами обработки, и в мире существует большое число установок и оборудования для кокильного литья. Кокильное литье имеет некоторые недостатки, связанные в основном с тем, что при заполнении полости поток является нерегулируемым. Из-за отсутствия реологического контроля потока (вязкости, как у воды) происходит неравномерное заполнение формы, часто образуются пустоты или дефекты, создаются нежелательные дефекты обработки поверхности и ухудшается контроль размеров (уменьшение размеров). Другим подходом является использование металла в полутвердом состоянии (между его температурой перехода в жидкое состояние и температурой перехода в твердое состояние) с целью эффективного снижения температуры технологического процесса. При охлаждении полутвердого металла также ослабляется уменьшение размеров, поскольку часть "расплава" уже затвердела. Этот подход применяется при литье некоторых магниевых сплавов с использованием модифицированного процесса литьевого формования и известен как тиксотропное литье. Одной из сложностей любого из этих процессов является доступность промышленного оборудования. Кокильное литье обычно предусматривает среду, подобную литейному цеху, необходимую для достижения требуемых температур технологического процесса. Тиксотропное литье требует несколько более низких температур, но с применением усилий, и, следовательно, очень прочного и специализированного оборудования, чтобы преодолеть быстрое затвердевание или рост кристаллов. К изделиям, изготовленным тиксотропным литьем, также обычно предъявляются значительные сопутствующие требования устранения дефектов обработки поверхности, удаления заусенцев. Также предъявляются значительные сопутствующие требования к транспортировке и повторной обработке металлолома, литников и т.д.
Третий способ изготовления металлоизделий окончательной формы часто называют литьевым формованием металла (MIM, от английского - metal injection molding) или литьевым формованием порошкового металла (PIM, от английского - powder injection molding). В этом случае при обычных температурах отливают заготовку или полуфабрикат из порошкового металла и органического или полимерного связующего. Связующее удаляют и заготовку спекают в восстановительной среде, чтобы изготовить изделие. Стадия спекания сопровождается значительным уменьшением объема (уменьшением размеров). Четвертым способом является механическая обработка заготовок или болванок с целью изготовления изделий нужных размеров. Некоторые трехмерные изделия могут быть изготовлены дополнительными способами (например, ковкой), но они неприменимы для сложных конструкций.
Все четыре описанные способа успешно применяются в промышленности.
Тем не менее, все они являются дорогостоящими или имеют другие недостатки, которые ограничивают их более широкую применимость и промышленное значение. Разумеется, желательно, чтобы из металлических сплавов можно было изготавливать трехмерные металлоизделия окончательной формы на обычном оборудовании для литьевого формования.
Таким образом, в отрасли существует потребность в способе металлообработки на оборудовании для литьевого формования.
Краткое изложение сущности изобретения
С помощью модифицированного шнека для литьевой машины преодолеваются недостатки известного уровня техники за счет того, что шнек имеет вал, который может использоваться для обработки металлов в литьевой машине. Шнек имеет хвостовик, от которого отходит вал шнека. Вал шнека имеет переднюю, среднюю и заднюю части. Вал шнека также имеет несколько витков (спиральных нарезок), служащих для продвижения материала через литьевую машину. В предпочтительном варианте осуществления витки выполнены только на задней части вала шнека. В одном из альтернативных вариантов осуществления витки также могут иметься на передней части вала шнека.
Вместо изготовления нового шнека в настоящем изобретении может использоваться обычный шнек для формования пластмасс под давлением, модифицированный путем избирательного удаления витков, расположенных в средней и/или передней частях вала шнека.
Шнек может использоваться с целью обработки металлов в обычных литьевых машинах, которые традиционно используются для обработки пластмасс.
Краткое описание чертежей
Эти и другие признаки, особенности и преимущества настоящего изобретения могут быть лучше поняты из следующего далее описания, приложенной формулы изобретения и сопровождающих чертежей, на которых:
фиг.1 показан вид сверху предпочтительного варианта осуществления конструкции шнека согласно настоящему изобретению,
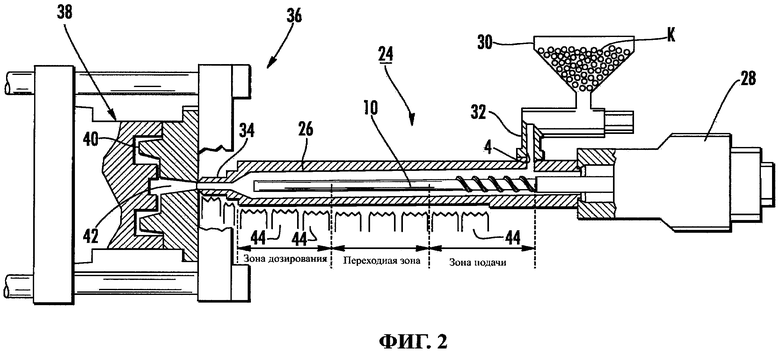
фиг.2 показан частичный вид в поперечном разрезе обычной машины для формования пластмасс под давлением, оснащенной шнеком согласно предпочтительному варианту осуществления настоящего изобретения,
фиг.3 показан вид сверху альтернативного варианта осуществления конструкции шнека согласно настоящему изобретению.
Подробное описание предпочтительного варианта осуществления
На фиг.1 показан шнек литьевой машины согласно настоящему изобретению, в целом обозначенный позицией 10. Шнек имеет хвостовик 12, от которого отходит вал 14 шнека. Вал 14 имеет переднюю часть 16, среднюю часть 18 и заднюю часть 20. Вал 14 шнека также имеет несколько витков 22, служащих для продвижения материала через литьевую машину. В предпочтительном варианте осуществления витки 22 выполнены только на задней части 20 вала 14 шнека. В альтернативном варианте осуществления 100, лучше проиллюстрированном фиг.3, витки 22 также могут иметься на передней части 16 вала 14 шнека. Тем не менее, совершенно необходимо, чтобы витки (спиральные нарезки) 22 были исключены (или отсутствовали) в средней части 18 вала 14 шнека.
На фиг.2 показана машина для формования пластмасс под давлением, в целом обозначенная позицией 24, со шнеком 10 согласно настоящему изобретению. Литьевая машина 24 имеет цилиндрический участок (ствол) 26, который приблизительно поделен на три зоны: зону подачи, переходную зону и зону дозирования, которые дополнительно описаны далее. Двигатель 28 вращает шнек 10, который погружается в ствол. Через воронку 30 и приемное отверстие 32 в зону подачи ствола 26 подают материал К. В переходной зоне ствола 26 расположено сопло 34, которое соединено с формовочным прессом 36, имеющим пресс-форму 38 с формообразующей полостью 40 и вертикальным литниковым каналом 42. Вертикальный литниковый канал 42 и формообразующая полость 40 сообщаются с соплом 34 с возможностью обмена флюидом. Температура в стволе 26 частично регулируется посредством нагревателей 44.
Предложенный в настоящем изобретении шнек 10 позволяет изготавливать из разнообразных металлов и их сплавов и композитов трехмерные металлоизделия окончательной формы на обычном оборудовании для литьевого формования, рассчитанном на обработку пластмасс. Хотя, казалось бы, обычное оборудование для литьевого формования не рассчитано на обработку всех металлов и их сплавов с учетом температурного предела (например, жаропрочных сталей и т.д.), существует ряд представляющих промышленный интерес сплавов и их композитов, которые предположительно могли бы найти более широкое применение, если бы их можно было обрабатывать на повсеместно установленном литьевом оборудовании.
Обработку металлов, металлических сплавов и их композитов на обычном формовом оборудовании значительно ограничивают три основных фактора (а именно температуростойкость, механическая прочность, характеристики вязкости). Они зависят от 1) регулирования вязкости, 2) рабочей температуры и 3) механики оборудования.
Фактор вязкости предопределен тем, что большинство металлов и сплавов имеют очень низкую вязкость при температуре, превышающей их температуру перехода в твердое состояние, и, в особенности, их температуру перехода в жидкое состояние. Сложно регулировать поток имеющей очень низкую вязкость текучей среды в процессе формования как методом литья под давлением, так и при заполнении формообразующей полости. Создание обладающего высокой вязкостью расплава, текучесть которого является функцией температуры, раскрыто в предыдущих описаниях.
Вторым фактором является температура, поскольку многие полезные металлы и их сплавы имеют температуры плавления, превышающие верхний предел стандартного диапазона обычного оборудования для литьевого формования. Обычным является диапазон температур 100-400°С (~200-800°F), поскольку он охватывает почти все органические полимеры, а при температурах свыше 400°С (~800°F) любое органическое соединение, включая полимеры, обычно разрушается. Верхний предел обычного диапазона промышленного оборудования для литьевого формования не превышает эту величину просто из-за отсутствия необходимости в этом и дополнительных расходов, которые потребовались бы для этого. Тем не менее, существуют достаточно простые модификации, позволяющие большей части стандартного оборудования для литьевого формования работать при существенно более высоких температурах (например, до 675°С/~1250°F). Должно быть увеличено количество подводимого тепла, для чего просто используют ленточные нагреватели, рассчитанные на более высокие температуры и более высокую номинальную выходную мощность. В машиностроении обычно используют сталь особых сортов с достаточно высокой температуростойкостью (обычно значительно превышающей верхний предел диапазона, рассматриваемого в настоящем описании, т.е. до 675°С/~1250°F или вблизи точки плавления чистого алюминия). Также необходимо учитывать другие элементы конструкции, например, уплотнения и вспомогательные компоненты, которые подвергаются воздействию более высоких температур, чем обычно, вследствие процессов с высокой температурой плавления, осуществлять их более частую замену или замену материалами, рассчитанными на более высокие температуры. Тем не менее, существует немного препятствий для эксплуатации обычного оборудования для литьевого формования при существенно более высоких температурах.
Третьим и наиболее важным фактором является механическая прочность обычного оборудования для литьевого формования. Предпринимавшиеся в прошлом попытки обработки металлов, их сплавов и композитов на обычном оборудовании для литьевого формования не имели успеха. Это приводило к значительным неприемлемым событиям, включая растрескивание ствола, деформацию шнека, повреждение двигателя и/или утечку/разбрызгивание горячего расплавленного металла. Эти события объясняются в основном неспособностью оборудования преодолеть сопротивление твердого металла (или затвердевающего металла, т.е. кристаллообразование). Двигатель и/или материалы конструкции обычно не обладают достаточной прочностью, чтобы преодолеть сопротивление, жесткость и твердость металла, в результате чего они разрушаются первыми (например, трескается ствол).
Удачным примером попытки преодолеть эти препятствия служит так называемый процесс тиксотропного литья магниевых сплавов. Используемое для этого специализированное оборудование имеет значительно увеличенные размеры по сравнению с обычным оборудованием для литьевого формования, рассчитанным на такое же усилие (т.е. силу зажима). Машина для тиксотропного литья может быть на 50% больше по размеру, чем обычная литьевая машина, имеющая такую же силу зажима, просто частично из-за дополнительного крутящего момента и прочности конструкции, необходимой для обработки магниевого сплава. Машина для тиксотропного литья рассчитана на механическое разрушение/дробление кристаллитов/кристаллов (дендритов), которые образуются в магниевых сплавах (и в большинстве металлов), когда их охлаждают или выдерживают при температуре между их температурой перехода в жидкое состояние и температурой перехода в твердое состояние. Целью разработки технологии или оборудования для тиксотропного литья является механическое разрушение/дробление кристаллов с тем, чтобы они обладали текучестью в полутвердой среде. По этой и другим причинам (например, воспламеняемость горячего магния) необходимо специализированное и более дорогостоящее оборудование. Технология тиксотропного литья также предусматривает быстрый впрыск (пока материал не замерз) и частое использование вакуумной механической обработки, чтобы уменьшить влияние захваченного воздуха в полости инструмента (т.е. влияние охлаждения и время, необходимое для выпуска воздуха).
В настоящем изобретении применен отличающийся подход, который состоит в том, чтобы избежать значительных усилий (т.е. высокого давления), прилагаемых оборудованием 24 для литьевого формования к частично затвердевшему или кристаллическому материалу К.
Сложность задачи (высокие нагрузки, оказываемые оборудованием на прочный, несжимаемый металл, прочность которого превышает предел прочности оборудования и/или его компонентов) обусловлена возвратно-поступательным характером работы стандартного обычного оборудования 24 для литьевого формования. Почти все производимое в настоящее время оборудование 24 для литьевого формования пластмасс имеет шнек возвратно-поступательного действия. Более старое оборудование 24 часто имело плунжерную конструкцию, в которой шнек подавал материал в зону напротив плунжера. Шнек возвратно-поступательного действия свободен от ряда недостатков плунжерной конструкции, включая неоднородность температуры расплава и очень длительное время выдержки при определенной температуре. Эти недостатки особенно отрицательно сказываются на пластмассах, поскольку неоднородность температуры приводит к неравномерности потока и целостности изделий, а длительное время выдержки при высокой температуре способствует разрушению полимера/пластмассы.
Шнек (ствол 26) литьевой машины 24 со шнеком возвратно-поступательного действия имеет профиль температур на своем протяжении. Обычно шнек/ствол 26 может быть разделен по длине на три зоны в зависимости от их функции. Этими зонами являются зона подачи, переходная зона и зона дозирования.
Зона подачи (обычно составляющий около 50% длины) служит для перемещения гранул твердого материала К до переходной зоны, их нагрева до температуры ниже температуры плавления и прессования из них более плотно упакованной структуры (т.е. устранения воздуха и пространства между гранулами). Переходная зона служит для плавления гранул/материала К за счет тепловыделения при механическом усилии сдвига стенки ствола 26 и ее теплопроводности, а также для дальнейшего удаления воздуха и сжатия расплава до теоретического значения. Зона дозирования обеспечивает постоянную температуру расплава и доставку точного объема материала в область перед наконечником шнека для впрыска в формообразующую полость.
Обычно каждая зона шнека имеет некоторые отличия, способствующие выполнению ее функции.
Шнек 10 согласно настоящему изобретению представляет собой шнек для литьевого формования, применимый для обработки металлов, металлических сплавов и композитов с металлической матрицей на обычном оборудовании для литьевого формования со шнеком возвратно-поступательного действия.
Предпочтительно витки 22 шнека 10 имеют степень сжатия 1:1 или возможно меньше 1:1. Типичная рекомендуемая степень сжатия (глубина подающих нарезок/глубина дозирующих нарезок) для большинства полимеров и армированных полимеров/пластмасс составляет от 2:1 до 3:1. Степенью сжатия является соотношение глубин, но в более точном смысле слова она может быть представлена как соотношение объемов (соотношение эффективных объемов витков на дозирующем участке и участке подачи). Основной целью сжатия по длине шнек 10 является создание механических усилий (сдвига), облегчающих плавление и перемешивание гранул полимера. При литьевом формовании пластмасс на энергию сдвига приходится приблизительно половина тепла, подводимого к полимеру (другую половину обеспечивает теплопроводность нагретого ствола). Поскольку полимеры обычно являются плохими проводниками тепловой энергии (имеют удельную теплопроводность, например, около 0,2 Вт/м·К), теплопроводность ствола достаточно неэффективна. Шнек 10 постоянно подает к стенке ствола 26 свежий материал К для его нагрева и затем удаляет его, чтобы соединить с остальным охлаждаемым материалом К, хотя присущая низкая удельная теплопроводность все же ограничивает коэффициент теплопроводности ствола 26. В отличие от этого в случае металлов, металлических сплавов и композитов с металлической матрицей удельная теплопроводность твердого вещества и удельная теплопроводность расплава являются значительными. Удельная теплопроводность типичного металлического сплава по меньшей мере в 250 превышает удельную теплопроводность типичного полимер. Таким образом коэффициент теплопроводности ствола 26 является значительно более высоким с учетом переходного характера (ограниченного времени пребывания) материала К в шнеке 10. За счет повышенного коэффициента теплопроводности резко уменьшается потребность в выделяющемся при механическом усилии сдвига тепле для получения расплава с однородной и постоянной температурой (т.е. расплава, в котором отсутствуют не полностью расплавленные гранулы К и который не имеет неоднородные характеристики вязкости или текучести). Таким образом, нет нужды в сжатии с целью создания механического воздействия, результатом которого является тепловыделение при усилии сдвига. В этом случае шнек 10 со степенью сжатия 1:1 или возможной степень сжатия менее 1 является удовлетворяющим требованиям, желательным и необходимым.
Стандартная степень сжатия шнека от 2:1 до 3:1 отрицательно сказывается при попытке обработки металлов, сплавов или их композитов на обычном оборудовании для литьевого формования. Металлы в твердом и расплавленном состоянии обладают высокой несжимаемостью, прочностью, жесткостью и твердостью. Прочность затвердевшего или частично затвердевшего металла также является очень высокой. Таким образом, усилия, которые прилагает оборудование 24 с целью сжатия или перемещения (за счет вращающего усилия шнека 10) материала, который обладает высокой прочностью, жесткостью и твердостью или высокой несжимаемостью, могут привести к поломке оборудования 24 или его компонентов (например, двигателя 28, ствола 26 и т.д.).
Сжатие полимеров в шнеке дополнительно осуществляют, чтобы сплавить частично расплавленные или расплавленные гранулы с целью получения однородного материала. Вязкость большинства пластмасс даже в расплаве является значительно и достаточно высокой для создания сложностей при гомогенизации без дополнительных механических усилий. Эта вязкость очень полезна при литьевом формовании. За счет нее можно осуществлять зависящее от давления или усилия перемещение в качестве функции температуры. За счет значительной вязкости, даже равной или превышающей температуру плавления, расплавленный полимер способен сопротивляться потоку без активной силы, превышающей определенное давление конечной величины (например, он не будет выходить из сопла 34 без прилагаемого давления). Конечная вязкость полимерного расплава также выгодна для соответствующего заполнения формообразующей полости 40. Желательно, чтобы регулируемый поток (например, фонтанный поток, ламинарный поток) достигал оптимальных механических и физических свойств в отформованном изделии, и значительная вязкость позволяет это. Переход (нежелательный) от ламинарного потока к турбулентному потоку зависит от вязкости текучей среды. В то же время значительная вязкость способна оказывать некоторые отрицательные воздействия. Например, в изделиях с границей проплавления на ее прочность часто влияет вязкость фронтов потока, определяющих способность полимера однородно смешиваться на границе проплавления без помощи дополнительного механического воздействия (например, сдвига). Наиболее сложным часто является плавление и гомогенизация аморфных полимеров, поскольку их вязкость зависит от температуры в широком диапазоне, а вязкость их расплава даже при высокой температуре обычно значительно превышает вязкость полукристаллических полимеров. Плавлению и гомогенизации полукристаллических полимеров способствует переход нелинейной вязкости через верхнюю и нижнюю границы температуры плавления кристаллита. Тем не менее, быстрое затвердевание и повышение вязкости до уровня ниже температуры плавления кристаллита способно создавать проблемы прочности границы проплавления и еще более усложнять заполнение формы. В этих случаях материалу может потребоваться замерзнуть (затвердеть) до гомогенизации (границы проплавления) или заполнения формообразующей полости 40.
Расплавленный или частично расплавленный металл, металлический сплав или композит с металлической матрицей обычно содержит материал со значительно более низкой вязкостью, чем вязкость расплавленного аморфного или полукристаллического термопластичного полимера. Низковязкий расплавленный металл или низковязкая фаза в полутвердом металле или вязком металле обычно имеет высокое сродство к самой себе и металлическим поверхностям. За счет низкой вязкости и высокого сродства обычно вытесняется воздух и создается более однородный материал, чем обычно в случае полимерного расплава. Эти характеристики дополнительно уменьшают потребность в нагреве и перемешивании за счет усилия сдвига при сжатии.
Существуют значительные недостатки шнекового сжатия при обработке металлов на обычном оборудовании 24 для литьевого формования, а большинство требований к шнековому сжатию полимеров не относятся к металлам, металлическим сплавам или их композитам. В связи с этим одной из задачи изобретения является создание шнеков с низкой или составляющей 1:1 или возможно <1:1 степенью сжатия.
Другой значительной сложностью при обработке металлов, металлических сплавов и их композитов на обычном оборудовании 24 для литьевого формования является обычно более резкий переход вязкости или переход из расплава в твердое состояние, который характерен для большинства термопластичных полимеров (аморфных полукристаллических). Помимо более резкого перехода из расплава в твердое состояние в результате значительно более высокой удельной теплопроводности по сравнению с полимерами значительно быстрее меняется вязкость или твердость под действием движущей силы теплопередачи (изменения наружной температуры). Кроме того, поскольку теплоемкость металлов обычно ниже, чем у полимеров, изменения подводимого тепла в большей степени влияют на температуру расплава. Таким образом, за счет значительно более высокой удельной проводимости (обычно в 250 или более раз) и более низкой теплоемкости (обычно в 2-4 раза) влияние разности температур (движущей силы теплопередачи) гораздо больше сказывается на металле, чем на полимере.
Концепция влияния разности температур на изменение вязкости (или затвердевание) металла является ключевой для обработки металлов, металлических сплавов и их композитов на обычном оборудовании 24 для литьевого формования. Если не учитывать различия в плотности между пластмассами и металлами, совокупные различия в удельной теплопроводности и теплоемкости подразумевают, что изменение температуры (например, на поверхности ствола) способно оказывать в 1000 раз более сильное и более быстрое влияние на изменение температуры или затвердевание металла по сравнению с полимером. Это предположение является существенным применительно к обычному оборудованию 24 для литьевого формования, поскольку под действием шнека возвратно-поступательного действия часть расплава или расплавленной/твердой смеси (гранул) перемещается между областями с существенно различающимися внешними температурами (ствола). Чем больше доза впрыска, тем более существенным является изменение температуры применительно к любой части материала и шнеку, который перемещается между своими крайним передним и крайними задним положениями.
Регулирование температуры ствола 26 в обычной литьевой машине 24, как правило, распределено по трем зонам: зоне дозирования, переходной зоне и зоне подачи (или передней, средней и задней соответственно). Кроме того, обычно осуществляется регулирование температуры в сопле 34 и регулирование температуры в приемном отверстии 32, но это не имеет отношения к настоящему изобретению.
Температура в каждой зоне непостоянна (существует градиент), но с точки зрения регулирования было бы сложно создать постоянный температурный градиент по длине шнека 10. Предложенное в изобретении решение все же потребовалось бы даже при постоянном температурном градиенте. Для ясности допустим, что температура в каждой зоне ствола 26 является достаточно однородной.
Типичная разность температур в каждой зоне является существенной. Температура в передней зоне является достаточно высокой для поддержания весьма низкой вязкости материала в расплаве, чтобы целиком заполнить формообразующую полость 40 без замерзания. Температура в зоне подачи обычно является достаточной для поддержания гранул в твердом состоянии. В переходной зоне поддерживается промежуточная температура между температурами в зоне дозирования и в зоне подачи, при которой материал начинает плавиться и уплотняться. При обычной обработке полимеров между температурами в зонах существует существенная разность. Эта разность является более существенной при обработке жаростойких полимеров в основном из-за того, что они имеют значительно более высокую температуру плавления. Обычная разность температур между зонами составляет 20-30°C (~70-90°F). Эта разность температур в меньшей степени сказывается на текучести полимеров, чем на текучести металлов. Иногда температуру в сопле 34 поддерживают несколько ниже температуры в переходной зоне, чтобы расплав не просачивался наружу из сопла 34.
При обработке металлов, металлических сплавов и их композитов возникают затруднения, когда шнек 10 вращается и пытается переместить материал К вперед по длине вала 14 шнека. Сложности обычно возникают в переходной зоне, в которой материал К находится в частично расплавленном и частично твердом состоянии. Затруднения не возникают в зоне дозирования, в которой материал находится в расплавленном состоянии, при вращении шнека 10. В зоне подачи, в которой гранулы находятся в твердом состоянии, также не возникают затруднения (поскольку имеется достаточно свободного пространства для того, чтобы гранулы вытесняли друг друга). Вместе с тем, в переходной зоне шнек 10 воздействует на сочетание расплавленных и твердых гранул. Поскольку твердые гранулы металла являются прочными и жесткими, они принудительно перемещаются к стенке ствола 26 и, если они мгновенно не плавятся, они способны застревать в шнеке 10, и для их перемещения и разрушения требуются значительные усилия. Кроме того, именно в этой зоне в расплавленном металле вероятнее всего происходит быстрое кристаллообразование (вблизи температуры фазового перехода металла) и образуется очень прочный и с трудом поддающийся перемещению материал. Если это происходит, становится заметно, как машина 24 с трудом перемещает материал К (шум, заедание, высокий крутящий момент).
Исключение или уменьшение витков 22 шнека в этой области является ключевым для успешной обработки металлов на оборудовании 24 для литьевого формования. Витки 22 шнека в этой зоне несущественны для продвижения материала К по длине вала 14 шнека/ствола 26. В случае исключения витков 22 в этой зоне машине 24 не приходится с трудом преодолевать сопротивление материала в попытке сдвинуть затвердевший или затвердевающий материал вблизи стенки ствола 26. Материал продвигают витки 22 в зоне подачи или задней зоне. При отведении шнека 10 в заднее положение часть материала К также возвращается в холодные участки ствола 26, где материал К может начать быстро кристаллизоваться или затвердевать. За счет исключения или уменьшения витков 22 шнека 10 в этой области почти целиком исключается усилие оборудования, прилагаемое к затвердевающему или кристаллизующемуся материалу К, в результате чего могло бы создаваться исключительно сильное локальное воздействие или давление, способное привести к поломке ствола 26 или других компонентов.
Роль исключения витков 22 шнека в средней (или переходной) зоне 18 подтверждается уменьшением крутящего момента и устранением шума при обработке металлов, металлических сплавов и их композитов на обычном оборудовании 24 для литьевого формования. Установившийся режим работы оборудования 24 для литьевого формования при усилиях и давлениях в проектных пределах оборудования 24 является ключевым для штатной, непрерывной и приемлемой обработки металлов на обычном оборудовании 24 для литьевого формования.
Как показано на фиг.1, в предпочтительном варианте осуществления удалены все витки 22 в передней зоне (или зоне дозирования) и средней (или переходной) зоне, а также часть витков 22 в задней зоне (или зоне подачи).
На фиг.3 проиллюстрирован один из альтернативных вариантов осуществления 100, в котором в передней зоне (или зоне дозирования) используются витки 22, обычно облегчающие регулирование температуры и дозы впрыска при обработке полимеров и также применимые в настоящем изобретении. Без удаления витков 22 в нужных зонах технологически невозможна штатная и постоянная обработка металлов на обычном оборудовании 24 для литьевого формования со шнеком возвратно-поступательного действия.
Соответственно, адаптацию обычного оборудования 24 для литьевого формования пластмасс к обработке металлов осуществляют путем замены обычного шнека для литьевого формования пластмасс шнеком 10 согласно настоящему изобретению. Кроме того, путем регулирования температуры ствола 26 и числа оборотов и частоты вращения плунжера шнека 10 обработка металлов может осуществляться с приемлемой производительностью.
Таким образом, в настоящем изобретении предложено уникальное решение задачи обработки металлов на обычном оборудовании для литьевого формования путем создания модифицированного шнека, не имеющего витков в средней части вала шнека. Также могут быть удалены витки из передней части шнека.
Специалисты в данной области техники учтут, что в проиллюстрированные варианты осуществления могут быть внесены различные изменения и усовершенствования, не выходящие за пределы существа настоящего изобретения. Все такие усовершенствования и изменения считаются входящими в объем настоящего изобретения, который ограничен лишь прилагаемой формулой изобретения.

Изобретение относится к литейному производству. Для обработки металлов, металлических сплавов и композитов с металлической матрицей используют машину для литьевого формования пластмасс, в которой шнек заменяют модифицированным шнеком. Шнек (10) имеет хвостовик с валом (14). Вал (14) шнека имеет заднюю часть (20), среднюю часть (18) и переднюю часть (16). На задней части (20) шнека выполнены витки (22), служащие для продвижения материала через машину для литьевого формования в среднюю часть (18) вала (14) шнека. Витки (22) могут быть дополнительно выполнены в передней части (16) шнека (10). Модификацию шнека осуществляют путем удаления витков, расположенных в средней части шнека для литьевого формования пластмасс. За счет отсутствия витков в средней части вала обеспечивается вращение и возвратно-поступательное действие вала шнека в стволе машины без заедания в полутвердом состоянии материала при высокой вязкости. 4 н. и 19 з.п. ф-лы, 3 ил.
1. Шнек для обработки материала, такого как металлы, металлические сплавы и композиты с металлической матрицей, на машине для литьевого формования пластмасс, содержащий хвостовик, вал шнека, отходящий от хвостовика, при этом вал шнека имеет заднюю часть, следующую за хвостовиком, среднюю часть, следующую за задней частью, и переднюю часть, следующую за средней частью, и витки, проходящие от задней части вала шнека, служащие для продвижения материала через машину для литьевого формования пластмасс в среднюю часть вала шнека, при этом указанный вал шнека адаптирован и выполнен для его расположения с возможностью вращения и возвратно-поступательного движения в стволе машины для литьевого формования пластмасс, указанная средняя часть вала шнека является ближайшей к переходной зоне машины для литьевого формования пластмасс, материал нагревается до достижения полутвердого состояния с изменяющейся вязкостью, а за счет отсутствия витков на указанной средней части вала шнека обеспечивается вращение и возвратно-поступательное действие указанного вала шнека в стволе указанной машины для литьевого формования пластмасс без заедания с указанным полутвердым состоянием материала при высокой вязкости.
2. Шнек по п.1, который дополнительно содержит витки, проходящие от передней части вала шнека, служащие для продвижения материала через машину для литьевого формования пластмасс.
3. Шнек по п.1, в котором упомянутые витки имеют степень сжатия 1:1.
4. Шнек по п.2, в котором упомянутые витки на указанных передней и задней частях вала шнека имеют степень сжатия 1:1.
5. Шнек по п.1, в котором упомянутые витки имеют степень сжатия менее 1:1.
6. Шнек по п.2, в котором упомянутые витки на указанных передней и задней частях вала шнека имеют степень сжатия менее 1:1.
7. Машина для литьевого формования пластмасс, адаптированная к обработке такого материала, как металлы, металлические сплавы и композиты с металлической матрицей, содержащая ствол с регулируемой температурой, имеющий зону дозирования, переходную зону и зону подачи, приемное отверстие, предназначенное для направления формуемого материала в зону подачи ствола, сопло, отходящее от зоны дозирования ствола, шнек, содержащий хвостовик, вал шнека, отходящий от хвостовика, при этом вал шнека имеет заднюю часть, следующую за хвостовиком, среднюю часть, следующую за задней частью, и переднюю часть, следующую за средней частью, витки, проходящие от задней части вала шнека и служащие для продвижения материала через машину для литьевого формования пластмасс в среднюю часть вала шнека и переходную зону ствола, двигатель для приведения в действие хвостовика шнека, при этом указанный вал шнека адаптирован и расположен с возможностью вращения и возвратно-поступательного движения в стволе машины для литьевого формования пластмасс, указанная средняя часть вала шнека является ближайшей к переходной зоне машины для литьевого формования пластмасс, материал нагревают до достижения полутвердого состояния с изменяющейся вязкостью, а за счет отсутствия витков на указанной средней части вала шнека обеспечивается вращение и возвратно-поступательное действие указанного вала шнека в стволе указанной машины для литьевого формования пластмасс без заедания с указанным полутвердым состоянием материала при высокой вязкости.
8. Машина по п.7, которая дополнительно содержит витки, проходящие от передней части вала шнека, служащие для продвижения материала через машину для литьевого формования пластмасс.
9. Машина по п.7, в которой упомянутые витки имеют степень сжатия 1:1.
10. Машина по п.8, в которой упомянутые витки на указанных передней и задней частях вала шнека имеют степень сжатия 1:1.
11. Машина по п.7, в которой упомянутые витки имеют степень сжатия менее 1:1.
12. Машина по п.8, в которой упомянутые витки на указанных передней и задней частях вала шнека имеют степень сжатия менее 1:1.
13. Способ обработки материала, такого как металлы, металлические сплавы и композиты с металлической матрицей, на машине для литьевого формования пластмасс, включающий стадии, согласно которым используют машину для литьевого формования пластмасс, имеющую шнек, который удаляют, используют модифицированный шнек, адаптированный и расположенный для обработки металлов, металлических сплавов и композитов с металлической матрицей, при этом указанный модифицированный шнек имеет вал с задней, средней и передней частями, а также витки на задней части вала, служащие для продвижения материала через указанную машину в среднюю часть вала, обрабатывают материал с использованием указанной машины с модифицированным шнеком.
14. Способ по п.13, в котором модифицированный шнек содержит хвостовик, вал шнека, отходящий от хвостовика, при этом вал шнека имеет заднюю часть, следующую за хвостовиком, среднюю часть, следующую за задней частью, и переднюю часть, следующую за средней частью, витки, проходящие от задней части вала шнека и служащие для продвижения материала через машину для литьевого формования пластмасс в среднюю часть вала шнека.
15. Способ по п.14, в котором модифицированный шнек дополнительно содержит витки, проходящие от передней части вала шнека, служащие для продвижения материала через машину для литьевого формования пластмасс.
16. Способ по п.14, в котором упомянутые витки имеют степень сжатия 1:1.
17. Способ по п.15, в котором упомянутые витки имеют степень сжатия 1:1.
18. Способ по п.14, в котором упомянутые витки имеют степень сжатия менее 1:1.
19. Способ по п.15, в котором упомянутые витки имеют степень сжатия менее 1:1.
20. Способ модификации шнека машины для литьевого формования пластмасс, при этом шнек содержит хвостовик, от которого отходит вал шнека, который имеет заднюю часть, следующую за хвостовиком, среднюю часть, следующую за задней частью, и переднюю часть, следующую за средней частью, и витки, проходящие от вала шнека, служащие для продвижения металла, металлических сплавов и композитов с металлической матрицей через машину для литьевого формования пластмасс, включающий стадию, на которой удаляют витки, расположенные в средней части вала шнека.
21. Способ по п.20, дополнительно включающий стадию, на которой удаляют витки, расположенные в передней части вала шнека.
22. Способ по п.20, дополнительно включающий стадию, на которой выбирают шнек, имеющий витки со степенью сжатия 1:1.
23. Способ по п.20, дополнительно включающий стадию, на которой выбирают шнек, имеющий витки со степенью сжатия менее 1:1.
| US 5685357 A, 11.11.1997 | |||
| US 4767306 A, 30.08.1988 | |||
| УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ШТАМПОВКИ-ВЫТЯЖКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1991 |
|
RU2023524C1 |
| US 5040589 A, 20.08.1991. | |||

