Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых листовых деталей тороидальной формы.
Цель изобретения - расширение технологических возможностей изготовления деталей за счет обеспечения штамповки деталей тороидальной формы и повышения их качества.
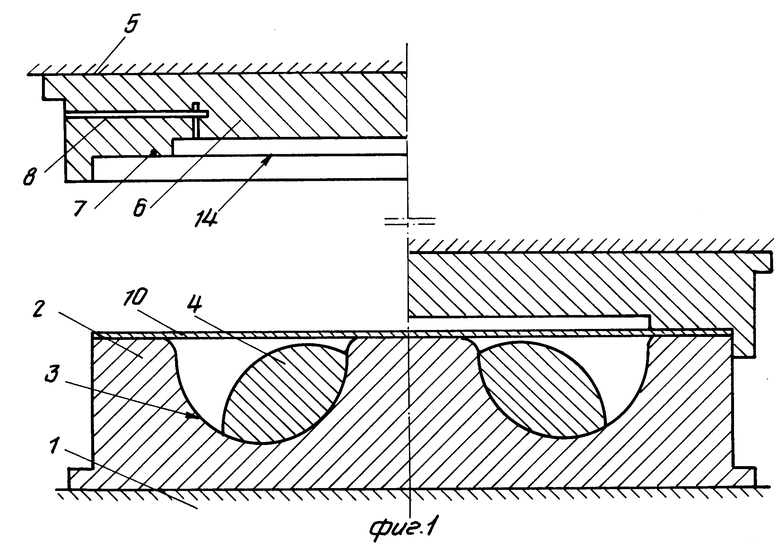
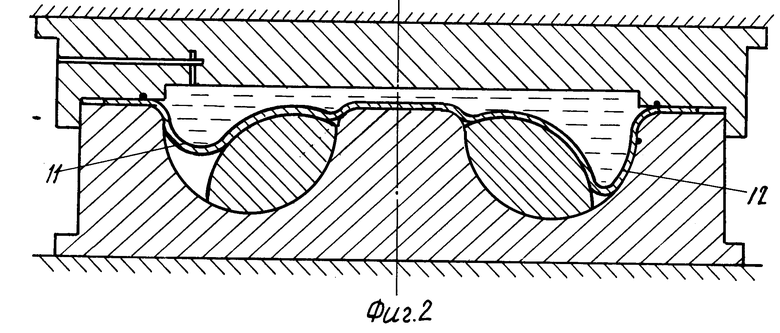
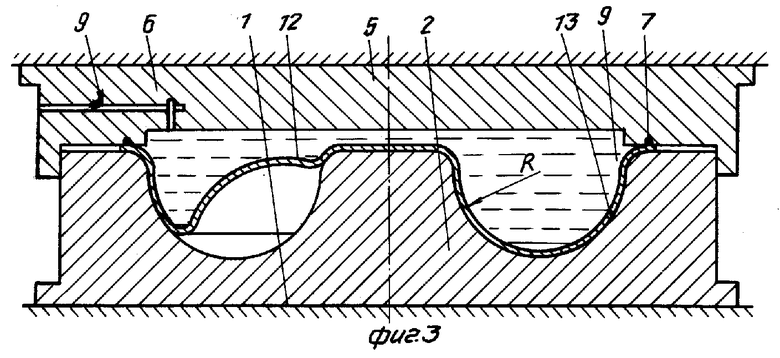
На фиг. 1 изображено продольное сечение устройства в исходном положении и в положении перед началом штамповки-вытяжки заготовки; на фиг. 2 и 3 - в промежуточный момент прямой вытяжки, в момент окончания прямой вытяжки, перед началом и после окончания обратной вытяжки; на фиг. 4 - положение вкладыша в тороидальной полости матрицы.
На столе пресса 1 закреплена матрица 2, в тороидальной полости 3 которой размещен вкладыш 4, а на ползуне пресса 5 закреплен прижим 6 с уплотнительным кольцом 7, причем в прижиме 6 выполнено отверстие 8, служащее для подачи жидкости 9 под давлением от насосной станции.
На рабочей поверхности матрицы 2 установлена заготовка 10, которая на различных этапах штамповки принимает положение, отмеченное позициями 11, 12, а позицией 13 отмечена отштампованная деталь.
Работа устройства заключается в следующем.
После установки заготовки 10 на рабочую поверхность матрицы 2 (см. фиг. 1) включается рабочий ход пресса, что приводит к опусканию ползуна пресса 5 с прижимом 6 до соприкосновения ее рабочей поверхности 14 с заготовкой 10 (см. фиг. 2). При достижении заданного усилия прижима заготовки 10 к матрице 2 дается команда на подачу через отверстие 8 жидкости 9 под давлением, в результате чего заготовка штампуется в полуфабрикаты 11, 12 (см. фиг. 3 и 4). На этом цикл прямой вытяжки заканчивается и после удаления вкладыша 4 осуществляется цикл обратной (реверсивной) вытяжки полуфабриката 12 (см. фиг. 5) давлением жидкости 9 в деталь 13, радиус тороидальной поверхности которой равен R.
После окончания штамповки тороидальной детали 13 ползун пресса 5 с прижимом 6 поднимают в крайнее верхнее положение, жидкость сливается в емкость (условно не показана), а деталь 13 удаляется из рабочей зоны пресса. Устройство готово к штамповке следующей детали.
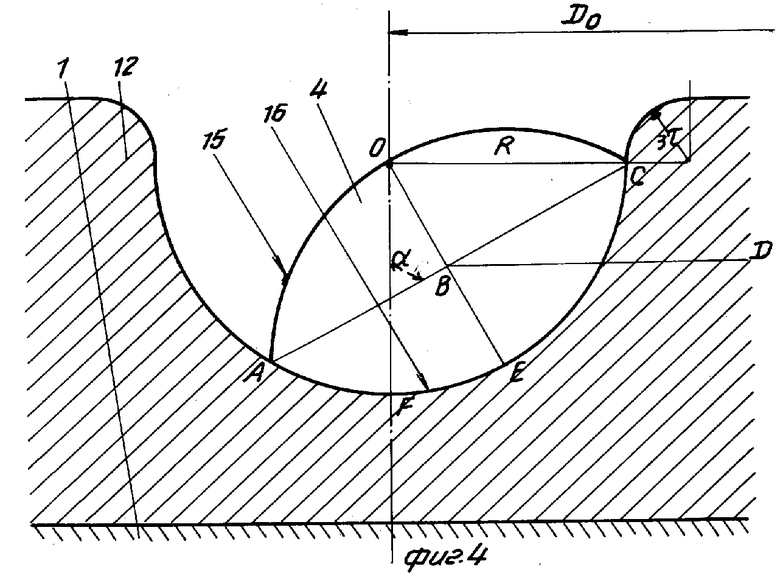
Назначение вкладыша 4, устанавливаемого в тороидальную полость 3 матрицы 2 состоит в том, чтобы переместить опасное сечение заготовки из точки С (см. фиг. 7) в окрестность точки 0, чем обеспечивается сокращение ширины очага пластического деформирования на величину ОС и, как следствие, становится возможным увеличение глубины выштамповки в полуфабрикате 12.
Дуги АОС и АВС радиусом R (зеркально отображенные относительно линии АС) являются образующими выпуклых поверхностей 15 и 16 вкладыша 4, причем из-за того ОЕ принята равной ОF = R, а ОВ = ВЕ = R/2 получаем длину линии AC = 2BC = 2 = 2
= 2 =
=  R.
R.
В связи с тем, что угол  ОСВ = π/6 = 30о (так как sin
ОСВ = π/6 = 30о (так как sin  ОСВ = 0,5) имеем угол наклона линии АС к оси устройства равным π/ 2 - π/ 6 = π/ 3 = 60o.
ОСВ = 0,5) имеем угол наклона линии АС к оси устройства равным π/ 2 - π/ 6 = π/ 3 = 60o.
Таким образом, выполнение образующих АОС и АВС (выпуклых поверхностей 15 и 16 вкладыша 4) в виде дуг окружностей радиусом R (где R - радиус образующей тороидальной поверхности матрицы) при длине AB= P (АВ - хорда этих дуг) и при наклоне последней к оси устройства под углом π/3, обеспечивает существенное сокращение ширины фланцевой части заготовки (на величину ОС), участвующей в пластическом деформировании на этапе прямой вытяжки полуфабриката 12 по вкладышу 4.
P (АВ - хорда этих дуг) и при наклоне последней к оси устройства под углом π/3, обеспечивает существенное сокращение ширины фланцевой части заготовки (на величину ОС), участвующей в пластическом деформировании на этапе прямой вытяжки полуфабриката 12 по вкладышу 4.
В дальнейшем, при обратной (реверсивной) вытяжке происходит выворот поверхности полуфабриката 12 (прилегавшей к вкладышу 4) в тороидальную поверхность детали 13.
При этом следует иметь в виду, чтобы горизонтальная рабочая поверхность матрицы 2 была на уровне или несколько выше купольной части вкладыша 4. Таким образом при использовании изобретения становится возможным получение тороидальных деталей с большим значением R/Do, т.е. расширяются возможности изготовления тороидальных деталей. Кроме этого, снижается разностенность отштампованных деталей, что приводит к повышению их качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023521C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2013165C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2020014C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2023523C1 |
| ШТАМП ДЛЯ ТОРЦЕВОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ПОЛЫХ ЗАГОТОВОК | 1992 |
|
RU2043808C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023522C1 |
| УСТРОЙСТВО ДЛЯ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1991 |
|
RU2090290C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2013164C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ СФЕРИЧЕСКОЙ ФОРМЫ | 1991 |
|
RU2019347C1 |
Использование: относится к обработке металлов давлением, а именно к листовой штамповке деталей тороидальной формы, позволяет расширить технологические возможности и повысить качество при штамповке деталей тороидальной формы. Сущность изобретения: содержит прижим с полостью для размещения жидкости под давлением, матрицу и расположенный в рабочей полости последней тороидальный вкладыш с зеркально расположенными поверхностями, контактирующими с матрицей и заготовкой. Образующие поверхности вкладыша в сечении выполняют в виде дуг окружностей радиусом, равным радиусу образующей тороидальной поверхности рабочей полости матрицы R. Линия симметрии сечения вкладыша выполнена длиной  и наклонена к оси устройства под углом α = π/3 . Концы линии симметрии размещены попарно на образующей тороидальной рабочей поверхности матрицы и на линии сопряжения упомянутой поверхности и внутреннего заходного участка матрицы. 4 ил.
и наклонена к оси устройства под углом α = π/3 . Концы линии симметрии размещены попарно на образующей тороидальной рабочей поверхности матрицы и на линии сопряжения упомянутой поверхности и внутреннего заходного участка матрицы. 4 ил.
УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ШТАМПОВКИ-ВЫТЯЖКИ ЛИСТОВЫХ ДЕТАЛЕЙ, содержащее прижим с полостью для подачи жидкости под давлением, матрицу с рабочей полостью и заходным участком, размещенный в рабочей полости матрицы жесткий вкладыш с рабочей поверхностью и опорной поверхностью, идентичной поверхности рабочей полости матрицы и в контакте с последней, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения штамповки деталей тороидальной формы и повышения их качества, вкладыш выполнен тороидальным, симметричной формы в сечении с одинаковой формой рабочей и опорной поверхностей, линией симметрии сечения, наклоненной к оси устройства под углом α = π / 3, , имеющей длину, равную трем радиусам образующей поверхности рабочей полости матрицы, при этом внутренний конец упомянутой линии симметрии расположен в точке сопряжения заходного внутреннего участка рабочей полости матрицы с ее рабочей поверхностью.
| Исаченков Е.И | |||
| Штамповка резиной и жидкостью | |||
| М.: Машиностроение, 1967, с.166, рис.87в. |
