Область техники, к которой относится изобретение
Данное изобретение относится к способу и устройству для роликовой сварки с раздавливанием кромок, в которых две металлические пластины располагают с перекрытием друг друга на их концевых частях, перекрывающиеся части сжимают с помощью пары верхнего и нижнего роликовых электродов и непрерывно сваривают друг с другом за счет подачи тока сварки в перекрывающиеся части с последующим соединением металлических пластин.
Уровень техники
В устройстве для роликовой сварки с раздавливанием кромок используется следующий способ сварки. Две металлические пластины располагают с перекрытием друг друга на их концевых частях. Перекрывающиеся части сжимают с помощью пары роликовых электродов и непрерывно сваривают вместе за счет приложения к ним тока сварки. Одновременно соединяемую часть, размягченную за счет нагревания до высокой температуры, прокатывают электродными роликами для уменьшения толщины соединяемой части. Однако этот способ сварки не обеспечивает раскатку соединяемой части до уровня, соответствующего толщине исходного материала. Проблема состоит в том, что толщина соединяемой части увеличивается приблизительно до 120-160% толщины исходного материала (металлической пластины), так что образуется ступенька между соединяемой частью и исходным материалом.
Предлагался следующий способ в качестве способа уменьшения толщины соединяемой части. Пару прижимных роликов устанавливают вблизи и на одной стороне пары верхнего и нижнего роликовых электродов. Перед роликовой сваркой с раздавливанием кромок перекрывающиеся части металлических пластин прокатывают с помощью прижимных роликов посредством перемещения базовой рамы, поддерживающей роликовые электроды и прижимные ролики, в направлении прижимных роликов. После завершения прокатки перекрывающие друг друга металлические пластины слегка отодвигают друг от друга для уменьшения толщины соединяемой части. После этого перекрывающиеся части сжимают с помощью роликовых электродов за счет перемещения базовой рамы в противоположном направлении и непрерывно подвергают роликовой сварке с раздавливанием кромок посредством приложения к ним тока сварки. Затем соединяемую часть прокатывают с помощью прижимных роликов для уменьшения ее толщины. См. патентные документы 1 и 2.
Для уменьшения толщины соединяемой части, подвергнутой роликовой сварке с раздавливанием кромок, и для сокращения времени соединения был предложен следующий способ. Первую и вторую пару верхнего и нижнего прижимных роликов устанавливают вблизи и на обеих сторонах пары верхнего и нижнего роликовых электродов. Перекрывающиеся части металлических пластин прокатывают с помощью первых прижимных роликов посредством перемещения базовой рамы, поддерживающей роликовые электроды и прижимные ролики, в предшествующем первым роликам направлении. После этого прокатанную часть сжимают с помощью пары роликовых электродов, следующих за прижимными роликами, и непрерывно подвергают роликовой сварке с раздавливанием кромок посредством приложения к ним тока сварки. Дополнительно к этому соединяемую часть прокатывают с помощью вторых прижимных роликов, следующих за роликовыми электродами, для уменьшения ее толщины. См. патентные документы 1 и 2.
Если две металлические пластины, перекрывающие друг друга, соединяют друг с другом с помощью способа роликовой сварки с раздавливанием кромок, то образуется расплавленная и затвердевшая часть, называемая ядром сварной точки, на центральной по толщине части металлических пластин, захваченных парой роликовых электродов. Чем больше разница по толщине между металлическими пластинами, тем дальше граница раздела соединения от центральной по толщине части металлических пластин, перекрывающих друг друга. Поэтому, поскольку имеется проблема, что граница раздела соединения отклоняется от ядра сварной точки и уменьшается соединяемая толщина, необходимо ограничивать отношение толщин металлических пластин, подлежащих соединению друг с другом.
Для смягчения ограничения отношения толщины между металлическими пластинами, подлежащими соединению друг с другом, предлагались следующие средства. Зона контакта между каждым из роликовых электродов и материалом устанавливается примерно равной толщине металлических пластин после роликовой сварки с раздавливанием кромок, так что ядро сварочной точки образуется на границе раздела соединения для увеличения допускаемого отношения толщин соединения. См. патентный документ 3.
Патентный документ 1: JP-2-15314-В.
Патентный документ 2: JP-2-16191-В.
Патентный документ 3: JP 3 350 933.
Сущность изобретения
Проблема, подлежащая решению с помощью изобретения
В устройстве для роликовой сварки с раздавливанием кромок используется следующий способ. Две металлические пластины накладывают с перекрытием друг на друга. Перекрывающиеся части сжимают с помощью пары роликовых электродов и непрерывно сваривают друг с другом посредством приложения к ним тока сварки. Одновременно соединяемую часть, нагретую до высокой температуры для размягчения, прокатывают с помощью электродных роликов для уменьшения ее толщины. Поэтому роликовые электроды выполняют во время прокатки большую часть обработки давлением для уменьшения толщины соединенных материалов. Пластическая деформация соединяемой части, уменьшаемой по толщине, преобладает в направлении прокатки роликовых электродов. Однако соединяемая часть имеет соотношение непрерывного тела с исходным материалом металлической пластины, соседней с ней. Поэтому пластическая деформация в направлении прокатки ограничивается исходным материалом. Следовательно, соединяемую часть нельзя раскатывать до толщины исходного материала. Толщина соединяемой части на основе способа роликовой сварки с раздавливанием кромок увеличивается приблизительно до 120-160% толщины исходного материала (металлической пластины). Поскольку соединенная часть и исходный материал имеют отличающуюся друг от друга толщину, то в соединяемой части образуется ступенька, имеющая высокий коэффициент концентрации напряжений. При приложении напряжения к соединяемой части значительно уменьшается прочность соединяемой части. Другими словами, это ограничивает область применения роликовой сварки с раздавливанием кромок. Дополнительно к этому крутая ступенька царапает рабочий валок на линии обработки стальных пластин и снижается производительность.
Например, соединяемая часть устройства для роликовой сварки с раздавливанием кромок ступенчато увеличивается по толщине до приблизительно 120-160% исходного материала. Если устройство для роликовой сварки с раздавливанием кромок применяется для оборудования холодной прокатки, имеющего большое общее уменьшение толщины при прокатке, то ступенчатая часть соединяемой части складывается в исходный материал с образованием трещин. Следовательно, эффективная площадь поперечного сечения уменьшается в соединяемой части, называемой штрипсом, металлической пластины. Это увеличивает растягивающее напряжение относительно растягивающей силы, прикладываемой во время холодной прокатки. Дополнительно к этому передний конец ступеньки, закатанный с трещинами, становится сингулярным полем напряжений, которое резко повышает вероятность разлома. Это приводит к следующей проблеме. Поскольку недорогое, имеющее небольшие размеры устройство для роликовой сварки с раздавливанием кромок не применимо для оборудования холодной прокатки, имеющего большую общую степень уменьшения толщины, то с оборудованием холодной прокатки необходимо использовать устройство для стыковой сварки оплавлением или устройство для сварки лазерным лучом, которое является дорогим и имеет большие размеры.
Устройство для роликовой сварки с раздавливанием кромок, с помощью которого можно дешевым способом соединять друг с другом металлические пластины, имеющие различную толщину и прочность материала, применимо к специальным заготовкам. Однако устройство для роликовой сварки с раздавливанием кромок нельзя применять для соединения части, когда соединенная часть, увеличенная по толщине, приводит к проблеме характеристик формирования, когда возникает проблема концентрации напряжений в результате ступеньки, образованной в соединяемой части. Поэтому для специальных заготовок необходимо применять дорогое устройство лазерной сварки.
Недорогое устройство для роликовой сварки с раздавливанием кромок применяется в качестве соединительной машины для обеспечения непрерывного процесса изготовления для производственных линий, таких как непрерывная линия отжига, линия гальванизации и т.п. при производстве стали, с целью улучшения производительности. Однако, как указывалось выше, роликовая сварка с раздавливанием кромок увеличивает толщину соединяемой части с образованием крутой ступеньки. Когда соединяемая часть проходит через пропуск в дрессировочной клети прокатного стана, применяют следующий способ работы с целью предотвращения царапин на рабочем валке и предотвращения перевода оттиска ступеньки, образованной в соединяемой части, на рабочий валок. Скорость линии уменьшается перед и после пропуска в дрессировочной клети прокатного стана, и поднимается рабочий валок прокатного стана, или уменьшается усилие прокатки. Это приводит к уменьшению производительности.
Из обычных способов, описание которых приведено в патентном документе 1 и патентном документе 2, первый способ может уменьшать толщину соединяемой части до приблизительно 110% толщины исходного материала. В первом способе после завершения прокатки металлические пластины накладывают с перекрытием друг на друга, слегка отодвигают друг от друга для уменьшения соединяемой части. После этого соединяемую часть подвергают роликовой сварке с раздавливанием кромок и дополнительно прокатывают с помощью прижимных роликов. Однако если расстояние между концами металлических пластин, отодвинутых друг от друга, слишком велико, то образуется зубец вблизи соединяемой части за счет прокатки прижимными роликами перед сваркой. Если расстояние недостаточно, то увеличивается величина превышения толщины соединяемой части. За счет этого существует лишь небольшой оптимальный диапазон установки величины расстояния. То есть надежность является небольшой. Поэтому трудно обеспечивать стабильную прочность соединения с высоким качеством.
Из обычных способов, описание которых приведено в патентном документе 1 и в патентном документе 2, способ, в котором прижимные ролики установлены по обе стороны роликовых электродов и прокатка осуществляется после сварки, сварку и прокатку после сварки осуществляют непрерывно посредством перемещения базовой рамы в одном направлении, имеет тот недостаток, что толщина соединяемой части не может быть значительно уменьшена. А именно, металлические пластины захватываются зажимным устройством, так что величина перекрытия во время роликовой сварки с раздавливанием кромок не может отклоняться и ограничена в направлении, перпендикулярном направлению сварки с помощью зажимного устройства. Поэтому прокатка с помощью прижимных роликов после сварки имеет ограничение величины пластической деформации в направлении, перпендикулярном линии сварки, и обеспечивает в основном пластическую деформацию металла в направлении движения роликов. Аналогично прокатке с помощью электродных роликов во время роликовой сварки с раздавливанием кромок, как указывалось выше, пластическая деформация прокатываемой с помощью прижимных роликов части ограничена исходным материалом, так что удлинение значительно ограничено. Поэтому толщину соединяемой части невозможно уменьшать до толщины исходного материала. При прокатке с помощью прижимных роликов объем соединяемой части, толщина которой уменьшается за счет прокатки, уменьшается за счет пластической деформации в продольном направлении соединяемой части с увеличением длины соединяемой части. Это вызывает разницу в удлинении между исходным материалом и соединяемой частью, удлиненной с помощью прижимных роликов, что приводит к тому недостатку, что соединяемая часть изгибается или деформируется волнообразно.
За счет этого, как указывалось выше, трудно с помощью обычного способа роликовой сварки с раздавливанием кромок выполнять соединение при одновременном подавлении увеличения толщины соединяемой части, так чтобы не образовывалась ступенька между соединяемой частью и исходным материалом. Поэтому желательно создание способа роликовой сварки с раздавливанием кромок, который стабильно обеспечивает уменьшение увеличения толщины и образования ступеньки у соединяемой части, а также высокую степень прочности соединения.
С другой стороны, при роликовой сварке с раздавливанием кромок образуется ядро сварной точки в центральной по толщине части двух металлических пластин, сжимаемых с помощью пары роликовых электродов. Если две металлические пластины имеют большую разницу по толщине, то имеется тот недостаток, что часть, где образуется ядро сварной точки, отклоняется от границы раздела соединения, что понижает прочность соединения. Действительно, отношение толщины двух металлических пластин, подлежащих соединению, ограничено величиной примерно 1:1,5 или меньше, и способ роликовой сварки с раздавливанием кромок не применим для отношений толщины больше указанного отношения толщины.
Для устранения этого недостатка был предложен следующий способ. Как раскрыто в патентном документе 3, пара роликовых электродов установлена с возможностью вращения вокруг соответствующих осей, параллельных друг другу, и в таких роликовых электродах площадь контакта на стороне толстой металлической пластины меньше, чем у роликового электрода на стороне тонкой металлической пластины. Это приблизительно выравнивает толщину металлических пластин после роликовой сварки с раздавливанием кромок. Однако для количественного управления разницей по толщине между металлическими пластинами, перекрывающиеся части металлических пластин должны быть расположены у концов роликовых электродов. Например, если металлическая пластина с толщиной 2 мм соединяется с металлической пластиной с толщиной 3 мм, то величина перекрытия металлических пластин в основном соответствует толщине металлической пластины. Поэтому ширина контакта между роликовым электродом и материалом составляет приблизительно 2-3 мм. Если соединяемая часть расположена у конца бочки роликового электрода и поверхностное давление между роликовым электродом и материалом поддерживается с требуемой точностью, то возникает следующая проблема. Зазором между работающими по вертикали рамами роликовых электродов, зазором между подшипниками роликовых электродов и объемом износа роликового электрода необходимо управлять на уровне примерно 0,2-0,3 мм. Таким образом, необходимо увеличивать точность позиционирования в направлении ширины соединения. Дополнительно к этому необходима более высокая жесткость и точность зажимного устройства, которое задает положение металлических пластин, что приводит к увеличению размеров и стоимости установки. Кроме того, существует еще указанная ниже проблема. Даже если ядро сварной точки может быть образовано в центральной части границы раздела соединения, то толщина соединяемой части не может быть получена равной толщине исходного материала. Поэтому имеются ограничения применения этой роликовой сварки с раздавливанием кромок для части, от которой требуется усталостная прочность.
Первой целью данного изобретения является создание способа и устройства роликовой сварки с раздавливанием кромок, которые позволяют уменьшать ступенчатый градиент соединяемой части двух металлических пластин и могут обеспечивать высокую прочность соединения.
Второй целью данного изобретения является создание способа и устройства роликовой сварки с раздавливанием кромок, которые обеспечивают создание ядра сварной точки с помощью роликовой сварки с раздавливанием кромок на границе раздела соединения для улучшения прочности соединения и позволяют увеличивать допустимое отношение разницы по толщине соединения с помощью относительно простой и недорогой конфигурации в случае, когда соединяются друг с другом металлические пластины, имеющие различную толщину.
Средства для решения проблемы
Первое изобретение
Первое изобретение для решения указанных выше проблем характеризуется тем, что в способе роликовой сварки с раздавливанием кромок, в котором располагают две металлические пластины с перекрытием друг друга на их концевых частях и перекрывающиеся части сжимают с помощью пары верхнего и нижнего роликовых электродов и непрерывно сваривают друг с другом посредством подачи тока сварки в перекрывающиеся части с соединением металлических пластин, при этом соответствующие оси роликовых электродов наклонены в горизонтальной плоскости в противоположных друг другу направлениях относительно прямой линии, перпендикулярной линии сварки, заданной на перекрывающихся частях двух металлических пластин, и затем роликовые электроды жестко приводятся в движение для соединения двух металлических пластин.
Как указывалось выше, оси роликовых электродов наклонены и две металлические пластины соединяются друг с другом при жестком приводе роликовых электродов. Сдвигающее усилие в направлении, перпендикулярном линии сварки, прикладывается к перекрывающимся частям металлических пластин. Это вызывает деформацию сдвига в том же направлении. Пластическая деформация в направлении, перпендикулярном к линии сварки, происходит дополнительно к пластической деформации в направлении линии сварки, обеспечиваемой с помощью прокатки обычными роликовыми электродами. Пластическая деформация в направлении, перпендикулярном линии сварки, значительно уменьшает величину увеличения толщины перекрывающихся частей (соединяемой части) после соединения. Следовательно, непосредственно после этого соединяемая часть прокатывается с помощью прижимных роликов для дальнейшего уменьшения величины увеличения толщины соединяемой части, что значительно уменьшает градиент ступеньки. За счет уменьшения градиента ступеньки уменьшается степень концентрации напряжений и может обеспечиваться высокая прочность соединения.
Если две металлические пластины имеют различную толщину, то угол наклона осей роликовых электродов регулируется в соответствии с толщинами металлических пластин. Регулируется уменьшение величины толщины каждой металлической пластины в перекрывающихся частях. Металлические пластины соединяются друг с другом так, что ядро сварной точки не отклоняется от границы раздела соединения. Таким образом, уменьшается степень концентрации напряжений за счет уменьшения градиента ступеньки, и дополнительно к этому ядро сварной точки образуется на границе раздела соединения, и это резко увеличивает прочность соединения соединяемой части и позволяет увеличивать допустимую разницу толщины при соединении, что увеличивает гибкость операции. Дополнительно к этому лишь за счет выполнения, при котором пара роликовых электродов наклонена и жестко приводится в движение, способ роликовой сварки с раздавливанием кромок может быть реализован с помощью относительно простого и недорогого выполнения.
Второе изобретение
Второе изобретение для решения указанных выше проблем характеризуется тем, что в способе роликовой сварки с раздавливанием кромок согласно первому изобретению соответствующие оси роликовых электродов наклонены относительно прямой линии, перпендикулярной линии сварки, так что соответствующие расположенные в направлении движения части роликовых электродов обращены в горизонтальной плоскости в направлении прохождения металлической пластины, с которой роликовые электроды сначала приходят в контакт, для соединения двух металлических пластин.
За счет этого можно предотвращать врезание концов металлических пластин у перекрывающихся частей в роликовые электроды и царапание их, когда роликовые электроды проходят по перекрывающимся частям в процессе сварки. Следовательно, можно предотвращать разбрызгивание, вызванное таким царапанием, во время сварки.
Третье изобретение
Третий вариант выполнения для решения указанных выше проблем характеризуется тем, что в способе роликовой сварки с раздавливанием кромок согласно первому или второму изобретению две металлические пластины имеют различную толщину и угол наклона оси роликового электрода на стороне металлической пластины с большей толщиной устанавливают больше, чем угол наклона оси роликового электрода на стороне металлической пластины с меньшей толщиной.
Как указывалось выше, угол наклона оси роликового электрода на стороне металлической пластины с большей толщиной больше. Это увеличивает величину уменьшения толщины металлической пластины на стороне большей толщины и делает ее приблизительно равной уменьшенной величине толщины металлической пластины, имеющей меньшую толщину. Таким образом, металлические пластины соединяются друг с другом так, что ядро сварной точки образуется на границе раздела соединения, что улучшает прочность соединения.
Четвертое изобретение
Четвертое изобретение для решения указанных выше проблем характеризуется тем, что в способе роликовой сварки с раздавливанием кромок согласно первому-третьему изобретению по меньшей мере в одном из процессов перед началом сварки перекрывающихся частей и после завершения сварки перекрывающихся частей выбирается первая установка, при которой пара роликовых электродов приводится в контакт друг с другом, или вторая установка, при которой пара роликовых электродов не приводится в контакт друг с другом или же приводится в контакт друг с другом с меньшей нагрузкой по сравнению с усилием прижимания во время сварки, и при первой установке пара роликовых электродов не приводится в движение, а при второй установке пара роликовых электродов приводится в движение.
Это может предотвращать приложение чрезмерной упорной силы к верхнему и нижнему роликовым электродам, что продлевает срок службы подшипников роликовых электродов. Кроме того, уменьшается износ верхнего и нижнего роликовых электродов, что приводит к уменьшению эксплуатационных расходов.
Пятое изобретение
Пятое изобретение для решения указанных выше проблем характеризуется тем, что в способе роликовой сварки с раздавливанием кромок согласно первому-четвертому изобретению после соединения двух металлических пластин друг с другом с помощью роликовой сварки с раздавливанием кромок соответствующие оси пары прижимных роликов наклоняются в горизонтальной плоскости относительно прямой линии, перпендикулярной линии сварки, и ступенька, образующаяся в соединяемой части, прокатывается в направлении перемещения прижимных роликов за счет жесткого привода прижимных роликов.
Как указывалось выше, соответствующие оси пары верхнего и нижнего роликовых электродов наклоняются и соединяемая часть прокатывается при одновременном жестком приводе пары прижимных роликов. Поэтому аналогично случаю, когда соответствующие оси пары верхнего и нижнего роликовых электродов наклонены, сдвигающее усилие в направлении, перпендикулярном линии сварки, прикладывается к соединяемой части. Это вызывает деформацию сдвига соединяемой части. Деформация сдвига в направлении, перпендикулярном линии сварки, значительно уменьшает величину увеличения толщины соединяемой части. Следовательно, во время как роликовой сварки с раздавливанием кромок с помощью роликовых электродов, так и прокатки с помощью прижимных роликов величина увеличения толщины уменьшается за счет деформации сдвига в направлении, перпендикулярном линии сварки. При соединении металлических пластин, имеющих одинаковую толщину, соединяемую часть можно надежно раскатывать до толщины, соответствующей толщине исходного материала металлической пластины, и за счет этого сглаживать ступеньку. При соединении металлических пластин, имеющих различную толщину, ступенька может быть сглажена и градиент ступеньки может быть значительно уменьшен. Следовательно, степень концентрации напряжений можно надежно уменьшать для обеспечения высокой прочности соединения по сравнению со случаем, когда наклонены лишь оси роликовых электродов.
Шестое изобретение
Шестое изобретение для решения указанных выше проблем характеризуется тем, что в способе роликовой сварки с раздавливанием кромок согласно пятому изобретению соответствующие оси прижимных роликов наклонены, каждая, относительно прямой линии, перпендикулярной линии сварки, так что соответствующие расположенные в направлении движения части прижимных роликов обращены в горизонтальной плоскости в направлении, противоположном направлению прохождения металлической пластины, относительно металлического материала, с которым прижимные ролики сначала приходят в контакт, и ступенька, образованная в соединяемой части, прокатывается в направлении движения.
Это может предотвращать складывание ступенчатой части в исходный материал металлической пластины. Поэтому можно предотвращать аналогичный трещине дефект (дефект не сварки), появляющийся при складывании ступенчатой части в исходный материал. Таким образом, улучшается качество соединяемой части.
Седьмое изобретение
Седьмое изобретение для решения указанных выше проблем характеризуется тем, что в устройстве для роликовой сварки с раздавливанием кромок, в котором две металлические пластины располагаются с перекрытием друг друга на их концевых частях и перекрывающиеся части сжимаются с помощью пары верхнего и нижнего роликовых электродов и непрерывно свариваются друг с другом посредством приложения тока сварки к соединяемым частям с последующим соединением металлических пластин, роликовые электроды установлены так, что оси роликовых электродов наклонены в горизонтальной плоскости в соответствующих направлениях, противоположных друг другу, относительно оси, перпендикулярной линии сварки, заданной на соединяемых частях двух металлических пластин.
За счет этого в способе роликовой сварки с раздавливанием кромок согласно первому изобретению обеспечивается возможность изготовления с достижением следующих результатов. Градиент ступеньки соединяемой части двух металлических пластин может быть уменьшен. Поэтому может быть уменьшена степень концентрации напряжений и обеспечена высокая прочность соединения. Дополнительно к этому, если две металлические пластины имеют различную толщину, то с помощью относительно простого и дешевого выполнения ядро сварной точки, образованное при роликовой сварке с раздавливанием кромок, находится на границе раздела соединения для увеличения прочности соединения, за счет чего увеличивается допустимая разница толщин соединения.
Восьмое изобретение
Восьмое изобретение для решения указанных выше проблем характеризуется тем, что в устройстве для роликовой сварки с раздавливанием кромок согласно седьмому изобретению предусмотрен механизм для независимого наклона в горизонтальной плоскости каждой из соответствующих осей роликовых электродов относительно оси, перпендикулярной линии сварки.
За счет этого может быть создано устройство для роликовой сварки с раздавливанием кромок, в котором можно просто устанавливать правильно оптимальный угол наклона в соответствии с толщиной каждой из металлических пластин и перекрывать широкий диапазон различия толщины металлических пластин.
Девятое изобретение
Девятое изобретение для решения указанных выше проблем характеризуется тем, что в устройстве для роликовой сварки с раздавливанием кромок согласно восьмому изобретению предусмотрена пара верхнего и нижнего прижимных роликов для прокатки соединяемой части металлических пластин, соединенных с помощью роликовой сварки с раздавливанием кромок; при этом прижимные ролики установлены так, что оси прижимных роликов наклонены в горизонтальной плоскости относительно оси, перпендикулярной линии сварки соединяемой части.
За счет этого в способе роликовой сварки с раздавливанием кромок согласно пятому изобретению обеспечивается возможность изготовления с достижением следующих результатов. Во время как роликовой сварки с раздавливанием кромок с помощью роликовых электродов, так и прокатки с помощью прижимных роликов, уменьшается величина увеличения толщины соединяемой части за счет деформации сдвига в направлении, перпендикулярном линии сварки. В соединяемой части металлических пластин можно сглаживать ступеньку и можно значительно уменьшать градиент ступеньки. Следовательно, можно надежно уменьшать степень концентрации напряжений и обеспечивать высокую прочность соединения.
Десятое изобретение
Десятое изобретение для решения указанных выше проблем характеризуется тем, что в устройстве для роликовой сварки с раздавливанием кромок согласно девятому изобретению предусмотрен механизм для независимого наклона в горизонтальной плоскости каждой из соответствующих осей прижимных роликов относительно оси, перпендикулярной линии сварки.
За счет этого может быть создано устройство для роликовой сварки с раздавливанием кромок, в котором можно просто устанавливать правильно оптимальный угол наклона в соответствии с толщиной каждой из металлических пластин.
Преимущества изобретения
Согласно данному изобретению, когда осуществляется соединение друг с другом металлических пластин с помощью способа роликовой сварки с раздавливанием кромок, соответствующие оси пары верхнего и нижнего роликовых электродов наклонены и две металлические пластины соединяются друг с другом во время жесткого привода роликовых электродов. Поэтому величина увеличения толщины соединяемой части может быть значительно уменьшена за счет деформации сдвига в направлении, перпендикулярном линии сварки, и градиент ступеньки может быть значительно уменьшен. Следовательно, может быть уменьшена степень концентрации напряжений, и может быть обеспечена высокая прочность соединения.
Согласно данному изобретению, если две металлические пластины имеют различную толщину, то углы наклона осей электродных роликов устанавливаются в соответствии с толщинами металлических пластин. Поэтому ядро сварной точки может быть образовано на границе раздела соединения, что улучшает прочность соединения и повышает допустимую величину разницы по толщине для увеличения гибкости работы.
Дополнительно к этому указанное выше достигается с помощью относительно простого и недорогого выполнения, в котором лишь пара роликовых электродов наклонена и жестко приводится в движение.
Согласно данному изобретению уменьшается градиент ступеньки соединяемой части металлических пластин и сглаживается ступенька, образованная в соединяемой части. Поэтому может быть уменьшена степень концентрации напряжений и обеспечена высокая прочность соединения. Это обеспечивает следующие преимущества: расширяется диапазон применения роликовой сварки с раздавливанием кромок, предотвращается царапание рабочих роликов на линии обработки стальных пластин и повышается производительность и выход.
В частности, данное изобретение обеспечивает возможность уменьшения градиента ступеньки и сглаживания ступеньки, образуемой в соединяемой части, что приводит к уменьшению степени концентрации напряжений и обеспечивает высокую прочность соединения. Поэтому в процессе холодной прокатки в стане обработки стальных пластин можно предотвращать царапание рабочих валков во время холодной прокатки, а также может быть улучшен следующий процесс и улучшены характеристики натяжения. Таким образом, роликовую сварку с раздавливанием кромок можно применять для процесса холодного проката, что было невозможно до настоящего времени.
Кроме того, было невозможно применение роликовой сварки с раздавливанием кромок при специальных заготовках в части, которая требует усталостной прочности, вследствие концентрации напряжений в ступеньке, образуемой в соединяемой части. Однако при уменьшении градиента ступеньки и сглаживании ступенек концентрация напряжений смягчается и улучшается изменяемость формы давлением. Таким образом, дорогостоящее устройство сварки лазерным лучом можно заменять недорогим устройством для роликовой сварки с раздавливанием кромок.
На производственной линии, такой как линия непрерывного отжига, линия гальванизации или т.п., может быть уменьшен угол контакта (степень концентрации напряжений) между прокатными валками пропуска в дрессировочной клети прокатного стана и соединяемой частью. Следовательно, может быть уменьшено контактное поверхностное давление между рабочим валком и материалом. Поэтому можно предотвращать царапание рабочего валка и перенос оттиска соединяемой части без понижения скорости линии. Таким образом, можно повышать производительность и выход.
Кроме того, согласно данному изобретению соответствующие оси роликовых электродов наклонены в направлениях, противоположных друг другу в горизонтальной плоскости. Поэтому во время соединения с помощью роликовых электродов, сдвигающее усилие, прикладываемое к соединяемой части, уравновешивает силу, передаваемую на зажимные устройства. Это может предотвращать продольный изгиб части металлической пластины между зажимным устройством и соединяемой частью во время соединения металлических пластин, имеющих небольшую толщину. Следовательно, можно обеспечивать относительно широкое пространство между зажимным устройством и соединяемой частью, что может смягчать ограничения на расположение роликовых электродов, прижимных роликов и относящегося к ним оборудования.
Краткое описание чертежей
На чертежах схематично изображено:
фиг.1 - устройство для роликовой сварки с раздавливанием кромок согласно одному варианту выполнения данного изобретения;
фиг.2 - состояние начала сварки, когда две металлические пластины, имеющие одинаковую толщину, расположены с перекрытием друг друга и перекрывающаяся часть сжимается с помощью пары верхнего и нижнего роликовых электродов;
фиг.3 - форма соединяемой части, имеющей ступеньки, образованные непосредственно после соединения друг с другом металлических пластин, имеющих одинаковую толщину, с помощью роликовой сварки с раздавливанием кромок с использованием обычных роликовых электродов, оси которых не наклонены;
фиг.4 - форма соединяемой части, имеющей ступеньки, образованные непосредственно после соединения друг с другом металлических пластин, имеющих одинаковую толщину, с помощью роликовой сварки с раздавливанием кромок с использованием двух роликовых электродов согласно данному варианту выполнения;
фиг.5 - деформация металла на длине контактной дуги в случае, когда перекрывающиеся части соединяются друг с другом с помощью роликовых электродов, соответствующие оси которых наклонены, для верхнего роликового электрода 1 в качестве примера;
фиг.6 - поперечное сечение соединяемой части и роликовых электродов во время сварки на виде со стороны задней части роликовых электродов в направлении их движения для следующего случая: соответствующие оси пары роликовых электродов наклонены, каждая, относительно прямой линии, перпендикулярной линии сварки, так что часть роликового электрода, расположенная на стороне в направлении движения, обращена в горизонтальной плоскости в направлении, противоположном направлению прохождения металлической пластины, с которой роликовый электрод приходит сначала в контакт;
фиг.7А - верхний роликовый электрод на виде по вертикали сверху в состоянии сварки, показанном на фиг.6, для иллюстрации направления, в котором следует наклонять верхний роликовый электрод;
фиг.7В - нижний роликовый электрод на виде по вертикали сверху в состоянии сварки, показанном на фиг.6, для иллюстрации направления, в котором следует наклонять нижний роликовый электрод;
фиг.8 - поперечное сечение соединяемой части и роликовых электродов во время сварки на виде со стороны задней части роликовых электродов в направлении их движения для следующего случая: соответствующие оси пары роликовых электродов наклонены, каждая, относительно прямой линии, перпендикулярной линии сварки, так что часть роликового электрода, расположенная на стороне в направлении движения, обращена в горизонтальной плоскости в направлении, противоположном направлению прохождения металлической пластины, с которой роликовый электрод приходит сначала в контакт;
фиг.9А - верхний роликовый электрод на виде по вертикали сверху в состоянии сварки, показанном на фиг.8, для иллюстрации направления, в котором следует наклонять верхний роликовый электрод;
фиг.9В - нижний роликовый электрод на виде по вертикали сверху в состоянии сварки, показанном на фиг.6, для иллюстрации направления, в котором следует наклонять нижний роликовый электрод;
фиг.10А - часть, где образуется ядро сварной точки в случае соединения друг с другом двух металлических пластин, имеющих одинаковую толщину, с помощью роликовой сварки с раздавливанием кромок с использованием обычных роликовых электродов, оси которых не наклонены;
фиг.10В - часть, где образуется ядро сварной точки в случае соединения друг с другом двух металлических пластин, имеющих различную толщину, с помощью роликовой сварки с раздавливанием кромок с использованием обычных роликовых электродов, оси которых не наклонены;
фиг.11 - состояние сварки в случае, когда угол наклона оси роликового электрода на стороне толстой металлической пластины установлен больше, чем угол наклона на стороне тонкой металлической пластины, так что соответствующие толщины металлических пластин равны друг другу после соединения;
фиг.12А - верхний роликовый электрод на виде по вертикали сверху в состоянии сварки, показанном на фиг.11, для иллюстрации направления, в котором следует наклонять верхний роликовый электрод;
фиг.12В - нижний роликовый электрод на виде по вертикали сверху в состоянии сварки, показанном на фиг.11, для иллюстрации направления, в котором следует наклонять нижний роликовый электрод;
фиг.13 - состояние, когда соответствующие оси верхнего и нижнего роликовых электродов наклонены перед началом роликовой сварки с раздавливанием кромок и верхний и нижний роликовые электроды прижаты друг к другу, и состояние, когда верхний и нижний прижимные ролики прижаты друг к другу, на виде, аналогичном фиг.1;
фиг.14 - векторы скорости и коэффициент относительного скольжения верхнего и нижнего роликовых электродов, возникающие при прижимании верхнего и нижнего роликовых электродов друг к другу и приводе при наклоне соответствующих осей верхнего и нижнего роликовых электродов;
фиг.15 - схема системы управления для устройства для роликовой сварки с раздавливанием кромок, показанного на фиг.1;
фиг.16 - механизм наклона роликового электрода, с помощью которого можно изменять угол наклона роликового электрода на любой угол;
фиг.17 - точки концентрации напряжений в состоянии, когда существуют ступеньки у соединяемой части;
фиг.18А - состояние контакта между частью, сваренной с помощью обычной роликовой сварки с раздавливанием кромок, и рабочими валками прокатного стана;
фиг.18В - состояние контакта между частью, сваренной с помощью роликовой сварки с раздавливанием кромок, и рабочими валками прокатного стана в случае, когда металлические пластины прокатываются с помощью роликовых электродов, оси которых наклонены, и ступенька, образованная у соединяемой части, сглажена;
фиг.19 - устройство для роликовой сварки с раздавливанием кромок согласно другому варианту выполнения данного изобретения;
фиг.20А - исходное состояние прокатки, выполняемой с помощью пары прижимных роликов в случае, когда соответствующие оси прижимных роликов наклонены относительно прямой линии, перпендикулярной линии сварки, так что части прижимных роликов в направлении движения обращены в горизонтальной плоскости в направлении, противоположном направлению прохождения металлической пластины, относительно металлического материала, с которым приходят сначала в контакт прижимные ролики;
фиг.20В - состояние завершения прокатки, выполняемой с помощью прижимных роликов, в случае прокатки согласно фиг.20А;
фиг.21 - исходное состояние прокатки, выполняемой с помощью пары прижимных роликов в случае, когда прижимные ролики наклонены в обратную сторону по сравнению с фиг.20А, т.е. в случае, когда соответствующие оси прижимных роликов наклонены, каждая, относительно прямой линии, перпендикулярной линии сварки, так что расположенные в направлении движения части прижимных роликов обращены в горизонтальной плоскости в направлении прохождениям металлической пластины относительно металлического материала, с которым входят сначала в контакт прижимные ролики;
фиг.21В - состояние завершения прокатки, выполняемой с помощью прижимных роликов, в случае прокатки согласно фиг.21А;
фиг.22 - соотношение между температурой материала и сопротивлением деформации в случае, когда металлическая пластина является обычной сталью.
Перечень позиций
1 - Верхний роликовый электрод
1А - Расположенная в направлении движения часть роликового электрода
2 - Верхний роликовый электрод
2А - Расположенная в направлении движения часть роликового электрода
3 - Верхний прижимной ролик
4 - Нижний прижимной ролик
5 - Металлическая пластина
5А - Конец
6 - Металлическая пластина
6А - Конец
7 - Зажимное устройство на стороне входа
8 - Зажимное устройство на стороне подачи
9 - Несущая рама
10 - Устройство прижимания роликового электрода
11 - Устройство прижимания прижимного ролика
13 - Упорная сила
14 - Сдвигающее усилие
15 - Ось верхнего прижимного ролика
16 - Ось нижнего прижимного ролика
17 - Ось верхнего роликового электрода
18 - Ось нижнего роликового электрода
22 - Верхний рабочий валок
23 - Нижний рабочий валок
27 - Механизм для наклона роликового электрода
28 - Вектор скорости верхнего роликового электрода
29 - Вектор скорости нижнего роликового электрода
30 - Коэффициент относительного скольжения
45 - Прямая линия в направлении, перпендикулярном оси прижимного ролика
46 - Часть длины контактной дуги
51, 52 - Установочные блоки
54 - Опорный ролик
55 - Базовая плита
57 - Устройство с цилиндром для привода несущей рамы
61, 62 - Электродвигатели
63, 64 - Электродвигатели
67, 68 - Механизм с цепью и звездочками
71 - Верхний контроллер
72 - Контроллер привода несущей рамы
73 - Контроллер раздавленной кромки
74 - Контроллер прижимного ролика
75 - Лазерный дальномер
81 - Вращающийся вал
82, 83 - Шестерни
84 - Электродвигатель
85 - Контроллер угла наклона
86 - Датчик угла
L - Перекрывающаяся часть
J - Соединяемая часть
S - Ступенька
N - Ядро сварной точки
A - Направление движения (направление прокатки)
X - Линия сварки (линия соединения)
Y - Направление, перпендикулярное линии сварки
R - Вектор скорости прижимного ролика в части длины контактной длины
R1 - Составляющая вектора скорости R в направлении линии сварки Х
R2 - Составляющая вектора скорости R в направлении, перпендикулярном линии сварки Х
α, α1, α2 - Угол наклона
Предпочтительные варианты выполнения изобретения
Ниже приводится описание вариантов выполнения данного изобретения со ссылками на чертежи. Металлическая пластина согласно вариантам выполнения предназначена в качестве примера для сталепрокатного стана.
На фиг.1 схематично показано устройство для роликовой сварки с раздавливанием кромок согласно одному варианту выполнения данного изобретения.
Как показано на фиг.1, устройство для роликовой сварки с раздавливанием кромок согласно одному варианту выполнения включает пару из верхнего и нижнего роликовых электродов 1, 2, пару из верхнего и нижнего прижимных роликов 3, 4, зажимные устройства 7, 8 на стороне входа и на стороне подачи, несущую раму 9, устройство 10 прижимания роликовых электродов и устройство 11 прижимания прижимных роликов. Устройство 10 прижимания роликовых электродов и устройство 11 прижимания прижимных роликов являются, например, гидравлическими цилиндрами. Верхний роликовый электрод 1 и верхний прижимной ролик 3 опираются на верхнюю горизонтальную раму 9а несущей рамы 9 через устройство 10 прижимания роликовых электродов и устройство 11 прижимания прижимных роликов соответственно. Дополнительно к этому нижний роликовый электрод 2 и нижний прижимной ролик 4 опираются на нижнюю горизонтальную раму 9b несущей рамы 9 через установочные блоки 51 и 52 соответственно. Пара верхнего и нижнего прижимных роликов 3, 4 расположена вблизи пары верхнего и нижнего роликовых электродов 1, 2 на несущей раме 9.
Несущая рама 9 снабжена на своей нижней части опорными роликами 54. Дополнительно к этому несущую раму 9 можно сдвигать на базовой плите 55 на опорных роликах в направлении (направлении сварки), перпендикулярном двум металлическим пластинам 5, 6, подлежащим соединению друг с другом. Расположенное на стороне входа зажимное устройство 7 включает пару верхнего и нижнего зажимных элементов 7а, 7b, верхнее и нижнее устройства 7с, 7d с прижимными цилиндрами и опорную раму 7е. Зажимные элементы 7а и 7b опираются на верхнее и нижнее устройства 7с и 7d прижимных цилиндров соответственно на опорной раме 7е. Расположенное на стороне подачи зажимное устройство 8 включает пару верхнего и нижнего зажимных элементов 8а, 8b, верхнее и нижнее устройства 8с, 8d с прижимными цилиндрами и опорную раму 8е. Зажимные элементы 8а и 8b опираются на верхнее и нижнее устройства 8с и 8d прижимных цилиндров соответственно на опорной раме 8е. Опорные рамы 7е, 8е опираются на базовую плиту 55.
Устройство для роликовой сварки с раздавливанием кромок включает пару верхнего и нижнего электродвигателей 61, 62 для приведения во вращение соответствующих роликовых электродов. Пара верхнего и нижнего электродвигателей 61, 62 установлена на соответствующих боковых поверхностях устройства 10 для прижимания электродных роликов и установочного блока 51. Электродвигатели 61, 62 соединены с соответствующими валами вращения роликовых электродов 1, 2, например, через соответствующие механизмы 67 с цепью и звездочками. Таким образом, мощность вращения электродвигателей 61, 62 передается на соответствующие роликовые электроды 1, 2.
Устройство 10 прижимания роликового электрода снабжено механизмом 27 наклона (см. фиг.16) для наклона оси каждого из роликового электрода 1, 2.
На фиг.2 показано состояние начала сварки, когда две металлические пластины 5, 6, имеющие одинаковую толщину, располагаются с перекрытием друг друга и их перекрывающиеся части сжимаются парой верхнего и нижнего роликовых электродов 1, 2 согласно данному изобретению. На фиг.3 показана форма соединяемой части, имеющей ступеньки, образованные непосредственно после соединения друг с другом двух металлических пластин 5, 6, имеющих одинаковую толщину, с помощью роликовой сварки с раздавливанием кромок с использованием обычных роликовых электродов, оси которых не наклонены. На фиг.4 показана форма соединяемой части, имеющей ступеньки, образованные непосредственно после соединения друг с другом двух металлических пластин 5, 6, имеющих одинаковую толщину, с помощью роликовой сварки с раздавливанием кромок с использованием роликовых электродов согласно данному варианту выполнения.
Как показано на фиг.2 и 4, в данном варианте выполнения пара верхнего и нижнего роликовых электродов 1, 2 установлена так, что оси 17, 18 роликовых электродов 1, 2 наклонены в горизонтальной плоскости в соответствующих направлениях, противоположных друг другу, относительно оси Y (см. фиг.5), перпендикулярной линии Х сварки (см. фиг.5), образованной в перекрывающихся частях L (заштрихованные части на фиг.2) двух металлических пластин 5, 6. Дополнительно к этому роликовые электроды 1 и 2 жестко приводятся в движение с помощью электродвигателей 61 и 62 соответственно для соединения металлических пластин 5, 6. Устройство 10 прижимания роликовых электродов снабжено механизмом 27 наклона (см. фиг.16) для регулирования угла наклона каждой из соответствующих осей 17, 18 роликовых электродов 1, 2.
Когда металлические пластины 5, 6 подлежат соединению друг с другом, соответствующие концевые части металлических пластин 5, 6 располагаются с перекрытием друг друга. В этом состоянии металлические пластины 5, 6 захватываются и фиксируются по положению с помощью соответствующих зажимных элементов 7а, 7b; 8a, 8b, расположенных на стороне входа и на стороне подачи зажимных устройств 7, 8. Затем несущая рама 9 сдвигается в направлении сварки с помощью приводного устройства, такого как устройство 57 с цилиндром или т.п., установленного на базовой плите 55. Это вызывает относительный сдвиг пары верхнего и нижнего роликовых электродов 1, 2 и пары верхнего и нижнего прижимных роликов 3, 4, опирающихся на несущую раму 9, относительно металлических пластин 5, 6. Таким образом, непрерывно выполняются соединение и сжатие. В этом случае перекрывающиеся части L металлических пластин 5, 6 захватываются парой верхнего и нижнего роликовых электродов 1, 2 и роликовые электроды 1, 2 прижимаются к перекрывающимся частям L металлических пластин 5, 6 с помощью устройства 10 прижимания роликовых электродов. В то время как роликовые электроды 1, 2 жестко приводятся во вращение с помощью соответствующих электродвигателей 61, 62, в роликовые электроды 1, 2 подается ток сварки для создания резистивного нагревания. Таким образом осуществляется сварка (роликовая сварка с раздавливанием кромок). Затем перекрывающиеся части L свариваются с помощью роликовых электродов 1, 2. Непосредственно после этого соединяемая часть (свариваемая часть) J металлических пластин 5, 6 захватывается парой верхнего и нижнего прижимных роликов 3, 4, а затем прижимные ролики 3, 4 прижимаются к соединяемой части J с помощью устройства 11 прижимания прижимных роликов с целью прокатки за счет этого соединяемой части J металлических пластин 5, 6.
Как показано на фиг.3, если роликовая сварка с раздавливанием кромок выполняется с использованием обычных роликовых электродов 1, 2, оси которых не наклонены, то толщина соединяемой части J (заштрихованная часть на фиг.3), увеличивается до приблизительно 120-160% толщины исходного материала, т.е. металлических пластин 5, 6. Это создает ступеньки S между соединяемой частью и исходным материалом (металлическими пластинами 5, 6). В частности, при обычной технологии, при которой роликовые электроды 1, 2 не наклонены, роликовые электроды 1, 2 прижимаются к перекрывающимся частям L металлических пластин 5, 6 с помощью устройства 10 прижимания роликовых электродов с целью прокатки их во время сварки перекрывающихся частей L. Даже в таком случае толщина соединяемой части не может быть уменьшена до толщины исходного материала, т.е. металлических пластин, с помощью роликовых электродов 1, 2. Это объясняется тем, что пластическая деформация в направлении, перпендикулярном линии сварки, ограничена за счет ограничения коэффициента трения между роликовыми электродами 1, 2 и материалом. Дополнительно к этому это объясняется тем, что пластическая деформация в направлении движения роликовых электродов 1, 2 ограничена исходным материалом вблизи их.
В указанном выше варианте выполнения пара верхнего и нижнего роликовых электродов 1, 2 расположена так, что их оси 17, 18 наклонены в горизонтальной плоскости в соответствующих направлениях, противоположных друг другу, относительно прямой линии (прямой линии в направлении, перпендикулярном линии сварки), перпендикулярной линии сварки перекрывающейся части L. Роликовая сварка с раздавливанием кромок выполняется во время жесткого привода роликовых электродов 1, 2 с помощью соответствующих электродвигателей 61, 62.
Таким образом, к перекрывающимся частям L прикладывается сдвигающее усилие 14 в направлении прямой линии Y, перпендикулярной линии Х сварки (линии соединения), т.е. в направлении, перпендикулярном линии сварки, а также в направлении прокатки (в направлении движения роликовых электродов 1, 2 и прижимных роликов 3, 4). Деформация сдвига за счет сдвигающего усилия 14 способствует пластической деформации в направлении, перпендикулярном линии сварки. Это значительно уменьшает толщину соединяемой части (величину увеличения толщины соединяемой части). Затем непосредственно после этого соединяемая часть J прокатывается с помощью прижимных роликов 3, 4 для дальнейшего уменьшения величины увеличения толщины соединяемой части J до толщины, соответствующей толщине исходного материала, т.е. металлических пластин, что может значительно уменьшать градиент ступеньки. За счет уменьшения градиента ступеньки уменьшается степень концентрации напряжений, что обеспечивает высокую прочность соединения.
Описание операции, в которой пластической деформации (течению металла) в направлении, перпендикулярном линии сварки, способствует наклон соответствующих осей 17, 18 пары верхнего и нижнего роликовых электродов 1, 2, приведено ниже применительно к фиг.5.
На фиг.5 показано течение металла в случае, когда перекрывающиеся части L соединяются друг с другом при наклоне соответствующих осей 17, 18 роликовых электродов 1, 2. Дополнительно к этому на фиг.5 показан в качестве примера верхний роликовый электрод 1. На фигуре стрелкой А обозначено направление движения (направление сварки) роликового электрода 1. Прямая линия Х обозначает линию сварки, образованную в перекрывающейся части L, лежащей в направлении А сварки. Позицией Y обозначена прямая линия, перпендикулярная линии сварки Х. Позицией 45 обозначена прямая линия (прямая линия в направлении, перпендикулярном оси), перпендикулярная оси 17 роликового электрода 1, при этом прямая линия 45 проходит по ширине центральной части роликового электрода 1. Буквой α обозначен угол наклона роликового электрода 1 (угол между линией Х сварки и прямой линией 45, проходящей в направлении, перпендикулярном оси верхнего роликового электрода 1). Кроме того, позицией 46 обозначена часть длины контактной дуги, когда роликовый электрод 1 находится в контакте с перекрывающейся частью L. Символом R обозначен вектор скорости роликового электрода 1 в части 46 длины контактной дуги. Символом R1 обозначена составляющая вектора R скорости в направлении линии Х сварки, а символом R2 обозначена составляющая вектора R скорости в направлении, перпендикулярном линии Х сварки.
Как показано на фиг.5, роликовый электрод 1 жестко приводится во вращение при одновременном прижимании к перекрывающейся части L за счет наклона оси 17 роликового электрода 1 в горизонтальной плоскости относительно прямой линии Y, перпендикулярной линии Х сварки. За счет прижимной силы и коэффициента трения между роликовым электродом 1 и перекрывающейся частью L сдвигающее усилие, соответствующее составляющей R2 вектора скорости в направлении, перпендикулярном линии Х сварки, на части 46 длины контактной дуги с перекрывающейся частью L, прикладывается к перекрывающейся части L. В перекрывающейся части L происходит не только течение металла в направлении составляющей R1 вектора скорости (направлении, параллельном линии Х сварки), но также течение металла в направлении составляющей R2 вектора скорости (направлении, перпендикулярном линии Х сварки). Другими словами, в перекрывающейся части L происходит пластическая деформация в направлении, перпендикулярном линии Х сварки, за счет деформации сдвига, вызванной сдвигающим усилием 14. Таким образом, деформация сдвига или пластическая деформация в направлении, перпендикулярном линии Х сварки, может уменьшать толщину (толщину соединяемой части) после соединения перекрывающейся части L.
Как указывалось выше, пара роликовых электродов 1, 2 жестко приводится в движение с помощью соответствующих электродвигателей 61, 62, при этом соответствующие оси 17, 18 роликовых электродов 1, 2 наклонены относительно прямой линии Y, перпендикулярной линии Х сварки. В то же время перекрывающиеся части L свариваются при одновременном прижимании друг к другу. Сдвигающее усилие 14 прикладывается к перекрывающимся частям L в направлении, перпендикулярном линии сварки. Таким образом, толщина соединяемой части перекрывающихся частей уменьшается. Сдвигающее усилие 14 зависит от сопротивления деформации материала; поэтому чем выше сопротивление деформации, тем большая упорная сила 13 прикладывается к роликовым электродам 1, 2 со стороны соответствующих металлических пластин 5, 6. При увеличении упорной силы 13 указанным выше образом возникает проблема, состоящая в том, что уменьшается срок службы роликовых электродов 1, 2 и их подшипников и увеличивается все устройство для обеспечения выдерживания упорной силы 13.
В данном варианте выполнения указанная упорная сила 13, вызываемая наклоном соответствующих осей 17, 18 роликовых электродов 1, 2, возникает во время нагревания сваркой (роликовой сварки с раздавливанием кромок) перекрывающихся частей L. Во время роликовой сварки с раздавливанием кромок температура вблизи соединяемой части повышается до примерно 1000-1400°С в зависимости от толщины металлических пластин. Таким образом, можно предполагать, что температура соединяемой части J повышается до еще более высокого уровня. В противоположность этому если сопротивление деформации металлических пластин 5, 6 зависит от температуры материала и температура соединяемой части J составляет приблизительно 1000-1400°С, то сопротивление деформации экстремально низкое (см. фиг.22). Поэтому можно уменьшать размеры установки за счет подавления увеличения упорной силы 13. За счет деформации сдвига при высокой температуре может быть эффективно уменьшена толщина соединяемой части.
На фиг.6, 7А и 7В; 8, 9А и 9В показаны два вида состояния установки угла α наклона пары верхнего и нижнего роликовых электродов 1, 2.
Направление установки угла α наклона пары верхнего и нижнего роликовых электродов 1, 2 может быть двояким.
Первый способ установки состоит в следующем. Как показано на фиг.6, 7А и 7В, соответствующие оси 17, 18 пары роликовых электродов 1, 2 наклонены, каждая, относительно прямой линии Y, перпендикулярной линии Х сварки, так, что части 1А, 2А (называемые расположенными в направлении движения частями), расположенные на стороне направления А движения роликовых электродов 1, 2, обращены в горизонтальной плоскости в соответствующих направлениях, противоположных направлениям прохождения металлических пластин, с которыми соответствующие роликовые электроды 1, 2 приходят сначала в контакт. А именно, расположенная в направлении движения часть 1А верхнего роликового электрода 1 наклонена на фигуре к правой металлической пластине 6, а расположенная в направлении движения часть 2А нижнего роликового электрода 2 наклонена на фигуре к левой металлической пластине 5. В этом случае сдвигающее усилие 14, соответствующее составляющей R1 вектора скорости, прикладывается от роликовых электродов 1, 2 к соответствующим металлическим пластинам 5, 6 в направлении от соответствующих концов 5А, 6А металлических пластин 5, 6 к соответствующим направлениям прохождения металлических пластин 5, 6. Таким образом, роликовая сварка с раздавливанием кромок выполняется при приложении деформации сдвига в том же направлении, т.е. в направлении, перпендикулярном линии сварки, что приводит к уменьшению толщины соединяемой части. Кстати, сила, действующая в направлении, противоположном действию сдвигающего усилия 14, прикладывается в качестве упорной силы 13 от перекрывающихся частей L (соединяемой части J) к роликовым электродам 1, 2. Другими словами, реактивная сила упорной силы 13 прикладывается к перекрывающимся частям L в качестве сдвигающей силы 14.
Как показано на фиг.8, 9А и 9В, второй способ установки состоит в том, что роликовые электроды 1, 2 наклонены противоположно первому способу установки. А именно, соответствующие оси 17, 12 пары роликовых электродов 1, 2 наклонены каждая относительно прямой линии Y, перпендикулярной линии Х сварки, так, что соответствующие расположенные в направлении движения части 1А, 2А роликовых электродов 1, 2 обращены в горизонтальной плоскости к соответствующим направлениям прохождения металлических пластин, с которыми соответствующие роликовые электроды 1, 2 приходят сначала в контакт. А именно, расположенная в направлении движения часть 1А верхнего роликового электрода 1 наклонена на фигуре к левой металлической пластине 6, а расположенная в направлении движения часть 2А нижнего роликового электрода 2 наклонена на фигуре к правой металлической пластине 6. В этом случае сдвигающее усилие 14, соответствующее составляющей R2 вектора скорости, прикладывается от роликовых электродов 1, 2 к соответствующим металлическим пластинам 5, 6 в направлении от соответствующих направлений прохождения металлических пластин 5, 6 к соответствующим концам 5А, 6А металлических пластин 5, 6. Таким образом, роликовая сварка с раздавливанием кромок выполняется при приложении деформации сдвига в том же направлении, т.е. в направлении, перпендикулярном линии сварки, что приводит к уменьшению толщины соединяемой части. В этом случае также сила, действующая в направлении, противоположном действию сдвигающего усилия 14, прикладывается в качестве упорной силы 13 от перекрывающихся частей L (соединяемой части J) к роликовым электродам 1, 2.
В данном варианте выполнения применяется второй способ установки по следующим соображениям.
В целом материал роликовых электродов 1, 2 является материалом на медной основе с высокой электрической проводимостью. Материал на основе меди имеет тот недостаток, что его прочность ниже прочности соединяемого материала. Соответствующие оси 17, 18 пары роликовых электродов 1, 2 могут быть наклонены так, что соответствующие расположенные в направлении движения стороны 1А, 2А роликовых электродов 1, 2 обращены в горизонтальной плоскости в соответствующих направлениях, противоположных направлениям прохождения металлических пластин, с которыми роликовые электроды 1, 2 приходят сначала в контакт. Дополнительно к этому сдвигающее усилие 14 может прикладываться к металлическим пластинам 5, 6 от соответствующих роликовых электродов 1, 2 в направлении от соответствующих концевых частей 5А, 6А металлических пластин 5, 6 к соответствующим направлениям прохождения металлических пластин 5, 6. В этом случае роликовые электроды 1, 2 перемещаются в направлении, в котором поверхности роликовых электродов врезаются в соответствующие углы концевых частей 5А, 6А металлических пластин 5, 6 в процессе сварки. Это приводит к новой проблеме, состоящей в том, что поверхности роликовых электродов царапаются углами соединяемого материала. В этом случае плотность тока локально концентрируется между роликовыми электродами 1, 2 и материалом, что приводит к разбрызгиванию и значительному сокращению срока службы роликового электрода.
В противоположность этому соответствующие оси 17, 18 пары роликовых электродов 1, 2 могут быть наклонены так, что соответствующие расположенные в направлении движения стороны 1А, 2А роликовых электродов 1, 2 обращены в горизонтальной плоскости к соответствующим направлениям прохождения металлических пластин, с которыми роликовые электроды 1, 2 приходят сначала в контакт. Дополнительно к этому сдвигающее усилие 14 может прикладываться к металлическим пластинам 5, 6 от соответствующих электродных роликов 1, 2 в направлении от соответствующих сторон прохождения металлических пластин 5, 6 к соответствующим концевым частям 5А, 6А металлических пластин 5, 6. В этом случае можно предотвращать царапание роликовых электродов 1, 2 вследствие врезания в углы концевых частей 5А, 6А металлических пластин 1, 2 и приложения сдвигающего напряжения к металлическим пластинам 5, 6.
Угол α наклона осей 17, 18 роликовых электродов 1, 2 устанавливается в соответствии с толщиной металлических пластин 5, 6. Качественно угол α наклона устанавливается меньшей величины, если толщина металлических пластин меньше; угол α наклона устанавливается большей величины, если толщина металлических пластин больше. Как показано на фиг.5, деформация сдвига за счет наклона оси 17 верхнего роликового электрода 1 определяется углом α наклона в части 46 длины контактной дуги между верхним роликовым электродом 1 и материалом. Поэтому угол α наклона, установленный в соответствии с толщиной металлических пластин 5, 6, соответственно регулируется. Если металлические пластины 5, 6, выполненные из материалов различной толщины, соединяются друг с другом, то угол α наклона верхнего роликового электрода 1 устанавливается в соответствии с толщиной металлической пластины, расположенной на верхней стороне перекрывающихся частей L, и угол α наклона нижнего роликового электрода 2 устанавливается в соответствии с толщиной металлической пластины, расположенной на нижней стороне перекрывающихся частей L. А именно, если соединяются друг с другом металлические пластины различной толщины, то верхний и нижний роликовые электроды 1, 2 устанавливаются с различным углом α наклона.
На фиг.10А и 10В показана часть, в которой образуется ядро сварной точки в случае, когда металлические пластины 5, 6 соединяются друг с другом с помощью роликовой сварки с раздавливанием кромок с использованием обычных роликовых электродов, оси которых не наклонены. На фиг.10А показан случай, когда соединяются друг с другом металлические пластины с одинаковой толщиной, а на фиг.10В показан случай, когда соединяются друг с другом металлические пластины с различной толщиной. На фиг.11, 12А и 12В показана часть, где образуется ядро сварной точки, и различие угла наклона между верхним и нижним роликовыми электродами 1, 2 в случае, когда имеющие различную толщину металлические пластины 5, 6 соединяются друг с другом с помощью роликовой сварки с раздавливанием кромок с использованием роликовых электродов 1, 2 согласно данному варианту выполнения.
При роликовой сварке с раздавливанием кромок, как показано на фиг.10А, ядро N сварной точки образуется в центральной по толщине части металлических пластин 5, 6, захватываемых роликовыми электродами 1, 2. Если различие по толщине между металлическими пластинами 5, 6 небольшое, то ядро N сварной точки образуется в центральной части границы раздела соединения. Однако если различие по толщине между металлическими пластинами 5, 6 большое, то ядро N сварной точки отклоняется от центральной части границы раздела соединения, как показано на фиг.10В. Это ограничивает отношение толщин металлических пластин 5, 6 в способе роликовой сварки с раздавливанием кромок до приблизительно 1:1,5 или меньше.
В данном изобретении, как показано на фиг.11, 12А и 12В, соответствующие оси 17, 18 роликовых электродов 1, 2 наклонены относительно прямой линии Y, перпендикулярной линии Х сварки, так что соответствующие расположенные в направлении движения части 1А, 2А роликовых электродов 1, 2 обращены в горизонтальной плоскости к соответствующим направлениям прохождения металлических пластин 5, 6, с которыми роликовые электроды 1, 2 входят сначала в контакт. Дополнительно к этому угол α1 наклона верхнего роликового электрода 1 в контакте с металлической пластиной 5, которая является толстой металлической пластиной, больше угла α2 наклона нижнего роликового электрода 2 в контакте с металлической пластиной 6, которая является тонкой металлической пластиной. Таким образом, больше деформации сдвига (напряжения сдвига) в направлении, перпендикулярном линии сварки, а также сила сжатия между роликовыми электродами 1, 2 и соответствующими материалами металлических пластин 5, 6 прикладывается к материалу толстой металлической пластины 5. Таким образом, можно формировать соединение так, что соответствующие толщины частей металлических пластин становятся приблизительно равными друг другу после соединения с перекрытием.
Углы α1, α2 наклона устанавливаются в соответствии с величиной разницы толщины для приложения деформации сдвига, необходимой для уменьшения разницы толщины. За счет такой установки ядро N сварной точки может образовываться на границе раздела соединения. Можно увеличивать соотношение различных толщин без уменьшения прочности соединения. Величину увеличения толщины перекрывающейся соединяемой части J можно уменьшать, что приводит к уменьшению ограничений в работе. Можно улучшать качество соединения друг с другом металлических пластин, имеющих различную толщину.
На фиг.13 аналогично фиг.1 показано состояние, в котором соответствующие оси верхнего и нижнего роликовых электродов наклонены перед началом роликовой сварки с раздавливанием кромок и верхний и нижний роликовые электроды прижаты друг к другу, и состояние, в котором верхний и нижний прижимные ролики прижаты друг к другу.
На фиг.14 показан вектор скорости и коэффициент относительного скольжения верхнего и нижнего роликовых электродов, возникающие, когда верхний и нижний роликовые электроды прижаты и приводятся в движение, когда соответствующие оси верхнего и нижнего роликовых электродов наклонены.
До настоящего времени обычная роликовая сварка с раздавливанием кромок выполнялась во время прокатки роликовых электродов 1, 2 перекрывающихся частей от их концевых частей. В этом случае, как показано на фиг.13, роликовые электроды 1, 2 прижимаются друг к другу и вращаются в состоянии перед началом соединения. После достижения верхним и нижним роликовыми электродами 1, 2 концевых частей перекрывающихся частей L они начинают прокатку и сварку. Если верхний и нижний роликовые электроды 1, 2 прижимаются и вращаются при наклоненных осях 17, 18, как показано на фиг.14, то соответствующие векторы 28, 29 скорости прокатки верхнего и нижнего роликовых электродов 1, 2 согласованы друг с другом, так что создается коэффициент 30 относительного скольжения в осевом направлении роликовых электродов 1, 2. Этот коэффициент 30 относительного скольжения создает упорную силу в осевом направлении верхнего и нижнего электродных роликов 1, 2 за счет прижимной силы и коэффициента трения между роликовыми электродами 1, 2. Упорная сила уменьшает срок службы подшипников роликовых электродов и вызывает прерывистое перемещение роликовых электродов 1, 2. Это способствует ненормальной вибрации механической системы и износу роликовых электродов 1, 2. Поэтому в данном изобретении по меньшей мере для одного, предпочтительно обоих процессов перед началом сварки перекрывающихся частей L и после завершения сварки перекрывающихся частей L выбирается первая установка или вторая установка. При первой установке верхний и нижний роликовые электроды 1, 2 приводятся в контакт друг с другом. При второй установке верхний и нижний роликовые электроды 1, 2 не приводятся в контакт друг с другом или же приводятся в контакт друг с другом при небольшой нагрузке по сравнению с силой прижимания во время сварки. При первой установке вращение верхнего и нижнего роликовых электродов 1, 2 с помощью соответствующих электродвигателей 61, 62 осуществляется без привода. При второй установке вращение верхнего и нижнего роликовых электродов 1, 2 с помощью соответствующих электродвигателей 61, 62 осуществляется с приводом. При первой установке после достижения верхним и нижним роликовыми электродами 1, 2 боковых концевых частей перекрывающихся частей L сразу же включаются электродвигатели 61, 62 для жесткого приведения во вращение верхнего и нижнего роликовых электродов 1, 2. При второй установке после достижения верхним и нижним роликовыми электродами 1, 2 боковой концевой части соединяемой части J сразу же включается привод устройства 10 прижимания электродных роликов для выполнения сварки с приложением силы сжатия к верхнему и нижнему роликовым электродам 1, 2. Таким образом, можно предотвращать создание упорной силы для продлевания срока службы подшипников, а также для подавления износа верхнего и нижнего роликовых электродов 1, 2.
На фиг.15 показана схема системы управления для устройства роликовой сварки с раздавливанием кромок, показанного на фиг.1. Система управления для устройства роликовой сварки с раздавливанием кромок включает вышестоящий контроллер 71, контроллер 72 привода несущей рамы, контроллер 73 роликовой сварки с раздавливанием кромок и контроллер 74 прижимных роликов. Верхний контроллер 71 объединяет управление для контроллера 72 привода несущей рамы, контроллера 73 роликовой сварки с раздавливанием кромок и контроллера 74 прижимных роликов. Контроллер 72 привода несущей рамы выдает рабочие команды в гидравлический контур (не изображен) устройства 57 с цилиндрами для привода несущей рамы 9 на управление приводом устройства 57 с цилиндрами. Контроллер роликовой сварки с раздавливанием кромок выдает рабочие команды в гидравлический контур (не изображен) устройства 10 прижимания роликовых электродов и в электродвигатели 61, 62 для управления их приводами. Контроллер прижимных роликов выдает рабочие команды в гидравлический контур (не изображен) устройства 11 прижимания прижимных роликов для управления их приводом. Лазерный дальномер 75 установлен на верхней горизонтальной раме 9а несущей рамы 9 и вблизи верхнего роликового электрода 1. Контроллер 73 роликовой сварки с раздавливанием кромок и контроллер 74 прижимных роликов принимают измерительный сигнал лазерного дальномера 75 и определяют на основе сигнала время, когда концы перекрывающихся частей металлических пластин 5, 6 проходят непосредственно под лазерным дальномером 75. В контроллер 73 и контроллер 74 прижимных роликов перед этим вводится расстояние между лазерным дальномером 75 и каждым из роликовых электродов 1, 2 и между лазерным дальномером 75 и каждым из прижимных роликов 3, 4 и скорость перемещения несущей рамы 9. Время, когда концы перекрывающихся частей металлических пластин 5, 6 проходят непосредственно под лазерным дальномером 75, и время, когда роликовые электроды 1, 2 и прижимные ролики 3, 4 захватывают концы перекрывающихся частей металлических пластин 5, 6, вычисляется на основе расстояний и скорости перемещения. Перед или после этого времени управление устройством 10 прижимания электродных роликов и электродвигателями 61, 62 и управление устройством 11 прижимания прижимных роликов выполняется различно в соответствии с указанным выше состоянием установки (первой или второй установки) относительно контакта между верхним и нижним роликовыми электродами 1, 2.
Углы наклона осей электродных роликов 1, 2 могут быть фиксированными. Однако предпочтительно предусмотрена возможность изменения углов наклона на любой угол. На фиг.16 показан механизм наклона для роликового электрода в таком случае. Для упрощения иллюстрации не изображены электродвигатель, механизм цепи и звездочки для приведения во вращение роликового электрода.
Как показано на фиг.16, устройство 10 прижимания роликовых электродов снабжено механизмом 27 наклона. Угол наклона оси верхнего роликового электрода 1 можно устанавливать на любой угол в горизонтальной плоскости посредством приведения в действие механизма 27 наклона. В механизме 27 наклона можно использовать различные способы, однако в качестве примера в нем используется электрический привод. В частности, механизм 27 наклона установлен на верхнем конце устройства 10 прижимания роликовых электродов. Дополнительно к этому механизм 27 наклона включает вращающийся вал 81, установленный с возможностью вращения в верхней горизонтальной раме 9а несущей рамы 9, и электродвигатель 84, приводящий во вращение вращающийся вал 81 через шестерни 82, 83. Электродвигателем 84 управляет контроллер 85 угла наклона. Хотя это не изображено, механизм 27 наклона снабжен запирающим устройством для удерживания угла наклона после установки.
Дополнительно к этому механизм 27 наклона снабжен датчиком 86 угла для измерения угла наклона верхнего роликового электрода 1. Перед началом соединения контроллер 85 угла наклона получает угловую информацию, соответствующую толщинам металлических пластин 5, 6, из вышестоящего контроллера 71 и устанавливает угол наклона. Дополнительно к этому контроллер 85 угла наклона управляет приводом электродвигателя 84 с использованием сигнала датчика 86 угла для согласования угла наклона роликового электрода 1 с углом установки. В этом случае предварительно создается модель управления относительно взаимосвязи между соответствующими толщинами металлических пластин 5, 6 и соответствующими роликовыми электродами 1, 2. Вышестоящий контроллер 71 собирает базу данных на основе модели управления и выдает угол, подлежащий установке, в контроллер 85 угла наклона. Таким образом, можно просто устанавливать необходимый оптимальный угол наклона в соответствии с толщинами металлических пластин 5, 6. Допустимое отношение различия толщины соединяемых материалов может быть увеличено. Дополнительно к этому ядро N сварной точки соединяемой части материалов различной толщины может надежно образовываться у центра границы раздела соединения. Поэтому может быть реализована соединяемая часть высокого качества с помощью недорогого устройства. Датчик 86 угла может быть датчиком, который измеряет угол поворота вращающегося вала 81, как показано на фигуре, и может быть датчиком положения, измеряющим угол поворота электродвигателя 84.
В качестве альтернативного решения соответствующие толщины металлических пластин 5, 6 измеряются с помощью измерительного средства, такого как, например, лазерный дальномер 75, указанный выше, или т.п., перед сваркой с помощью роликовых электродов 1, 2. Угол, подлежащий установке, задается контроллером 85 угла наклона на основе установочной информации на основе базы данных измеряемых толщин. Таким образом, управление углом наклона осуществляется в реальном времени.
На фиг.17 показаны точки концентрации напряжений в состоянии, когда имеются ступеньки у соединяемой части.
При холодной прокатке стальных изделий и формировании давлением, включая специальные заготовки, к соединяемой части прикладывается большое напряжение в рабочем процессе после соединения. В частности, если существует ступенька S у соединяемой части J между металлическими пластинами 5, 6, как показано на фиг.17, то такие ступенчатые части соответствуют точкам концентрации напряжений. Металлические пластины 5, 6 свариваются друг с другом при наклоне осей 17, 18 роликовых электродов 1, 2. После этого соединяемая часть прокатывается с помощью прижимных роликов 3, 4 для значительного уменьшения градиента ступеньки соединяемой части J. Таким образом, может быть уменьшен коэффициент концентрации напряжений для увеличения длительной прочности соединяемой части. Следовательно, роликовую сварку с раздавливанием кромок можно применять для холодной прокатки стали и формирования давлением.
На фиг.18А показано состояние контакта между свариваемой с помощью обычной роликовой сварки с раздавливанием кромок части и рабочими валками прокатного стана. На фиг.18В показано состояние контакта между свариваемой с помощью роликовой сварки с раздавливанием кромок части и рабочими валками прокатного стана в следующем случае. Металлические пластины 5, 6 свариваются друг с другом при наклоне осей роликовых электродов. После этого сваренная соединяемая часть прокатывается с помощью прижимных роликов для значительного уменьшения величины увеличения толщины и градиента ступеньки соединяемой части.
До настоящего времени, например, на стадии прокатки в пропуске в дрессировочной клети соединяемая часть, соединенная на стадии соединения, которая является стадией, предшествующей прокатке, прокатывалась с помощью прокатного стана с пропуском в дрессировочной клети. В этом случае, как показано на фиг.18А, если соединяемая часть проходит между рабочими валками, то крутая ступенька S соединяемой части ударяется и царапает верхний рабочий валок 22. Дополнительно к этому происходит перенос оттиска соединяемой части на верхний и нижний рабочие валки 22, 23. Для предотвращения этих проблем соединяемая часть проходит между верхним и нижним рабочими валками 22, 23 при уменьшении прокатной нагрузки или при открывании верхнего и нижнего рабочих валков 22, 23. Таким образом, предотвращается царапание рабочего валка 22 и перенос оттиска соединяемой части на рабочие валки 22, 23. В противоположность этому в данном изобретении соединяемая часть сваривается при наклоне осей 17, 18 роликовых электродов 1, 2 и после этого соединяемая часть прокатывается с помощью прижимных роликов 3, 4 для значительного уменьшения градиента ступеньки соединяемой части, как показано на фиг.18В. Поэтому угол контакта (коэффициент концентрации напряжений) между рабочими валками 22, 23 и соединяемой частью может быть уменьшен. Следовательно, может быть уменьшено контактное поверхностное давление между рабочими валками 22, 23 и материалом. Таким образом, может быть предотвращено царапание рабочих валков 22, 23 и перенос оттиска соединяемой части на рабочие валки 22, 23, без уменьшения скорости линии, что приводит к увеличению производительности.
Указанный выше вариант выполнения обеспечивает следующие эффекты.
1. Пара роликовых электродов 1, 2 жестко приводится в движение с помощью соответствующих электродвигателей 61, 62 при наклоне соответствующих осей 17, 18 верхнего и нижнего роликовых электродов 1, 2 для соединения с помощью них металлических пластин 5, 6. Поэтому прикладывается сдвигающее усилие в направлении, перпендикулярном линии Х сварки, к перекрывающимся частям L двух металлических пластин 5, 6. Это вызывает деформацию сдвига в том же направлении в перекрывающихся частях L. Пластическая деформация в направлении, перпендикулярном линии Х сварки, происходит в дополнение к пластической деформации в направлении линии сварки, вызываемой обычной прокаткой с помощью роликовых электродов. Пластическая деформация в направлении, перпендикулярном линии Х сварки, значительно уменьшает величину увеличения толщины перекрывающихся частей (соединяемой части J) после соединения. Затем соединяемая часть J прокатывается с помощью прижимных роликов 3, 4 для дальнейшего уменьшения величины увеличения толщины соединяемой части до уровня, соответствующего толщине исходного материала металлических пластин. Таким образом, градиент ступеньки может быть значительно уменьшен. Поскольку уменьшается градиент ступеньки, то может быть уменьшен коэффициент концентрации напряжений для обеспечения высокой прочности соединения.
Если две металлические пластины 5, 6 отличаются по толщине друг от друга, то углы наклона осей роликовых электродов 1, 2 регулируются в соответствии с толщинами металлических пластин 5, 6. Это приводит к регулированию величины уменьшения толщины каждой из металлических пластин в перекрывающихся частях L. Поэтому металлические пластины 5, 6 соединяются друг с другом так, что ядро N сварной точки не отклоняется от границы раздела соединения. Таким образом, образование ядра N сварной точки дополнительно к уменьшению коэффициента концентрации напряжений за счет уменьшения градиента ступеньки может значительно увеличивать прочность соединяемой части. Допустимая величина разницы по толщине может быть увеличена для улучшения гибкости работы. Дополнительно к этому, поскольку используется лишь конфигурация, в которой пара роликовых электродов 1, 2 жестко приводится в движение при наклоне их осей. Таким образом, устройство роликовой сварки с раздавливанием кромок может быть реализовано с относительно простой и недорогой конфигурацией.
Соединяемая часть J металлических пластин 5, 6 прокатывается до уровня, соответствующего толщине исходного материала металлических пластин для значительного уменьшения градиента ступеньки. Это может уменьшать коэффициент концентрации напряжений соединяемой части, что обеспечивает высокую прочность соединяемой части. Таким образом, могут быть обеспечены следующие эффекты. Роликовую сварку с раздавливанием кромок можно широко применять в процессе холодной прокатки и для специальных заготовок, где роликовая сварка с раздавливанием кромок до настоящего времени не применялась. Рабочие валки линии прокатки стали можно предотвращать от царапания. Может быть улучшена производительность и выход продукции. То есть в данном варианте выполнения уменьшается градиент ступеньки соединяемой части, подвергаемой роликовой сварке с раздавливанием кромок, для уменьшения коэффициента концентрации напряжений соединяемой части, что может обеспечивать высокую прочность соединения. Поэтому в процессе холодной прокатки линии производства стали, можно предотвращать царапание рабочих валков во время холодной прокатки в качестве следующей стадии и для улучшения характеристик растягивания. Таким образом, способ роликовой сварки с раздавливанием кромок можно применять для процесса холодной сварки, в котором он не применялся до настоящего времени.
Также при специальных заготовках из-за концентрации напряжений в ступеньке, образованной у соединяемой части, применение роликовой сварки с раздавливанием кромок исключалось для части, от которой требуется усталостная прочность. Однако за счет уменьшения градиента ступеньки смягчается концентрация напряжений и улучшаются характеристики формирования давлением. Поэтому дорогостоящее устройство лазерной сварки может быть заменено недорогим устройством роликовой сварки с раздавливанием кромок.
На линии непрерывного отжига и производственной линии, включая линию гальванизации или т.п., угол контакта (коэффициент концентрации напряжений) между рабочими валками прокатного стана с пропуском в дрессировочной клети и соединяемой частью может быть уменьшен. Следовательно, может быть уменьшено контактное поверхностное давление между рабочим валком и материалом. Поэтому можно предотвращать царапание рабочего валка и перенос оттиска соединяемой части без понижения скорости линии. Таким образом, может быть повышена производительность.
2. Две металлические пластины 5, 6 соединяются друг с другом при наклоне соответствующих осей 17, 18 пары роликовых электродов 1, 2 относительно прямой линии, перпендикулярной линии Х сварки, так что соответствующие расположенные в направлении движения части 1А, 2А пары роликовых электродов 1, 2 обращены в горизонтальной плоскости к соответствующим направлениям прохождения металлических пластин, с которыми входят в контакт сначала роликовые электроды 1, 2. Поэтому, когда роликовые электроды 1, 2 перемещаются по перекрывающейся части L в процессе сварки, то можно предотвращать врезание концевых частей 5А, 6А металлических пластин 5, 6 у перекрывающихся частей L в соответствующие роликовые электроды 1, 2 и тем самым царапание роликовых электродов 1, 2. В результате можно предотвращать возникновение разбрызгивания во время сварки за счет таких царапин.
3. Если две металлические пластины 5, 6 имеют различную толщину, то угол наклона оси роликового электрода на стороне, где одна из металлических пластин 5, 6 имеет большую толщину, устанавливается больше, чем угол наклона на стороне, где другая из металлических пластин 5, 6 имеет меньшую толщину. Поэтому величина уменьшения толщины металлической пластины, имеющей большую толщину, может быть увеличена для по существу согласования с металлической пластиной, имеющей меньшую толщину. Таким образом, ядро N сварной точки может быть образовано на границе раздела соединения, и может быть увеличена допустимая разница толщины для соединения.
4. По меньшей мере в одном из процессов перед началом сварки перекрывающихся частей L и после завершения сварки перекрывающихся частей L выбирается первая установка или вторая установка. При первой установке пара роликовых электродов 1, 2 приводится в контакт друг с другом. При второй установке пара роликовых электродов 1, 2 не приводится в контакт друг с другом или же роликовые электроды 1, 2 приводятся в контакт друг с другом при меньшей нагрузке по сравнению с силой прижимания во время сварки. При первой установке пара роликовых электродов 1, 2 не приводится в движение, а при второй установке приводится в движение. Поэтому можно предотвращать приложение чрезмерной упорной силы к верхнему и нижнему роликовым электродам 1, 2. Тем самым может быть продлен срок службы роликовых электродов 1, 2. Кроме того, может быть уменьшен износ верхнего и нижнего роликовых электродов 1, 2 с целью уменьшения эксплуатационных расходов.
5. Пара роликовых электродов 1, 2 установлена так, что их оси 17, 18 наклонены в горизонтальной плоскости в соответствующих направлениях, противоположных друг другу, относительно оси Y, перпендикулярной линии Х сварки, заданной в перекрывающихся частях L двух металлических пластин 5, 6. Поэтому может быть уменьшен градиент ступеньки соединяемой части двух металлических пластин, как указывалось выше, так что обеспечивается высокая прочность соединения. Дополнительно к этому ядро N сварной точки, образующееся при роликовой сварке с раздавливанием кромок, образуется у границы раздела соединения с помощью относительно простой и недорогой конфигурации для улучшения прочности соединения. Таким образом, могут быть созданы производственные установки для увеличенной допустимой величины разницы толщин соединения.
6. Предусмотрен механизм 27, с помощью которого обеспечивается возможность независимого наклона в горизонтальной плоскости соответствующих осей 17, 18 пары роликовых электродов 1, 2 относительно оси Y, перпендикулярной линии Х сварки. Поэтому можно правильно устанавливать оптимальный угол наклона в соответствии с толщинами металлических пластин 5, 6. Дополнительно к этому может быть создано устройство роликовой сварки с раздавливанием кромок, которое имеет широкий диапазон различия по толщине металлических пластин 5, 6.
Ниже приводится описание другого варианта выполнения данного изобретения со ссылками на фиг.19-22.
В указанном выше варианте выполнения так же, как в прошлом, верхний и нижний прижимные ролики 3 являются прижимными роликами, которые могут вращаться вокруг соответствующих осей, параллельных друг другу. Дополнительно к этому соединяемая часть после роликовой сварки с раздавливанием кромок прокатывается с помощью прижимных роликов 3, 4. Хотя соединяемая часть прокатывается ровной, как указывалось выше, могут создаваться следующие эффекты за счет выполнения роликовой сварки с раздавливанием кромок при наклоне соответствующих осей 17, 18 пары роликовых электродов 1, 2. Эффект уменьшения толщины свариваемой части (соединяемой части), подвергаемой роликовой сварке с раздавливанием кромок, является большим. Градиент ступеньки соединяемой части J между металлическими пластинами 5, 6 можно значительно уменьшать для уменьшения коэффициента концентрации напряжений соединяемой части, обеспечивая тем самым высокую прочность соединения. В данном варианте выполнения соединяемая часть прокатывается с помощью пары верхнего и нижнего прижимных роликов, оси которых наклонены дополнительно к паре верхнего и нижнего электродных роликов. Таким образом, соединяемая часть надежно прокатывается до толщины исходного материала металлических пластин, что обеспечивает возможность сглаживания ступеньки.
На фиг.19 схематично показано устройство для роликовой сварки с раздавливанием кромок согласно данному варианту выполнения.
Как показано на фиг.19, устройство роликовой сварки с раздавливанием кромок согласно данному варианту выполнения снабжено электродвигателями 63, 64 для приведения во вращение пары соответствующих верхнего и нижнего прижимных роликов. Аналогично электродвигателям 61, 62 для приведения во вращение пары соответствующих верхнего и нижнего роликовых электродов, электродвигатели 63, 64 также установлены на соответствующих боковых поверхностях устройства 11 для прижимания прижимных роликов и установочном блоке 52. Дополнительно к этому электродвигатели 63, 64 соединены с соответствующими вращающимися валами прижимных роликов 3, 4 через, например, соответствующий механизм 68 с цепью и звездочками. Вращательная мощность электродвигателей 63, 64 передается на соответствующие прижимные ролики 3, 4.
На фиг.20А, 20В, 21А и 21В показано состояние, когда соединяемая часть после роликовой сварки с раздавливанием кромок прокатывается с помощью пары верхнего и нижнего прижимных роликов 3, 4.
В данном варианте выполнения пара верхнего и нижнего роликовых электродов 1, 2 установлена как в приведенном выше варианте выполнения, так что их оси 17, 18 наклонены в горизонтальной плоскости в соответствующих направлениях, противоположных друг другу, относительно прямой линии, перпендикулярно линии сварки перекрывающихся частей L двух металлических пластин 5, 6. Роликовая сварка с раздавливанием кромок выполняется при жестком приводе роликовых электродов 1, 2 с помощью соответствующих электродвигателей 61, 62. Как показано на фиг.20А и 20В или на фиг.21А и 21В, пара верхнего и нижнего прижимных роликов 3, 4 также установлена так, что их оси 15, 16 наклонены в горизонтальной плоскости в соответствующих направлениях, противоположных друг другу, относительно прямой линии, перпендикулярной линии Х сварки соединяемой части J двух металлических пластин 5, 6. Прижимные ролики 3, 4 жестко приводятся в движение с помощью соответствующих электродвигателей 63, 64 для прокатки за счет этого соединяемой части.
Соответствующие оси 17, 18 пары верхнего и нижнего роликовых электродов 1, 2 и соответствующие оси 15, 16 пары верхнего и нижнего прижимных роликов 3, 4 наклонены указанным выше образом. За счет этого как роликовая сварка с раздавливанием кромок с помощью электродных роликов 1, 2, так и прокатка с помощью прижимных роликов 3, 4 обеспечивают действие уменьшения толщины, способствуя пластической деформации в направлении, перпендикулярном линии сварки. Таким образом, ступеньки S соединяемой части J можно надежно раскатывать с разглаживанием до уровня, соответствующего толщине исходного материала.
При соединении с помощью обычных роликовых электродов 1, 2, оси которых не наклонены, пластическая деформация в направлении, перпендикулярном линии сварки, ограничена зажимными устройствами. В этом случае происходит передача сил от соединяемой части к захватной части зажимного устройства. Поэтому если соединяются друг с другом металлические пластины, имеющие небольшую толщину, то имеется вероятность возникновения волнистости в соединяемой части и в части металлического материала захватной части. Для предотвращения волнистости зажимное устройство необходимо располагать экстремально близко к соединяемой части. В таком случае пространство между зажимным устройством и соединяемой частью сужается, что приводит к указанной ниже проблеме. Расположение роликовых электродов, прижимных роликов и относящегося к ним оборудования ограничено. Это отрицательно влияет на гибкость их расположения.
В данном варианте выполнения соответствующие оси 17, 18 роликовых электродов 1, 2 наклонены в направлениях, противоположных друг другу, в горизонтальной плоскости. Поэтому во время соединения с помощью роликовых электродов 1, 2 сдвигающее усилие 14, прикладываемое к соединяемой части J, уравновешивает силы, передаваемые к зажимным устройствам 7, 8. Поэтому даже если зажимные устройства 7, 8 не расположены непосредственно вблизи соединяемой части J, можно предотвращать волнистость металлической пластины во время соединения металлических пластин, имеющих небольшую толщину. Следовательно, можно обеспечивать относительно широкое пространство между зажимными устройствами 7, 8 и соединяемой частью J. Таким образом, можно смягчать ограничения на расположение роликовых электродов 1, 2, прижимных роликов 3, 4 и относящегося к ним оборудования (например, электродвигателей 61-64, механизмов 67, 68 с цепью и звездочками, устройств наклона и т.д.).
Подробности действия, в результате которого вызывается пластическая деформация в направлении, перпендикулярном линии сварки, за счет наклона соответствующих осей 15, 16 пары верхнего и нижнего прижимных роликов 3, 4 те же, что и в случае роликовых электродов 1, 2, как было пояснено выше со ссылками на фиг.5.
Соответствующие направления углов α наклона пары верхнего и нижнего прижимных роликов 3, 4 могут быть установлены двумя путями аналогично случаю роликовых электродов 1, 2.
Ниже приводится первый способ установки. Как показано на фиг.20А и 20В, соответствующие оси 15, 16 пары прижимных роликов 3, 4 наклонены относительно прямой линии Y, перпендикулярной линии Х сварки, так что соответствующие расположенные в направлении движения части 3А, 4А пары прижимных роликов 3, 4 обращены в горизонтальной плоскости в направлении, противоположном направлению прохождения металлической пластины 5 относительно металлического материала, с которыми входят сначала в контакт прижимные ролики 3, 4. Другими словами, соответствующие оси 15, 16 прижимных роликов 3, 4 наклонены так, что соответствующие осевые концы прижимных роликов 3, 4, расположенные в соединяемой части J металлических пластин 5, 6, на стороне, где толщина больше, начиная со ступенек S соединяемой части J в качестве исходных точек (часть материала соединяемой части J, с которой прижимные ролики 3, 4 приходят сначала в контакт), обращены в направлении А прокатки соединяемой части J. В этом случае сдвигающее усилие 14, соответствующее указанной выше составляющей R2 вектора скорости, прикладывается от ступенек S соединяемой части J металлических пластин 5, 6 в направлении прохождения металлической пластины 5 относительно металлического материала, с которым прижимные ролики 3, 4 приходят сначала в контакт. Таким образом, ступенчатые части прокатываются и сглаживаются при приложении деформации сдвига в том же направлении, т.е. в направлении, перпендикулярном направлению сварки. Кстати, в это же время сила в направлении, противоположном сдвигающему усилию 14, прикладывается в качестве упорной силы 13 от соединяемой части J к прижимным роликам 3, 4. Другими словами, сила реакции упорной силы 13 прикладывается в качестве сдвигающего усилия 14 к соединяемой части J.
Второй способ установки такой, что прижимные ролики 3, 4 наклонены противоположно первому способу установки, как показано на фиг.21А и 21В. А именно, соответствующие оси 15, 16 пары прижимных роликов 3, 4 наклонены относительно прямой линии Y, перпендикулярной линии Х сварки, так, что соответствующие расположенные в направлении движения части 3А, 4А пары прижимных роликов 3, 4 обращены в горизонтальной плоскости в направлении прохождения металлической пластины 5 относительно металлического материала, с которым приходят сначала в контакт прижимные ролики 3, 4. Другими словами, соответствующие оси 15, 16 прижимных роликов 3, 4 наклонены так, что соответствующие осевые концы прижимных роликов 3, 4, расположенные в соединяемой части J металлических пластин 5, 6, на стороне, где толщина больше, начиная со ступенек S соединяемой части J в качестве исходных точек (часть материала соединяемой части J, с которой прижимные ролики 3, 4 приходят сначала в контакт), обращены в направлении А прокатки соединяемой части J. В этом случае сдвигающее усилие 14, соответствующее указанной выше составляющей R2 вектора скорости, прикладывается от ступенек S соединяемой части J металлических пластин 5, 6 в направлении, противоположном направлению прохождения металлической пластины 5 относительно металлического материала, с которым прижимные ролики 3, 4 приходят сначала в контакт. Таким образом, ступенчатые части прокатываются и сглаживаются при приложении деформации сдвига в том же направлении, т.е. в направлении, перпендикулярном направлению сварки. В это же время сила в направлении, противоположном сдвигающему усилию 14, прикладывается в качестве упорной силы 13 от соединяемой части J к прижимным роликам 3, 4.
В данном варианте выполнения используется первый способ установки по следующим причинам.
Даже если пара верхнего и нижнего прижимных роликов 3, 4 наклонена с помощью второго способа установки, ступеньки S подвергаются пластической деформации вследствие сдвигающего усилия 14, так что они сглаживаются. Однако в этом случае возникает указанная ниже проблема. Как показано на фиг.21В, ступенька S складывается в исходный материал и погружается в исходный материал с образованием трещин. Проблема не возникает, если просто требуется гладкая текстура поверхности соединяемой части J, и второй способ установки применяется для части, от которой не требуется прочности. Однако при применении второго способа установки для части, подвергаемой напряжению, или при применении для пластической обработки, такой как формирование давлением, включая специальные заготовки, конец погруженной ступеньки становится сингулярным полем напряжений, которое вызывает разрушение. Поэтому, как показано на фиг.20А и 20В, соответствующие направления наклона прижимных роликов 3, 4 являются предпочтительно направлениями, когда соответствующие оси 15, 16 пары прижимных роликов 3, 4 наклонены относительно прямой линии Y, перпендикулярной линии Х сварки, так что соответствующие расположенные в направлении движения части 3А, 4А пары прижимных роликов 3, 4 обращены в горизонтальной плоскости в направлении, противоположном направлению прохождения металлической пластины 5 относительно металлического материала, с которыми прижимные ролики 3, 4 приходят сначала в контакт. В этом случае, как показано на фиг.20В, ступеньки соединяемой части можно сглаживать без погружения ступенек S в исходный материал с образованием трещин, за счет чего может быть улучшено качество соединяемой части.
Угол наклона (соответствующий углу α наклона на фиг.5) осей 15, 16 прижимных роликов 3, 4 устанавливается в соответствии с высотой (величиной ступеньки) ступенек S соединяемой части. Качественно угол наклона устанавливается небольшим, если величина ступеньки небольшая; угол наклона устанавливается большим, если величина ступеньки большая. То есть аналогично случаю роликового электрода, показанного на фиг.5, деформация сдвига за счет наклона оси 15 верхнего прижимного ролика 3 в основном определяется углом наклона на части длины дугового контакта (соответствующей части 46 длины дуги контакта) между верхним прижимным роликом 3 и материалом. Поэтому угол наклона, подлежащий установке, соответствующим образом регулируется в соответствии с величиной ступеньки, подлежащей разглаживанию. Если металлические пластины 5, 6, выполненные из материалов различной толщины, соединяются друг с другом, то величина ступенек сваренной с помощью роликовой сварки с раздавливанием кромок части J является различной в зависимости от передней или задней поверхности. Однако если угол наклона верхнего прижимного ролика 3 установлен в соответствии с величиной ступеньки, как указывалось выше, то ступенька может быть разглажена. То же справедливо для состояния прокатки с помощью нижнего прижимного ролика 4, имеющего угол наклона. Угол наклона нижнего прижимного ролика 4 устанавливается в соответствии с величиной нижней ступеньки.
Как указывалось выше, оси 15, 16 пары прижимных роликов 3, 4 наклонены, каждая, относительно прямой линии Y, перпендикулярной линии Х сварки. Пара прижимных роликов 3, 4 жестко приводится в движение с помощью соответствующих электродвигателей 63, 64 для прокатки за счет этого ступенек S соединяемой части J. Таким образом, сдвигающее усилие в направлении, перпендикулярном линии сварки, прикладывается к соединяемой части J для разглаживания ступенек S. Сдвигающее усилие зависит от сопротивления деформации материала. Поэтому чем выше сопротивление деформации, тем больше увеличивается упорная сила 13, прикладываемая к прижимным роликам 3, 4 от металлических пластин 5, 6. Если упорная сила 13 увеличивается, как указывалось выше, то сокращается срок службы прижимных роликов 3, 4 и их подшипников и устанавливается сдерживающая сила для упорной силы 13, что приводит к увеличению размеров всего устройства.
На фиг.22 показана зависимость между температурой материала и сопротивлением деформации в случае, когда материал является обычной сталью. Сопротивление деформации металлических пластин 5, 6 зависит от температуры материала и имеет температурные характеристики, показанные на фиг.22, если металлические пластины 5, 6 выполнены из обычной стали. Для уменьшения упорной силы 13 температура соединяемой части J устанавливается предпочтительно 300°С или выше, более предпочтительно 500°С или выше. Это может уменьшать величину сопротивления деформации металлических пластин 5, 6 для подавления увеличения упорной силы 13. Таким образом, размеры установки могут быть уменьшены.
В данном варианте выполнения пара верхнего и нижнего прижимных роликов 3, 4 расположена вблизи пары верхнего и нижнего роликовых электродов 1, 2 на несущей раме 9. Соединение и сжатие выполняются непрерывно посредством перемещения несущей рамы 9 в направлении сварки. Хотя температура зависит от толщины металлических пластин 5, 6, она вблизи соединяемой части повышается до приблизительно 1000-1400°С непосредственно после прохождения соединяемой части между роликовыми электродами. Таким образом, можно полагать, что температура соединяемой части J повышается до уровня, превышающего эти температуры. Поскольку соединение и сжатие выполняются непрерывно, то температура соединяемой части J во время сжатия с помощью прижимных роликов 3, 4 может легко повышаться до приблизительно 300°С или выше или же 500°С или выше с использованием остаточного тепловыделения соединяемой части J, создаваемой при сварке. Таким образом, можно уменьшать размеры установки.
Верхние и нижние прижимные ролики 3, 4, имеющие соответственно наклоненные оси 15, 16, могут иметь одинаковую установку, как в случае электродных роликов на фиг.13, перед началом роликовой сварки с раздавливанием кромок. А именно, по меньшей мере в одном, предпочтительно в обоих процессах перед началом прокатки соединяемой части J и после завершения прокатки соединяемой части J выбирается первая установка или вторая установка. При первой установке верхний и нижний прижимные ролики 3, 4 приводятся в контакт друг с другом. При второй установке верхний и нижний прижимные ролики 3, 4 не приводятся в контакт друг с другом, или же приводятся в контакт друг с другом при небольшой нагрузке по сравнению с силой прижимания во время прокатки. При первой установке вращение верхнего и нижнего прижимных роликов 3, 4 с помощью соответствующих электродвигателей 63, 64 осуществляется без привода или останавливается. При второй установке вращение верхнего и нижнего прижимных роликов 3, 4 с помощью соответствующих электродвигателей 63, 64 осуществляется с приводом. При первой установке после достижения верхним и нижним приводными роликами 3, 4 боковых концевых частей соединяемой части J сразу же включаются электродвигатели 63, 64 для жесткого приведения во вращение верхнего и нижнего прижимных роликов 3, 4. При второй установке после достижения верхним и нижним прижимными роликами 3, 4 боковой концевой части соединяемой части J сразу же включается привод устройства 11 прижимания прижимных роликов для выполнения прижимания и прокатки с приложением силы сжатия к верхнему и нижнему прижимным роликам 3, 4. Таким образом, можно предотвращать создание чрезмерной упорной силы для продления срока службы подшипников, а также для подавления износа верхнего и нижнего прижимных роликов 3, 4.
В данном варианте выполнения можно использовать также ту же систему управления, что и в предшествующем варианте выполнения, описание которой было приведено применительно к фиг.9. А именно, систему управления, которая включает вышестоящий контроллер, контроллер привода несущей рамы, контроллер роликовой сварки с раздавливанием кромок, контроллер прижимных роликов и лазерный дальномер. Перед и после определения времени, когда роликовые электроды 1, 2 и прижимные ролики 3, 4 захватывают концы металлических пластин 5, 6, можно осуществлять управление устройством 57 с цилиндром для привода несущей рамы 9, устройством 10 прижимания роликовых электродов, электродвигателями 61, 62, устройством 11 прижимания прижимных роликов и электродвигателями 63, 64 для обеспечения следующего состояния привода. Это состояние привода является различным в зависимости от указанного выше состояния установки (первой установки или второй установки) относительно контакта между верхним и нижним роликовыми электродами 1, 2 и от указанного выше состояния установки (первой установки или второй установки) относительно контакта между верхним и нижним прижимными роликами 3, 4.
Такое же устройства наклона, как и в случае роликовых электродов, описание которого приведено выше со ссылками на фиг.10, может быть предусмотрено для верхнего и нижнего прижимных роликов 3, 4, оси 15, 16 которых наклонены. Таким образом, может быть образована соединительная машина, которая способна правильно устанавливать оптимальный угол наклона в соответствии с величиной ступеньки и имеет широкий диапазон различия по толщине соединяемых материалов.
В частности, в указанном выше варианте выполнения устройство 10 прижимания роликовых электродов, имеющее механизм 27 наклона, и устройство 11 прижимания прижимных роликов, имеющее механизм 27 наклона, расположены на одной и той же несущей раме 9. Однако, даже если они расположены на соответствующих отдельных рамах, функция данного изобретения не изменяется.
Указанный выше вариант выполнения может обеспечивать следующие эффекты в дополнение к эффектам 1-6 в предыдущем варианте выполнения.
1-А. Пара прижимных роликов 3, 4 жестко приводится в движение с помощью соответствующих электродвигателей 63, 64 при наклоне соответствующих осей 15, 16 верхнего и нижнего прижимных роликов 3, 4 для прокатки с помощью их металлических пластин 5, 6 аналогично случаю, когда соответствующие оси 17, 18 пары верхнего и нижнего роликовых электродов 1, 2 наклонены. Поэтому прикладывается сдвигающее усилие в направлении, перпендикулярном линии Х сварки, к соединяемой части J. Это вызывает деформацию сдвига в соединяемой части J. Пластическая деформация в направлении, перпендикулярном линии Х сварки, значительно уменьшает величину увеличения толщины соединяемой части J. Следовательно, как во время роликовой сварки с раздавливанием кромок с помощью роликовых электродов 1, 2, так и во время прокатки с помощью прижимных роликов 3, 4, деформация сдвига в направлении, перпендикулярном линии Х сварки, уменьшает величину увеличения толщины соединяемой части J. В случае когда соединяются друг с другом металлические пластины, имеющие одинаковую толщину, соединяемую часть можно надежно прокатывать до уровня, соответствующего толщине исходного материала металлических пластин, а ступеньки могут сглаживаться. В соединяемой части металлических пластин, имеющих различную толщину, можно сглаживать ступеньки или может быть значительно уменьшен градиент ступеньки. В результате может быть уменьшен более надежно градиент ступеньки для обеспечения высокой прочности соединения по сравнению со случаем, когда наклонены лишь соответствующие оси электродных роликов 1, 2.
Градиент ступеньки соединяемой части J металлических пластин 5, 6 уменьшается, или ступеньки S соединяемой части J сглаживаются. Это может уменьшать коэффициент концентрации напряжений соединяемой части, что может обеспечивать высокую прочность соединения. Таким образом, могут быть обеспечены дополнительные эффекты. Роликовую сварку с раздавливанием кромок можно широко применять в процессе холодной прокатки и для специальных заготовок, где роликовая сварка с раздавливанием кромок до настоящего времени не применялась. Можно предотвращать царапание рабочего валка на линии обработки стали. Может быть увеличена производительность.
1-В. Соответствующие оси 15, 16 пары верхнего и нижнего прижимных роликов 3, 4 наклонены в направлениях, противоположных друг другу, в горизонтальной плоскости. Во время прокатки с помощью прижимных роликов 3, 4 сдвигающее усилие прикладывается к верхней стороне поверхности и нижней стороне поверхности соединяемой части J в противоположных направлениях. Верхняя и нижняя силы, передаваемые на зажимные устройства 7, 8, взаимно уравновешиваются. Таким образом, можно предотвращать волнистость металлической пластины во время соединения тонких металлических пластин без расположения зажимных устройств 7, 8 в непосредственной близости к соединяемой части J. В результате относительно широкое пространство может быть обеспечено между зажимными устройствами 7, 8 и соединяемой частью J, что смягчает ограничения для расположения роликовых электродов 1, 2, прижимных роликов 3, 4 и относящегося к ним оборудования (например, электродвигателей 61-64, механизмов 67, 68 с цепью и звездочками, механизмов 27 наклона и т.д.).
2. Соответствующие оси 15, 16 пары прижимных роликов 3, 4 наклонены, каждая, относительно прямой линии Y, перпендикулярной линии Х сварки, так что соответствующие расположенные в направлении движения части 3А, 4А пары прижимных роликов 3, 4 обращены в горизонтальной плоскости в соответствующих направлениях, противоположных направлению прохождения металлической пластины 5 относительно металлического материала, с которым прижимные ролики 3, 4 входят сначала в контакт. Дополнительно к этому соединяемая часть прокатывается с приложением сдвигающего усилия от ступенек S соединяемой части J металлических пластин 5, 6 в направлении прохождения металлической пластины 5 относительно металлического материала, с которым прижимные ролики 3, 4 входят сначала в контакт. Поэтому можно предотвращать складывание ступенчатой части в исходный материал металлических пластин 5, 6. Это может предотвращать возникновение дефектов наподобие трещин (не сварочных дефектов), когда ступенчатая часть складывается в исходный материал.
3. Дополнительно предусмотрена пара прижимных роликов 3, 4, которые прокатывают соединяемую часть J двух металлических пластин 5, 6, соединенных с помощью роликовой сварки с раздавливанием кромок. Дополнительно к этому прижимные ролики 3, 4 установлены так, что их оси 15, 16 наклонены в горизонтальной плоскости относительно прямой линии Y, перпендикулярной линии Х сварки. Поэтому может быть уменьшен градиент ступеньки соединяемой части двух металлических пластин 5, 6, так что может быть обеспечена высокая прочность соединения. Дополнительно к этому ядро N сварной точки, образованной с помощью роликовой сварки с раздавливанием кромок, образуется у границы раздела соединения с помощью относительно простой и недорогой конфигурации для увеличения прочности соединения. Таким образом, можно создавать производственные установки, которые обеспечивают увеличение величины различия по толщине соединения.
4. Предусмотрены механизмы, которые независимо наклоняют в горизонтальной плоскости соответствующие оси 15, 16 пары прижимных роликов 3, 4 относительно прямой линии Y, перпендикулярной линии Х сварки. Поэтому может быть создано соединительное устройство, в котором можно просто устанавливать правильно оптимальный угол наклона в соответствии с величиной ступеньки и которое имеет широкий диапазон разницы по толщине металлических пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2008 |
|
RU2466812C2 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| Устройство для подготовки металлических заготовок к сварке при изготовлении банок | 1990 |
|
SU1831397A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОПАКЕТА | 2005 |
|
RU2314402C1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2371271C2 |

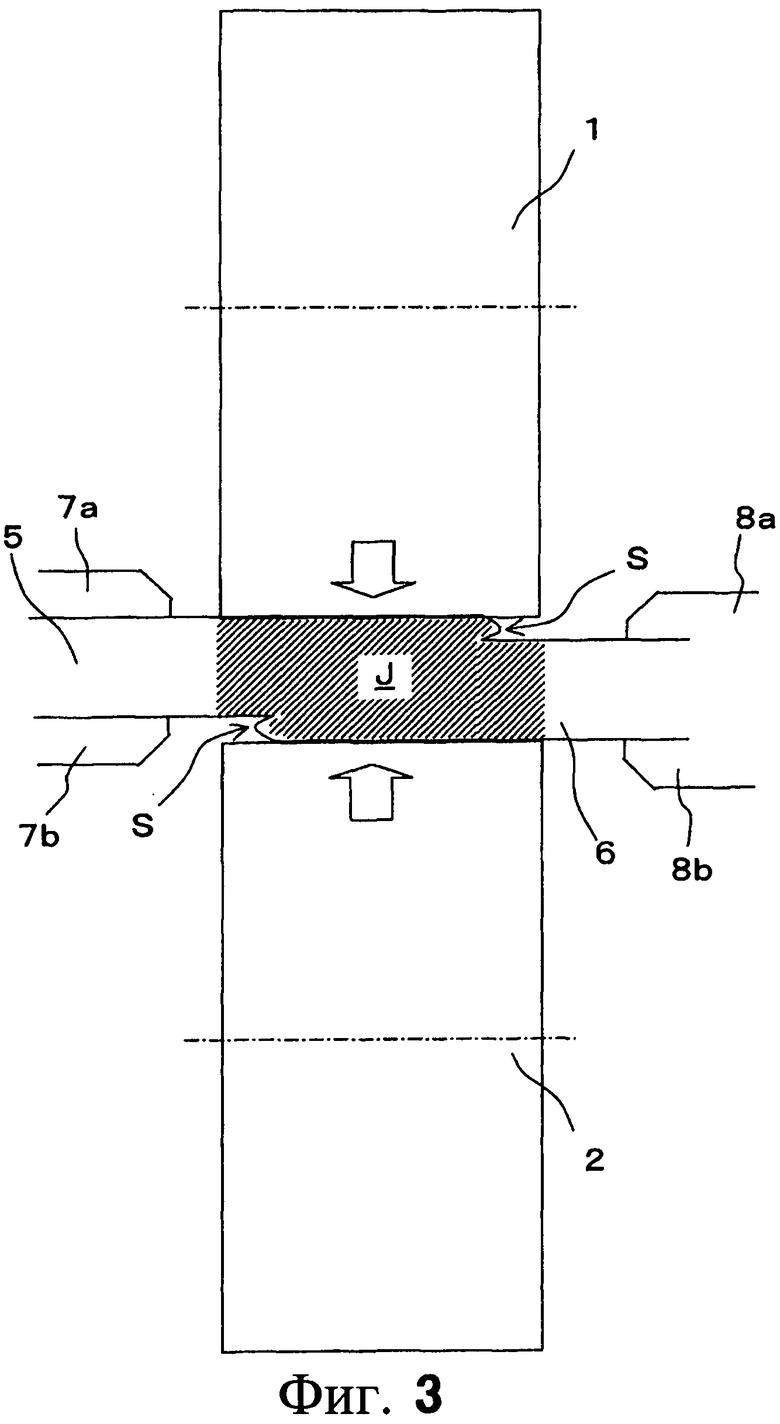


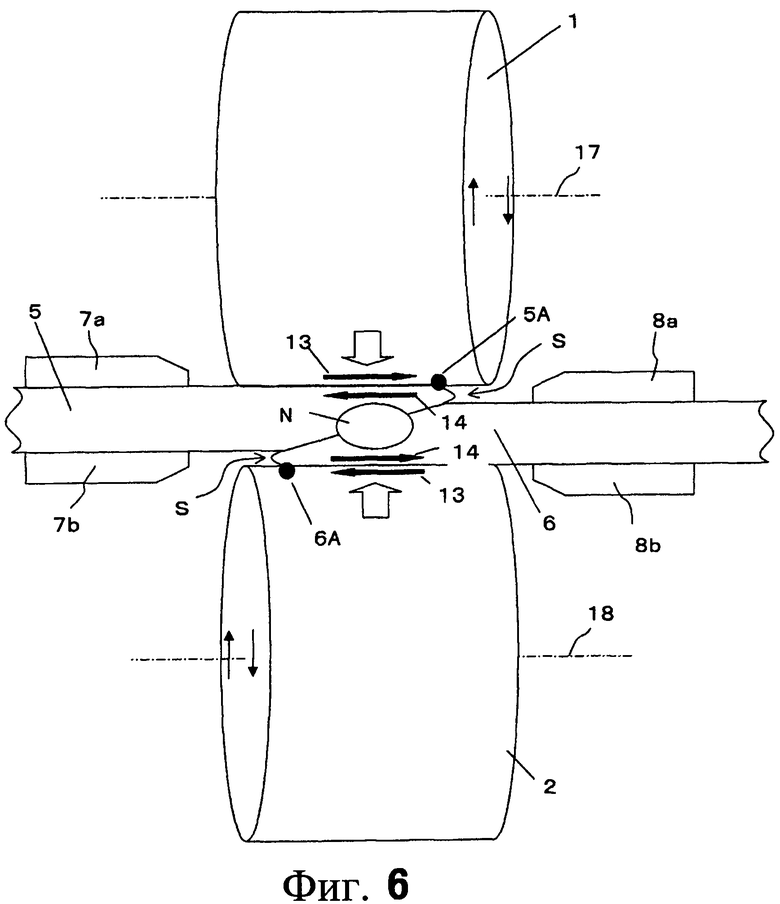
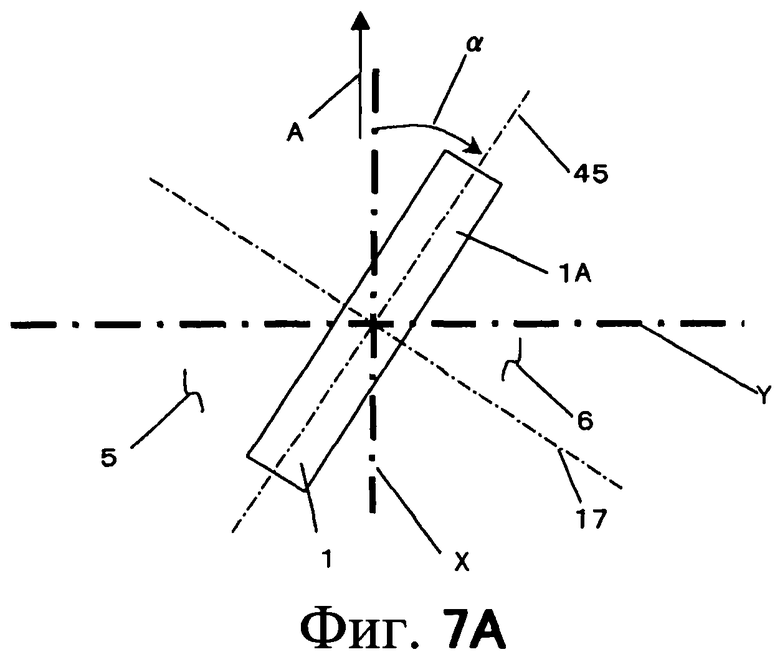
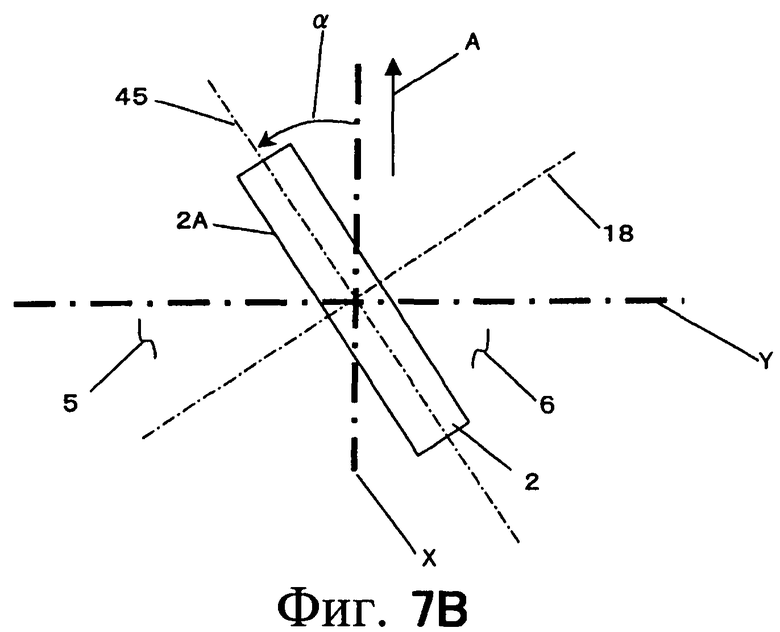
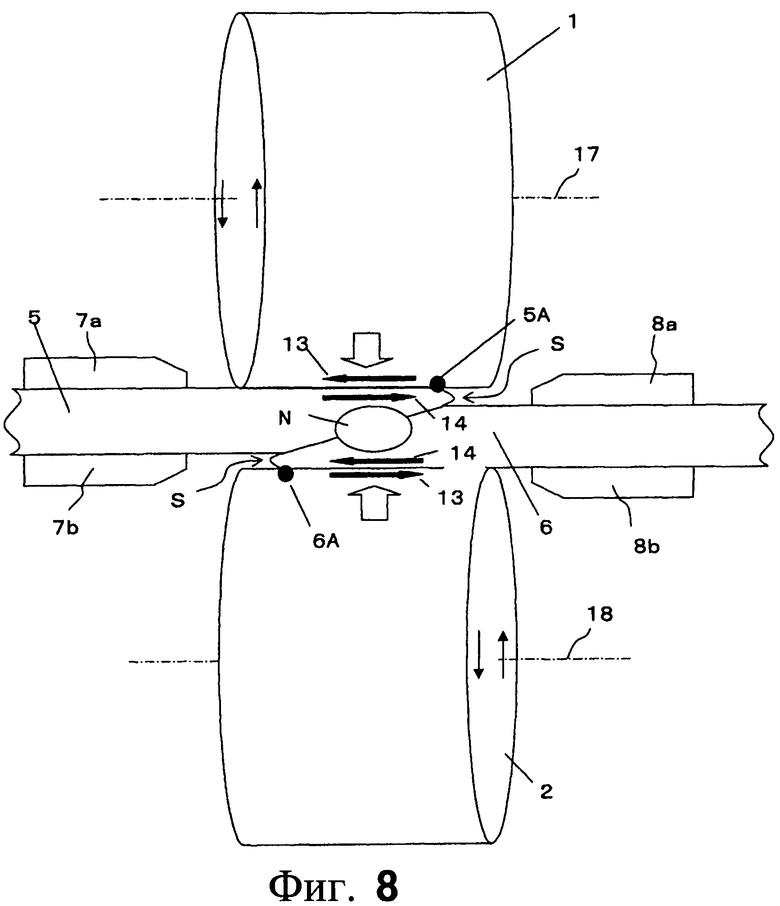
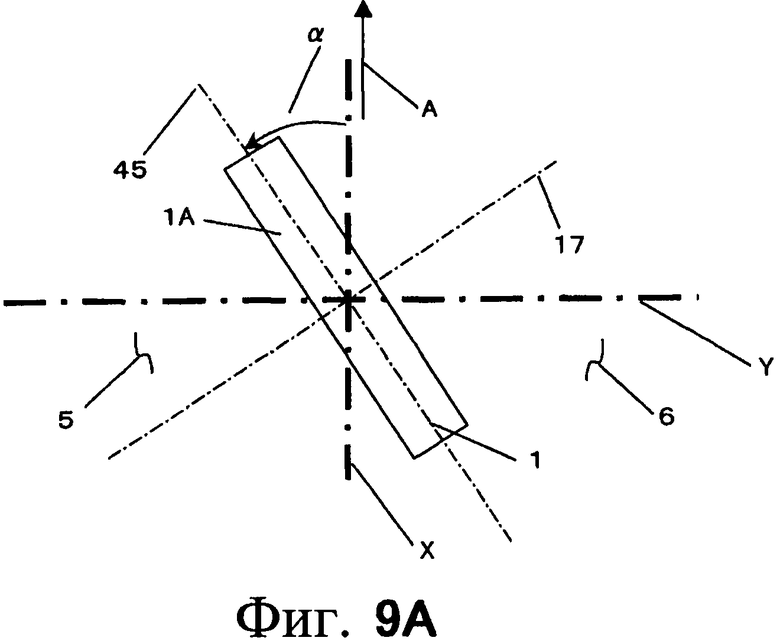

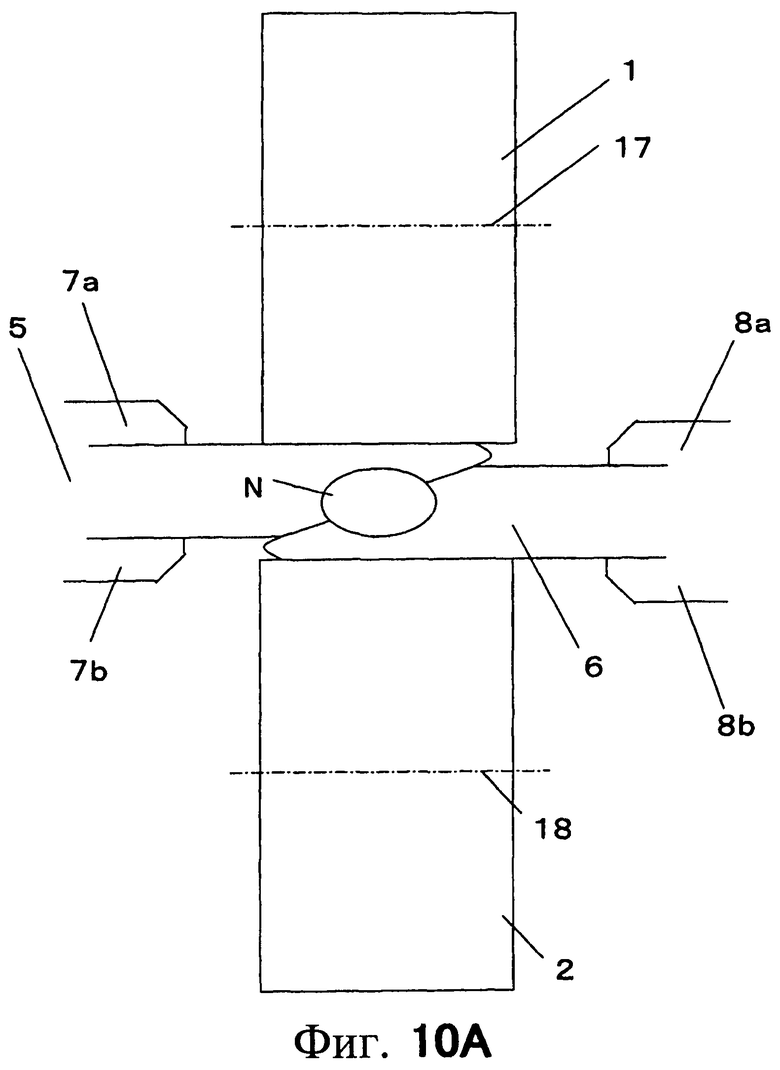
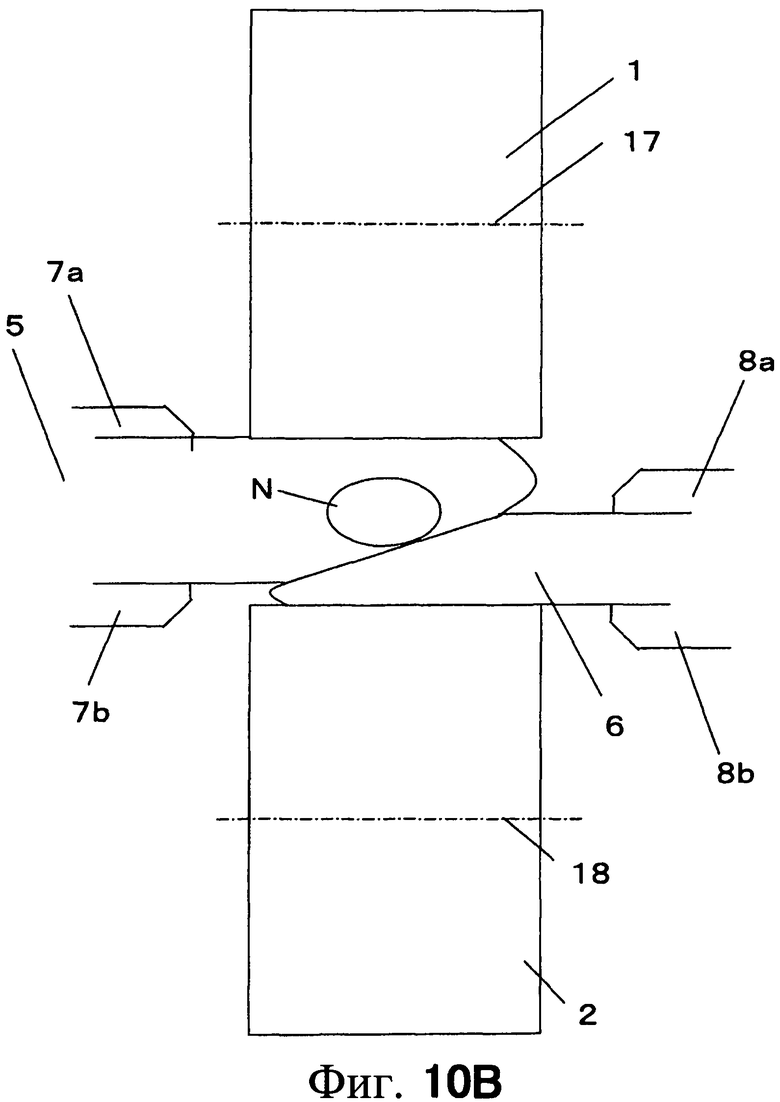
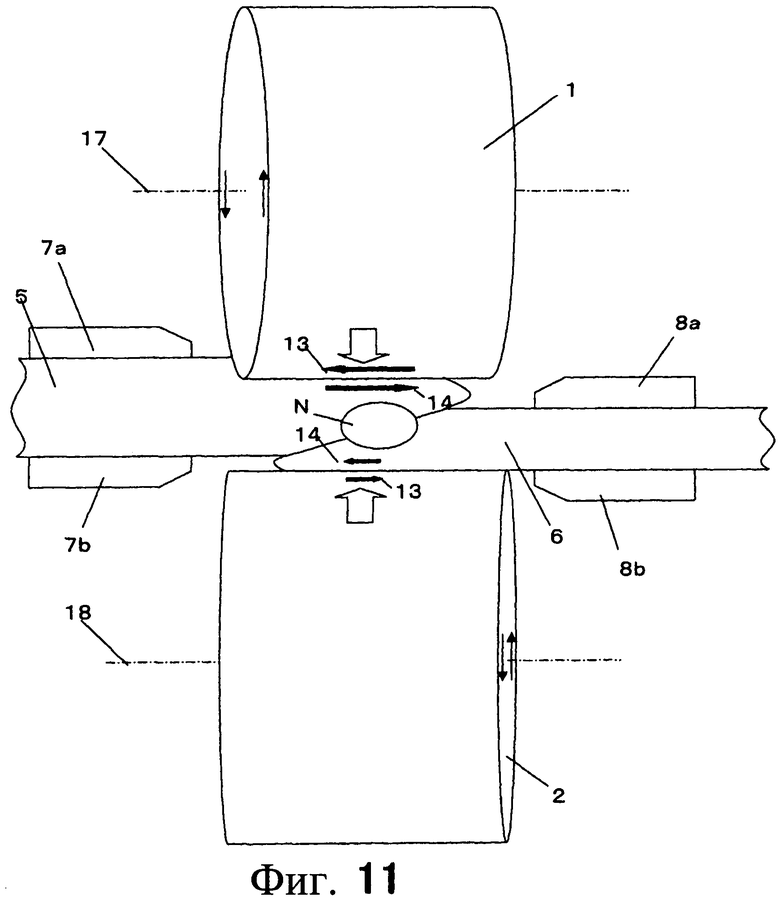
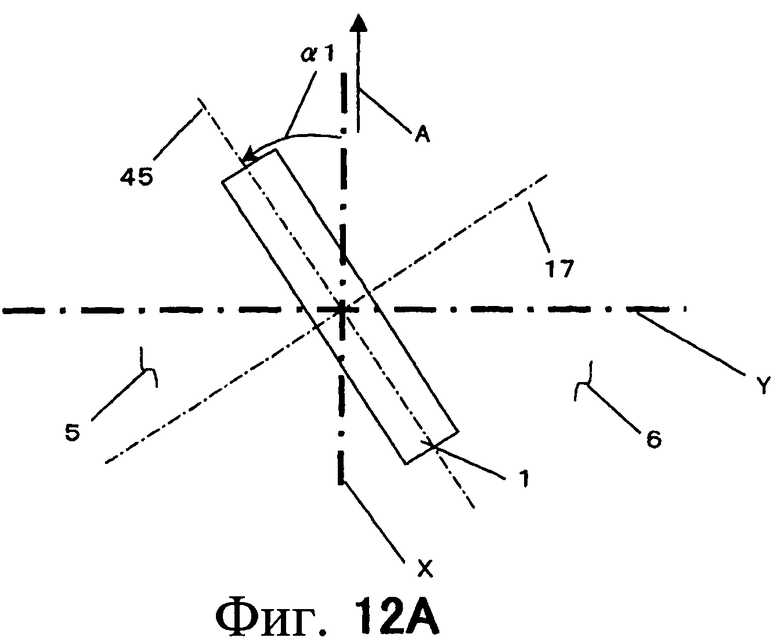
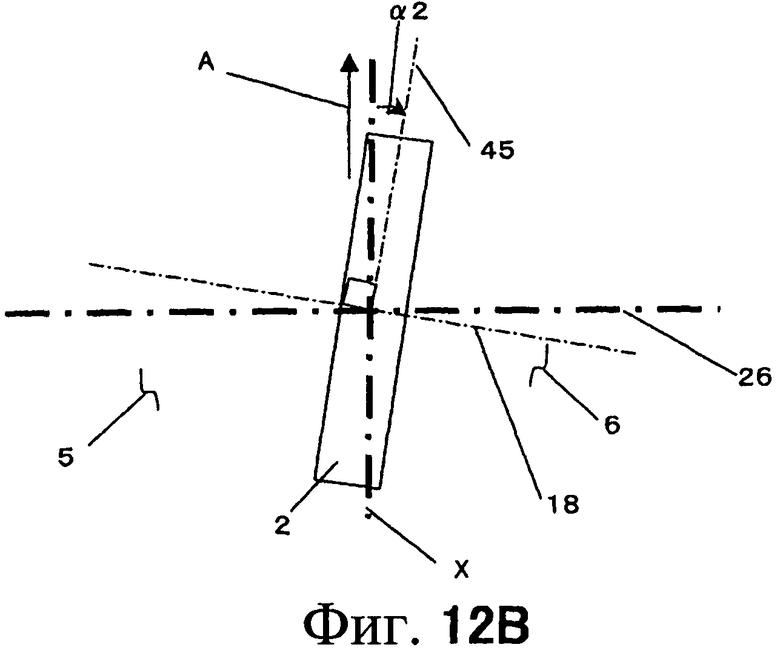
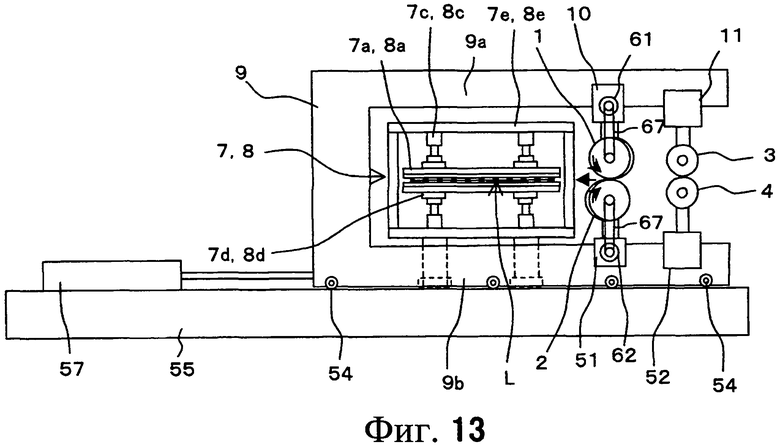
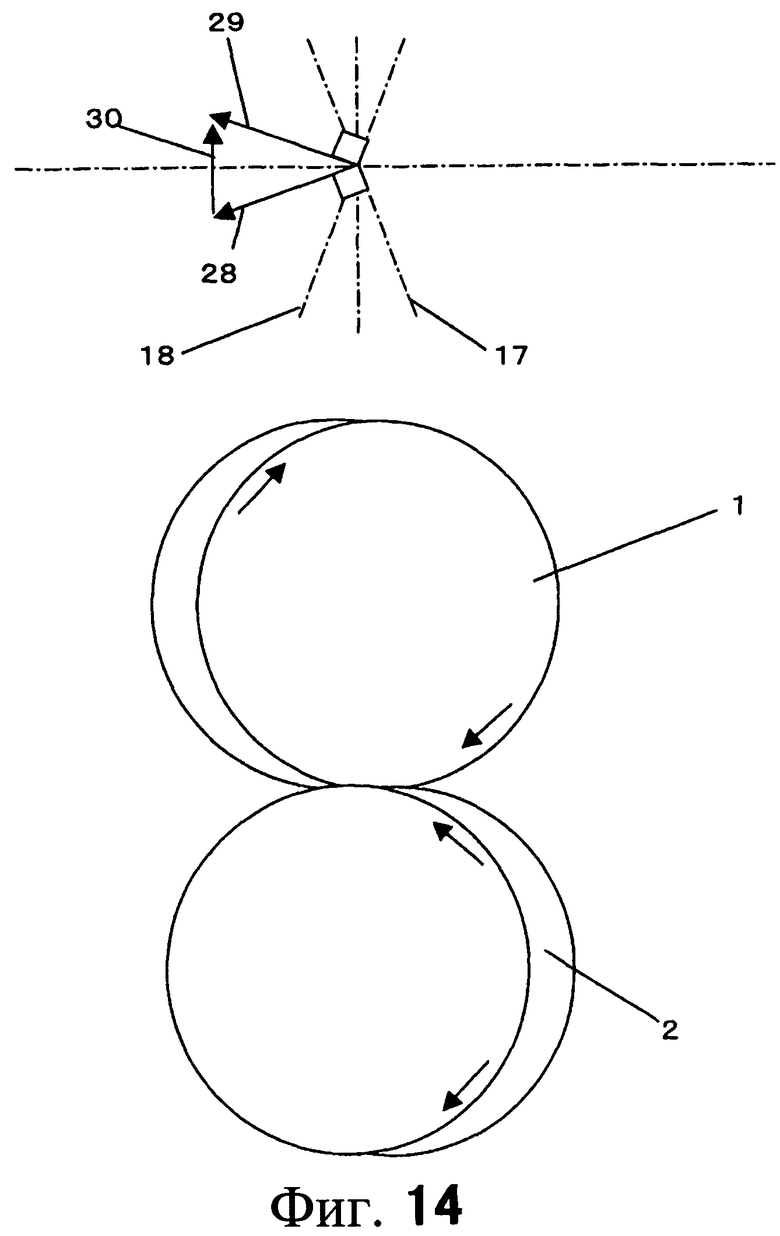

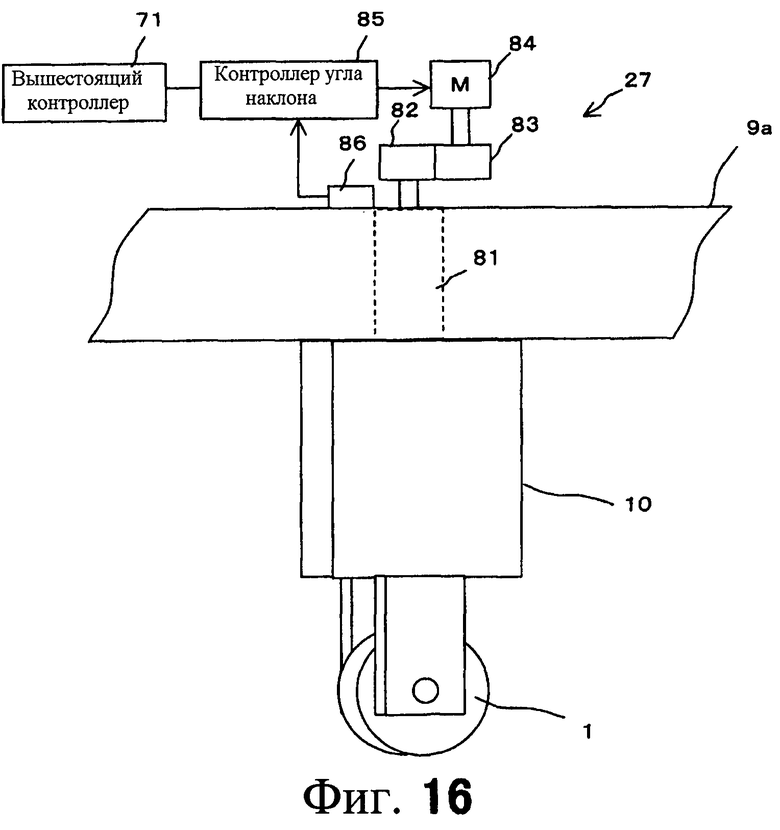
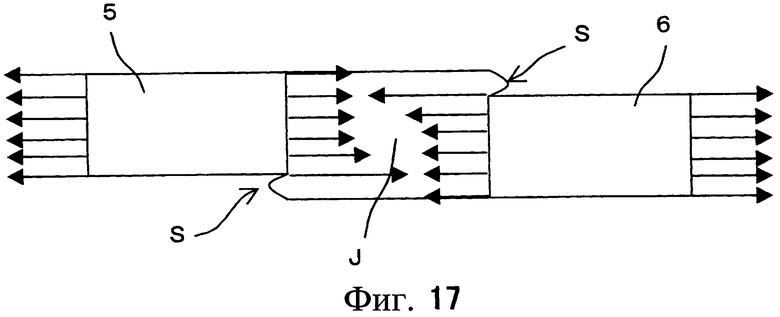
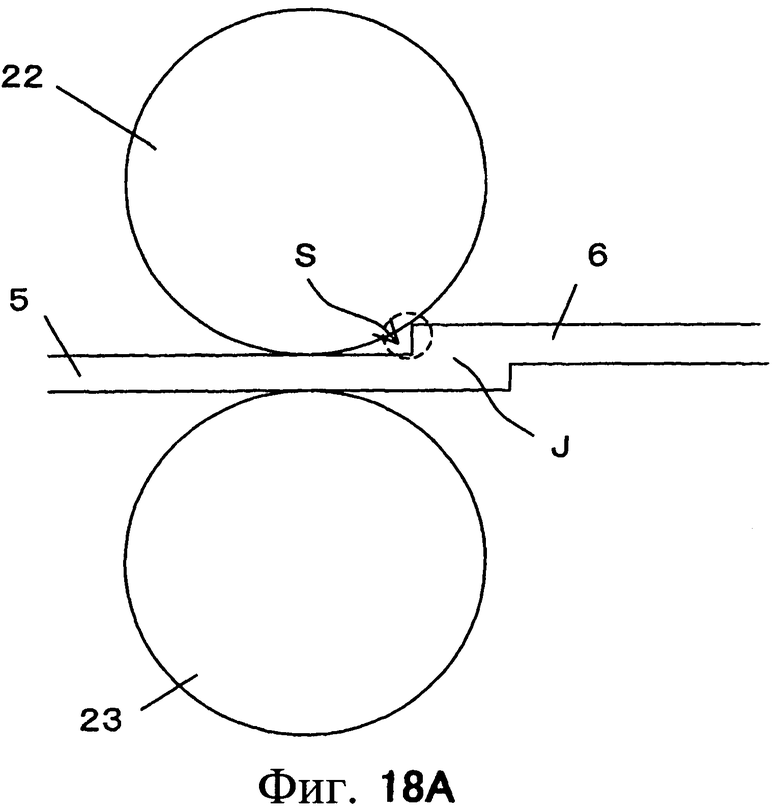
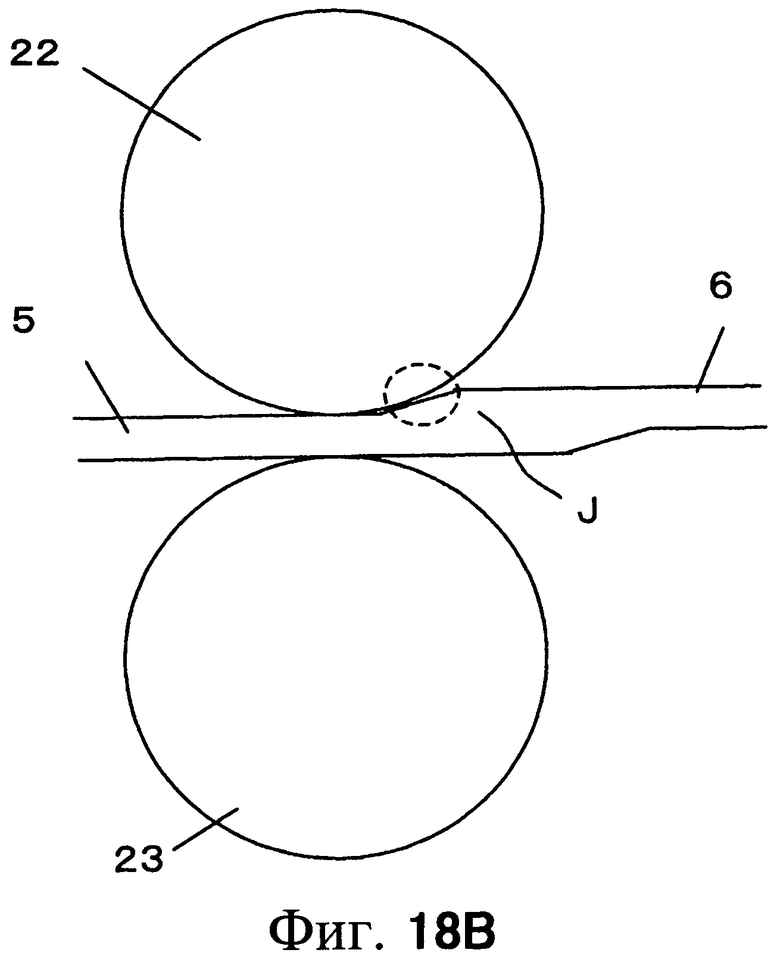
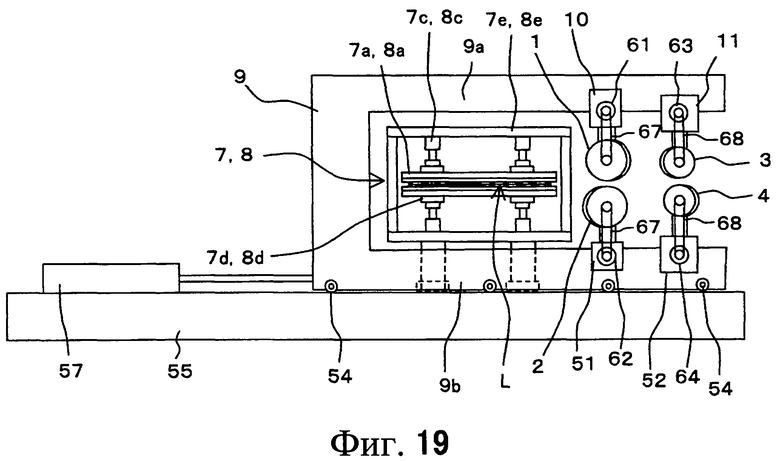
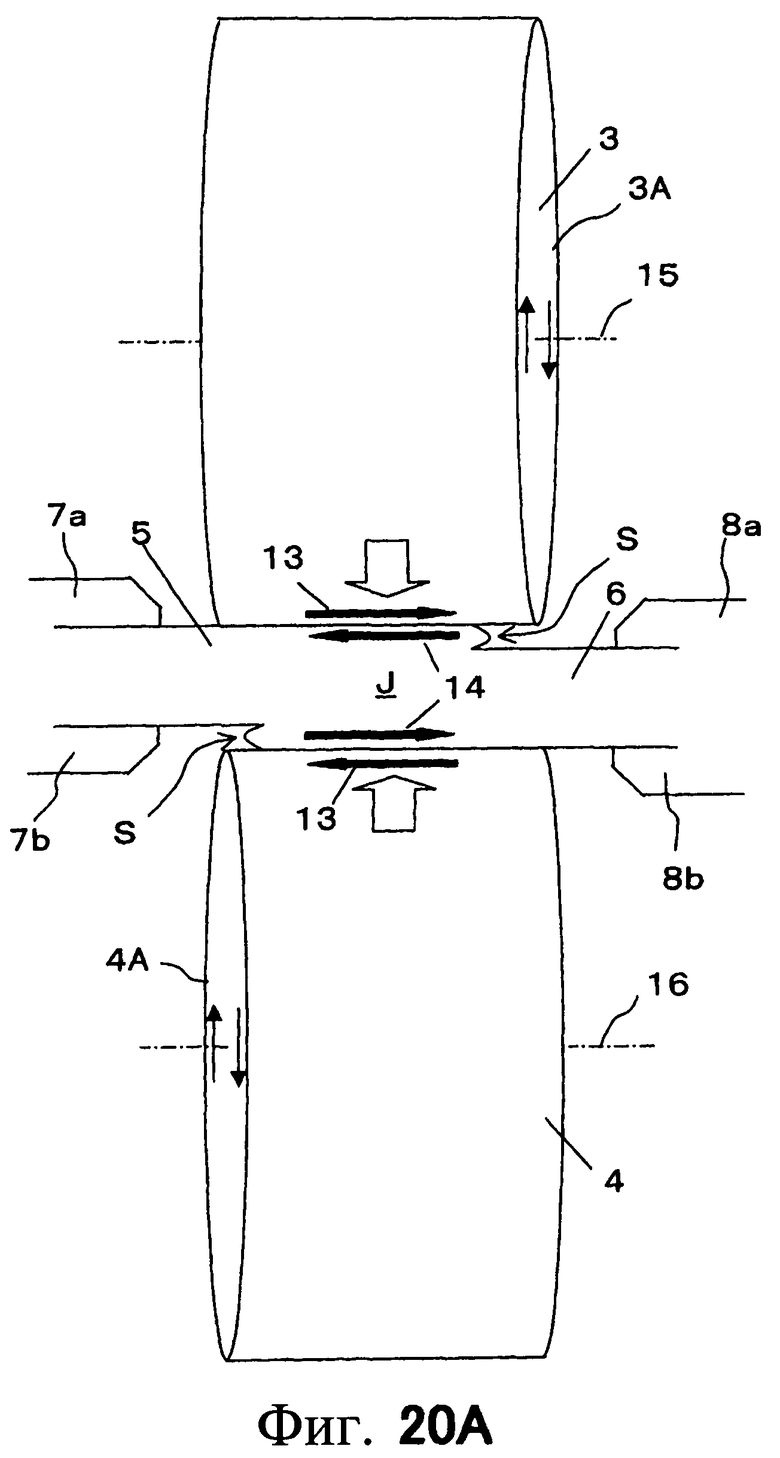
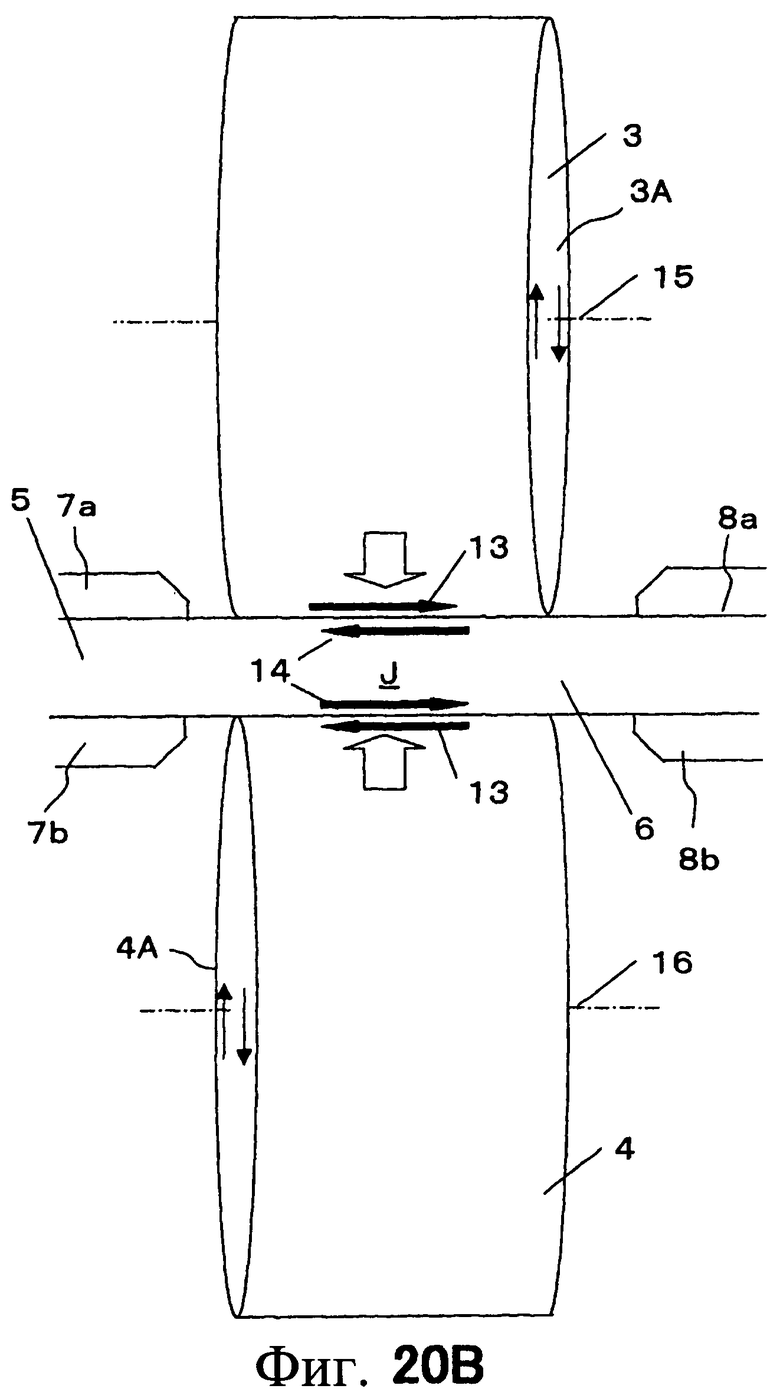
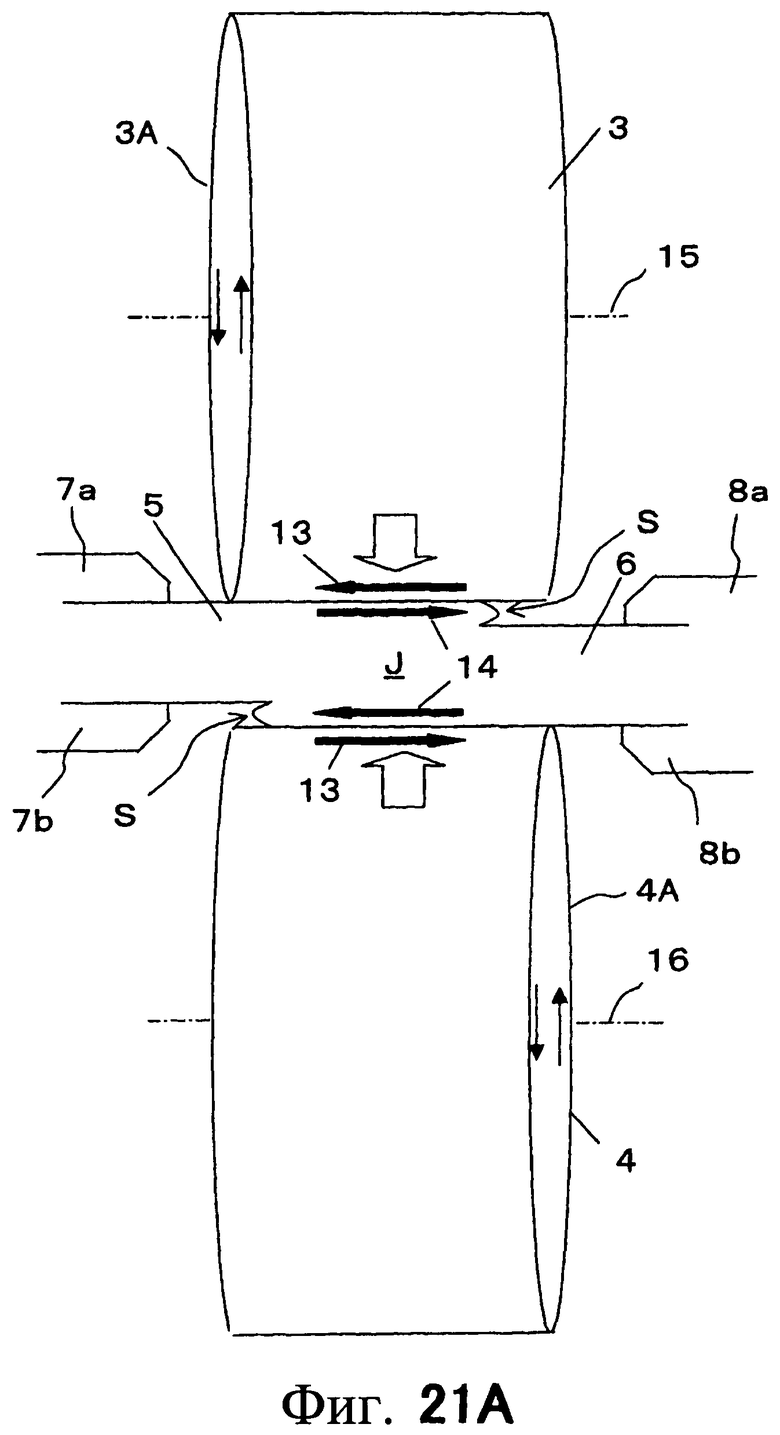
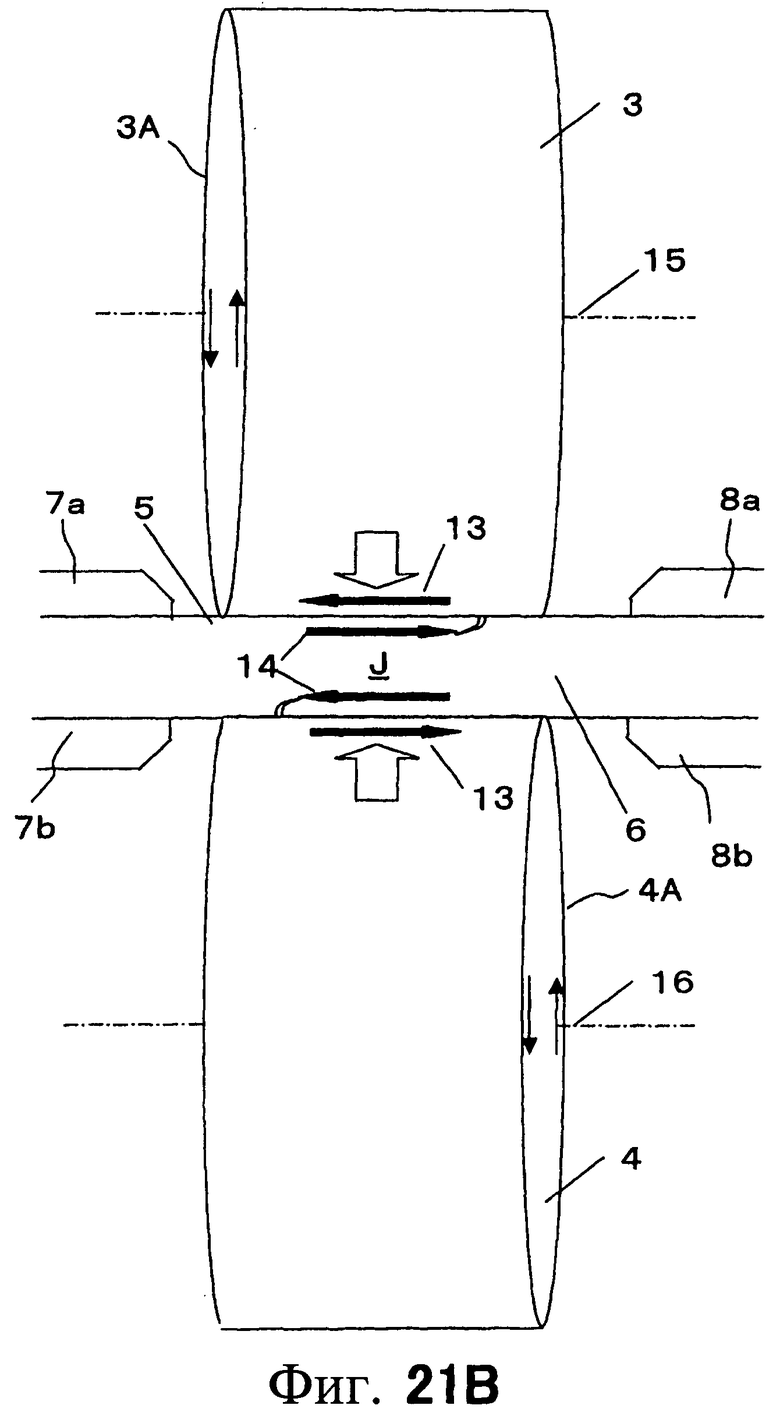
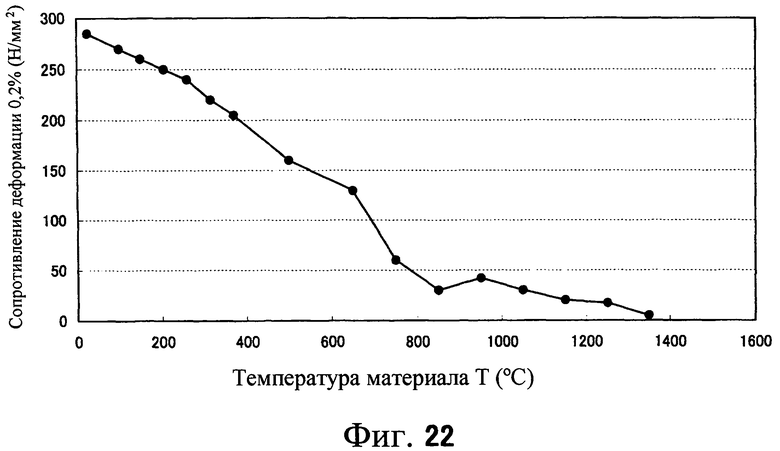
Изобретение может быть использовано для соединения металлических пластин с раздавливанием кромок. Пара верхнего и нижнего роликовых электродов (1, 2) расположена с наклоном их осей (17, 18) в горизонтальной плоскости в противоположных друг другу направлениях относительно прямой линии (Y), перпендикулярной линии (X) сварки, заданной на перекрывающихся частях (L) двух металлических пластин (5, 6). Роликовая сварка с раздавливанием кромок выполняется при жестком приводе роликовых электродов (1, 2) с помощью электродвигателей (61, 62). Это снижает толщину и градиент ступеньки соединяемой части для уменьшения коэффициента концентрации напряжений и обеспечения высокой прочности соединения. Металлические пластины (5, 6) соединяются друг с другом так, что ядро N сварной точки не отклоняется от границы раздела соединения. Оси (17, 18) роликовых электродов (1, 2) наклонены в горизонтальной плоскости в направлении прохождения металлической пластины, с которой роликовые электроды (1, 2) вступают сначала в контакт. Отсутствие врезания соответствующих концов металлических пластин у перекрывающихся частей L в соответствующие роликовые электроды (1, 2) и царапания их предотвращает возникновение разбрызгивания во время сварки. 2 н. и 8 з.п. ф-лы, 22 ил.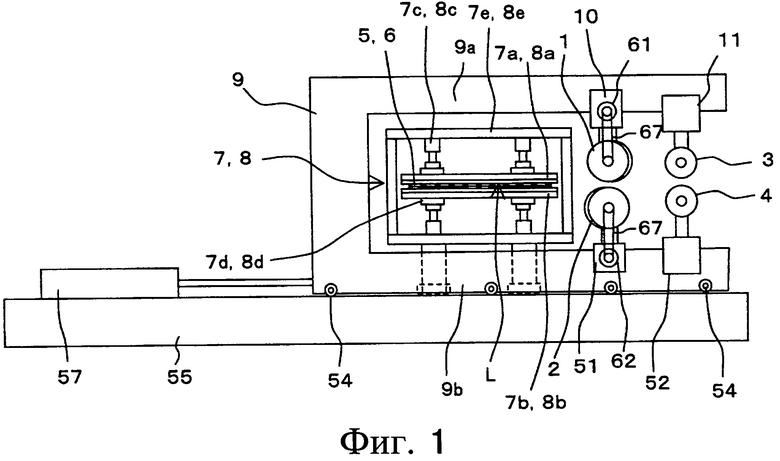
1. Способ роликовой сварки с раздавливанием кромок, в котором располагают две металлические пластины (5, 6) с перекрытием друг друга на их концевых частях и перекрывающиеся части (L) сжимают с помощью пары верхнего и нижнего роликовых электродов (1, 2) и непрерывно сваривают друг с другом посредством подачи тока сварки в перекрывающиеся части с соединением металлических пластин,
при этом соответствующие оси (17, 18) роликовых электродов (1, 2) наклоняют в горизонтальной плоскости в соответствующих направлениях, противоположных друг другу, относительно прямой линии (Y), перпендикулярной линии (X) сварки, заданной на перекрывающихся частях (L) двух металлических пластин (5, 6), и затем роликовые электроды (1, 2) жестко приводят в движение для соединения за счет этого двух металлических пластин.
2. Способ по п.1, в котором соответствующие оси (17, 18) роликовых электродов наклоняют относительно прямой линии (Y), перпендикулярной линии (X) сварки, так что соответствующие расположенные в направлении движения части (1А, 2А) роликовых электродов (1, 2) обращены в горизонтальной плоскости в направлении прохождения металлической пластины (5 или 6), с которой роликовые электроды сначала приходят в контакт, для соединения двух металлических пластин.
3. Способ по п.1 или 2, в котором две металлические пластины (5, 6) имеют различную толщину и угол наклона оси (17 или 18) роликового электрода (1 или 2) на стороне металлической пластины с большей толщиной устанавливают больше, чем угол наклона оси роликового электрода на стороне металлической пластины с меньшей толщиной.
4. Способ по п.1 или 2, в котором по меньшей мере в одном из процессов перед началом сварки перекрывающихся частей (L) и после завершения сварки перекрывающихся частей (L) выбирают первую установку, при которой пара роликовых электродов (1, 2) приводится в контакт друг с другом, или вторую установку, при которой пара роликовых электродов (1, 2) не приводится в контакт друг с другом или же приводится в контакт друг с другом с меньшей нагрузкой по сравнению с усилием прижимания во время сварки, и при первой установке пара роликовых электродов не приводится в движение, а при второй установке пара роликовых электродов приводится в движение.
5. Способ по п.1 или 2, в котором после соединения двух металлических пластин (5, 6) друг с другом с помощью роликовой сварки с раздавливанием кромок соответствующие оси (15, 16) пары прижимных роликов (3, 4) наклоняют в горизонтальной плоскости относительно прямой линии (Y), перпендикулярной линии (X) сварки, и ступенька, образованная в соединяемой части, прокатывается в направлении (А) движения прижимных роликов за счет жесткого привода прижимных роликов.
6. Способ по п.5, в котором соответствующие оси (15, 16) прижимных роликов (3, 4) наклонены каждая относительно прямой линии (Y), перпендикулярной линии (X) сварки, так что соответствующие расположенные в направлении движения части (3А, 4А) прижимных роликов (3, 4) обращены в горизонтальной плоскости в направлении, противоположном направлению прохождения металлической пластины (5 или 6), относительно металлического материала, с которым прижимные ролики (3, 4) сначала приходят в контакт, и ступенька, образованная в соединяемой части, прокатывается в направлении (А) движения.
7. Устройство для роликовой сварки с раздавливанием кромок, в котором две металлические пластины (5, 6) располагаются с перекрытием друг друга на их концевых частях и перекрывающиеся части (L) сжимаются с помощью пары верхнего и нижнего роликовых электродов (1, 2) и непрерывно свариваются друг с другом посредством приложения тока сварки к перекрывающимся частям с последующим соединением металлических пластин,
при этом роликовые электроды (1, 2) установлены так, что оси (17, 18) роликовых электродов наклонены в горизонтальной плоскости в соответствующих направлениях, противоположных друг другу, относительно прямой линии (Y), перпендикулярной линии (X) сварки, образованной на перекрывающихся частях (L) двух металлических пластин (5, 6).
8. Устройство по п.7, содержащее:
механизм (27) для независимого наклона в горизонтальной плоскости каждой из соответствующих осей (17, 18) роликовых электродов (1, 2) относительно оси (Y), перпендикулярной линии (X) сварки.
9. Устройство по п.7 или 8, дополнительно содержащее:
пару верхнего и нижнего прижимных роликов (3, 4) для прокатки соединяемой части (J) металлических пластин (5, 6), соединенных с помощью роликовой сварки с раздавливанием кромок; при этом прижимные ролики (3, 4) установлены так, что оси (15, 16) прижимных роликов наклонены в горизонтальной плоскости относительно прямой линии (Y), перпендикулярной линии (X) сварки соединяемой части (J).
10. Устройство по п.9, дополнительно содержащее
механизм (27) для независимого наклона в горизонтальной плоскости каждой из соответствующих осей (15, 16) прижимных роликов (15, 16) относительно прямой линии (Y), перпендикулярной линии (X) сварки.
| JP 9141449 А, 03.06.1997 | |||
| Машина для контактной шовной сварки с фиксирующими многозвенниками турика | 1974 |
|
SU617217A1 |
| Роликовый электрод | 1982 |
|
SU1038137A1 |
| JP 2003071567 A, 11.03.2003. | |||

