Область техники, к которой относится изобретение
Изобретение относится к способу и устройству соединения металлических листов, которые позволяют выравнивать уступ, заданный в соединительной части двух металлических листов, и уменьшать ступенчатый градиент соединительной части.
Уровень техники
Машина для роликовой сварки с раздавливанием кромок использует способ сварки, поясненный ниже. Два металлических листа размещены так, чтобы перекрывать друг друга на своих краях. Перекрывающиеся части прижимаются посредством пары сварочных роликов и непрерывно свариваются между собой посредством приложения к ним сварочного тока. Вместе с тем, соединительная часть, смягченная посредством нагрева до высокой температуры, прокатывается посредством сварочных роликов, чтобы уменьшать толщину соединительной части. Тем не менее, этот способ сварки не позволяет прокатывать соединительную часть до уровня, соответствующего толщине основного материала. Возникает проблема в том, что толщина соединительной части увеличивается приблизительно до 120-160% от толщины основного материала (металлического листа), который формирует уступ между соединительной частью и основным материалом.
Следующий способ предложен в качестве способа уменьшения толщины соединительной части. Пара прижимных роликов установлена рядом и на одной стороне пары из верхнего и нижнего сварочных роликов. Перед роликовой сваркой с раздавливанием кромок перекрывающиеся части металлических листов прокатываются посредством прижимных роликов посредством перемещения несущей рамы, поддерживающей сварочные ролики и прижимные ролики, в предыдущем направлении прижимных роликов. После завершения прокатки металлические листы, перекрывающие друг друга, располагаются на небольшом расстоянии друг от друга, чтобы уменьшать толщину соединительной части. После этого перекрывающаяся часть прижимается посредством сварочных роликов за счет перемещения несущей рамы в противоположном направлении и непрерывно подвергается роликовой сварке с раздавливанием кромок посредством приложения сварочного тока к ней. Дополнительно соединительная часть прокатывается посредством прижимных роликов, чтобы уменьшать ее толщину. См. патентные документы 1 и 2.
Чтобы уменьшать толщину соединительной части, подвергнутой роликовой сварке с раздавливанием кромок, и уменьшать время такта, предложены способ и устройство, поясненные ниже. Первая и вторая пары из верхнего и нижнего прижимных роликов установлены рядом и с обеих сторон пары из верхнего и нижнего сварочных роликов. Перекрывающиеся части металлических листов прокатываются посредством первых прижимных роликов посредством перемещения несущей рамы, поддерживающей сварочные ролики и прижимные ролики, в предыдущем направлении одного первого ролика. После этого прокатанная часть прижимается посредством пары сварочных роликов после прижимных роликов и непрерывно подвергается роликовой сварке с раздавливанием кромок посредством приложения сварочного тока к ней. Дополнительно соединительная часть прокатывается посредством вторых прижимных роликов после сварочных роликов, чтобы уменьшать ее толщину. См. патентный документ 1 и патентный документ 2.
Патентный документ 1. JP-2-15314-B.
Патентный документ 2. JP-2-16191-B.
Сущность изобретения
Проблема, разрешаемая изобретением
Машина для роликовой сварки с раздавливанием кромок использует способ сварки, поясненный ниже. Два металлических листа устанавливаются так, чтобы перекрывать друг друга. Перекрывающиеся части прижимаются посредством пары сварочных роликов и непрерывно свариваются между собой посредством приложения сварочного тока к ним. Вместе с тем, нагретая до высокой температуры соединительная часть, которая должна быть смягчена, прокатывается посредством сварочных роликов, чтобы уменьшать ее толщину. Следовательно, сварочные ролики выполняют, через прокатку, большую часть обработки давлением, используемой для уменьшения толщины соединяемых материалов. Пластическое течение соединительной части, уменьшенной по толщине, преобладает в направлении прокатки сварочных роликов. Тем не менее, соединительная часть имеет взаимосвязь непрерывного тела с основным материалом металлического листа, смежного с ней. Следовательно, пластическое течение в направлении прокатки ограничено посредством основного материала. Следовательно, соединительная часть не может прокатываться до толщины основного материала. Толщина соединительной части на основе способа роликовой сварки с раздавливанием кромок увеличивается приблизительно до 120-160% от толщины основного материала (металлического листа). Поскольку соединительная часть и основной материал отличаются по толщине друг от друга, уступ, имеющий высокий коэффициент концентрации напряжений, формируется в соединительной части. Если напряжение прикладывается к соединительной части, то соединительная часть невыгодно имеет значительно уменьшенную прочность. Другими словами, возникает проблема в том, что это узкое место ограничивает диапазон применения роликовой сварки с раздавливанием кромок. Помимо этого, возникают проблемы в том, что крутой уступ царапает рабочий валок на технологической линии толстолистовой стали, и производительность и выход годных изделий понижаются.
Например, соединительная часть машины для роликовой сварки с раздавливанием кромок пошагово увеличивается по толщине приблизительно до 120-160% от основного материала. Если машина для роликовой сварки с раздавливанием кромок применяется к оборудованию для холодной прокатки, имеющему большое общее сокращение прокатки, как есть, следовательно, часть уступа соединительной части вкладывается в основной материал с трещинами. Соответственно полезная площадь сечения уменьшается в соединительной части, называемой полосой, металлического листа. Это повышает напряжение при растяжении относительно растягивающей силы, применяемой в ходе холодной прокатки. Помимо этого, передний конец уступа, вложенного с трещинами, становится сингулярным полем напряжений, что значительно увеличивает вероятность поломки. Это приводит к проблеме, поясненной ниже. Поскольку недорогая малогабаритная машина для роликовой сварки с раздавливанием кромок не может применяться к оборудованию для холодной прокатки, имеющему большое общее сокращение прокатки, оборудование для холодной прокатки должно использовать машину для сварки встык оплавлением или лазерную сварочную машину, которая является дорогой и крупногабаритной.
Машина для роликовой сварки с раздавливанием кромок, которая может недорого соединять листы толстолистовой стали, имеющие различную толщину и прочность материала, применяется к заготовкам с заданными свойствами. Тем не менее, машина для роликовой сварки с раздавливанием кромок не может применяться к соединению части, в которой соединительная часть, увеличенная по толщине, приводит к проблеме с производительностью формирования, и части, в которой возникает проблема концентрации напряжений, вытекающая из уступа, заданного в соединительной части. Следовательно, дорогая лазерная сварочная машина должна применяться к заготовкам с заданными свойствами.
Недорогая машина для роликовой сварки с раздавливанием кромок применяется как соединяющая машина для задания процессов выработки непрерывными к технологическим линиям, таким как непрерывная линия отжига, оцинковочная линия и т.п. при производстве стали с целью повышения выхода годных изделий и производительности. Тем не менее, как описано выше, роликовая сварка с раздавливанием кромок увеличивает толщину соединительной части так, что формируется крутой уступ. Когда соединительная часть проходит через дрессировочный прокатный стан, соответственно, следующий способ работы используется для того, чтобы не допускать царапания рабочего валка и не допускать переноса отпечатка уступа, заданного в соединительной части, на рабочий валок. Скорость линии понижается до и после дрессировочного прокатного стана, и рабочий валок прокатного стана открывается либо усилие на валки снижается. Это приводит к проблеме снижения производительности и выхода годных изделий.
Из традиционных способов, описанных в патентном документе 1 и патентном документе 2, первый способ позволяет уменьшать толщину соединительной части приблизительно до 110% от толщины основного материала. В первом способе, после завершения прокатки металлические листы, заданные так, чтобы перекрывать друг друга, располагаются на небольшом расстоянии друг от друга, чтобы уменьшать толщину соединительной части. После этого соединительная часть подвергается роликовой сварке с раздавливанием кромок и дополнительно прокатывается посредством прижимных роликов. Тем не менее, если расстояние между концами металлических листов, размещенных далеко друг от друга, является слишком большим, формируется выемка около соединительной части вследствие прокатки прижимных роликов перед свариванием. Если расстояние является недостаточным, увеличивается значение толщины соединительной части. Вследствие этого оптимальный диапазон заданных значений расстояния существует только в точно определенном месте. Таким образом, надежность является слабой. Следовательно, трудно стабильно обеспечивать прочность соединения с высоким качеством.
Из традиционных способов, описанных в патентном документе 1 и патентном документе 2, способ, при котором прижимные ролики установлены с обеих сторон сварочных роликов, и прокатка перед свариванием, сваривание и прокатка после сваривания непрерывно выполняются посредством перемещения несущей рамы в одном направлении, имеет проблему в том, что толщина соединительной части не может достаточно уменьшаться. В частности, металлические листы захватываются посредством фиксирующих устройств так, что величина перекрытия в ходе роликовой сварки с раздавливанием кромок не может отклоняться и ограничена в направлении, перпендикулярном направлению сварки, посредством фиксирующих устройств. Следовательно, прокатка посредством прижимных роликов после сваривания имеет ограничение на объем пластического течения в направлении, перпендикулярном линии сварки, и главным образом дает возможность металлу пластично протекать в направлении прохождения ролика. Аналогично прокатке посредством сварочных роликов в ходе роликовой сварки с раздавливанием кромок, описанной выше, пластическое течение прокатанной части посредством прижимных роликов ограничено посредством основного материала так, что растягивание существенно ограничено. Следовательно, соединительная часть не может уменьшаться по толщине до толщины основного материала. При прокатке посредством прижимных роликов объем соединительной части, толщина которой уменьшена посредством прокатки, поглощается за счет задания таким образом, чтобы пластично протекать в продольном направлении соединительной части, что увеличивает длину соединительной части. Это приводит к разности растягивания между основным материалом и соединительной частью, увеличиваемой за счет прижимных роликов, что приводит к такой проблеме, что соединительная часть изгибается или деформируется волнообразно.
Вследствие этих ситуаций считается, что для традиционного способа роликовой сварки с раздавливанием кромок трудно выполнять соединение вдоль при одновременном подавлении увеличения толщины соединительной части, так чтобы не формировать уступ между соединительной частью и основным материалом. Следовательно, требуется способ роликовой сварки с раздавливанием кромок, который стабильно сокращает увеличенное значение толщины и ступенчатый градиент соединительной части и предоставляет высокую степень прочности соединения.
Также в случае, если металлические листы, имеющие различные толщины, соединены между собой посредством сварки встык оплавлением, лазерной сварки или сварки трением с перемешиванием, уступ возникает в соединительной части, что приводит к идентичной проблеме.
Цель настоящего изобретения заключается в том, чтобы предоставлять способ и устройство соединения металлических листов, которые позволяют выравнивать уступ, заданный в соединительной части двух металлических листов, и уменьшать ступенчатый градиент соединительной части, чтобы обеспечивать высокую степень прочности соединения.
Средство решения проблемы
Первый вариант осуществления изобретения
Первый вариант осуществления изобретения, чтобы разрешать вышеуказанные проблемы, отличается тем, что в способе соединения металлических листов, в котором после того, как два металлических листа соединены между собой, соединительная часть металлических листов прокатывается посредством пары из верхнего и нижнего прижимных роликов, соответствующие оси пары прижимных роликов поворачиваются в горизонтальной плоскости относительно прямой линии, перпендикулярной линии соединения соединительной части, и затем пара прижимных роликов жестко приводится в движение, чтобы тем самым прокатывать уступ, заданный в соединительной части, в направлении движения прижимных роликов.
Как описано выше, соответствующие оси пары из верхнего и нижнего прижимных роликов поворачиваются, и затем пара прижимных роликов жестко приводится в движение, чтобы тем самым прокатывать соединительную часть. Следовательно, в случае роликовой сварки с раздавливанием кромок сдвигающая сила применяется в направлении, перпендикулярном линии соединения соединительной части. Сдвиговая деформация вследствие сдвигающей силы позволяет уменьшать увеличенное значение толщины соединительной части. Это позволяет выравнивать уступ и уменьшать ступенчатый градиент. Также в случае, если металлические листы, имеющие различные толщины, соединены между собой посредством лазерной сварки, сварки встык оплавлением или сварки трением с перемешиванием, аналогично сдвиговая деформация позволяет выравнивать уступ и уменьшать ступенчатый градиент. В каждом случае уступ, заданный в соединительной части, может выравниваться, и ступенчатый градиент может уменьшаться. Таким образом, коэффициент концентрации напряжений соединительной части может уменьшаться, что обеспечивает высокую степень прочности соединения.
Второй вариант осуществления изобретения
Второй вариант осуществления изобретения, чтобы разрешать вышеуказанные проблемы, отличается тем, что в способе соединения металлических листов согласно первому варианту осуществления изобретения, соответствующие оси пары прижимных роликов повернуты относительно прямой линии, перпендикулярной линии соединения, так что соответствующие части в направлении движения прижимных роликов обращены в горизонтальной плоскости по направлению, противоположному направлению прохождения металлического листа относительно металлического материала, с которым прижимные ролики сначала входят в контакт, и уступ, заданный в соединительной части, прокатывается в направлении движения.
Вследствие этого, можно не допускать вкладывания части уступа в основной материал металлических листов. Следовательно, можно не допускать дефекта, подобного трещине (дефекта невозможности сварки), формируемого, когда часть уступа вкладывается в основной материал, что повышает качество соединительной части.
Третий вариант осуществления изобретения
Третий вариант осуществления изобретения, чтобы разрешать вышеуказанные проблемы, отличается тем, что в способе соединения металлических листов согласно первому или второму варианту осуществления изобретения, соответствующие углы поворота пары прижимных роликов задаются согласно величине уступа соединительной части, и соединительная часть прокатывается в направлении движения.
Вследствие этого можно применять соответствующую сдвиговую деформацию в соответствии с толщинами металлических листов, которые должны быть соединены между собой. Это позволяет минимизировать ступенчатый градиент соединительной части. Материалы, имеющие различные толщины, могут быть соединены между собой, и величина уступа, который должен быть сформирован, может быть различной в зависимости от передних и задних поверхностей соединительной части. Также в таком случае углы поворота пары прижимных роликов задаются согласно величине уступа соединительной части, и соединительная часть прокатывается. Это позволяет регулировать величину сдвиговой деформации и минимизировать ступенчатый градиент соединительной части.
Четвертый вариант осуществления изобретения
Четвертый вариант осуществления изобретения, чтобы разрешать вышеуказанные проблемы, отличается тем, что в способе соединения металлических листов согласно любому из первого-третьего вариантов осуществления изобретения температура соединительной части поднимается до 300°C или выше при помощи остаточного тепла соединительной части, возникающего вследствие сваривания двух металлических листов, и соединительная часть прокатывается в направлении движения посредством прижимных роликов.
Вследствие этого значение сопротивления деформированию соединительной части может уменьшаться, чтобы уменьшать осевую силу, которая должна быть сформирована. Таким образом, установка может уменьшаться в размерах. Вследствие уменьшенной осевой силы срок службы подшипника прижимного ролика может быть продлен, и износ прижимного ролика может подавляться, посредством чего эксплуатационные затраты могут уменьшаться.
Пятый вариант осуществления изобретения
Пятый вариант осуществления изобретения, чтобы разрешать вышеуказанные проблемы, отличается тем, что в способе соединения металлических листов согласно любому из первого-четвертого вариантов осуществления изобретения, по меньшей мере, один из процессов перед началом прокатки соединительной части и после завершения прокатки соединительной части выбирает первое положение, в котором пара прижимных роликов приводится в контакт друг с другом, или второе положение, в котором пара прижимных роликов не приводится в контакт друг с другом или приводится в контакт друг с другом при неполной нагрузке по сравнению с прижимающей силой в ходе прокатки, и в первом положении пара прижимных роликов не приводятся в движение, а во втором положении пара прижимных роликов приводятся в движение.
Вследствие этого можно не допускать прикладывания чрезмерной осевой силы к верхнему и нижнему прижимным роликам. Это позволяет продлевать сроки службы подшипников для верхнего и нижнего прижимных роликов и дополнительно позволяет не допускать износ верхнего и нижнего прижимных роликов, посредством чего эксплуатационные затраты могут уменьшаться.
Шестой вариант осуществления изобретения
Шестой вариант осуществления изобретения, чтобы разрешать вышеуказанные проблемы, отличается тем, что в способе соединения металлических листов согласно любому из первого-пятого вариантов осуществления изобретения, два металлических листа соединены между собой посредством любой из роликовой сварки с раздавливанием кромок, лазерной сварки, сварки встык оплавлением и сварки трением с перемешиванием.
Вследствие этого соединительная часть может прокатываться посредством прижимных роликов при помощи остаточного тепла соединительной части. Следовательно, соединительная часть, имеющая высокую прочность и высокое качество, может иметь высокую эффективность.
Седьмой вариант осуществления изобретения
Седьмой вариант осуществления изобретения, чтобы разрешать вышеуказанные проблемы, отличается тем, что устройство соединения металлических листов включает в себя: средство соединения нагревом для соединения двух металлических листов между собой; и пару из верхнего и нижнего прижимных роликов для прокатки соединительной части металлических листов; в котором пара прижимных роликов установлена таким образом, что соответствующие оси прижимных роликов поворачиваются в горизонтальной плоскости относительно прямой линии, перпендикулярной линии соединения соединительной части.
Вследствие этого в способе соединения металлических листов, касающемся первого варианта осуществления изобретения, могут предоставляться производственные мощности, которые позволяют выравнивать уступ, заданный в соединительной части металлических листов, уменьшать ступенчатый градиент и предоставлять соединительную часть, имеющую высокую прочность и высокое качество.
Восьмой вариант осуществления изобретения
Восьмой вариант осуществления изобретения, чтобы разрешать вышеуказанные проблемы, отличается тем, что устройство соединения металлических листов согласно седьмому варианту осуществления изобретения дополнительно включает в себя механизм для независимого поворота в горизонтальной плоскости каждой из осей прижимных роликов относительно прямой линии, перпендикулярной линии соединения.
Вследствие этого может предоставляться устройство соединения, которое позволяет легко задавать надлежащим образом оптимальный угол поворота в соответствии с величиной уступа и имеет широкий диапазон разностной толщины для толщины металлических листов.
Преимущество изобретения
Согласно настоящему изобретению соответствующие оси пары из верхнего и нижнего прижимных роликов поворачиваются в горизонтальной плоскости относительно прямой линии, перпендикулярной линии соединения, и затем пара прижимных роликов жестко приводится в движение, чтобы тем самым прокатывать уступ, заданный в соединительной части после сваривания. Следовательно, сдвиговая деформация в направлении, перпендикулярном линии соединения, позволяет уменьшать увеличенное значение толщины соединительной части, выравнивать уступ и уменьшать ступенчатый градиент. Таким образом, может быть обеспечена высокая степень прочности соединения.
Согласно настоящему изобретению уступ, заданный в соединительной части металлических листов, выравнивается, и ступенчатый градиент может уменьшаться. Следовательно, коэффициент концентрации напряжений соединительной части может уменьшаться, что обеспечивает высокую степень прочности соединения. Таким образом, могут получаться следующие результаты. Диапазон применения роликовой сварки с раздавливанием кромок может расширяться. Можно не допускать царапания рабочего валка на производственной линии по изготовлению стали. Производительность и выход годных изделий может повышаться.
Таким образом, в настоящем изобретении может выравниваться уступ, заданный в соединительной части, подвергнутой роликовой сварке с раздавливанием кромок. Следовательно, в процессе холодной прокатки для производства стали можно не допускать царапания рабочего валка в ходе холодной прокатки, поскольку производительность следующего технологического процесса и устойчивость к натяжению могут повышаться. Таким образом, роликовая сварка с раздавливанием кромок может применяться к процессу холодной прокатки, к которому роликовая сварка с раздавливанием кромок ранее не применялась.
Также в заготовках с заданными свойствами вследствие концентрации напряжений на уступе, заданном в соединительной части, применение роликовой сварки с раздавливанием кромок к части, требующей усталостной прочности, исключено. Тем не менее, вследствие выровненного уступа концентрация напряжений снижается, и пригодность к прессованию повышается. Следовательно, дорогая лазерная сварочная машина может заменяться недорогой машиной для роликовой сварки с раздавливанием кромок.
В непрерывной линии отжига и в технологической линии, включающей в себя производственные мощности для изготовления железных оцинкованных листов и т.п., может уменьшаться угол контакта (коэффициент концентрации напряжений) между каждым из рабочих валков дрессировочного прокатного стана и соединительной частью. Следовательно, может уменьшаться давление контактной поверхности между рабочим валком и материалом. Следовательно, можно не допускать царапания рабочего валка и переноса отпечатка соединительной части без понижения скорости линии. Таким образом, производительность и выход годных изделий могут повышаться.
Также в случае, если металлические листы, имеющие различные толщины, соединены между собой посредством лазерной сварки, сварки встык оплавлением или сварки трением с перемешиванием, аналогично сдвиговая деформация позволяет выравнивать уступы и уменьшать ступенчатый градиент. Соответственно могут получаться следующие результаты. Лазерная сварка, сварка встык оплавлением и сварка трением с перемешиванием могут широко применяться к процессу холодной прокатки или заготовкам с заданными свойствами, к которым они не применялись. Можно не допускать царапания рабочего валка на производственной линии по изготовлению стали. Производительность и выход годных изделий может повышаться.
Дополнительно согласно настоящему изобретению, если соответствующие оси пары из верхнего и нижнего прижимных роликов поворачиваются в соответствующих направлениях, противоположных друг другу в горизонтальной плоскости, в ходе прокатки посредством прижимных роликов, сдвигающая сила применяется к стороне верхней поверхности и стороне нижней поверхности соединительной части в противоположных направлениях. Верхняя и нижняя силы, передаваемые в фиксирующие устройства, подавляют друг друга. Таким образом, можно не допускать прогибания части металлического листа между фиксирующим устройством и соединительной частью в ходе соединения тонких металлических листов без расположения фиксирующих устройств в непосредственной близости к соединительной части. Как результат, относительно широкий промежуток может быть обеспечен между фиксирующими устройствами и соединительной частью. Это позволяет уменьшать ограничение на компоновку сварочных роликов, прижимных роликов и связанных с ними установок.
Краткое описание чертежей
Фиг.1 является схематическим видом устройства соединения металлических листов согласно варианту осуществления настоящего изобретения в случае, если настоящее изобретение применяется к машине для роликовой сварки с раздавливанием кромок.
Фиг.2 иллюстрирует форму соединительной части, имеющей сформированные уступы сразу после того, как два металлических листа соединены между собой посредством роликовой сварки с раздавливанием кромок при помощи сварочных роликов.
Фиг.3A иллюстрирует начальное состояние прокатки, выполняемой посредством прижимных роликов в случае, если соответствующие оси пары прижимных роликов повернуты относительно прямой линии, перпендикулярной линии сварки для прокатки, так что соответствующие части в направлении движения пары прижимных роликов обращены в горизонтальной плоскости по направлению, противоположному направлению прохождения металлического листа относительно металлического материала, с которым прижимные ролики сначала входят в контакт.
Фиг.3B иллюстрирует состояние завершения прокатки, выполняемой посредством прижимных роликов в случае прокатки, как показано на Фиг.3A.
Фиг.4A иллюстрирует начальное состояние прокатки, выполняемой посредством прижимных роликов, в случае если прижимные ролики повернуты в противоположных направлениях по сравнению с Фиг.3A, т.е. в случае, если соответствующие оси пары прижимных роликов повернуты относительно прямой линии, перпендикулярной линии сварки для прокатки, так что соответствующие части в направлении движения прижимных роликов обращены в горизонтальной плоскости по направлению прохождения металлического листа относительно металлического материала, с которым прижимные ролики сначала входят в контакт.
Фиг.4B иллюстрирует состояние завершения прокатки, выполняемой посредством прижимных роликов в случае прокатки, как показано на Фиг.4A.
Фиг.5 иллюстрирует течение металла по длине дуги контакта в случае, если соединительная часть прокатывается с повернутыми соответствующими осями прижимных роликов, в случае рассмотрения верхнего прижимного ролика в качестве примера.
Фиг.6 иллюстрирует корреляцию между температурами материалов и сопротивлением деформированию в случае, если металлическим листом является обычная сталь.
Фиг.7, аналогично Фиг.1, иллюстрирует состояние, в котором верхний и нижний сварочные ролики прижимаются друг к другу перед началом роликовой сварки с раздавливанием кромок, и состояние, в котором верхний и нижний прижимные ролики прижимаются друг к другу с повернутыми осями.
Фиг.8 иллюстрирует векторы скорости и относительную скорость скольжения верхнего и нижнего прижимных роликов, возникающие, когда верхний и нижний прижимные ролики прижимаются и приводятся в движение с повернутыми осями.
Фиг.9 схематично иллюстрирует систему управления для устройства соединения металлических листов, показанного на Фиг.1.
Фиг.10 иллюстрирует механизм поворота прижимного ролика, который позволяет варьировать угол поворота оси прижимного ролика до любого угла.
Фиг.11 иллюстрирует точки концентрации напряжений в состоянии, когда уступы присутствуют в соединительной части.
Фиг.12A иллюстрирует состояние контакта между традиционной частью после роликовой сварки с раздавливанием кромок и каждым из рабочих валков для прокатного стана.
Фиг.12B иллюстрирует состояние контакта между частью после роликовой сварки с раздавливанием кромок и рабочими валками для прокатного стана в случае, если соединительная часть прокатывается с повернутыми осями прижимных роликов, и уступы, заданные в соединительной части, выравниваются.
Фиг.13 является схематическим видом устройства соединения металлических листов согласно варианту осуществления, в котором настоящее изобретение применяется к случаю, когда сварочной машиной является лазерная сварочная машина.
Фиг.14 иллюстрирует состояние, в котором, когда два металлических листа, имеющие различные толщины, подвергаются лазерной сварке или сварке встык оплавлением, уступы S, заданные в соединительной части J, сформированной после этого, не являются симметричными относительно точки.
Фиг.15 иллюстрирует состояние, когда, в состоянии по Фиг.14, после сваривания прижимные ролики поворачиваются в одном направлении для прижимания так, что уступы не вкладываются в основной материал.
Фиг.16A иллюстрирует состояние контакта между частью после лазерной сварки или частью после сварки встык с оплавлением и каждым из рабочих валков для прокатного стана.
Фиг.16B иллюстрирует состояние контакта между частью после лазерной сварки или частью после сварки встык с оплавлением и каждым из рабочих валков для прокатного стана в случае, если соединительная часть прокатывается с повернутыми осями прижимных роликов, чтобы уменьшать ступенчатый градиент соединительной части.
Описание ссылочных номеров
1 - верхний сварочный ролик
2 - нижний сварочный ролик
3 - верхний прижимной ролик
4 - нижний прижимной ролик
5 - металлический лист
6 - металлический лист
7 - фиксирующее устройство на стороне входа
8 - фиксирующее устройство на стороне приема и выхода
9 - несущая рама
10 - прижимное устройство сварочного ролика
11 - прижимное устройство прижимного ролика
13 - осевая сила
14 - сдвигающая сила
15 - ось верхнего прижимного ролика
16 - ось нижнего прижимного ролика
22 - верхний рабочий валок
23 - нижний рабочий валок
24 - вектор скорости верхнего прижимного ролика
25 - вектор скорости нижнего прижимного ролика
26 - относительная скорость скольжения
27 - механизм поворота прижимного ролика
28 - лазерная сварочная машина
45 - прямая линия, перпендикулярная оси прижимного ролика
46 - часть длины дуги контакта
51, 52 - монтажные блоки
54 - опорный ролик
55 - плита основания
57 - цилиндрическое устройство для привода несущей рамы
61, 62 - электродвигатели
63, 64 - электродвигатели
67, 68 - механизмы цепной передачи
71 - верхний контроллер
72 - контроллер привода несущей рамы
73 - контроллер машины для роликовой сварки с раздавливанием кромок
74 - контроллер прижимного ролика
75 - лазерный дальномер
81 - вращательный вал
82, 83 - шестерни
84 - электродвигатель
85 - контроллер угла поворота
86 - датчик угла
J - соединительная часть
S - уступ
A - направление движения (направление прокатки)
X - линия сварки (линия соединения)
Y - направление, перпендикулярное линии сварки
R - вектор скорости прижимного ролика в части дуги контакта
R1 - компонент вектора R скорости в направлении линии X сварки
R2 - компонент вектора R скорости в направлении, перпендикулярном линии X сварки вектора R скорости
α - угол поворота
Оптимальный режим осуществления изобретения
Варианты осуществления настоящего изобретения описываются далее со ссылками на чертежи. Металлический лист согласно вариантам осуществления описывается с рассмотрением холодной прокатки на заводе для производства стали в качестве примера.
Фиг.1 является схематическим видом устройства соединения металлических листов согласно варианту осуществления настоящего изобретения. Настоящий вариант осуществления соответствует случаю, когда настоящее изобретение применяется к машине для роликовой сварки с раздавливанием кромок.
Ссылаясь на Фиг.1, устройство соединения металлических листов согласно варианту осуществления включает в себя пару из верхнего и нижнего сварочных роликов 1, 2, пару из верхнего и нижнего прижимных роликов 3, 4, фиксирующие устройства 7, 8 на стороне входа, а также приема и выхода, несущую раму 9, прижимное устройство 10 сварочного ролика и прижимное устройство 11 прижимного ролика. Прижимное устройство 10 сварочного ролика и прижимное устройство 11 прижимного ролика являются, например, гидравлическими цилиндрами. Верхний сварочный ролик 1 и верхний прижимной ролик 3 поддерживаются посредством верхней горизонтальной рамы 9a несущей рамы 9 через прижимное устройство 10 сварочного ролика и прижимное устройство 11 прижимного ролика, соответственно. Помимо этого, нижний сварочный ролик 2 и нижний прижимной ролик 4 поддерживаются посредством нижней горизонтальной рамы 9b несущей рамы 9 через монтажные блоки 51 и 52, соответственно. Пара из верхнего и нижнего прижимных роликов 3, 4 размещается рядом с парой из верхнего и нижнего сварочных роликов 1, 2 в несущей раме 9.
Несущая рама 9 содержит опорные ролики 54 в своей нижней части. Помимо этого, несущая рама 9 может сдвигаться на плите 55 основания через опорные ролики 54 в направлении (направлении сварки), перпендикулярном двум металлическим листам 5, 6, которые должны быть соединены между собой. Фиксирующее устройство 7 на стороне входа включает в себя пару из верхнего и нижнего фиксирующих элементов 7a, 7b, верхнее и нижнее прижимающие цилиндрические устройства 7c, 7d и опорную раму 7e. Фиксирующие элементы 7a и 7b поддерживаются посредством верхнего и нижнего прижимающих цилиндрических устройств 7c и 7d, соответственно, в опорной раме 7e. Фиксирующее устройство 8 на стороне приема и выхода включает в себя пару из верхнего и нижнего фиксирующих элементов 8a, 8b, верхнее и нижнее прижимающие цилиндрические устройства 8c, 8d и опорную раму 8e. Фиксирующие элементы 8a и 8b поддерживаются посредством верхнего и нижнего прижимающих цилиндрических устройств 8c и 8d, соответственно, в опорной раме 8e. Опорные рамы 7e, 8e поддерживаются на плите 55 основания.
Устройство соединения металлических листов включает в себя электродвигатели 61, 62 для приводного вращения пары соответствующих верхнего и нижнего сварочных роликов; и электродвигатели 63, 64 для приводного вращения пары соответствующих верхнего и нижнего прижимных роликов. Электродвигатели 61, 62 монтируются на соответствующих боковых поверхностях прижимного устройства 10 сварочного ролика и монтажного блока 51. Электродвигатели 61, 62 подключаются к соответствующим вращательным валам сварочных роликов 1, 2, например, через соответствующие механизмы 67 цепной передачи. Таким образом, мощность вращения электродвигателей 61, 62 передается в соответствующие сварочные ролики 1, 2. Аналогично электродвигатели 63, 64 также монтируются на соответствующих боковых поверхностях прижимного устройства 11 прижимного ролика и монтажного блока 52. Электродвигатели 63, 64 подключаются к соответствующим вращательным валам прижимных роликов 3, 4, например, через соответствующие механизмы 68 цепной передачи. Таким образом, мощность вращения электродвигателей 63, 64 передается в соответствующие прижимные ролики 3, 4.
Фиг.2 иллюстрирует форму соединительной части, имеющей сформированные уступы сразу после того, как два металлических листа 5, 6, имеющие одинаковую толщину, соединены между собой посредством роликовой сварки с раздавливанием кромок при помощи сварочных роликов 1, 2. Фиг.3A, 3B, 4A и 4B иллюстрируют состояния, когда соединительная часть после роликовой сварки с раздавливанием кромок прокатывается посредством пары верхнего и нижнего прижимных роликов 3, 4.
В настоящем варианте осуществления, как проиллюстрировано на Фиг.3A и 3B или на Фиг.4A и 4B, пара из верхнего и нижнего прижимных роликов 3, 4 установлена таким образом, что их оси 15, 16 повернуты в горизонтальной плоскости в соответствующих направлениях, противоположных друг другу, относительно прямой линии Y (см. Фиг.5), перпендикулярной линии сварки или линии X соединения (см. Фиг.5) соединительной части (части роликовой сварки с раздавливанием кромок) J (заштрихованной части на Фиг.2) двух металлических листов 5, 6. Помимо этого, прижимные ролики 3, 4 жестко приводятся в движение посредством соответствующих электродвигателей 63, 64, чтобы тем самым прокатывать уступы S, заданные в соединительной части J. Прижимное устройство 11 прижимного ролика содержит механизм 27 поворота (Фиг.10) для регулирования угла поворота каждой из соответствующих осей прижимных роликов 3, 4.
Когда металлические листы 5, 6 должны быть соединены между собой, соответствующие концы металлических листов 5, 6 размещены так, чтобы перекрывать друг друга. В этом состоянии металлические листы 5, 6 захватываются и позиционно фиксируются посредством соответствующих фиксирующих элементов 7a, 7b; 8a, 8b фиксирующих устройств 7, 8 на стороне входа, а также на стороне приема и выхода. Затем несущая рама 9 сдвигается в направлении сварки посредством приводного устройства, такого как цилиндрическое устройство 57 и т.п., установленного на плите 55 основания. Это относительно сдвигает пару из верхнего и нижнего сварочных роликов 1, 2 и пару из верхнего и нижнего прижимных роликов 3, 4, поддерживаемых посредством несущей рамы 9, по отношению к металлическим листам 5, 6. Таким образом, соединение и прижимание непрерывно выполняются. В этом случае перекрывающиеся части металлических листов 5, 6 захватываются посредством сварочных роликов 1, 2, и сварочные ролики 1, 2 прижимаются к перекрывающимся частям металлических листов 5, 6 посредством прижимного устройства 10 сварочного ролика. Хотя сварочные ролики 1, 2 вращаются на основе жесткого приведения посредством соответствующих электродвигателей 61, 62, сварочному току разрешено протекать в сварочные ролики 1, 2, чтобы формировать омический нагрев. Таким образом, сваривание (роликовая сварка с раздавливанием кромок) выполняется. Сразу после того, как перекрывающиеся части сварены посредством сварочных роликов 1, 2, соединительная часть (сварная часть) J захватывается и прижимается посредством пары из верхнего и нижнего прижимных роликов 3, 4 посредством прижимного устройства 11 прижимного ролика. Таким образом, прижимные ролики 3, 4 вращаются на основе жесткого приведения посредством соответствующих электродвигателей 63, 64, чтобы прижимать и прокатывать соединительную часть металлических листов 5, 6.
Ссылаясь на Фиг.2, если роликовая сварка с раздавливанием кромок выполняется с использованием сварочных роликов 1, 2, толщина соединительной части J увеличивается приблизительно до 120-160% от толщины основного материала, т.е. металлических листов 5, 6. Это создает уступы S между соединительной частью J и основным материалом (металлическими листами 5, 6). В традиционной технологии, в качестве способа, когда соединительная часть, подвергнутая роликовой сварке с раздавливанием кромок, прокатывается посредством верхнего и нижнего прижимных роликов, вращающихся приблизительно вокруг двух осей параллельно друг другу, объем пластического течения в направлении, перпендикулярном линии сварки, ограничен. Помимо этого, пластическое течение в направлении движения ролика ограничено посредством основного материала, смежного с ним; следовательно, толщина соединительной части не может уменьшаться посредством сварочных роликов 1, 2 до толщины основного материала.
В настоящем варианте осуществления, как описано выше, пара из верхнего и нижнего прижимных роликов 3, 4 расположена таким образом, что их оси 15, 16 повернуты в горизонтальной плоскости в соответствующих направлениях, противоположных друг другу, относительно прямой линии Y, перпендикулярной линии X сварки (линии соединения) соединительной части J. Прижимные ролики 3, 4 жестко приводятся посредством соответствующих электродвигателей 63, 64, чтобы тем самым прокатывать уступы S, заданные в соединительной части J. Таким образом, сдвигающая сила 14 прикладывается к соединительной части J не только в направлении прокатки (направлении движения сварочных роликов 1, 2 и прижимных роликов 3, 4), но также и в направлении прямой линии Y, перпендикулярной линии X сварки, т.е. в направлении, перпендикулярном линии сварки. Сдвиговая деформация вследствие сдвигающей силы 14 поддерживает пластическое течение в направлении, перпендикулярном линии сварки. Это позволяет уменьшать увеличенное значение толщины соединительной части J, чтобы выравнивать уступы S и уменьшать ступенчатый градиент. Поскольку уступы S, заданные в соединительной части J, выравниваются, и ступенчатый градиент уменьшается, коэффициент концентрации напряжений соединительной части уменьшается, что обеспечивает высокую степень прочности соединения.
При прокатке соединительной части посредством традиционных прижимных роликов, оси которых не повернуты, пластическое течение в направлении, перпендикулярном линии сварки, ограничено посредством фиксирующих устройств. В этом случае возникает сила, передаваемая из соединительной части на части захвата фиксирующих устройств. Следовательно, если металлические листы, имеющие небольшие толщины, сочленены между собой, имеется возможность того, что возникает прогибание в соединительной части и в части металлического материала в части захвата. Чтобы не допускать прогибания, фиксирующее устройство должно располагаться только в непосредственной близости к соединительной части. В таком случае промежуток между фиксирующим устройством и соединительной частью сужается, что приводит к проблеме, поясненной ниже. Компоновка сварочных роликов, прижимных роликов и их связанных установок ограничена. Это снижает гибкость компоновки установки.
В настоящем варианте осуществления соответствующие оси 15, 16 пары из верхнего и нижнего прижимных роликов 3, 4 поворачиваются в направлениях, противоположных друг другу в горизонтальной плоскости. Следовательно, в ходе прокатки посредством прижимных роликов 3, 4 сдвигающая сила 14 прикладывается к стороне верхней поверхности и стороне нижней поверхности соединительной части J в противоположных направлениях. Верхняя и нижняя силы, передаваемые в фиксирующие устройства 7, 8, подавляют друг друга. Следовательно, даже если фиксирующие устройства 7, 8 не расположены в непосредственной близости к соединительной части J, можно не допускать прогибания металлического листа в ходе соединения тонких металлических листов. Следовательно, может быть обеспечен относительно широкий промежуток между фиксирующими устройствами 7, 8 и соединительной частью J. Таким образом, можно снижать ограничение на компоновку сварочных роликов 1, 2, прижимных роликов 3, 4 и связанных с ними установок (например, электродвигателей 61-64, механизмов 67, 68 цепной передачи, устройств 27 поворота, которые будут описаны ниже, и т.д.).
Подробности действия, при котором пластическое течение (течение металла) в направлении, перпендикулярном линии сварки, поддерживается посредством поворота соответствующих осей 15, 16 пары из верхнего и нижнего прижимных роликов 3, 4, описываются на Фиг.5.
Фиг.5 иллюстрирует течение металла в длине дуги контакта в случае, если соединительная часть J прокатывается с повернутыми соответствующими осями 15, 16 прижимных роликов 3, 4. Помимо этого Фиг.5 иллюстрирует случай верхнего прижимного ролика 3 в качестве примера.
На чертеже символ A - это стрелка, обозначающая направление движения (направление прокатки) прижимного ролика 3. Символ X - это прямая линия, воображаемо обозначающая линию сварки (линию соединения) соединительной части J, сформированной в направлении A движения. Символ Y обозначает прямую линию, перпендикулярную линии X сварки. Ссылка с номером 45 обозначает прямую линию, пересекающую центральную по ширине часть прижимного ролика 3 в направлении, перпендикулярном оси прижимного ролика 3. Символ α обозначает угол поворота прижимного ролика 3 (угол между линией X сварки и прямой линией 45, идущий в направлении, перпендикулярном оси верхнего прижимного ролика 3). Дополнительно ссылка с номером 46 обозначает часть длины дуги контакта, в которой прижимной ролик 3 находится в контакте с соединительной частью J. Символ R обозначает вектор скорости прижимного ролика 3 в части длины дуги контакта 46. Символ R1 обозначает компонент вектора R скорости в направлении линии X сварки, и R2 обозначает компонент вектора R скорости в направлении, перпендикулярном линии X сварки.
Ссылаясь на Фиг.5, прижимной ролик 3 вращается на основе жесткого приведения при одновременном прижимании к соединительной части J с повернутой осью 15 прижимного ролика 3 в горизонтальной плоскости относительно прямой линии Y, перпендикулярной линии X сварки. Вследствие прижимающей силы и коэффициента трения между прижимным роликом 3 и соединительной частью J сила трения, соответствующая компоненту R2 вектора скорости в направлении, перпендикулярном линии X сварки, прикладывается к части длины дуги контакта 46 за счет соединительной части J. Сдвигающая сила 14 (см. Фиг.3A к 4B), соответствующая силе трения в направлении, перпендикулярном линии X сварки, прикладывается к соединительной части J. Не только течение металла в направлении (направлении, параллельном линии X сварки) компонента R1 вектора скорости, но также и течение металла в направлении (направлении, перпендикулярном линии X сварки) компонента R2 вектора скорости возникает в соединительной части J. Другими словами, пластическое течение в направлении, перпендикулярном линии X сварки, вследствие сдвиговой деформации посредством сдвигающей силы 14 возникает в соединительной части J. Таким образом, сдвиговая деформация или пластическое течение в направлении, перпендикулярном линии X сварки, позволяет выравнивать уступы S, заданные в соединительной части J.
Направление угла α поворота пары из верхнего и нижнего прижимных роликов 3, 4 может задаваться двумя способами.
Способ установки в первое положение поясняется ниже. Как проиллюстрировано на Фиг.3A и 3B, соответствующие оси 15, 16 пары прижимных роликов 3, 4 повернуты относительно прямой линии Y, перпендикулярной линии X сварки, так что соответствующие части 3A, 4A в направлении движения пары прижимных роликов 3, 4 обращены в горизонтальной плоскости по соответствующим направлениям, противоположным направлениям прохождения металлических листов 5, 6 относительно металлического материала, с которым прижимные ролики 3, 4 сначала входят в контакт. Другими словами, соответствующие оси 15, 16 прижимных роликов 3, 4 поворачиваются так, что соответствующие осевые концы прижимных роликов 3, 4, расположенных в соединительной части J металлических листов 5, 6, на стороне, где толщина больше, с уступами S, заданными в соединительной части J, рассматриваемыми в качестве начальных точек (часть материала соединительной части J, с которой сначала входят в контакт прижимные ролики 3, 4), обращены в направлении A прокатки соединительной части J. В этом случае сдвигающая сила 14, соответствующая вышеуказанному компоненту R2 вектора скорости, прикладывается от уступов S, заданных в соединительной части J металлических листов 5, 6, в направлении прохождения металлических листов 5, 6 относительно металлического материала, с которым прижимные ролики 3, 4 сначала входят в контакт. Таким образом, части уступов прокатываются и выравниваются при одновременном применении сдвиговой деформации в одном направлении, т.е. в направлении, перпендикулярном линии сварки. В этой связи в это время сила в направлении, противоположном сдвигающей силе 14, прикладывается как осевая сила 13 от соединительной части J к прижимным роликам 3, 4. Другими словами, реактивная сила осевой силы 13 прикладывается как сдвигающая сила 14 к соединительной части J.
Способ установки во второе положение состоит в том, что прижимные ролики 3, 4 поворачиваются в обратном направлении относительно прижимных роликов способа установки в первое положение, как проиллюстрировано на Фиг.4A и 4B. В частности, соответствующие оси 15, 16 пары прижимных роликов 3, 4 повернуты относительно прямой линии Y, перпендикулярной линии X сварки, так что соответствующие части 3A, 4A в направлении движения пары прижимных роликов 3, 4 обращены в горизонтальной плоскости по соответствующим направлениям прохождения металлических листов 5, 6 относительно металлического материала, с которым прижимные ролики 3, 4 сначала входят в контакт. Другими словами, соответствующие оси 15, 16 прижимных роликов 3, 4 повернуты так, что соответствующие осевые концы прижимных роликов 3, 4, расположенных в соединительной части (части роликовой сварки с раздавливанием кромок) J металлических листов 5, 6, на стороне, где толщина меньше, с уступами S, заданными в соединительной части J, рассматриваемыми в качестве начальных точек (часть материала соединительной части J, с которой прижимные ролики 3, 4 сначала не входят в контакт), обращены в направлении A прокатки соединительной части J. В этом случае, сдвигающая сила 14, соответствующая вышеуказанному компоненту R2 вектора скорости, прикладывается от уступов S, заданных в соединительной части J металлических листов 5, 6, в направлении, противоположном направлению прохождения металлических листов 5, 6 относительно металлического материала, с которым прижимные ролики 3, 4 сначала входят в контакт. Таким образом, части уступов прокатываются и выравниваются при одновременном применении сдвиговой деформации в одном направлении, т.е. в направлении, перпендикулярном линии сварки. Также в это время сила в направлении, противоположном сдвигающей силе 14, прикладывается как осевая сила 13 соединительной части J к прижимным роликам 3, 4.
Настоящий вариант осуществления использует способ установки в первое положение. Причина поясняется ниже.
Даже если пара из верхнего и нижнего прижимных роликов 3, 4 поворачивается посредством способа установки во второе положение, уступы S подвергаются пластическому течению вследствие сдвигающей силы 14, так что они могут выравниваться. Тем не менее, этот случай приводит к другой проблеме, поясненной ниже. Как проиллюстрировано на Фиг.4B, уступы S вкладываются в основной материал и погружаются в основной материал с трещинами. Проблема отсутствует, если требуется просто текстура гладкой поверхности соединительной части J, и способ установки во второе положение применяется к части, которой не нужна прочность. Тем не менее, если способ установки во второе положение применяется к части, подвергающейся напряжению, или вариантом применения является обработка давлением, такая как прессование, включающая в себя заготовки с заданными свойствами, конец погруженного уступа становится сингулярным полем напряжений, что вызывает поломку. Следовательно, как проиллюстрировано на Фиг.3A и 3B, соответствующие направления поворота прижимных роликов 3, 4 предпочтительно являются направлениями, в которых соответствующие оси 15, 16 пары прижимных роликов 3, 4 повернуты относительно прямой линии Y, перпендикулярной линии X сварки, так что соответствующие части 3A, 4A в направлении движения прижимных роликов 3, 4 обращены в горизонтальной плоскости по направлениям, противоположным направлениям прохождения металлических листов 5, 6 относительно металлического материала, с которым прижимные ролики 3, 4 сначала входят в контакт. В этом случае, как проиллюстрировано на Фиг.3B, уступы S, заданные в соединительной части, могут выравниваться без погружения в основной материал с трещинами, посредством чего качество соединительной части может быть повышено.
Угол α поворота осей 15, 16 прижимных роликов 3, 4 задается согласно абсолютной величине (величина уступа) уступа S. Качественно, угол α поворота задается равным небольшому значению, если величина уступа является небольшой; угол α поворота задается равным большему значению по мере того, как величина уступа увеличивается. Как проиллюстрировано на Фиг.5, сдвиговая деформация вследствие поворота оси 15 верхнего прижимного ролика 3 главным образом обусловлена посредством угла α поворота в части длины дуги контакта 46 между верхним прижимным роликом 3 и материалом. Следовательно, угол α поворота, который должен быть задан, надлежащим образом регулируется согласно величине уступа, который должен быть выровнен. Если металлические листы 5, 6, изготовленные из материалов, отличающихся по толщине друг от друга, соединены между собой, величины уступа части J роликовой сварки с раздавливанием кромок являются различными в зависимости от передних и задних поверхностей. Тем не менее, если угол α поворота верхнего прижимного ролика 3 задается согласно величине уступа, как описано выше, уступ может выравниваться. Хотя не показано на чертеже, это применимо для прокатанного состояния от нижнего прижимного ролика 4, имеющего угол α поворота. Угол α поворота нижнего прижимного ролика 4 задается согласно более низкой величине уступа.
Как описано выше, оси 15, 16 пары прижимных роликов 3, 4 повернуты относительно прямой линии Y, перпендикулярной линии X сварки. Прижимные ролики 3, 4 жестко приводятся посредством соответствующих электродвигателей 63, 64, чтобы тем самым прокатывать уступы S, заданные в соединительной части J. Таким образом, сдвигающая сила в направлении, перпендикулярном линии сварки, прикладывается к соединительной части J, чтобы выравнивать уступы S. Сдвигающая сила зависит от сопротивления деформированию материала. Следовательно, чем выше сопротивление деформированию, тем в большей степени увеличивается осевая сила 13, прикладываемая к прижимным роликам 3, 4 от металлических листов 5, 6. Если осевая сила 13 увеличивается, как описано выше, сроки службы прижимных роликов 3, 4 и их подшипников сокращаются, и сила удерживания для осевой силы 13 устанавливается, что приводит к проблеме в том, что все устройство увеличивается в размере.
Фиг.6 иллюстрирует корреляцию между температурами материалов и сопротивлением деформированию в случае, если металлическим листом является обычная сталь. Сопротивление деформированию металлических листов 5, 6 зависит от температуры материала и имеет температурные характеристики, показанные на Фиг.6, если металлические листы 5, 6 являются обычной сталью. Чтобы уменьшать осевую силу 13, температура соединительной части J задается предпочтительно равной 300°C или выше, дополнительно предпочтительно равной 500°C или выше. Это позволяет уменьшать значение сопротивления деформированию металлических листов 5, 6, чтобы подавлять увеличение осевой силы 13. Таким образом, установка может уменьшаться по размерам.
В настоящем варианте осуществления пара из верхнего и нижнего прижимных роликов 3, 4 расположена рядом с парой из верхнего и нижнего сварочных роликов 1, 2 в несущей раме 9. Соединение и прижимание непрерывно выполняются посредством перемещения несущей рамы 9 в направлении сварки. Хотя в зависимости от толщин металлических листов 5, 6, температура около соединительной части повышается приблизительно до 1000-1400°C. Таким образом, предполагается, что температура соединительной части J повышается до уровня, превышающего такие температуры. Поскольку соединение и прижимание непрерывно выполняются, температура соединительной части J в ходе прижимания посредством прижимных роликов 3, 4 может легко увеличиваться приблизительно до 300°C или выше либо до 500°C или выше при помощи остаточного тепла соединительной части J, сформированной посредством сваривания. Таким образом, установка может уменьшаться в размерах.
Фиг.7, аналогично Фиг.1, иллюстрирует состояние, в котором верхний и нижний сварочные ролики прижимаются перед началом роликовой сварки с раздавливанием кромок, и состояние, в котором верхний и нижний прижимные ролики прижимаются с повернутыми осями.
Фиг.8 иллюстрирует вектор скорости и относительную скорость скольжения верхнего и нижнего прижимных роликов, возникающие, когда верхний и нижний прижимные ролики прижимаются и приводятся в движение с повернутыми осями.
Обработка прижимания ранее выполнена посредством прижимных роликов 3, 4, прокатывающих соединительную часть от ее конца. В таком случае, как проиллюстрировано на Фиг.7, прижимные ролики 3, 4 прижимаются друг к другу и вращаются в состоянии перед началом соединения. После того, как прижимные ролики 3, 4 достигают конца соединительной части J, они начинают выравнивание соединительной части J как есть. Если верхний и нижний прижимные ролики 3, 4 прижимаются и вращаются с повернутыми осями 15, 16, как проиллюстрировано на Фиг.8, соответствующие векторы 24, 25 скорости ролика для верхнего и нижнего прижимных роликов 3, 4 не соответствуют друг другу, так что относительная скорость 26 скольжения формируется в осевом направлении прижимных роликов 3, 4. Эта относительная скорость 26 скольжения формирует осевую силу в осевом направлении верхнего и нижнего прижимных роликов 3, 4 вследствие прижимающей силы и коэффициента трения между прижимными роликами. Осевая сила уменьшает срок службы прижимного ролика и способствует износу прижимных роликов 3, 4. По этой причине в настоящем изобретении, по меньшей мере, один, предпочтительно оба процесса перед началом прокатки соединительной части J и после завершения прокатки соединительной части J выбирают первое положение или второе положение. В первом положении верхний и нижний прижимные ролики 3, 4 приводятся в контакт друг с другом. Во втором положении верхний и нижний прижимные ролики 3, 4 не приводятся в контакт друг с другом или приводятся в контакт друг с другом при неполной нагрузке по сравнению с прижимающей силой в ходе прокатки. В начальном, т.е. в первом, положении вращение верхнего и нижнего прижимных роликов 3, 4 посредством соответствующих электродвигателей 63, 64 не выполняется. В конечном, т.е. во втором положении, вращение верхнего и нижнего прижимных роликов 3, 4 посредством соответствующих электродвигателей 63, 64 выполняется. В первом положении, после того, как верхний и нижний прижимные ролики 3, 4 достигают бокового конца соединительной части J, сразу начинается приведение электродвигателей 63, 64, чтобы вращать на основе жесткого приведения верхний и нижний прижимные ролики 3, 4. Во втором положении, после того, как верхний и нижний прижимные ролики 3, 4 достигают бокового конца соединительной части J, приведение прижимного устройства 11 прижимного ролика сразу переключается на положение для прижимной сварки, чтобы применять прижимающую силу к верхнему и нижнему прижимным роликам 3, 4. Таким образом, формирование чрезмерной осевой силы может не допускаться, чтобы продлевать срок службы подшипника и также подавлять износ верхнего и нижнего прижимных роликов.
Фиг.9 схематично иллюстрирует систему управления для устройства соединения металлических листов, показанного на Фиг.1. Система управления для устройства соединения металлических листов включает в себя верхний контроллер 71, контроллер 72 приведения несущей рамы, контроллер 73 машины для роликовой сварки с раздавливанием кромок и контроллер 74 прижимного ролика. Верхний контроллер 71 унифицирует управление для контроллера 72 приведения несущей рамы, контроллера 73 машины для роликовой сварки с раздавливанием кромок и контроллера 74 прижимного ролика. Контроллер 72 приведения несущей рамы выдает рабочие инструкции в гидравлическую схему (не показана) цилиндрического устройства 57 для приведения несущей рамы 9, чтобы управлять приведением цилиндрического устройства 57. Контроллер машины для роликовой сварки с раздавливанием кромок выдает рабочие инструкции в гидравлическую схему (не показана) прижимного устройства 10 сварочного ролика и электродвигатели 61, 62, чтобы управлять их приведением. Контроллер прижимного ролика выдает рабочие инструкции в гидравлическую схему (не показана) прижимного устройства 11 прижимного ролика и электродвигатели 63, 64, чтобы управлять их приведением. Лазерный дальномер 75 установлен на верхней горизонтальной раме 9a несущей рамы 9 и рядом с верхним сварочным роликом 1. Контроллер 73 машины для роликовой сварки с раздавливанием кромок и контроллер 74 прижимного ролика принимают сигнал определения лазерного дальномера 75 и определяют, на основе сигнала, время, когда концы перекрывающихся частей металлических листов 5, 6 достигают места непосредственно под лазерным дальномером 75. Контроллер 73 машины для роликовой сварки с раздавливанием кромок и контроллер 74 прижимного ролика заранее сохраняют расстояние между лазерным дальномером 75 и каждым из сварочных роликов 1, 2 и между лазерным дальномером 75 и каждым из прижимных роликов 3, 4 и скорость движения несущей рамы 9. Время, когда концы перекрывающихся частей металлических листов 5, 6 достигают места непосредственно под лазерным дальномером 75, и время, когда сварочные ролики 1, 2 и прижимные ролики 3, 4 захватывают концы перекрывающихся частей металлических листов 5, 6, вычисляется на основе расстояний и скорости движения. До или после этого времени управление прижимным устройством 10 сварочного ролика и электродвигателями 61, 62 и управление прижимным устройством 11 прижимного ролика и электродвигателями 63, 64 надлежащим образом задается различным согласно вышеописанному установленному состоянию (первому или второму положению) относительно контакта между верхним и нижним прижимными роликами 3, 4.
Углы поворота осей прижимных роликов 3, 4 могут быть фиксированными. Тем не менее, предпочтительным является то, чтобы углы поворота варьировались до любого угла. Фиг.10 иллюстрирует механизм поворота для прижимного ролика в таком случае. В этой связи, чтобы не допускать сложности иллюстрации, электродвигатель и механизм цепной передачи для приводного вращения прижимного ролика опущены на чертеже.
Ссылаясь на Фиг.10, прижимное устройство 11 прижимного ролика содержит механизм 27 поворота. Угол поворота оси прижимного ролика 3 может задаваться равным любому углу в горизонтальной плоскости посредством приведения в действие механизма 27 поворота. Механизм 27 поворота может использовать различные способы; тем не менее, он использует тип электропривода в качестве примера на чертеже. Более конкретно механизм 27 поворота установлен на верхнем конце прижимного устройства 11 прижимного ролика. Помимо этого механизм 27 поворота включает в себя вращающийся вал 81, предусмотренный в верхнем конце прижимного устройства 11 прижимного ролика и вставляемый с возможностью вращения в верхнюю горизонтальную раму 9a несущей рамы 9, и электродвигатель 84, вращающий вращающийся вал 81 через шестерни 82, 83. Электродвигатель 84 управляется посредством контроллера 85 угла поворота. Хотя не проиллюстрировано, механизм 27 поворота содержит стопорящее устройство для сохранения угла поворота после установки в требуемое положение.
Дополнительно механизм 27 поворота содержит датчик 86 угла для определения угла поворота прижимного ролика 3. Перед началом соединения контроллер 85 угла поворота получает информацию угла, соответствующего величине уступа, который должен быть выровнен, от верхнего контроллера 71 и задает угол поворота. Помимо этого контроллер 85 угла поворота управляет приведением электродвигателя 84 при помощи сигнала датчика 86 угла, чтобы давать возможность согласования угла поворота прижимного ролика 3 с установочным углом. В этом случае модель управления заранее составляется относительно взаимосвязи между величиной уступа и углом поворота прижимных роликов 3, 4 на основе толщины материалов, которые должны быть соединены. Верхний контроллер 71 собирает базу данных на основе модели управления и предоставляет угол, который должен быть задан, в контроллер 85 угла поворота по мере необходимости. Таким образом, может предоставляться устройство соединения, которое может надлежащим образом легко задавать оптимальный угол поворота в соответствии с величиной уступа и имеет широкий диапазон разностной толщины соединяемых материалов. Датчик 86 угла может быть датчиком, который определяет угол поворота вращательного вала 81, как показано на чертеже, и может быть датчиком положения, определяющим угол поворота электродвигателя 84.
Альтернативно величина уступа может измеряться посредством средства определения, такого как лазерный дальномер 75 и т.п., описанного выше, после сваривания посредством сварочных роликов 1, 2. Угол, который должен быть задан, предоставляется в контроллер 85 угла поворота на основе информации о положении в базе данных из измеренных значений. Таким образом, угол поворота управляется в реальном времени.
Фиг.11 иллюстрирует точки концентрации напряжений в состоянии, в котором уступы присутствуют в соединительной части.
При холодной прокатке для производства стали и при прессовании, включающем в себя заготовки с заданными свойствами, высокое напряжение прикладывается к соединительной части на этапе обработки после соединения. В частности, если уступы S существуют в соединительной части J между металлическими листами 5, 6, как проиллюстрировано на Фиг.11, такие части уступов соответствуют точкам концентрации напряжений. Соединительная часть J прокатывается с повернутыми осями 15, 16 прижимных роликов 3, 4, чтобы выравнивать уступы S, заданные в соединительной части J. Таким образом, коэффициент концентрации напряжений может уменьшаться, чтобы увеличивать длительную прочность соединительной части. Следовательно, устройство соединения может применяться к рабочему варианту применения при холодной прокатке для производства стали и при прессовании.
Фиг.12A иллюстрирует состояние контакта между частью после роликовой сварки с раздавливанием кромок и рабочими валками для прокатного стана. Фиг.12B иллюстрирует состояние контакта между частью после роликовой сварки с раздавливанием кромок и рабочими валками для прокатного стана в случае, если соответствующие оси прижимных роликов повернуты, и соединительная часть прокатывается, чтобы выравнивать уступы, заданные в соединительной части.
В процессе дрессировки, например, соединительная часть, присоединяемая в процессе стыковки, который является процессом, предшествующим прокатке, ранее прокатывалась посредством дрессировочного прокатного стана. В таком случае, как проиллюстрировано на Фиг.12A, если соединительная часть проходит между рабочими валками как есть, крутой уступ S соединительной части задевает и царапает верхний рабочий валок 22. Помимо этого, перенос отпечатка соединительной части возникает в верхнем и нижнем рабочих валках 22, 23. Чтобы не допускать таких проблем, соединительная часть пропускается между верхними и нижними рабочими валками 22, 23, при этом нагрузка при прокатке задается меньше нагрузки обычной части прокатки, или верхние и нижние рабочие валки 22, 23 открываются. Таким образом, царапание рабочего валка 22 и перенос отпечатка соединительной части на рабочие валки 22, 23 предотвращаются. В отличие от этого, в настоящем варианте осуществления, оси 15, 16 прижимных роликов 3, 4 поворачиваются, и уступ, заданный в соединительной части, выравнивается, как проиллюстрировано на Фиг.12B. Это позволяет уменьшать угол контакта (коэффициент концентрации напряжений) между каждым из рабочих валков 22, 23 и соединительной частью. Давление контактной поверхности между каждым из рабочих валков 22, 23 и материалом может, следовательно, уменьшаться. Таким образом, царапание рабочих валков 22, 23 и перенос отпечатка соединительной части на рабочие валки 22, 23 могут предотвращаться без уменьшения скорости линии, что позволяет повышать производительность и выход годных изделий.
Вариант осуществления, описанный выше, применяется в случае, если соединяющей машиной является машина для роликовой сварки с раздавливанием кромок. Тем не менее, настоящее изобретение может аналогично применяться к случаю, когда соединяющей машиной является лазерная сварочная машина, машина для сварки встык оплавлением или машина для сварки трением с перемешиванием. Фиг.13 является схематическим видом соединяющей машины металлического листа согласно варианту осуществления, в котором настоящее изобретение применяется к случаю, когда сварочной машиной является лазерная сварочная машина.
Ссылаясь на Фиг.13, устройство соединения металлических листов содержит лазерную сварочную машину 28 вместо машины для роликовой сварки с раздавливанием кромок, содержащей сварочные ролики 1, 2, прижимное устройство 10 сварочного ролика и электродвигатели 61, 62. Устройство соединения содержит пару из верхнего и нижнего прижимных роликов 3, 4, оси которых повернуты, прижимное устройство 11 прижимного ролика и электродвигатели 63, 64 рядом с лазерной сварочной машиной 28. Также в этом случае оси пары из верхнего и нижнего прижимных роликов 3, 4 поворачиваются, и затем прижимные ролики 3, 4 прижимаются к металлическим листам посредством прижимного устройства 11 прижимного ролика и вращаются на основе жесткого приведения посредством соответствующих электродвигателей 63, 64, чтобы прокатывать металлические листы. Таким образом, если два сваренных металлических листа имеют различную толщину, части уступов после сваривания выравниваются так, чтобы делать их градиенты пологими. Это позволяет уменьшать коэффициент концентрации напряжений соединительной части и обеспечивать высокую степень прочности соединения. Хотя не проиллюстрировано, случай, когда соединяющей машиной является машина для сварки встык оплавлением или машина для сварки трением с перемешиванием, имеет идентичную конфигурацию.
Фиг.14 иллюстрирует состояние, в котором, если два металлических листа, имеющие различные толщины, подвергаются лазерной сварке или сварке встык оплавлением, уступы S, заданные в соединительной части J, сформированной после этого, не являются симметричными относительно точки. Фиг.15 иллюстрирует состояние, когда в состоянии по Фиг.14 прижимные ролики повернуты в одном направлении и прижимают металлические листы после сваривания так, что уступы могут не вкладываться в основной материал.
Уступы, заданные в соединительной части, подвергнутой роликовой сварке с раздавливанием кромок, имеют вершинно-симметричную структуру относительно центра соединительной части J, как проиллюстрировано на Фиг.2. Тем не менее, если металлические листы 5, 6, имеющие различную толщину, соединены между собой посредством лазерной сварки и сварки встык оплавлением, уступы S, заданные в соединительной части J (заштрихованной части), не являются симметричными относительно точки, как проиллюстрировано на Фиг.14, вследствие стыкового соединения. Следовательно, чтобы выравнивать уступы S, соответствующие оси 15, 16 верхнего и нижнего прижимных роликов 3, 4 поворачиваются в одном направлении, как проиллюстрировано на Фиг.15, так что уступы S могут не вкладываться в основной материал, как описано выше. Реактивная сила силы сдвига вследствие поворота осей прижимных роликов 3, 4 в одном направлении сдерживается посредством фиксирующих устройств 7, 8 для материалов, которые должны быть соединены между собой. Угол уступа соединительной части J задается пологим посредством сдвиговой деформации вследствие поворота верхнего и нижнего прижимных роликов 3, 4. Это позволяет значительно уменьшать коэффициент концентрации напряжений, возникающих, когда применяется натяжение при прокатке в ходе прессования в заготовках с заданными свойствами и холодной прокатке. Таким образом, качество соединения может повышаться, и значение разностной толщины может увеличиваться. Дополнительно, можно не допускать царапания рабочего валка в процессе дрессировки и в ходе холодной прокатки.
Фиг.16A и 16B, аналогично Фиг.12A и 12B, иллюстрируют действие недопущения царапания рабочих валков в процессе дрессировки посредством выравнивания уступов, заданных в части после лазерной сварки или части сварки встык оплавлением.
Металлические листы 5, 6, имеющие различную толщину, соединены между собой посредством лазерной сварки и сварки встык оплавлением. В таком случае аналогично случаю роликовой сварки с раздавливанием кромок, если соединительная часть J (заштрихованная часть) проходит между рабочими валками как есть, например, в процессе дрессировки, как проиллюстрировано на Фиг.16A, крутой уступ, заданный в соединительной части, задевает и царапает верхний рабочий валок 22, или перенос отпечатка соединительной части J возникает в верхнем и нижнем рабочих валках 22, 23. Следовательно, необходимо не допускать царапания рабочего валка 22 и переноса отпечатка соединительной части J на рабочие валки 22, 23 посредством предоставления возможности соединительной части J проходить между рабочими валками при пониженной нагрузке при прокатке по сравнению с нагрузкой обычной части прокатки или посредством открытия верхнего и нижнего рабочих валков 22, 23. В отличие от этого, в настоящем варианте осуществления, прижимные ролики 3, 4 повернуты, и уступы S выравниваются так, чтобы иметь требуемые ступенчатые градиенты, как проиллюстрировано на Фиг.16B. Это позволяет уменьшать угол контакта (коэффициент концентрации напряжений) между каждым из рабочих валков 22, 23 и соединительной частью J. Следовательно, давление контактной поверхности между каждым из рабочих валков 22, 23 и материалом может уменьшаться, чтобы не допускать царапания рабочих валков 22, 23 и перенос отпечатка соединительной части на рабочие валки 22, 23.
В этой связи в устройствах соединения Фиг.1 и 10, в которых настоящее изобретение применяется к машине для роликовой сварки с раздавливанием кромок, прижимное устройство 10 сварочного ролика и прижимное устройство 11 прижимного ролика, имеющее механизм 27 поворота, размещаются в одной несущей раме 9. Тем не менее, даже если они размещаются в отдельных рамах, то функции настоящего изобретения не нарушаются.
Также в варианте осуществления, проиллюстрированном на Фиг.13, в котором настоящее изобретение применяется к лазерной сварочной машине, машине для сварки встык оплавлением или машине для сварки трением с перемешиванием, лазерная сварочная машина и прижимное устройство 11 прижимного ролика, имеющее механизм 27 поворота, размещаются в одной несущей раме 9. Тем не менее, даже если они размещаются в отдельных рамах, то функции настоящего изобретения не нарушаются.
Варианты осуществления, описанные выше, могут формировать следующие результаты.
1-A. Оси 15, 16 пары из верхнего и нижнего прижимных роликов 3, 4 поворачиваются, и затем пара прижимных роликов 3, 4 жестко приводится в движение посредством соответствующих электродвигателей 63, 64, чтобы тем самым прокатывать уступы S, заданные в соединительной части J. Следовательно, в случае роликовой сварки с раздавливанием кромок сдвигающая сила в направлении, перпендикулярном линии X сварки, применяется к соединительной части J. Не только сдвиговая деформация вследствие этой сдвигающей силы уменьшает увеличенное значение толщины соединительной части J, но также и уступы S могут выравниваться, и ступенчатый градиент может уменьшаться в соединении металлических листов 5, 6, имеющих одинаковую толщину. Помимо этого, уступы S могут выравниваться, и ступенчатый градиент может уменьшаться в соединении металлических листов 5, 6, имеющих различную толщину. Также в случае, если металлические листы, имеющие различные толщины, соединены между собой посредством лазерной сварки, сварки встык оплавлением или сварки трением с перемешиванием, аналогично сдвиговая деформация позволяет выравнивать уступы S и уменьшать ступенчатый градиент. Также в каждом случае уступы S, заданные в соединительной части J, выравниваются, и ступенчатый градиент уменьшается, что позволяет уменьшать коэффициент концентрации напряжений соединительной части J, чтобы обеспечивать высокую степень прочности соединения.
Уступы S, заданные в соединительной части J металлических листов 5, 6, могут выравниваться, и ступенчатый градиент может уменьшаться, посредством чего высокая степень прочности соединения может быть обеспечена. Соответственно могут получаться следующие результаты. Роликовая сварка с раздавливанием кромок может широко применяться к процессу холодной прокатки и заготовкам с заданными свойствами, к которым она ранее не применялась. Можно не допускать царапания рабочего валка на производственной линии по изготовлению стали. Производительность и выход годных изделий могут повышаться.
Другими словами, в настоящем варианте осуществления уступы, заданные в соединительной части, подвергнутой роликовой сварке с раздавливанием кромок, которая не может выравнивать уступы, заданные в соединительной части ранее, могут выравниваться. Следовательно, в процессе холодной прокатки для производственной линии по изготовлению стали не допускается царапание рабочего валка в ходе холодной прокатки, поскольку производительность следующего технологического процесса и устойчивость к натяжению повышаются. Таким образом, роликовая сварка с раздавливанием кромок может применяться к процессу холодной прокатки, к которому она ранее не применялась.
Также в заготовках с заданными свойствами исключено то, чтобы применять роликовую сварку с раздавливанием кромок к части, требующей усталостной прочности, вследствие концентрации напряжений уступов, заданных в соединительной части. Тем не менее, гладкость уступов снижает концентрацию напряжений, что повышает пригодность к прессованию. Следовательно, дорогая лазерная сварочная машина может заменяться недорогой машиной для роликовой сварки с раздавливанием кромок.
В непрерывной линии отжига и в технологической линии, включающей в себя оцинковочную линию и т.п., может уменьшаться угол контакта (коэффициент концентрации напряжений) между каждым из рабочих валков дрессировочного прокатного стана и соединительной частью. Следовательно, может уменьшаться давление контактной поверхности между рабочим валком и материалом. Следовательно, можно не допускать царапания рабочего валка и переноса отпечатка соединительной части на рабочий валок без понижения скорости линии. Таким образом, производительность и выход годных изделий могут повышаться.
1-B. Соответствующие оси 15, 16 пары из верхнего и нижнего прижимных роликов 3, 4 поворачиваются в соответствующих направлениях, противоположных друг другу в горизонтальной плоскости. В ходе прокатки посредством прижимных роликов 3, 4 сдвигающая сила 14 применяется к стороне верхней поверхности и стороне нижней поверхности соединительной части J в противоположных направлениях. Верхняя и нижняя силы, передаваемые в фиксирующие устройства 7, 8, подавляют друг друга. Таким образом, можно не допускать прогибания металлического листа в ходе соединения тонких металлических листов без расположения фиксирующих устройств 7, 8 в непосредственной близости к соединительной части J. Как результат, относительно широкий промежуток может быть обеспечен между фиксирующими устройствами 7, 8 и соединительной частью J. Это позволяет уменьшить ограничение на компоновку сварочных роликов 1, 2, прижимные ролики 3, 4 и связанные с ними установки (например, электродвигатели 61-64, механизмы 67, 68 цепной передачи, механизмы 27 поворота и т.д.).
2. Соответствующие оси 15, 16 пары прижимных роликов 3, 4 повернуты относительно прямой линии Y, перпендикулярной линии X сварки, так что соответствующие части 3A, 4A в направлении движения пары прижимных роликов 3, 4 обращены в горизонтальной плоскости по соответствующим направлениям, противоположным направлениям прохождения металлических листов 5, 6 относительно металлического материала, с которым прижимные ролики 3, 4 сначала входят в контакт. Помимо этого, соединительная часть прокатывается при одновременном применении сдвигающей силы от уступов S, заданных в соединительной части J металлических листов 5, 6, в направлениях прохождения металлических листов 5, 6 относительно металлического материала, с которым прижимные ролики 3, 4 сначала входят в контакт. Следовательно, можно не допускать вкладывания части уступа в основной материал металлических листов 5, 6. Это позволяет не допускать возникновения дефектов, подобных трещине (дефектов невозможности сварки), когда часть уступа вкладывается в основной материал. Таким образом, качество соединительной части повышается.
3. Углы поворота пары прижимных роликов 3, 4 задаются согласно величине уступа соединительной части J, и соединительная часть прокатывается. Следовательно, соответствующая сдвиговая деформация применяется согласно толщинам металлических листов 5, 6, которые должны быть соединены между собой, что позволяет минимизировать ступенчатый градиент соединительной части J. Материалы, имеющие различные толщины, могут быть соединены между собой, и величины уступов, которые должны быть сформированы, могут быть различными между передними и задними поверхностями соединительной части. Также даже в таком случае, соответствующие углы поворота пары прижимных роликов 3, 4 задаются согласно соответствующим величинам уступа соединительной части J, и соединительная часть прокатывается. Это позволяет регулировать величину сдвиговой деформации и минимизировать ступенчатый градиент соединительной части.
4. Температура соединительной части J поднимается до 300°C или выше при помощи остаточного тепла соединительной части J, вызываемого вследствие сваривания двух металлических листов 5, 6, и соединительная часть J прокатывается посредством прижимных роликов 3, 4. Следовательно, значение сопротивления деформированию соединительной части J может уменьшаться, чтобы уменьшать осевую силу, которая должна быть сформирована. Таким образом, установка может уменьшаться по размерам. Дополнительно вследствие уменьшенной осевой силы сроки службы подшипников прижимных роликов 3, 4 могут быть продлены, и износ прижимных роликов 3, 4 может подавляться, посредством чего эксплуатационные затраты могут уменьшаться.
5. По меньшей мере, один из процессов перед началом прокатки соединительной части J и после завершения прокатки соединительной части J выбирает первое положение или второе положение. В первом положении пара прижимных роликов 3, 4 приводится в контакт друг с другом. Во втором положении пара прижимных роликов 3, 4 не приводится в контакт друг с другом, или прижимные ролики 3, 4 приводятся в контакт друг с другом при неполной нагрузке по сравнению с прижимающей силой в ходе прокатки. В первом положении пара прижимных роликов 3, 4 не приводится, а во втором положении пара прижимных роликов 3, 4 приводится. Следовательно, можно не допускать прикладывания чрезмерной осевой силы к верхнему и нижнему прижимным роликам 3, 4. Таким образом, сроки службы подшипников для верхнего и нижнего прижимных роликов 3, 4 могут быть продлены, и, дополнительно, износ верхнего и нижнего прижимных роликов 3, 4 может подавляться, посредством чего эксплуатационные затраты могут уменьшаться.
6. Также в настоящем варианте осуществления, в котором настоящее изобретение применяется к лазерной сварочной машине, машине для сварки встык оплавлением или машине для сварки трением с перемешиванием, металлические листы, имеющие различные толщины, могут быть соединены между собой посредством лазерной сварки, сварки встык оплавлением или сварки трением с перемешиванием. В таком случае аналогично случаю роликовой сварки с раздавливанием кромок соединительная часть может прокатываться посредством прижимных роликов при помощи остаточного тепла соединительной части. Это позволяет эффективно предоставлять соединительную часть, имеющую высокую прочность и высокое качество. Также в случае, если металлические листы, имеющие различные толщины, соединены между собой посредством лазерной сварки, сварки встык оплавлением или сварки трением с перемешиванием, аналогично сдвиговая деформация позволяет выравнивать уступы S и уменьшать ступенчатый градиент. Таким образом, могут получаться следующие результаты. Лазерная сварочная машина, машина для сварки встык оплавлением или машина для сварки трением с перемешиванием могут широко применяться к процессу холодной прокатки и заготовкам с заданными свойствами, к которым они ранее не применялись. Можно не допускать царапания рабочего валка на производственной линии по изготовлению стали. Производительность и выход годных изделий может повышаться.
7. Средство 1, 2 или 28 соединения нагревом для соединения двух металлических листов 5, 6 между собой и пара из верхнего и нижнего прижимных роликов 3, 4 для прокатки соединительной части J металлических листов 5, 6 установлены. Помимо этого, пара прижимных роликов 3, 4 установлена таким образом, что их оси 15, 16 повернуты в горизонтальной плоскости относительно прямой линии Y, перпендикулярной линии X сварки соединительной части J. Следовательно, могут предоставляться производственные мощности, которые позволяют выравнивать уступы S, заданные в соединительной части J металлических листов 5, 6, и уменьшать ступенчатый градиент, как описано выше, тем самым предоставляя соединительную часть, имеющую высокую прочность и высокое качество.
8. Механизм 27 установлен, который независимо поворачивает в горизонтальной плоскости соответствующие оси 15, 16 пары прижимных роликов 3, 4 относительно прямой линии Y, перпендикулярной линии X сварки. Следовательно, может предоставляться устройство соединения, которое позволяет легко задавать оптимальный угол поворота надлежащим образом согласно величине уступа и имеет широкий диапазон разностной толщины для толщины металлических листов 5, 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ РОЛИКОВОЙ СВАРКИ С РАЗДАВЛИВАНИЕМ КРОМОК | 2008 |
|
RU2466837C2 |
| Устройство для подготовки металлических заготовок к сварке при изготовлении банок | 1990 |
|
SU1831397A3 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЕЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2362644C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| СПОСОБ НЕПРЕРЫВНОГО ФОРМИРОВАНИЯ ИЗОГНУТОГО И/ИЛИ СКРУЧЕННОГО ПРОФИЛЕЙ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ | 2006 |
|
RU2402396C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2020 |
|
RU2756090C1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2571298C2 |
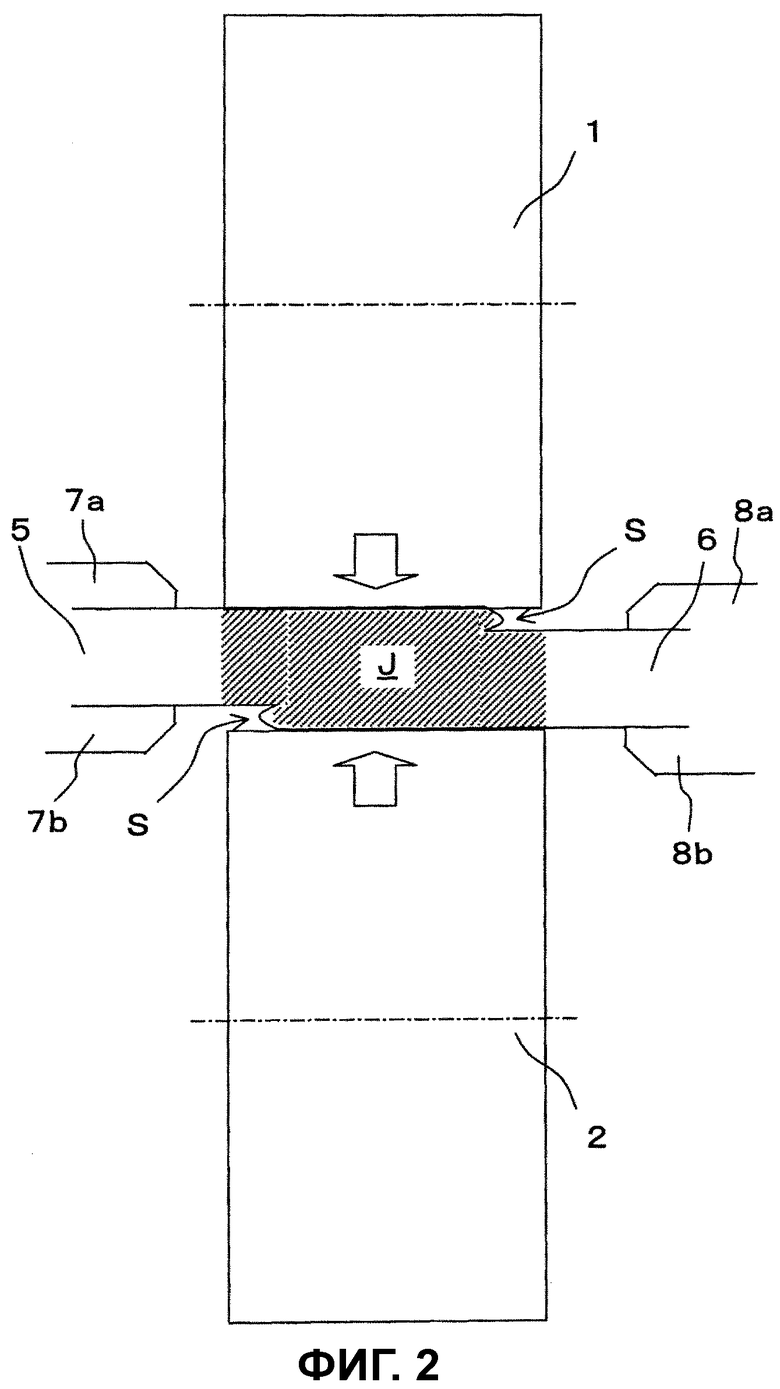
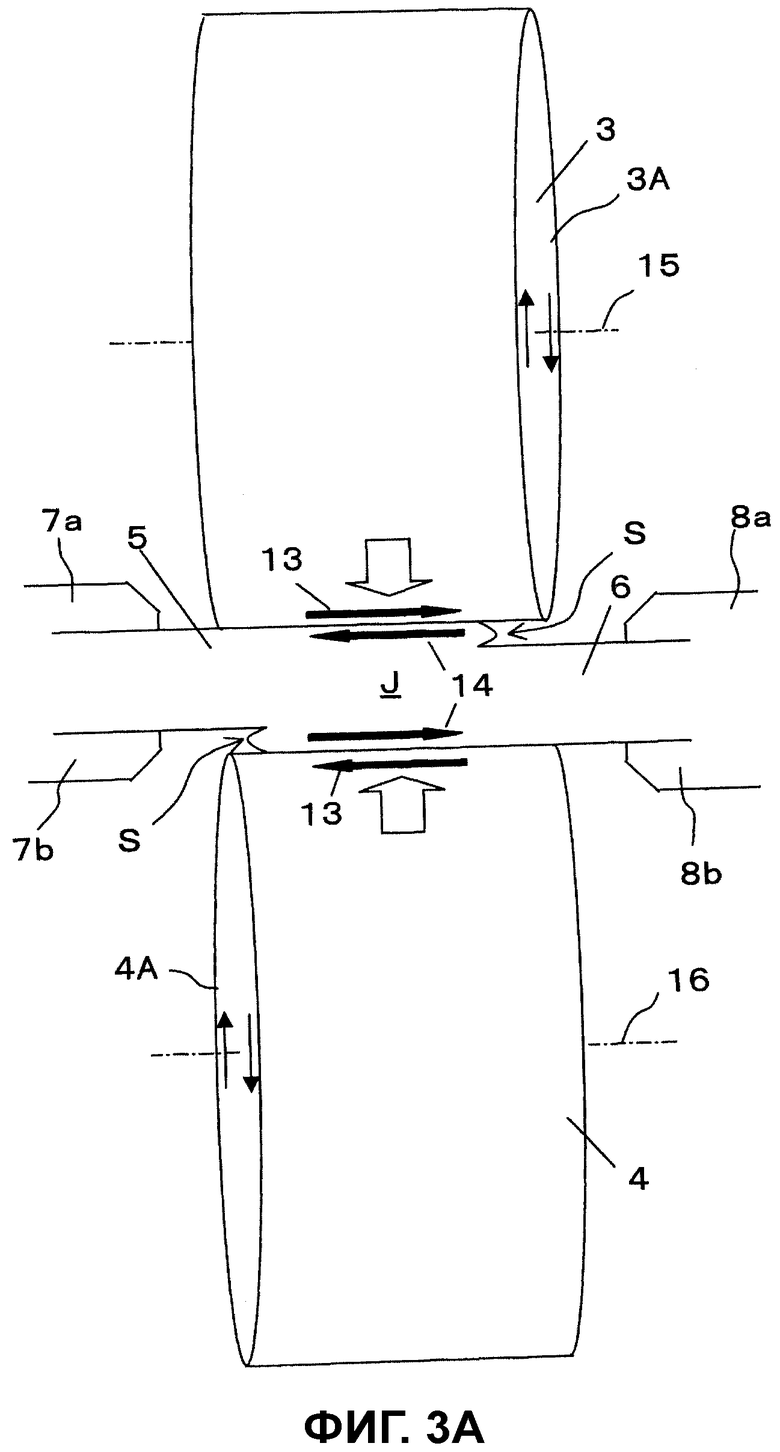
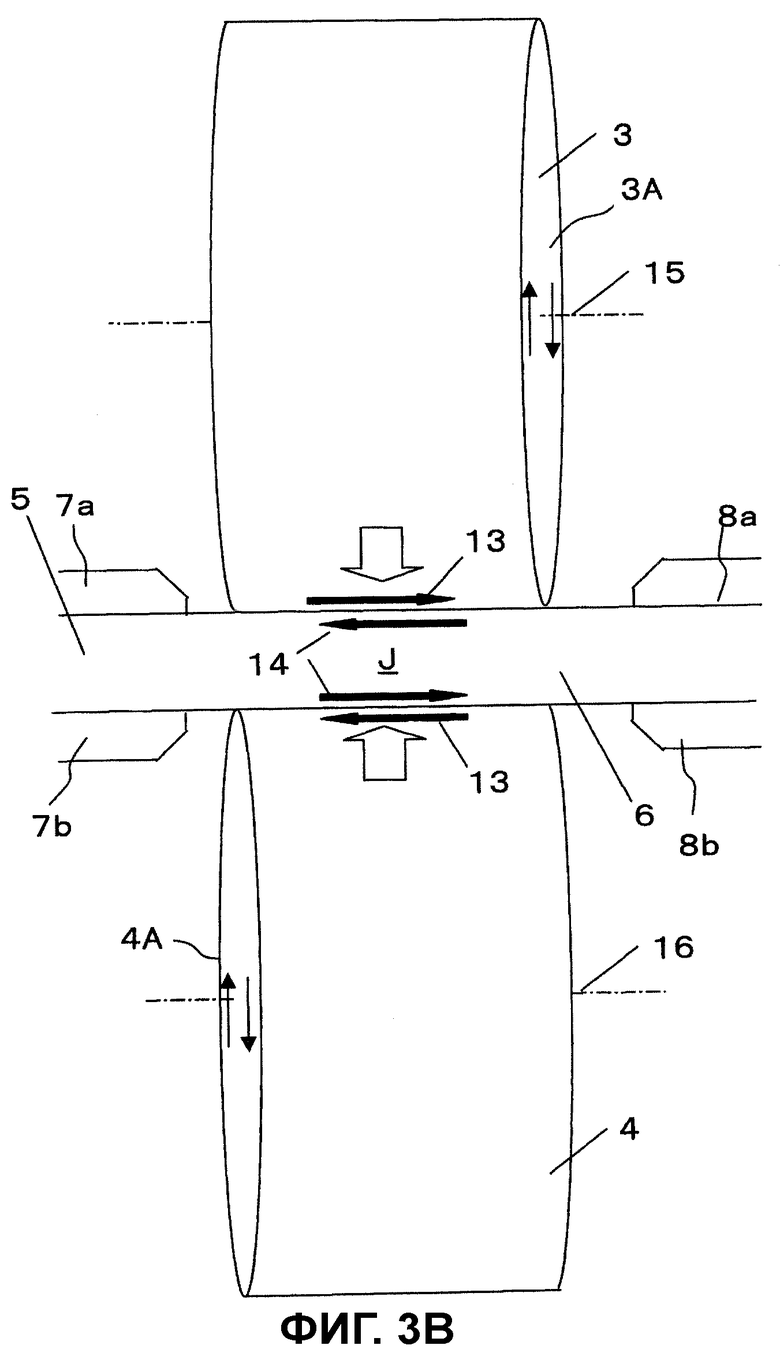
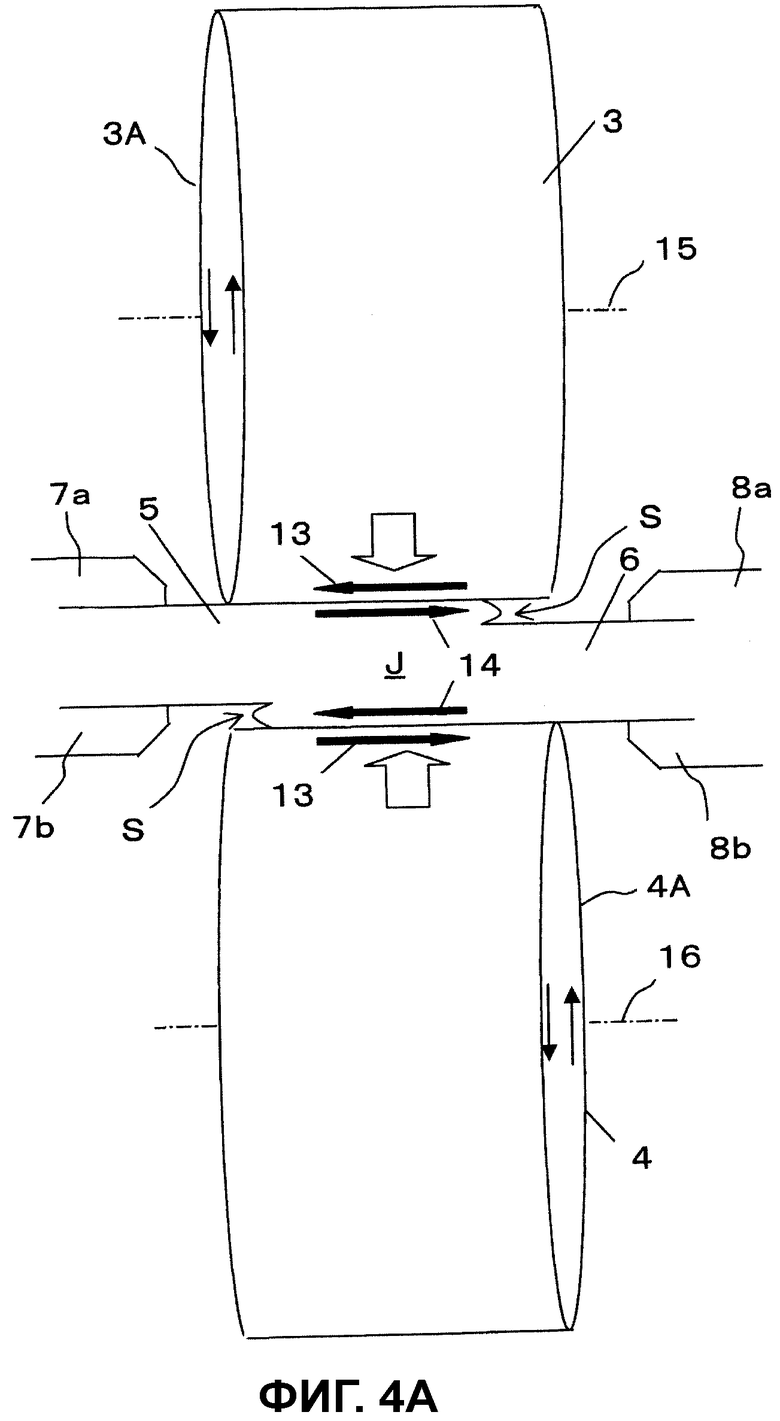
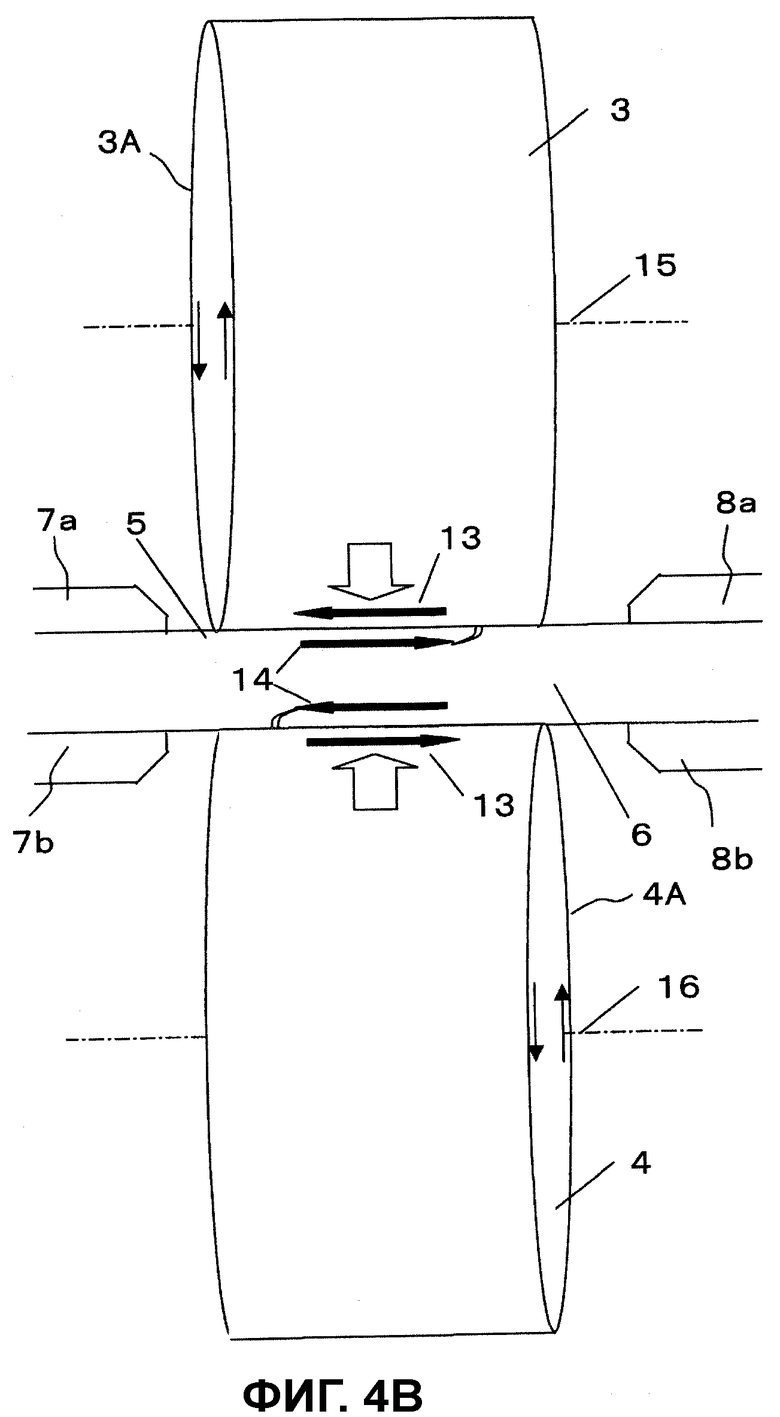
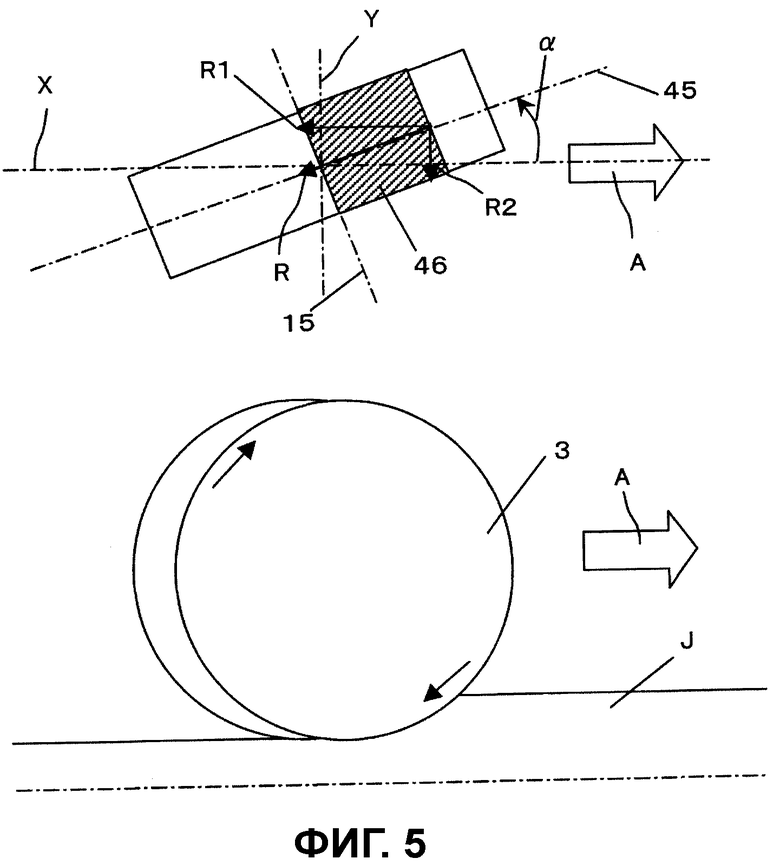
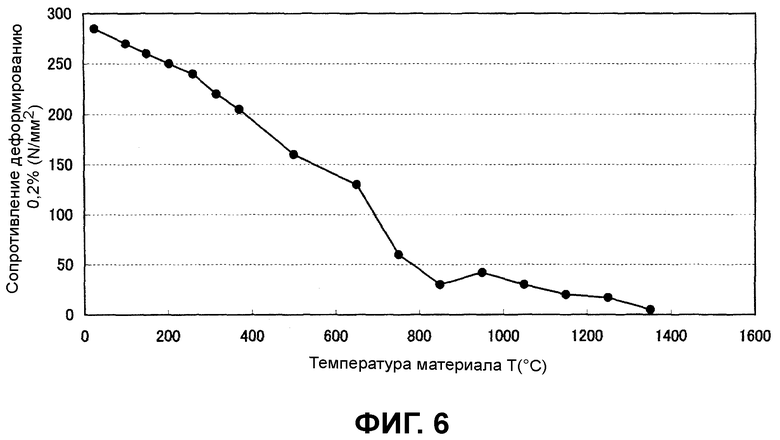
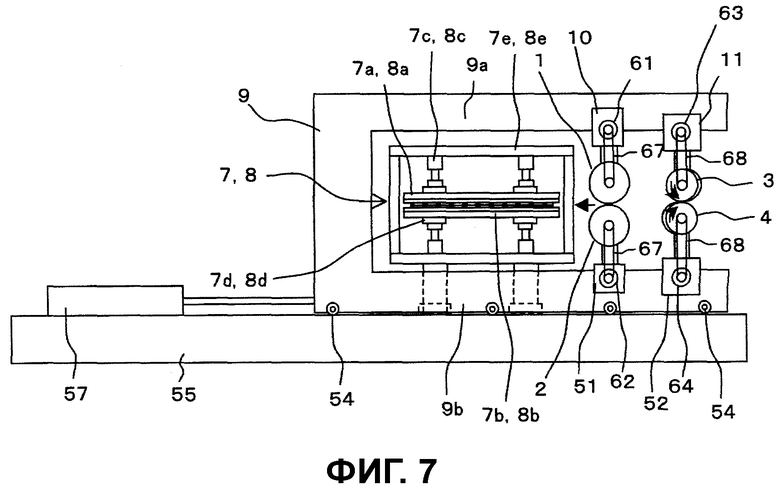
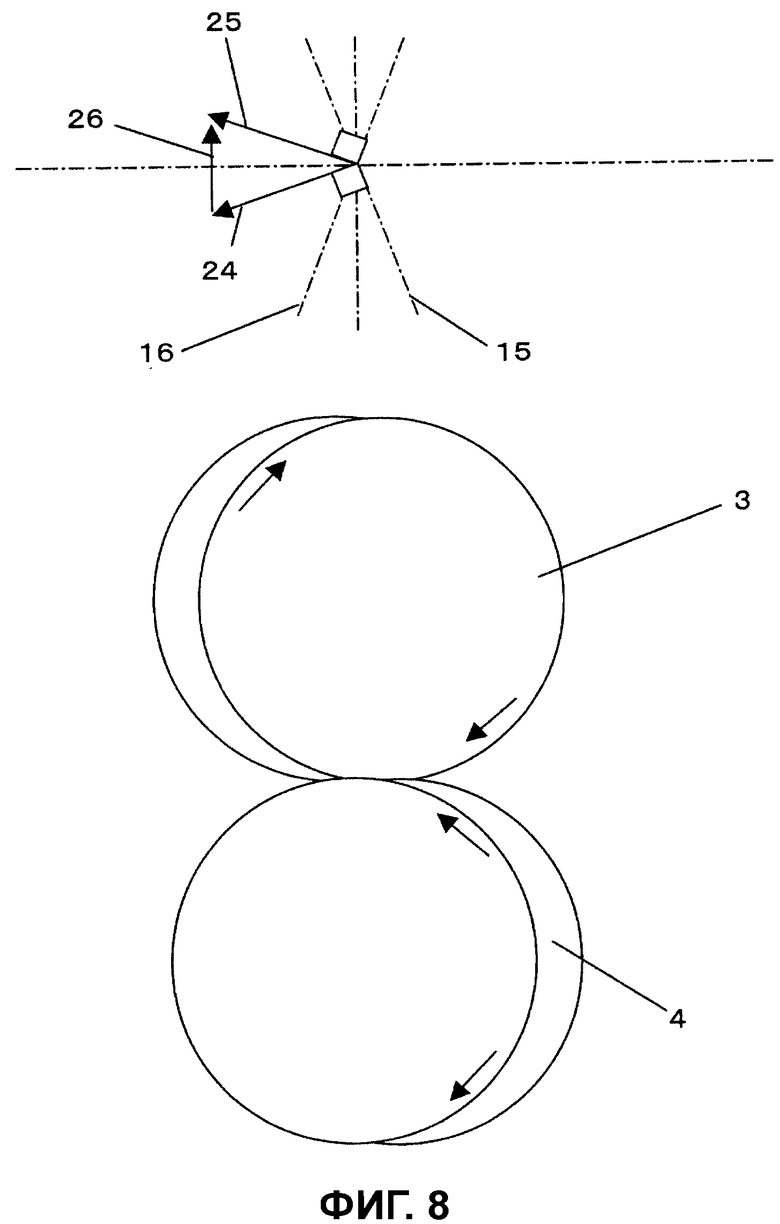
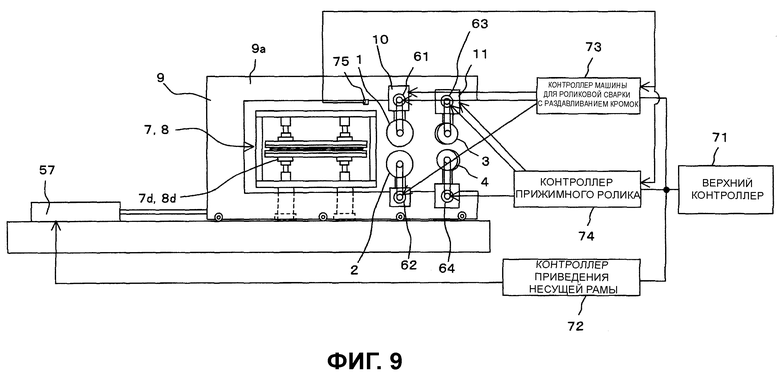
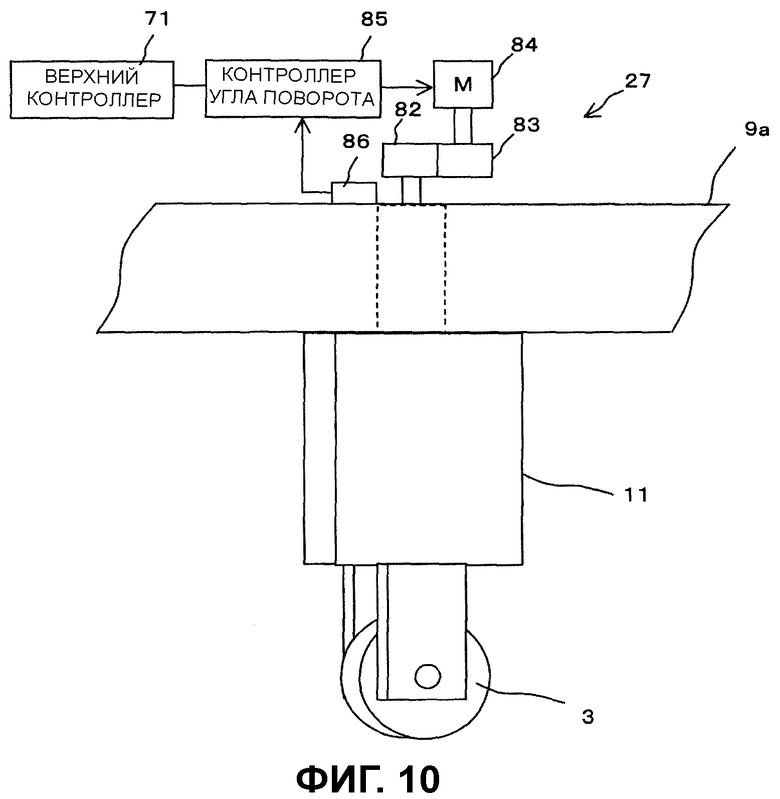
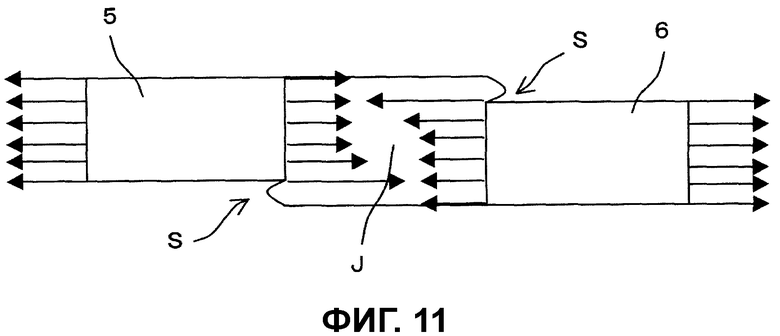
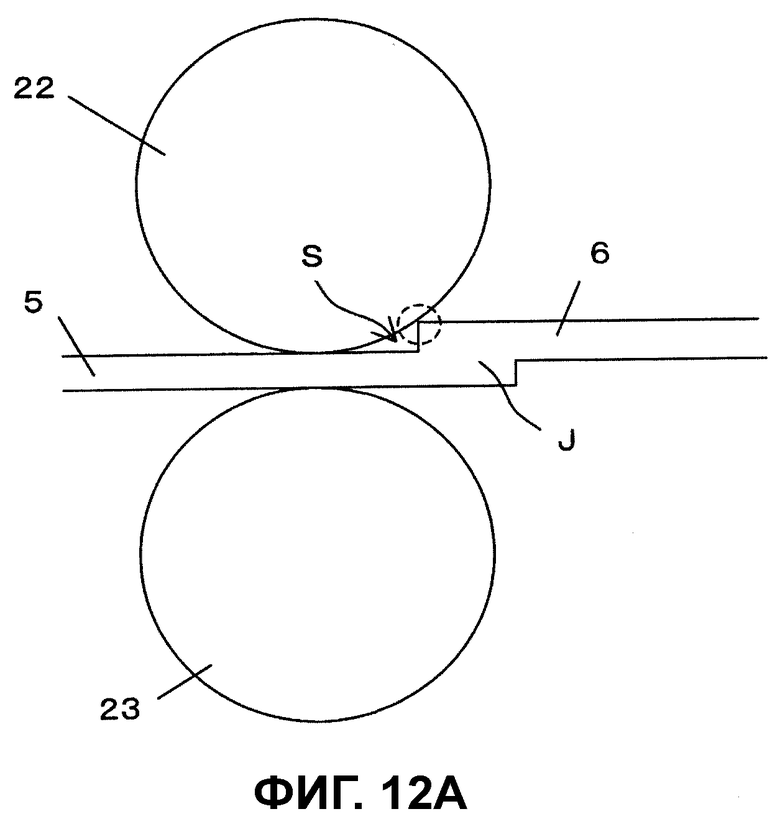
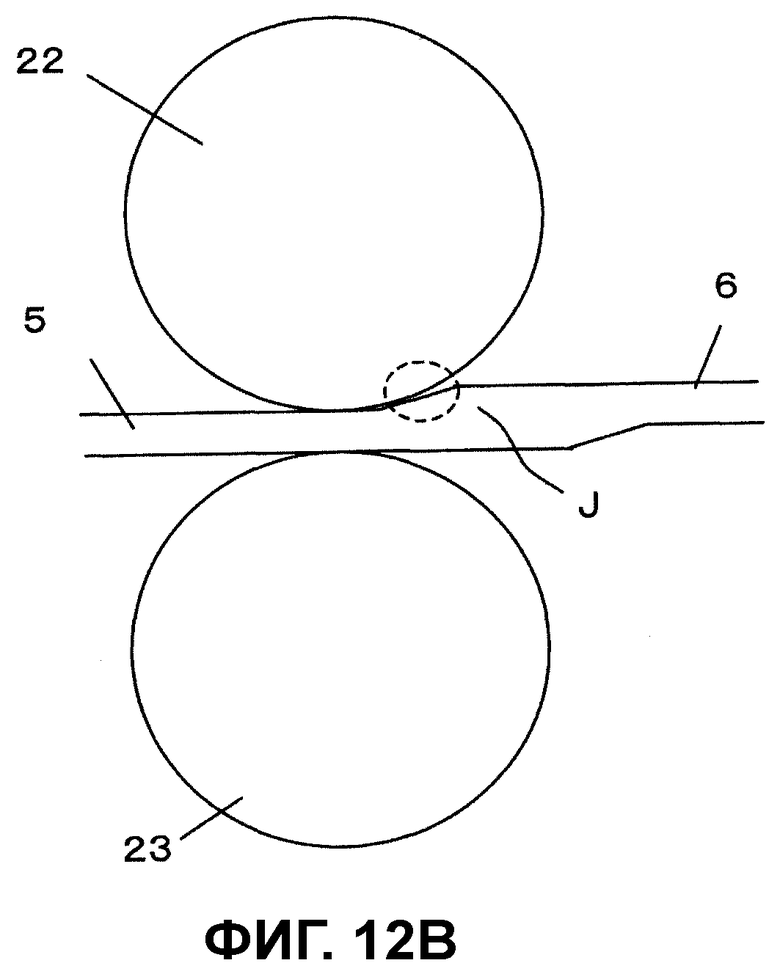
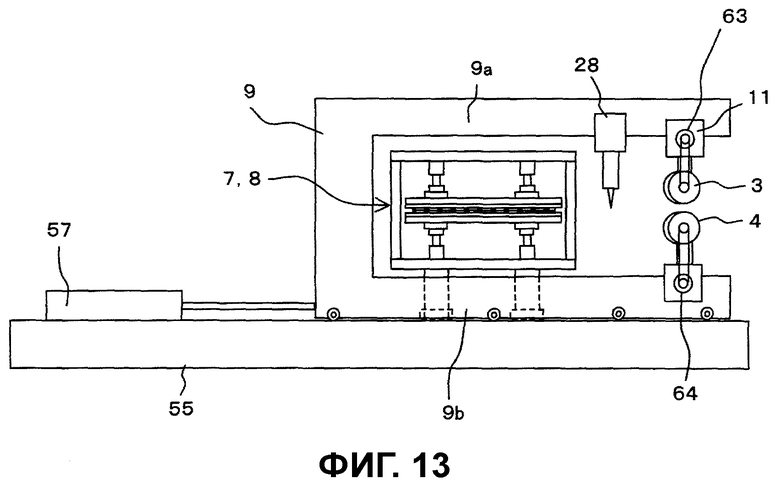
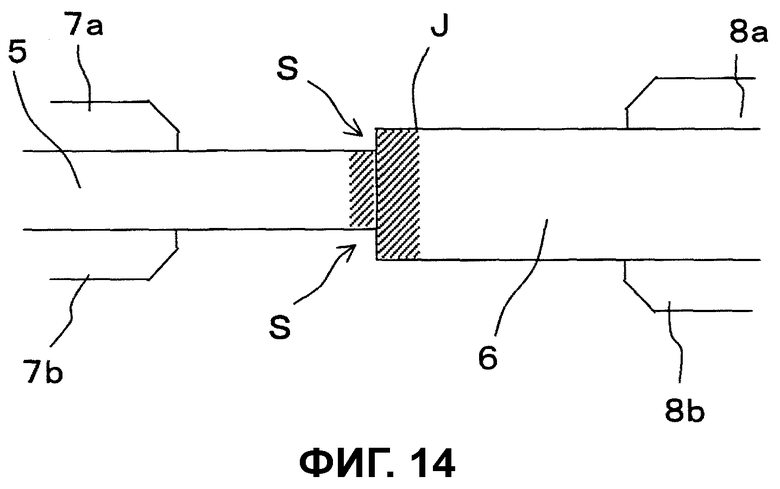
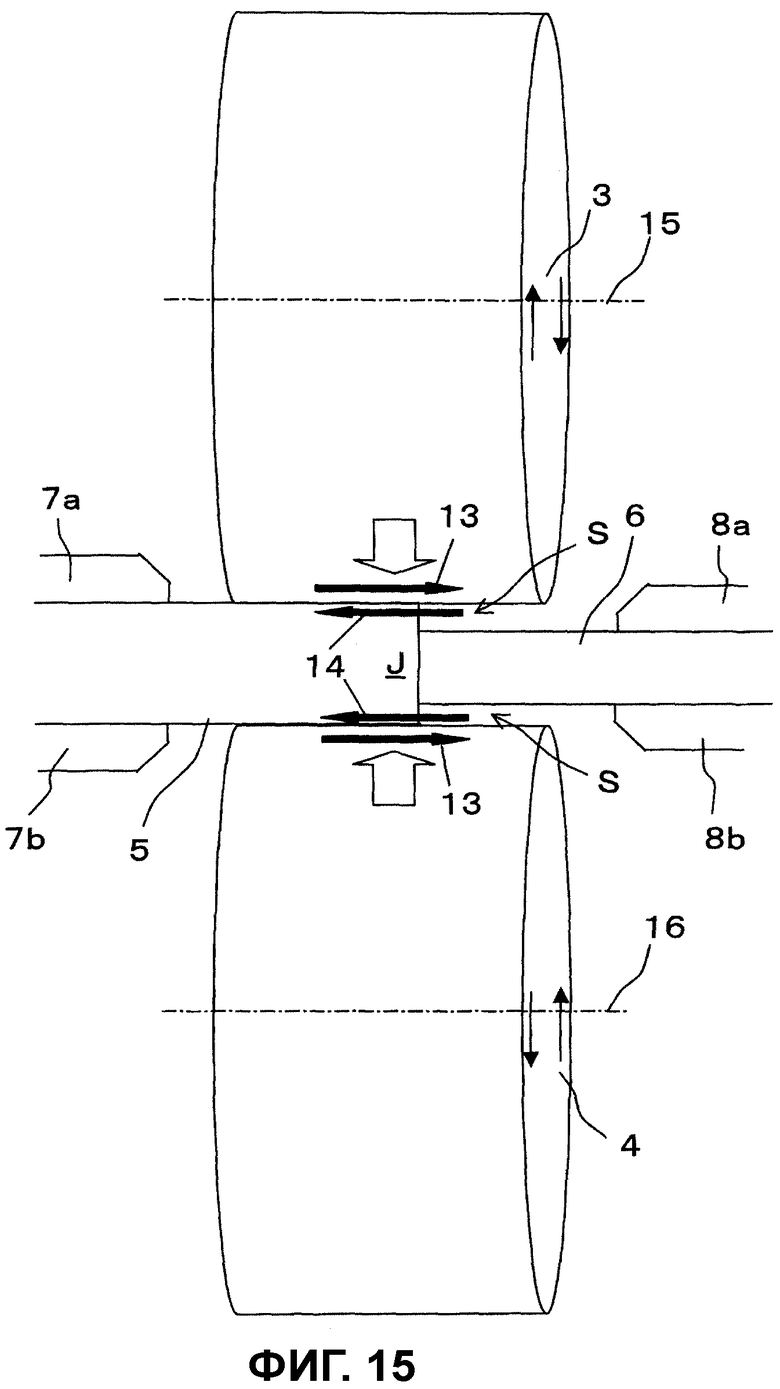
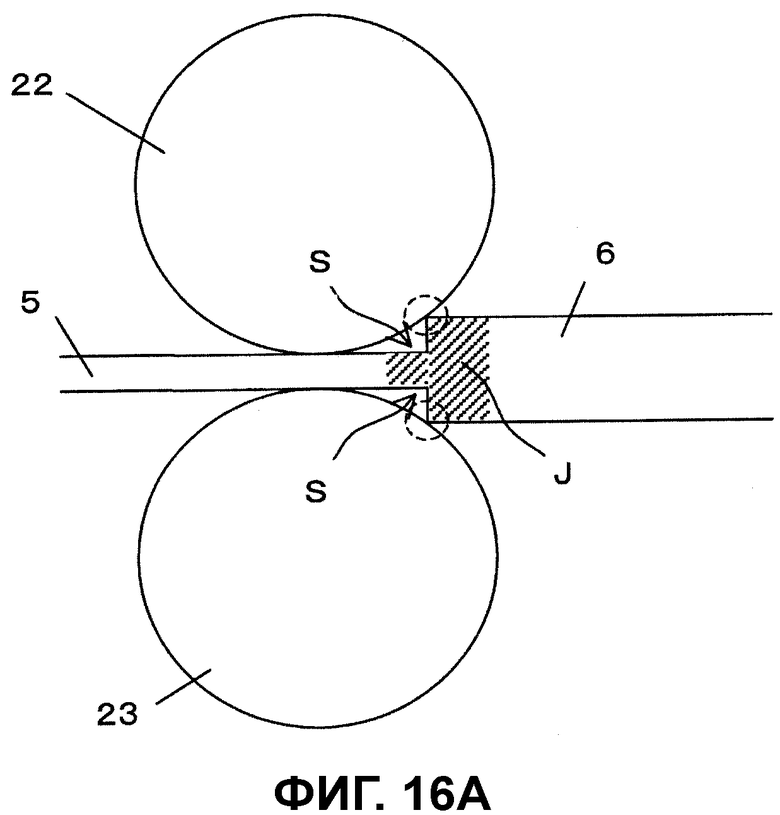
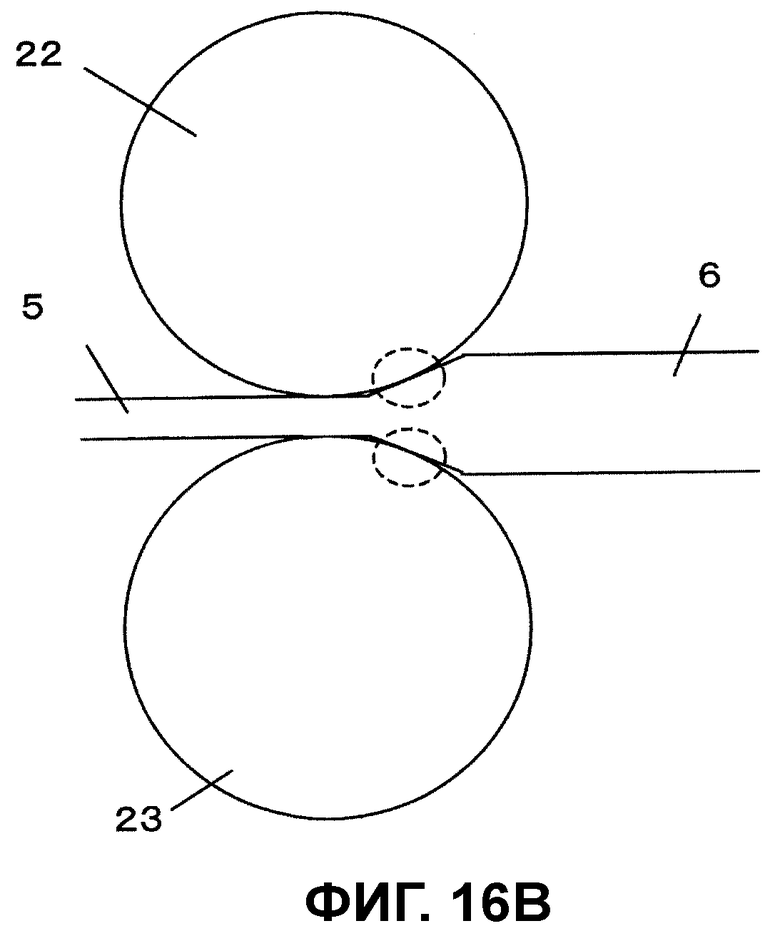
Изобретение может быть использовано для выравнивания уступа, полученного при соединении металлических листов посредством роликовой сварки с раздавливанием кромок, а также сварки оплавлением, лазерной сварки, сварки трением с перемешиванием. Пара из верхнего и нижнего прижимных роликов 3, 4 расположена с поворотом их осей 15, 16 в горизонтальной плоскости относительно прямой линии Y, перпендикулярной линии Х соединительной части J. Прижимные ролики 3, 4 жестко приводят в движение посредством соответствующих электродвигателей 63, 64 для прокатывания уступа в соединительной части. Соответствующие части 3А, 4А прижимных роликов 3, 4 обращены в горизонтальной плоскости по направлению, противоположному направлению прохождения металлического листа относительно металлического материала, с которым прижимные ролики 3, 4 сначала входят в контакт. Уступы, имеющиеся в соединительной части, прокатываются, и ступенчатый градиент уменьшается, что обеспечивает высокую степень прочности соединения. Уменьшение коэффициента концентрации напряжений в соединительной части обеспечивает повышение качества соединения. 2 н. и 6 з.п. ф-лы, 16 ил.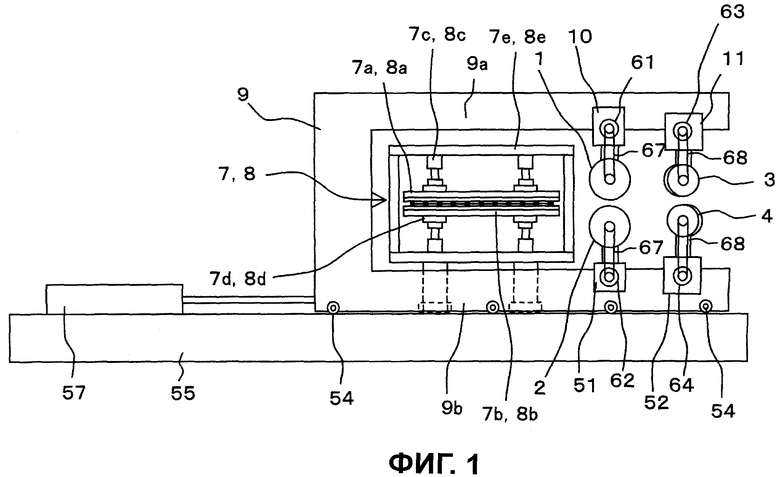
1. Способ соединения металлических листов, при котором после того как два металлических листа (5, 6) соединены между собой, пара из верхнего и нижнего прижимных роликов (3, 4) перемещается в направлении (А), идентичном направлению линии (X) соединения соединительной части (J) металлических листов, и соединительная часть (J) металлических листов прокатывается посредством пары из верхнего и нижнего прижимных роликов (3, 4),
при этом соответствующие оси (15, 16) пары прижимных роликов (3, 4) повернуты в горизонтальной плоскости относительно прямой линии (Y), перпендикулярной линии (X) соединения соединительной части (J), и затем пара прижимных роликов жестко приводится в движение, чтобы тем самым прокатывать уступ (S), заданный в соединительной части, в направлении (А) движения прижимных роликов (3, 4).
2. Способ по п.1, в котором соответствующие оси (15, 16) пары прижимных роликов (3, 4) повернуты относительно прямой линии (Y), перпендикулярной линии (X) соединения, так, что соответствующие части в направлении движения (3А, 4А) пары прижимных роликов (3, 4) обращены в горизонтальной плоскости по направлению, противоположному направлению прохождения металлического листа относительно металлического материала, с которым прижимные ролики (3, 4) сначала входят в контакт, и уступ, заданный в соединительной части, прокатывается в направлении (А) движения.
3. Способ по п.1 или 2, в котором соответствующие углы поворота пары прижимных роликов (3, 4) задаются согласно величине уступа соединительной части (J) и соединительная часть прокатывается в направлении (А) движения.
4. Способ по п.1 или 2, в котором температура соединительной части поднимается до 300°C или выше при помощи остаточного тепла соединительной части (J), возникающего вследствие сваривания двух металлических листов (5, 6), и соединительная часть прокатывается в направлении (А) движения посредством прижимных роликов (3, 4).
5. Способ по п.1 или 2, в котором, по меньшей мере, один из процессов перед началом прокатки соединительной части (J) и после завершения прокатки соединительной части (J) выбирает первое положение, в котором пара прижимных роликов (3, 4) приводится в контакт друг с другом, или второе положение, в котором пара прижимных роликов не приводится в контакт друг с другом или приводится в контакт друг с другом при неполной нагрузке по сравнению с прижимающей силой в ходе прокатки, и в первом положении пара прижимных роликов не приводится в движение, а во втором положении пара прижимных роликов приводится в движение.
6. Способ по п.1 или 2, в котором два металлических листа (5, 6) соединены между собой любой из роликовой сварки с раздавливанием кромок, лазерной сварки, сварки встык оплавлением и сварки трением с перемешиванием.
7. Устройство для соединения металлических листов, содержащее:
- средство (1, 2) соединения нагревом для соединения двух металлических листов (5, 6) между собой и
- пару из верхнего и нижнего прижимных роликов (3, 4), перемещающуюся в направлении (А), идентичном направлению линии (X) соединения соединительной части (J) металлических листов, для прокатки соединительной части (J) металлических листов,
при этом пара прижимных роликов (3, 4) установлена таким образом, что соответствующие оси (15, 16) прижимных роликов повернуты в горизонтальной плоскости относительно прямой линии (Y), перпендикулярной линии (X) соединения соединительной части (J).
8. Устройство по п.7, дополнительно содержащее механизм (27) для независимого поворота в горизонтальной плоскости каждой из осей (15, 16) пары прижимных роликов (3, 4) относительно прямой линии (Y), перпендикулярной линии (X) соединения.
| JP 58035081 А, 01.03.1983 | |||
| Устройство для автоматической сварки криволинейных швов | 1975 |
|
SU529036A1 |
| JP 9141449 А, 03.06.1997 | |||
| JP 5077054 А, 30.03.1993. | |||

