Область техники
Настоящее изобретение относится к улучшениям в холоднопрокатных станах.
Изобретение касается, в частности, особенностей холоднопрокатного стана для изготовления конструктивных элементов с полыми полками.
В более частном смысле изобретение касается особенностей холоднопрокатного стана для непрерывного изготовления сварных балок с полыми полками.
Уровень техники
Известен способ изготовления конструктивных элементов с полыми полками холодной формовкой стальной полосы малого сечения с получением секции, имеющей плоскую стенку и полые полки треугольного сечения, идущие вдоль противоположных сторон стенки. Патенты США 991,603 и 3,342,007 раскрывают способ изготовления таких балок процессом холодной формовки, при котором свободный край полой полки вводят в соприкосновение с краем стенки, но не прикрепляют к нему. Такие полые полки известны как «открытые» полки и не обладают достаточным уровнем сопротивления скручиванию.
Патент США 3,698,224 раскрывает способ изготовления балок с полыми полками процессом холодной формовки, при котором изготовленную роликовой сваркой стальную трубу подвергают формовке и придают форму балки с двумя прилежащими друг к другу полками.
Для того чтобы улучшить эффективность сечения балки с «открытыми» полками, было предложено прикреплять края полых полок к стойке для увеличения сопротивления скручиванию полок. Патенты США 6,436,552, 6,115,986, 6,397,550 и 5,692,353 описывают балки, полученные холодной формовкой тонкого листа, в которых к промежуточной стойке зажимами, заклепками, точечной сваркой или подобным способом прикреплен выступ, сделанный вдоль края полки.
Российское Авторское Свидетельство 827723 описывает балку малой толщины с полыми полками, полученную холодной формовкой, в которой свободные края полых полок сделаны как загнутые внутрь выступы или образования, защищающие полые полки от разрешения местными сдавливающими нагрузками. Боковую стенку полой полки приваривают угловым сварочным швом к краю стенки для образования «закрытой» полки.
С целью уменьшения стоимости изготовления балок с «закрытыми» полыми полками, полученных холодной формовкой, был разработан процесс линейной двойной сварки, описанный в патенте США 5,163,225, права на который уступлены заявителю настоящего изобретения. Процесс двойной сварки впервые показал процесс линейной индукционной или контактной сварки, при которой свободный край полой полки приваривают к поверхности металлической полосы для образования сварочного шва, прилегающего к краю стенки балки с полыми полками. В этом процессе использовали обычный трубопрокатный стан, приспособленный для изготовления балок с полыми полками кольцевого сечения на установке для сварки, после чего полкам придается треугольное сечение для образования балок "Dogbone" (Зарегистрированный Товарный Знак).
Применение для этой цели обычного трубопрокатного стана рассматривалось, как ограничивающее диапазон размеров балок и как неэффективное и высокозатратное из-за необходимости использования большого количества роликов большого диаметра, что, в свою очередь, приводит к большим непроизводительным потерям времени на замену роликов, каждый раз когда требуется другой размер балки, так как стан является удовлетворительным для прокатки относительно узкого диапазона толщины стенки и полки, а также узкого диапазона ширины металлической полосы. Более того, трудности с поддержанием стабильности сварочного шва накладывают существенные ограничения на производительность из-за высокого уровня брака.
Предложение по устранению некоторых недостатков оригинального процесса "Dogbone" было описано в Патенте США 5,403,986. В этом документе предлагают использовать холоднопрокатный стан-тандем с раздельными разнесенными в пространстве формирующими узлами, наклоненными относительно продольной оси формовочной секции стана. Сформированные полки, изготовленные независимо друг от друга из отдельных полос металла, соединяют до этапа сварки вместе с третьей плоской стенкой таким образом, чтобы стороны плоской стенки входили между свободными краями сформированных полок. Сварочный и профилирующий узлы практически такие же, что описаны в Патенте США 5,163,225.
Здесь и далее термин "ERW" обозначает сварку электрическим сопротивлением или индукционную сварку с использованием либо контактов, либо с помощью индукционных катушек/импедеров для создания тока в конструктивном элементе и другие виды электрической индукционной сварки. Целью настоящего изобретения является по меньшей мере преодоление недостатков известных способов и устройств для изготовления балок с полыми полками.
Сущность изобретения
Согласно одной из особенностей изобретения предлагается холоднопрокатный стан для изготовления сварных балок с полыми полками из цельной металлической полосы, содержащий:
- формирующий узел;
- шовнаправляющий сварочный узел;
- профилирующий узел.
Указанный стан характеризуется тем, что по меньшей мере один из указанных формирующего узла и профилирующего узла содержит группы независимо установленных роликов бокового действия, выполненных с возможностью прокатывания по одной или по обеим противоположным сторонам указанной полосы, при этом смежные поперечные пары указанных групп роликов бокового действия выполнены с возможностью избирательного смещения друг относительно друга в поперечном направлении, перпендикулярном направлению движения указанной полосы в стане.
Соответственно, некоторые или все из указанных групп роликов бокового действия являются неприводными роликами.
При необходимости, некоторые или все из указанных групп роликов бокового действия являются приводными роликами.
Предпочтительно, приводные ролики, установленные внутри указанных формирующего узла и профилирующего узла, воздействуют на центральную часть указанной полосы между ее формуемыми краевыми участками.
При необходимости, некоторые или все из указанных приводных роликов могут воздействовать на значительную часть указанной полосы между ее формуемыми краевыми участками.
В качестве альтернативы, некоторые или все из указанных приводных роликов могут воздействовать на указанную полосу в пределах ее центрального участка, отделенного от указанных формуемых краев. Также, в качестве альтернативы, некоторые или все из указанных приводных роликов могут воздействовать на указанную полосу в пределах, смежных ее формуемым краям.
Поперечные пары групп роликов бокового действия могут быть установлены на соответствующих рамах клетей для роликов.
При необходимости, поперечные пары указанных групп роликов бокового действия установлены с возможностью смещения на общей раме клетей для роликов.
Соответственно, указанные рамы клетей для роликов установлены с возможностью избирательного смещения в направлении, поперечном основанию стана.
Поперечные пары групп роликов бокового действия могут быть выровнены в поперечной плоскости, перпендикулярной направлению движения металлической полосы между указанными группами роликов бокового действия.
Предпочтительно, каждая из указанных поперечных пар групп роликов бокового действия расположена в соответствующей, отделенной от других в продольном направлении, поперечной плоскости, перпендикулярной направлению движения металлической полосы между указанными группами роликов бокового действия.
При необходимости по меньшей мере один ролик бокового действия группы роликов бокового действия установлен с возможностью вращения на наклонной оси, лежащей в поперечной плоскости, перпендикулярной направлению движения металлической полосы через указанную группу роликов бокового действия.
По меньшей мере один ролик бокового действия группы роликов бокового действия может быть установлен с возможностью вращения на горизонтальной оси, лежащей в поперечной плоскости, перпендикулярной направлению движения металлической полосы через указанную группу роликов бокового действия.
Соответственно, по меньшей мере один ролик бокового действия установлен с возможностью вращения на вертикальной оси.
При необходимости, указанные приводные ролики расположены попеременно с указанными группами роликов бокового действия вдоль основания стана.
Соответственно, по меньшей мере один из указанных роликов бокового действия группы роликов бокового действия установлен с возможностью вращения на оси, выполненной с возможностью избирательного изменения углового положения в указанной поперечной плоскости, лежащей перпендикулярно направлению движения металлической полосы в указанном стане.
Предпочтительно, указанные приводные ролики расположены между парами групп роликов бокового действия, разнесенных в продольном направлении вдоль основания указанного стана.
Соответственно, указанный шовнаправляющий сварочный узел содержит клеть шовнаправляющих роликов, имеющую по меньшей мере один шовнаправляющий ролик с кольцевым буртиком, установленный с возможностью вращения на наклонной оси, лежащей в поперечной плоскости, перпендикулярной направлению движения указанной полосы.
При необходимости, указанный по меньшей мере один шовнаправляющий ролик установлен с возможностью избирательного смещения относительно наклонной оси.
Ось вращения указанного шовнаправляющего ролика выполнена с возможностью избирательного изменения углового положения в указанной поперечной плоскости.
Предпочтительно, шовнаправляющий сварочный узел содержит клеть сварочной камеры, имеющую по меньшей мере один прижимный ролик, установленный с возможностью вращения на наклонной оси, лежащей в поперечной плоскости, перпендикулярной направлению движения указанной полосы.
Соответственно, указанный по меньшей мере один прижимный ролик выполнен с возможностью избирательного смещения вдоль указанной наклонной оси.
При необходимости, ось вращения указанного по меньшей мере одного прижимного ролика выполнена с возможностью избирательного изменения углового положения в указанной поперечной плоскости.
Предпочтительно, один или более из указанных формирующих роликов и/или указанных профилирующих роликов можно установить на подшипниках на монтажной раме, съемно прикрепленной к соответствующей клети формирующих роликов и/или клети профилирующих роликов.
При необходимости, одну или более групп указанных формирующих роликов и/или указанных профилирующих роликов можно установить на подшипниках на монтажной раме, съемно прикрепленной к соответствующей клети формирующих роликов и/или клети профилирующих роликов.
Соответственно, указанная монтажная рама выполнена с возможностью регулирования в поперечной плоскости, перпендикулярной направлению движения указанной полосы через указанную монтажную раму.
Предпочтительно, шовнаправляющий сварочный узел включает:
- клеть шовных роликов, удерживающую с возможностью вращения по меньшей мере один шовный ролик, выполненный с возможностью линейного выравнивания свободного края профильного участка металлической полосы вдоль заданной линии сплавления, расположенной на расстоянии от указанного свободного края на поверхности указанной металлической полосы;
- клеть сварочной камеры, удерживающую с возможностью вращения по меньшей мере одну пару прижимных роликов, предназначенных для направления указанного свободного края, нагретого до заданной температуры, в зону сварки с соответствующе нагретой указанной линией сплавления на указанной поверхности, причем при использовании указанная пара прижимных роликов совместно направляет указанный свободный край по заданной прямолинейной траектории, по существу, вдоль линии приближения к результирующему сварному соединению, проходящему между указанным свободным краем и указанной поверхностью металлической полосы, при этом энергия, сообщаемая указанному холодногнутому конструктивному элементу, фокусируется за счет эффекта близости по указанной заданной линии сплавления на указанной поверхности.
Соответственно, на указанном свободном крае и участке сварки указанный электрический ток возбуждается посредством токоподводов, скользяще взаимодействующих с указанной металлической полосой и смежных этим свободному краю и участку сварки.
Предпочтительно, указанный электрический ток возбуждается в указанном свободном крае и указанном участке сварки индукционной катушкой, поперечно окружающей указанную полосу металла в плоскости, перпендикулярной направлению движения указанной металлической полосы металла.
Предпочтительно, по меньшей мере одна из указанных пар прижимных роликов выполнена с возможностью регулирования углового положения в плоскости, перпендикулярной направлению движения указанной металлической полосы через нее.
По меньшей мере одна из указанных пар прижимных роликов выполнена с возможностью регулирования относительно другой из указанных пар роликов в направлении, перпендикулярном оси вращения указанной по меньшей мере одной пары прижимных роликов.
Следовательно, указанная сварочная камера содержит ролики для поддержки стенки, установленные с возможностью вращения относительно соответствующих параллельных осей, перпендикулярных направлению движения металлической полосы между ними.
При необходимости, ролик для поддержки стенки может иметь кольцевой буртик, чтобы действовать как один из роликов указанной пары прижимных роликов.
Аппарат может содержать более одной клети шовных роликов.
При необходимости, по меньшей мере одна из указанных шовнаправляющих клетей содержит фасонный направляющий ролик, предназначенный для введения указанного свободного края металлической полосы в прижим к указанному кольцевому буртику.
Соответственно, имеется фасонный направляющий ролик, предназначенный для введения указанного свободного края полосы металла в прижим к указанному кольцевому буртику.
При необходимости, во внутреннюю полость профильного краевого участка указанной металлической полосы проходит стержневидный импедер, удерживаемый с одного из его концов и расположенный в предшествующем положении относительно указанной по меньшей мере одной клети шовных роликов.
Согласно другой особенности изобретения предлагается способ холоднопрокатного формирования конструктивного элемента с полыми полками из цельной металлической полосы, указанный способ включает следующие этапы:
- пропускание металлической полосы через холоднопрокатный стан посредством приводных роликов, взаимодействующих с плоским центральным участком указанной полосы;
- придание контура по меньшей мере одному краевому участку указанной полосы с помощью формирующих роликов;
- непрерывное шовное приваривание в ходе процесса ERW (электрическая контактная или индукционная сварка) свободного края указанного по меньшей мере одного краевого участка к поверхности полосы вдоль заранее определенной зоны сварки с получением полой полки;
- профилирование указанной полой полки посредством профилирующих роликов, придающих полке требуемое поперечное сечение.
При необходимости, по меньшей мере один из указанных формирующих роликов может быть приводным.
Дополнительно или в качестве альтернативы, по меньшей мере один из профилирующих роликов может быть приводным.
Соответственно, формирование указанной полой полки осуществляется одним или более роликами, установленными с возможностью вращения на оси, наклоненной под углом между вертикалью и горизонталью в поперечной плоскости, перпендикулярной направлению движения указанной металлической полосы.
При необходимости, профилирование можно осуществлять с помощью одного или более профилирующих роликов, закрепленных с возможностью вращения на оси, наклоненной под углом между вертикалью и горизонталью в поперечной плоскости, перпендикулярной направлению движения указанной металлической полосы.
Указанные полые полки можно формировать формирующими роликами, установленными в поперечных разнесенных операционных плоскостях, которые параллельны друг другу и перпендикулярны направлению движения указанной металлической полосы в указанном стане.
Соответственно, указанные полые полки можно профилировать профилирующими роликами, установленными в поперечных разнесенных операционных плоскостях, которые параллельны друг другу и перпендикулярны направлению движения указанной металлической полосы в указанном стане.
Предпочтительно, перед указанным этапом непрерывной шовной сварки указанный свободный край линейно выравнивают вдоль заданной линии сплавления на указанной поверхности полосы, и указанный по меньшей мере один свободный край направляют по заданной прямолинейной траектории по линии приближения к результирующему сварному соединению, проходящему между указанным по меньшей мере одним свободным краем и указанной поверхностью, при этом энергию, сообщаемую указанному холодногнутому конструктивному элементу, фокусируют, за счет эффекта близости, по указанной заданной линии сплавления на указанной поверхности до приваривания к ней указанного свободного края.
При необходимости, указанный по меньшей мере один свободный край выравнивают относительно указанного участка сварки с помощью одного или нескольких шовнаправляющих роликов, каждый из которых имеет кольцевой буртик, обеспечивающий опору для указанного по меньшей мере одного свободного края.
Указанный по меньшей мере один свободный край указанной металлической полосы можно ввести в соприкосновение с указанным кольцевым буртиком фасонным приводным роликом.
Соответственно, указанная полоса металла поддерживается по центру поверхностями противолежащих цилиндрических роликов, смежных указанному участку сварки, и по мере того как по меньшей мере один свободный край направляют в соприкосновение с указанным кольцевым буртиком.
Указанный по меньшей мере один свободный край можно направить к указанному участку касания под заданным углом относительно поверхности полосы шовными роликами, установленными с возможностью их регулировки.
Предпочтительно, указанный по меньшей мере один свободный край указанной металлической полосы направляют по указанной заданной траектории при помощи фасонного прижимного ролика, проходящего по профильной поверхности указанной металлической полосы, расположенной между разнесенными, по существу, параллельными контактными поверхностями этого фасонного прижимного ролика.
Указанным свободному концу и заданной линии сплавления энергию сварки можно сообщить посредством индукционной катушки, причем эта катушка проходит, по существу, вокруг указанной металлической полосы в плоскости, по существу, перпендикулярной ее продольной оси.
При необходимости, во внутреннюю полость указанной профильной поверхности, в смежную указанному участку смыкания зону, где указанный свободный край приваривают к указанной поверхности металлической полосы, проходит удлиненный стержневидный индукционный импедер, поддерживаемый с одного конца.
Краткое описание чертежей
С целью сделать различные особенности изобретения более понятными и показать их практическое применение ниже следуют ссылки на предпочтительные варианты реализации изобретения, проиллюстрированные на прилагаемых графических материалах, в которых:
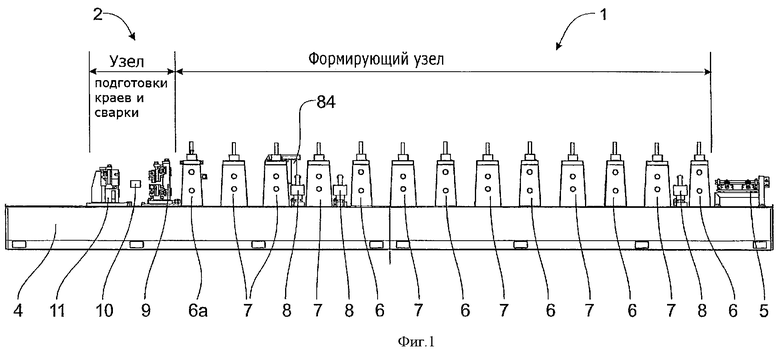
на Фиг.1 схематично показан вид сбоку формирующего узла и узла подготовки краев и сварки, используемых в холоднопрокатном стане;
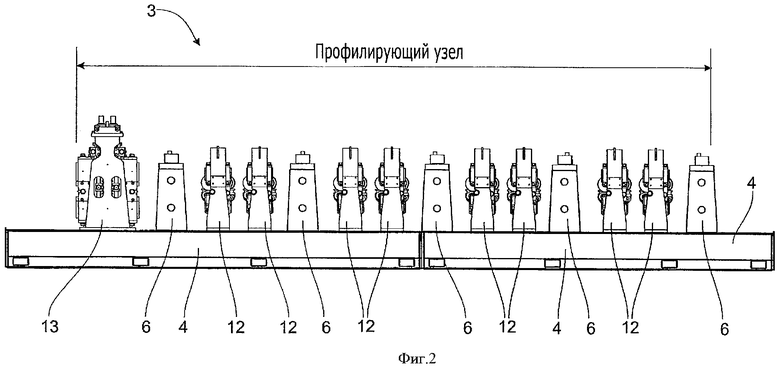
на Фиг.2 схематично показан вид сбоку профилирующего узла холоднопрокатного стана;
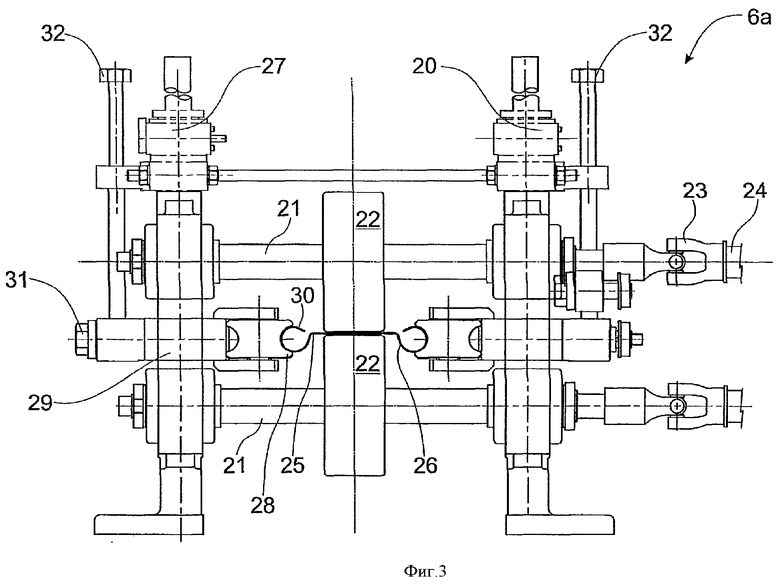
на Фиг.3 схематично показан вид спереди клети приводных роликов, оснащенной роликами бокового действия;
на Фиг.4 схематично показан вид сзади клети формирующих роликов;
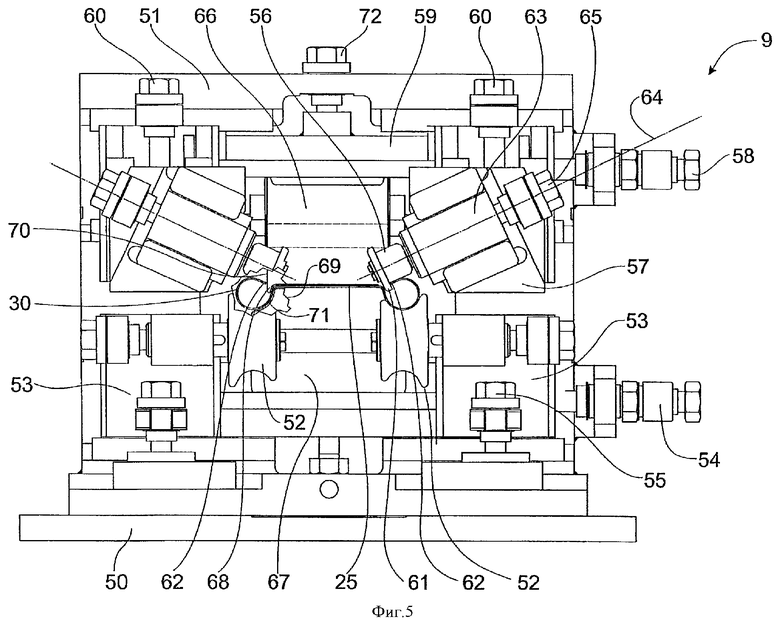
на Фиг.5 схематично показан вид сзади клети шовнаправляющих роликов;
на Фиг.6 схематично показан вид сбоку сварочного аппарата;
на Фиг.7 схематично показан вид спереди клети сварочной камеры;
на Фиг.8 схематично показано действие прижимных роликов в клети сварочной камеры;
на Фиг.9 схематично показаны вид спереди, сбоку и сзади клети профилирующих роликов;
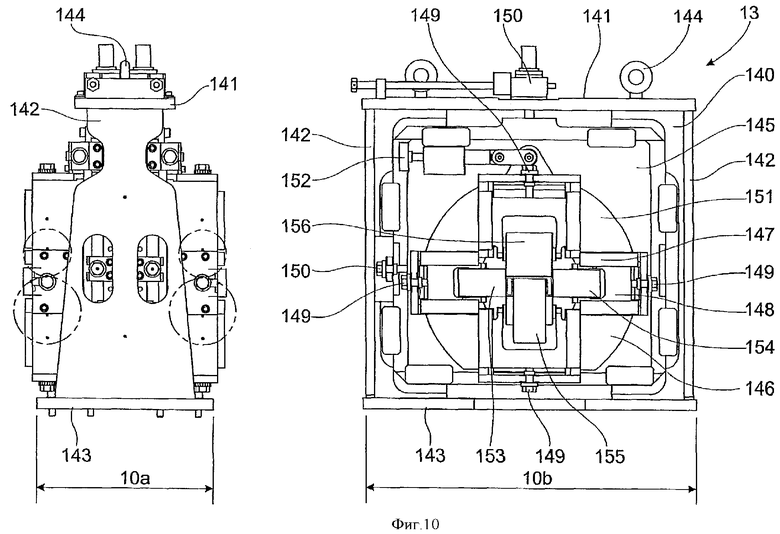
на Фиг.10 схематично показаны вид сбоку и спереди клети туркоголовых роликов.
Здесь выражение "вид спереди" означает вид в направлении движения полосы металла через соответствующее устройство или часть установки.
Более того, для большей ясности, на рисунках использованы одни и те же цифры для одних и тех же установочных частей.
Подробное описание чертежей
На Фиг.1 и 2 холоднопрокатный стан включает формирующий узел 1, узел 2 подготовки краев и сварки и профилирующий узел 3. Рулонная полоса металла и ролики ее подачи, занимающие предшествующее положение относительно формирующего узла 1, опущены для большей ясности, с той же целью опущены летучая пила и приемный стол, занимающие последующее положение относительно конца профилирующего узла 3.
На Фиг.1 основания 4 стана поддерживают подводящий рольганг 5, серию клетей 6 приводных роликов, серию клетей 7 формирующих роликов, блоки 8 роликов бокового действия, шовнаправляющую клеть 9, сварочную катушку 10 и сварочную камеру 11.
На Фиг.2 показана последующая часть холоднопрокатного стана, где основания 4 стана поддерживают клети 6 приводных роликов, клети 12 профилирующих роликов и клеть 13 туркоголовых роликов.
На Фиг.3 показана вертикальная проекция спереди клети 6а приводных роликов на Фиг.1. Эта клеть роликов отличается от других клетей 6 роликов только тем, что она включает боковые ролики для поддержания отформованной полосы до ее поступления в шовнаправляющую клеть 9.
Клеть 6а приводных роликов включает пару разнесенных в пространстве рам 20, на которых установлены на подшипниках оси 21 роликов, на каждой из которых закреплен соответствующий цилиндрический приводной ролик 22. Оси 21 роликов соединены карданными соединениями 23 с ведущими валами 24, соединенными с обычным приводным механизмом (не показан). Как можно видеть, приводные ролики 22 захватывают срединную стенку 25 отформованной балки 26, и было обнаружено, что делать привод на какие-либо формирующие ролики или профилирующие ролики стана нет необходимости, поскольку захват стенки очень хороший. Обычный механизм 27 регулировки по высоте обеспечивает вертикальную регулировку верхней оси 21 ролика для регулировки придавливания между верхним и нижним роликами 22, что позволяет адаптировать их к различным по толщине сырьевым полосам металла. При необходимости, выбранные приводные ролики могут иметь фасонный контур для того, чтобы содействовать в формировании или профилировании полых полок.
Со стороны входа в клеть 6а роликов расположен узел боковых роликов, включающий пару боковых роликов 28, закрепленных на соответствующих кронштейнах 29. Боковые ролики 28 взаимодействуют с полыми полками 30 конструктивного элемента 26 для придания им точного поперечного положения перед подачей в шовнаправляющую клеть 9 и выполнены с возможностью регулировки осевого положения винтовым регулятором 31 и регулировки вертикального положения винтовыми регуляторами 32.
На Фиг.4 показана вертикальная проекция сзади типичной клети 7 неприводных формирующих роликов, где две рамы 35 установлены на основании 36 с возможностью их относительной боковой регулировки валом 37, имеющим резьбы 38, 38а противоположных направлений, взаимодействующие с соответствующими блоками 39, 39а. Рамы 35 можно скользяще регулировать между внутренним и внешним фиксаторами 40, 41 соответственно.
Верхний и нижний формирующие ролики 42, 43 установлены на соответствующих скобах 44, 45, а верхние опорные скобы 44 подвижно установлены на рамах с возможностью регулировки вертикального положения регулировочными винтами 46, что позволяет адаптировать их к различным по толщине сырьевым полосам металла или группам роликов различных конфигураций.
На Фиг.5 показана вертикальная проекция сзади шовнаправляющей клети 9, имеющей основание 50 и опорную раму 51. Со стороны выпуска рамы находится пара профильных опорных роликов 52, которые поддерживают участки полых полок 30 с обеих сторон стенки 25. Ролики 52 закреплены на подшипниках на опорных скобах 53 для нижних роликов, а скобы скользяще закреплены на раме 51 с возможностью регулировки в боковом направлении относительно друг друга с помощью винтового регулятора 54 с резьбами противоположных направлений. Вертикальная регулировка опорных скоб 53 нижних опорных роликов осуществляется с помощью винтовых резьбовых регуляторов 55. Шовнаправляющие ролики 56 установлены на верхних опорных скобах 57 для роликов, а скобы установлены на раме 51 с возможностью их относительной боковой регулировки с помощью регулятора 58, имеющего вал 59 с резьбами противоположных направлений, и с возможностью вертикальной регулировки регулировочными винтами 60.
Шовнаправляющие ролики 56 имеют фасонный буртик 61, который обеспечивает опору для направляемого на него свободного края 62 полой полки 30. Шовнаправляющие ролики закреплены на подшипниках на блоках 63, которые установлены с возможностью линейной регулировки по соответствующим осям 64 вращения регулировочными винтами 65, при необходимости блоки 63 могут быть шарнирно установлены на верхних опорных скобах роликов с возможностью угловой регулировки в поперечной плоскости, перпендикулярной направлению движения сырьевой полосы металла.
С передней стороны рамы 51 находится пара роликов 66, 67 опоры стенки, верхний опорный ролик 66 имеет кольцевой обод 68, направляемый между свободным краем 62 полки 30 и стороной стенки 25, как показано на разрезе 69. Торцевая стенка 70 опорного ролика 66 также служит в качестве опоры для свободного края 62 полки 30. На разрезе 69 также показана профильная торцевая стенка 71 нижнего опорного ролика 67, который также поддерживает полую полку 30. Регулировка относительного вертикального расстояния между роликами 66 и 67 опоры стенки обеспечивается регулировочным винтом 72.
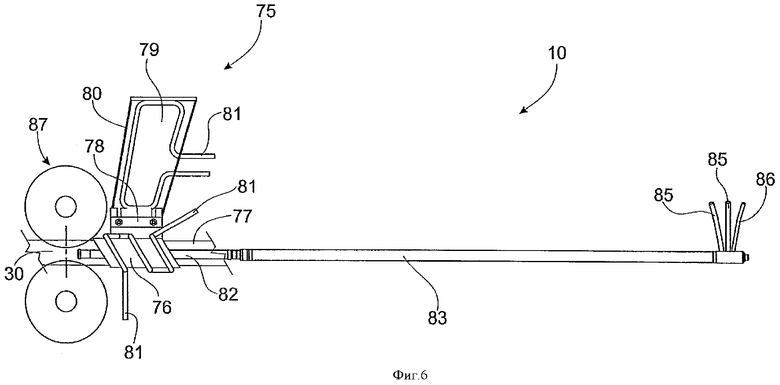
На Фиг.6 показан аппарат 10 высокочастотной индукционной электросварки, схематически показанный на Фиг.1 между клетью 9 шовнаправляющего устройства и сварочной камерой 11.
Сварочный аппарат 10 включает узел 75 индукционной катушки в виде контура 76 из листовой меди, окружающего конструктивный элемент 77 с полой полкой, когда он проходит через нее. Свободные концы 78 контура 76 закреплены соответствующими скобами 79 из листовой меди, разделенными слоем электрического изолятора 80. Узел катушки 75 охлаждается водой, циркулирующей в медных трубах 81, прикрепленных к узлу 75.
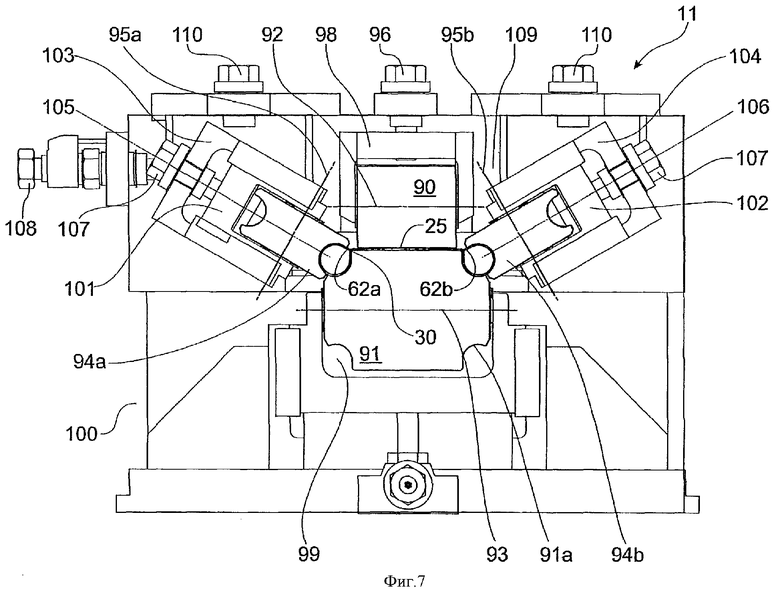
Внутри каждой полой полки 30, расположенной на участке катушки 76, расположен импедер 82, представляющий собой стеклопластиковую трубу, заполненную ферритовыми стержнями (не показано). Каждый импедер 82 установлен на длинном пруте 83, установленном на кронштейне 84 (показан на Фиг.1), который входит во внутреннюю полость соответствующей стенки через промежуток между свободным краем полой полки и стороной стенки, как показано на Фиг.5. Охлаждающая вода проходит через импедер 82 по трубам 85, а сжатый воздух прокачивается через импедер 82 по трубе 86. После того как свободные края полых полок и линии сварочных швов вдоль соответствующих сторон стенки нагреваются до температуры плавления сварочным аппаратом 10, нагретые края полых полок вводят в контакт с соответствующими нагретыми линиями сварочных швов посредством прижимных роликов 87 (показаны схематически) в сварочной камере 11 на Фиг.1. На Фиг.7 показана конфигурация четырехроликовой сварочной камеры 11 на Фиг.1.
Сварочная камера 11 содержит цилиндрический верхний ролик 90 и цилиндрический нижний ролик 91 с профильными краями 91а, каждый из роликов 90, 91 закреплен на подшипнике для вращения относительно осей 92 и 93. Профильные прижимные ролики 94а, 94b, установленные с возможностью вращения относительно соответствующих наклонных осей 95а и 95b, приспособлены для того, чтобы направлять нагретые свободные края 62а и 62b полых полок 30 на соответствующие нагретые линии участков сварочных швов вдоль противоположных краевых участков стенки 25, для обеспечения провара между ними с целью создания непрерывного сварного шва. Следует отметить, что полости, ограниченные между прижимными роликами 94а и 94b и соответствующими профильными краями 91а цилиндрического опорного ролика 91, имеют овальную форму.
Свободные края 62а и 62b направляются на соответствующие линии сварки линейным образом, перпендикулярно соответствующим осям 95а и 95b вращения прижимных роликов 94а и 94b без поперечного «волочащегося» действия, в результате чего индукционные «пятна» или пути к желаемым положениям сварочных швов между соответствующими свободными краями 64а и 64b и противоположными границами стенки 25 остаются фиксированными.
Цилиндрический ролик 90 смонтирован с возможностью смещения в вертикальной плоскости посредством соответствующего регулировочного винта 96, который соединен с подушкой 98 ролика, смонтированной на опорной раме 100 с возможностью перемещения скольжением.
Прижимные ролики 94а и 94b скользяще смонтированы на соответствующих подушках 101 и 102 соответствующих опорных рам 103 и 104 прижимных роликов с возможностью скользящей регулировки по соответствующим осям 105 и 106 скольжения посредством регулировочных винтов 107. Опорные рамы 103 и 104 прижимных роликов, в свою очередь, смонтированы с обеспечением их регулируемой подвижности в поперечном направлении винтом 108, связанным с опорными рамами 103 и 104 резьбовым валом 109, и вертикальной подвижности винтами 110. Предпочтительно, опорные рамы для роликов шарнирно смонтированы на раме 100 для обеспечения шарнирной подвижности вокруг соответствующих осей, параллельных направлению движения конструктивного элемента с полыми полками через клеть 11 сварочной камеры.
Установка роликов с возможностью их регулирования обеспечивает высокоточную сварку в сварочной камере полых полок большого диапазона размеров и сечений по всей траектории сварочного шва между полой полкой и стенкой.
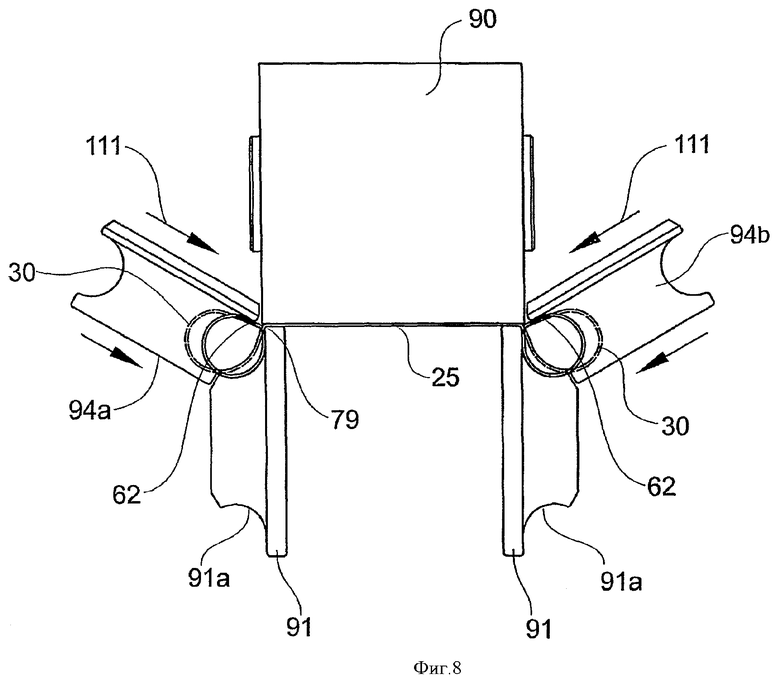
Фиг.8 упрощенно изображает конфигурацию роликов в показанной на фиг.7 сварочной камере 11. Этот чертеж более наглядно иллюстрирует процесс направления свободных краев полых полок к сварным швам, проходящим вдоль краев стенки.
На этом чертеже положение формованных полых полок 30 и их соответствующих свободных краев 62 показано фантомной линией в несколько преувеличенном виде. После того как формованная секция достигает роликов, полые полки 30 направляются внутрь к фасонным концам 91а отдельных роликов 91, что соответствует смещению роликов 94а и 94b по соответствующим осям 95 и 96 скольжения, показанным на фиг.7.
Важно отметить, что как следует из чертежа, около половины внешней части полых полок, оканчивающейся свободными краями 62, направляется в направлении, показанном стрелками 111, причем по существу плоский участок полки, смежный свободному краю 62, и соответствующая часть с противоположной стороны полки направляются к ролику 91 вместе, как единая часть, в результате чего остальная часть полки, смежная краю 79 стенки 25, деформируется согласно фасонным краям 91а роликов 91. Кроме того, можно видеть, что свободный край 62 стенки 30 движется по прямой линии к краю 79 стенки 25, где происходит образование сварочного шва.
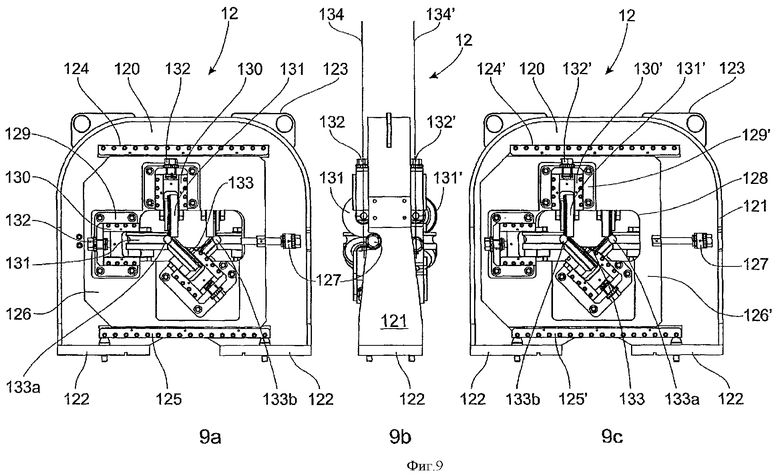
На Фиг.9 показана клеть 12 профилирующих роликов на Фиг.2, причем Фиг.9а является задней вертикальной проекцией, Фиг.9b является боковой вертикальной проекцией и Фиг.9с является фронтальной вертикальной проекцией. Клеть 12 содержит арочную пластинчатую раму 120, усиленную стойкой 121, прикрепленной к ее внешнему краю. Рама 120 укреплена на опорных планках 122 и включает монтажные петли 123 для облегчения манипуляций. Направляющие 124 и 125 обеспечивают скольжение держателя 126 формующего ролика, который регулируется в поперечном направлении регулировочным винтом 127. Вокруг центрального окна 128 рамы 120 проходят опорные рамы 129 для роликов, в каждой из которых подвижно располагается удерживающая скоба 130 ролика, в которой на подшипнике закреплен профилирующий ролик 131. Удерживающие скобы 130 роликов подвижно регулируются в соответствующих опорных рамах 129 регулировочными винтами 132, которые смещают профилирующие ролики 131 в поперечной плоскости, перпендикулярной направлению движения полой полки 133а балки 133, проходящей через эту плоскость. Профилирующие ролики 131 установлены на соответствующих осях вращения в общей поперечной плоскости, показанной под номером 134 на Фиг.9b, при этом соответствующие регулировочные винты 127 смещают профилирующие ролики 131 в их общей плоскости в направлении, перпендикулярном осям вращения.
Через окно 128 видна другая группа трех профилирующих роликов 131 а, воздействующих на другую полую полку 133b балки 133 с противоположной стороны рамы 120.
Как можно видеть, фронтальная вертикальная проекция клети профилирующих роликов на Фиг.9b и 9с, по существу, идентична, за исключением того, что держатель ролика 126 перемещен налево для соответствия полой полке 133b, отделенной от полой полки 133а шириной стенки между ними.
Хотя одни и те же номера были использованы для обозначения одних и тех же деталей, номера обозначений для деталей, показанных спереди, отличаются штрихом.
К особым преимуществам, обеспечиваемым такой конфигурацией клети как из профилирующих роликов, так и из формирующих роликов, относится то, что эти клети можно приспосабливать к прокатке широкого диапазона размеров балок с полыми полками и разнообразие возможных сечений полых полок. Более того, расположение групп роликов для противоположных полок в плоскостях, разнесенных в продольном направлении, позволяет использовать множество комбинаций роликов, например такую, как показанная без помех для находящихся в той же плоскости соседних групп роликов, формирующих или профилирующих противоположную полую полку. Использование группы из трех формирующих роликов, как показано, позволяет прокатывать балки с близкорасположенными полыми полками или, наоборот, с относительно глубокими полыми полками, что практически невозможно сделать на обычных прокатных станах.
Другое преимущество клети роликов с группой из трех профилирующих роликов, как показано на Фиг.9, состоит в том, что поскольку один из роликов выполнен с наклонной осью вращения, то глубокую опорную поверхность для вертикального края полки можно обеспечить посредством ролика относительно небольшого диаметра, без «скобления» поверхности полки, происходящего из-за различия скоростей профилирования цилиндрическим роликом разных участках по ширине плоской боковой стенки.
Следует заметить, что клеть, показанная на Фиг.9, позволяет существенно снизить затраты за счет снижения стоимости групп роликов, так как можно использовать ролики с диаметром на 25-30% меньше обычного диаметра роликов. Более того, регулируемое положение роликов позволяет прокатывать балки в широком диапазоне размеров без замены роликов, просто регулируя их положение в зависимости от толщины стенки. Когда требуется замена роликов, либо из-за изменения в размере или конфигурации полок, либо из соображений профилактики, все подушки роликов можно заменить в течение нескольких минут и сходным образом можно быстро заменить опорные скобы роликов.
На Фиг.10 показана двусторонняя клеть 13 туркоголовых роликов, имеющая конструкцию, сходную с конструкцией клетей 12 профилирующих роликов, показанных на Фиг.9.
В частности, на Фиг.10b клеть 13 туркоголовых роликов включает пластинчатую раму 140 с верхней и боковыми усиливающими стойками 141 и 142 соответственно. Несущее основание 143 приспособлено для установки на основание стана, показанное на Фиг.2, монтажные проушины 144 предназначены для манипуляционных целей. На противоположных сторонах рамы 140 смонтированы установочные плиты 145 с совмещенными центральными окнами 146. Вокруг окон 146 проходят опорные рамы для роликов 147, на которых подвижно закреплены опорные скобы 148 роликов, которые регулируются по оси соответствующими регулировочными винтами 149. Установочные плиты 145 для роликов регулируются по оси регулировочными винтами 150.
Монтажные рамы 147 для роликов смонтированы на торцевой плите 151, которая установлена с возможностью частичного поворота регулировочным винтом 152 на установочных плитах 145 роликов. Поворотная регулировка между торцевыми плитами 151 на передней и задней сторонах рамы 140 туркоголовых роликов позволяет с помощью неприводных роликов 153, 154, 155 и 156 исправлять любую деформацию кручения или продольную деформацию балок с полыми полками до того, как балка поступает на летучую пилу или подобное устройство для разрезания балки на фрагменты заданной длины.
Для специалиста данной области техники очевидно, что в данное изобретение могут быть внесены различные видоизменения, не выходящие за рамки его притязаний и не меняющие его сущность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАНИЯ В СВАРКЕ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ПОЛЫМИ ПОЛКАМИ | 2005 |
|
RU2379166C2 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЫРЬЕВОЙ ПРОВОЛОКИ ИЗ ПЕРВОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ ДРУГОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПУТЕМ ПРОФИЛИРОВАНИЯ В ВАЛКАХ | 2018 |
|
RU2772767C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТНОГО СТАНА | 2011 |
|
RU2547062C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1989 |
|
RU2097504C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Машина для регулируемого продольного гофрирования листовых материалов | 1987 |
|
SU1816240A3 |
| Линия для изготовления спиральношовных труб с винтовыми гофрами | 1985 |
|
SU1304955A1 |
| УСТАНОВКА ДЛЯ ПРОФИЛИРОВАНИЯ | 2009 |
|
RU2501615C1 |
Изобретение относится к области обработки металлов давлением, в частности к прокатному производству. Стан включает формирующий узел, шовнаправляющий сварочный узел и профилирующий узел. По меньшей мере один из указанных формирующий узел и профилирующий узел содержит группы независимо расположенных роликов бокового действия, выполненных с возможностью прокатывания по одной или по обеим противоположным сторонам указанной полосы. Смежные поперечные пары указанных групп роликов бокового действия выполнены с возможностью избирательного смещения друг относительно друга в поперечном направлении, перпендикулярном направлению движения указанной полосы в указанном стане. По меньшей мере некоторые из указанных групп роликов бокового действия являются приводными роликами. Приводные ролики, установленные внутри формирующего и профилирующего узлов, воздействуют на центральную часть указанной полосы между ее формуемыми краевыми участками. Расширяются технологические возможности. 2 н. и 46 з.п. ф-лы, 10 ил.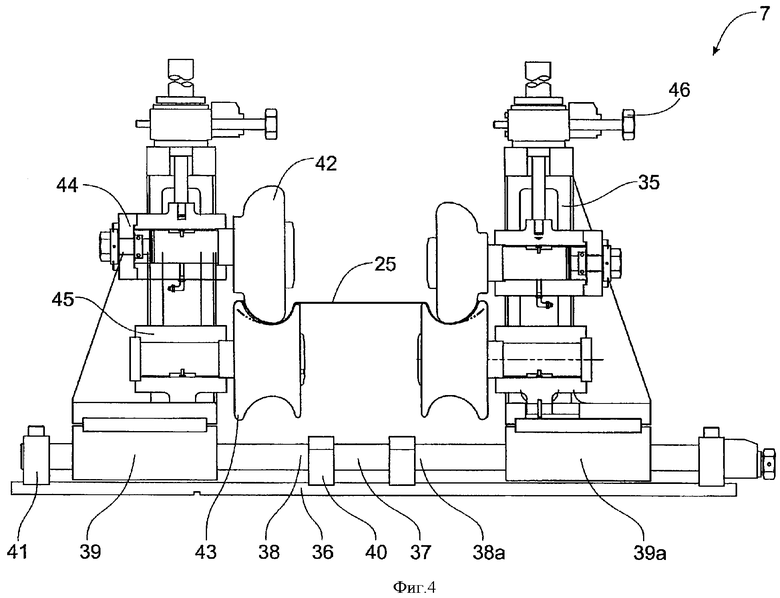
1. Холоднопрокатный стан для изготовления сварных балок с полыми полками из цельной металлической полосы, содержащий формирующий узел с приводными роликами, шовнаправляющий сварочный узел и профилирующий узел с приводными роликами, отличающийся тем, что по меньшей мере один из указанных формирующий узел и профилирующий узел содержит группы независимо установленных роликов бокового действия, выполненных с возможностью прокатывания по одной или по обеим противоположным сторонам указанной полосы, при этом смежные поперечные пары указанных групп роликов бокового действия выполнены с возможностью смещения друг относительно друга в поперечном направлении, перпендикулярном направлению движения указанной полосы в стане.
2. Стан по п.1, отличающийся тем, что некоторые или все ролики из указанных групп роликов бокового действия выполнены неприводными.
3. Стан по п.1, отличающийся тем, что некоторые или все ролики из указанных групп роликов бокового действия выполнены приводными.
4. Стан по п.1, отличающийся тем, что приводные ролики установлены внутри указанных формирующего узла и профилирующего узла и выполнены с возможностью воздействия на центральную часть указанной полосы между ее формуемыми краевыми участками.
5. Стан по п.1, отличающийся тем, что некоторые или все из указанных приводных роликов выполнены с возможностью воздействия на значительную часть указанной полосы между ее формуемыми краевыми участками.
6. Стан по п.1, отличающийся тем, что некоторые или все из указанных приводных роликов выполнены с возможностью воздействия на указанную полосу в пределах ее центрального участка, отделенного от формуемых краев.
7. Стан по п.1, отличающийся тем, что некоторые или все из указанных приводных роликов выполнены с возможностью воздействия на указанную полосу в пределах, смежных ее противоположным формуемым краям.
8. Стан по п.1, отличающийся тем, что поперечные пары указанных групп роликов бокового действия установлены на соответствующих рамах клетей для роликов.
9. Стан по п.1, отличающийся тем, что поперечные пары указанных групп роликов бокового действия установлены с возможностью смещения на общей раме клетей для роликов.
10. Стан по любому из п.8 или 9, отличающийся тем, что указанные рамы клетей для роликов установлены с возможностью смещения в направлении, поперечном основанию стана.
11. Стан по п.1, отличающийся тем, что указанные поперечные пары групп роликов бокового действия выровнены в поперечной плоскости, перпендикулярной направлению движения металлической полосы между указанными группами роликов.
12. Стан по п.1, отличающийся тем, что каждая из указанных поперечных пар групп роликов бокового действия расположена в соответствующей, отделенной от других в продольном направлении, поперечной плоскости, перпендикулярной направлению движения указанной металлической полосы между указанными группами роликов бокового действия.
13. Стан по п.1, отличающийся тем, что по меньшей мере один ролик бокового действия группы роликов бокового действия установлен с возможностью вращения на наклонной оси, лежащей в поперечной плоскости, перпендикулярной направлению движения полосы металла через указанную группу роликов бокового действия.
14. Стан по п.1, отличающийся тем, что по меньшей мере один ролик бокового действия установлен с возможностью вращения на горизонтальной оси, лежащей в поперечной плоскости, перпендикулярной направлению движения металлической полосы через указанную группу роликов бокового действия.
15. Стан по п.1, отличающийся тем, что по меньшей мере один ролик бокового действия установлен с возможностью вращения на вертикальной оси.
16. Стан по п.1, отличающийся тем, что указанные приводные ролики расположены попеременно с указанными группами роликов бокового действия вдоль основания стана.
17. Стан по п.1, отличающийся тем, что по меньшей мере один ролик бокового действия группы роликов бокового действия установлен с возможностью вращения на оси, выполненной с возможностью изменения углового положения в указанной поперечной плоскости, лежащей перпендикулярно направлению движения металлической полосы в указанном стане.
18. Стан по п.1, отличающийся тем, что указанные приводные ролики расположены между парами групп роликов бокового действия, разнесенных в продольном направлении вдоль основания указанного стана.
19. Стан по п.1, отличающийся тем, что указанный шовнаправляющий сварочный узел содержит клеть шовнаправляющих роликов, включающую по меньшей мере один шовный ролик с кольцевым буртиком и установленный с возможностью вращения на наклонной оси, лежащей в поперечной плоскости, перпендикулярной направлению движения указанной полосы, причем указанный буртик выполнен с возможностью обеспечения опоры для указанного свободного края указанной металлической полосы.
20. Стан по п.19, отличающийся тем, что указанный по меньшей мере один шовнаправляющий ролик выполнен с возможностью смещения вдоль наклонной оси.
21. Стан по п.19, отличающийся тем, что ось вращения указанного шовнаправляющего ролика выполнена с возможностью изменения углового положения в указанной поперечной плоскости.
22. Стан по п.1, отличающийся тем, что указанный шовнаправляющий сварочный узел содержит клеть сварочной камеры, имеющую по меньшей мере один прижимный ролик, установленный с возможностью вращения на наклонной оси, лежащей в поперечной плоскости, перпендикулярной направлению движения указанной полосы.
23. Стан по п.22, отличающийся тем, что указанный по меньшей мере один прижимный ролик выполнен с возможностью смещения вдоль указанной наклонной оси.
24. Стан по п.22, отличающийся тем, что ось вращения указанного по меньшей мере одного прижимного ролика выполнена с возможностью изменения углового положения в указанной поперечной плоскости.
25. Стан по п.1, отличающийся тем, что группы роликов бокового действия установлены на подшипниках на соответствующей монтажной раме, прикрепленной с возможностью съема к соответствующей клети формирующих роликов и/или к клети профилирующих роликов.
26. Стан по п.25, отличающийся тем, что указанная монтажная рама выполнена с возможностью регулирования в поперечной плоскости, перпендикулярной направлению движения указанной полосы через указанную монтажную раму.
27. Стан по п.1, отличающийся тем, что указанный шовнаправляющий сварочный узел содержит клеть шовных роликов, удерживающую с возможностью вращения по меньшей мере один шовный ролик, выполненный с возможностью линейного выравнивания свободного края профильного участка металлической полосы вдоль заданной линии сплавления, расположенной на расстоянии от указанного свободного края на поверхности указанной металлической полосы и клеть сварочной камеры, удерживающую с возможностью вращения по меньшей мере одну пару прижимных роликов, предназначенных для направления указанного свободного края, нагретого до заданной температуры, в зону сварки с соответствующе нагретой указанной линией сплавления на указанной поверхности, причем указанная пара прижимных роликов выполнена с возможностью совместного направления указанного свободного края по заданной прямолинейной траектории по существу вдоль линии приближения к результирующему сварному соединению, проходящему между указанным свободным краем и указанной поверхностью металлической полосы и фиксирования энергии, сообщаемой указанному холодноформованному конструктивному элементу за счет эффекта близости по указанной заданной линии сплавления на указанной поверхности.
28. Стан по п.27, отличающийся тем, что на указанных свободном крае и участке сварки для возбуждения указанного электрического тока служат токоподводы, выполненные с возможностью скользящего взаимодействия с указанной металлической полосой и смежным с ним свободным краем и участком сварки.
29. Стан по п.27, отличающийся тем, что для возбуждения указанного электрического тока в указанном свободном крае и указанном участке сварки служит индукционная катушка, поперечно окружающая указанную полосу металла в плоскости, перпендикулярной направлению движения указанной металлической полосы через нее.
30. Стан по п.27, отличающийся тем, что по меньшей мере одна из указанных пар прижимных роликов выполнена с возможностью регулирования углового положения в плоскости, перпендикулярной направлению движения указанной металлической полосы через нее.
31. Стан по п.27, отличающийся тем, что по меньшей мере одна из указанных пар прижимных роликов выполнена с возможностью регулирования относительно другой из указанных пар роликов в направлении, перпендикулярном оси вращения указанной по меньшей мере одной пары прижимных роликов.
32. Стан по п.27, отличающийся тем, что указанная сварочная камера содержит ролики для поддержки стенки, установленные с возможностью вращения относительно соответствующих параллельных осей, перпендикулярных направлению движения металлической полосы между ними.
33. Стан по п.32, отличающийся тем, что ролик для поддержки стенки имеет кольцевой буртик для возможности осуществления действия в качестве одного из роликов указанной пары прижимных роликов.
34. Стан по п.27, отличающийся тем, что он включает более одной клети шовных роликов.
35. Стан по п.33, отличающийся тем, что в нем имеется фасонный направляющий ролик, предназначенный для введения указанного свободного края металлической полосы в прижим к указанному кольцевому буртику.
36. Стан по п.27, отличающийся тем, что он имеет стержневидный индукционный импедер, проходящий во внутреннюю полость профильного краевого участка указанной металлической полосы, удерживаемый с одного из его концов и расположенный выше по ходу технологического процесса от указанной по меньшей мере одной клети шовных роликов.
37. Способ холоднопрокатного формования сварной балки с полыми полками из цельной металлической полосы, включающий этапы пропускания металлической полосы через холоднопрокатный стан посредством приводных роликов, взаимодействующих с плоским центральным участком этой полосы, придания контура по меньшей мере одному краевому участку указанной полосы посредством формирующих роликов, непрерывного приваривания в ходе процесса электрической контактной или индукционной сваркой (ERW) свободного края указанного по меньшей мере одного краевого участка к поверхности полосы вдоль заранее определенной зоны сварки с получением полой полки, и профилирования указанной полой полки посредством профилирующих роликов, придающих полой полке требуемое поперечное сечение, отличающийся тем, что используют по меньшей мере один из упомянутых формирующий узел и профилирующий узел, содержащих группы независимо установленных роликов бокового действия, выполненных с возможностью прокатывания по одной или по обеим противоположным сторонам указанной полосы, в котором смежные поперечные пары указанных групп роликов бокового действия выполнены с возможностью смещения относительно друг друга в поперечном направлении, перпендикулярном направлению движения указанной полосы в стане.
38. Способ по п.37, отличающийся тем, что используют по меньшей мере один из формирующих роликов, выполненный приводным для продвижения указанной полосы через указанный стан.
39. Способ по п.37, отличающийся тем, что используют по меньшей мере один из указанных профилирующих роликов, выполненный приводным.
40. Способ по п.37, отличающийся тем, что указанные полые полки профилируют профилирующими роликами, установленными в поперечных разнесенных операционных плоскостях, параллельных друг другу и перпендикулярных направлению движения указанной металлической полосы в указанном стане.
41. Способ по п.37, отличающийся тем, что перед указанным этапом непрерывного шовного приваривания указанный свободный край линейно выравнивают вдоль заданной линии сплавления на указанной поверхности полосы и направляют этот свободный край по заданной прямолинейной траектории по линии приближения к результирующему сварному соединению, проходящему между указанным по меньшей мере одним свободным краем и указанной поверхностью, при этом энергию, сообщаемую указанному холодногнутому конструктивному элементу, фокусируют за счет эффекта близости по указанной заданной линии сплавления на указанной поверхности до приваривания к ней указанного свободного края.
42. Способ по п.37, отличающийся тем, что указанный по меньшей мере один свободный край выравнивают относительно указанного участка сварки по меньшей мере одним шовнаправляющим роликом с кольцевым буртиком, обеспечивающим опору для указанного по меньшей мере одного свободного края.
43. Способ по п.42, отличающийся тем, что указанный по меньшей мере один свободный край указанной металлической полосы вводят в соприкосновение с указанным кольцевым буртиком фасонным приводным роликом.
44. Способ по п.42, отличающийся тем, что указанную металлическую полосу поддерживают по центру поверхностями противолежащих цилиндрических роликов, смежных указанному участку сварки по мере того как по меньшей мере один свободный край направляют в соприкосновение с указанным кольцевым буртиком.
45. Способ по п.42, отличающийся тем, что указанные шовные ролики устанавливают с возможностью регулировки для обеспечения направления указанного свободного края к указанному участку смыкания под заданным углом к указанной поверхности полосы.
46. Способ по п.37, отличающийся тем, что указанный по меньшей мере один свободный край металлической полосы направляют по указанной заданной траектории при помощи фасонного прижимного ролика, проходящего по профильной поверхности указанной металлической полосы, расположенной между разнесенными по существу параллельными контактными поверхностями этого фасонного прижимного ролика.
47. Способ по п.37, отличающийся тем, что указанным свободному краю и заданной линии сплавления энергию сварки сообщают посредством индукционной катушки, причем эта катушка проходит по существу вокруг указанной металлической полосы в плоскости, по существу перпендикулярной ее продольной оси.
48. Способ по п.37, отличающийся тем, что используют поддерживаемый с одного конца удлиненный стержневидный индукционный импедер, проходящий во внутреннюю полость указанной профильной поверхности в смежную указанному участку смыкания зону, где указанный свободный край приваривают к указанной поверхности металлической полосы.
| US 5403986 A, 04.04.1995 | |||
| Способ изготовления гнутых несимметричных профилей полузакрытого типа | 1981 |
|
SU997902A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ КОРОБЧАТОГО СЕЧЕНИЯ | 1990 |
|
RU2025162C1 |

