Изобретение относится к машиностроению, а именно к шлифованию с применением смазочно-охлаждающих жидкостей (СОЖ), и может быть использовано на шлифовальных станках, осуществляющих обработку периферией круга.
Известен способ шлифования периферией круга, согласно которому задают вращение шлифовальному кругу и сообщают относительно него возвратно-поступательное перемещение заготовке, в результате которого круг входит в контакт с обрабатываемой поверхностью и осуществляет съем припуска (Справочник металлиста / Под ред. М.П.Новикова, П.И.Орлова. - М.: Машиностроение, т.4. - 1977. С.71).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа относится то, что в известном способе повышение качества шлифованной поверхности может быть достигнуто либо более мягкими режимами шлифования (по сравнению с рекомендуемыми), либо заменой рекомендуемого шлифовального круга, что неизбежно ведет к снижению производительности обработки.
Известен также способ подачи смазочно-охлаждающей жидкости, согласно которому устанавливают на кожухе шлифовального круга с возможностью осевого перемещения скалку, на которой с помощью тяг жестко закрепляют сопла для подачи СОЖ, реализованный в устройстве по авт. свид. СССР №1222512, кл. В24В 55/02, 1986 г.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что реализация данного способа подразумевает установку на шлифовальный станок дополнительного возбудителя осциллирующих колебаний, что требует дорогостоящей модернизации определенных узлов шлифовального станка и дополнительных энергозатрат при работе оборудования.
Известен также способ шлифования периферией круга, согласно которому вместе с вращением шлифовальному кругу задают продольные колебания от вибратора продольных колебаний (см. Кумабэ Д. Вибрационное резание: Пер. с яп. С.Л.Масленникова / Под ред. И.И.Портнова, В.В.Белова. - М.: Машиностроение, 1985. С.375), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе повышение качества шлифованной поверхности может быть достигнуто полной заменой шлифовальной головки обычного шлифовального станка новой дорогостоящей головкой с вибрирующим шлифовальным кругом, что требует дополнительных затрат и не всегда возможно в реальных производственных условиях.
Сущность изобретения заключается в следующем. Как известно, процесс шлифования сопровождается большими силами и высокими температурами в зоне резания, что приводит к снижению качества обработанных поверхностей. Кроме того, при врезном шлифовании велика вероятность того, что абразивное зерно может попасть в уже обработанную канавку, что уменьшает количество режущих зерен и увеличивает силовую нагрузку на другие зерна. Наличие осциллирующих колебаний шлифовального круга снижает коэффициент трения абразивных зерен о материал обрабатываемой поверхности, силы и температуру в зоне резания, увеличивает количество режущих зерен и, как следствие, повышает качество обработанных поверхностей.
Технический результат - упрощение конструкции источника колебаний, снижение энергозатрат и повышение качества шлифованных поверхностей.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе на вращающийся круг накладывают колебания вдоль его оси.
Особенность заключается в том, что шлифовальный круг устанавливают на планшайбу между двумя прокладками из полиуретана и двумя жестко закрепленными на планшайбе дисками из неферромагнитного материала с выполненными по окружности отверстиями, при этом на крышке и кожухе шлифовального круга закрепляют попарно четыре постоянных магнита, ориентированных одноименными полюсами внутрь кожуха, а в упомянутых отверстиях дисков закрепляют постоянные магниты с чередованием направления их полюсов и обеспечением изменения направления силы взаимодействия магнитов дисков и магнитов крышки с корпусом при вращении шлифовального круга.
На чертежах представлено:
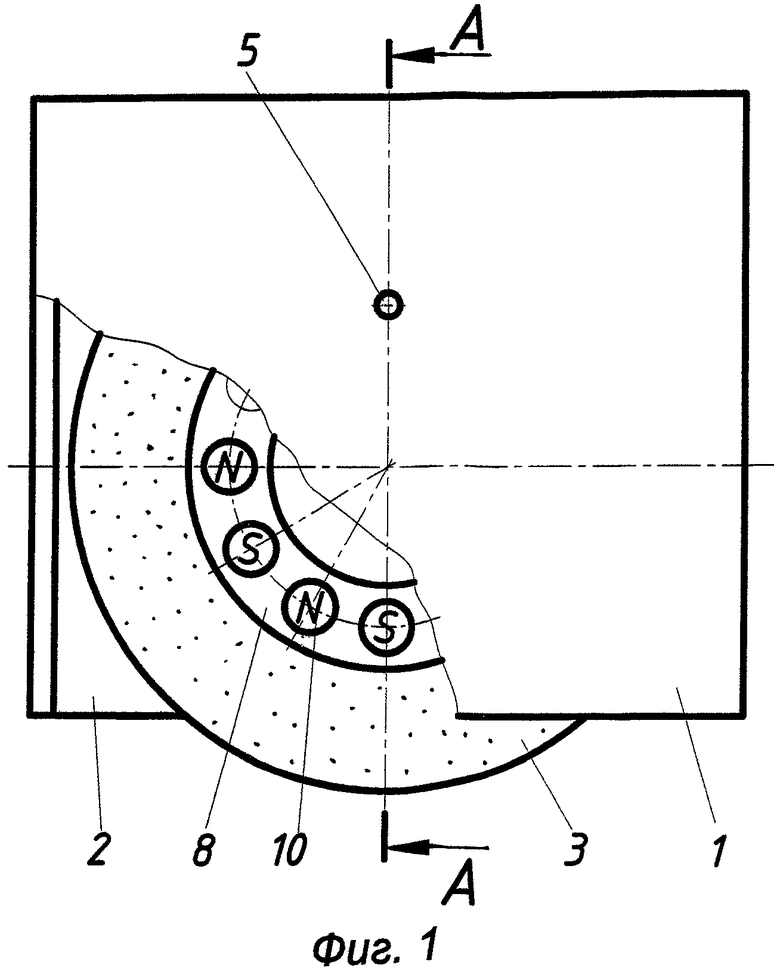
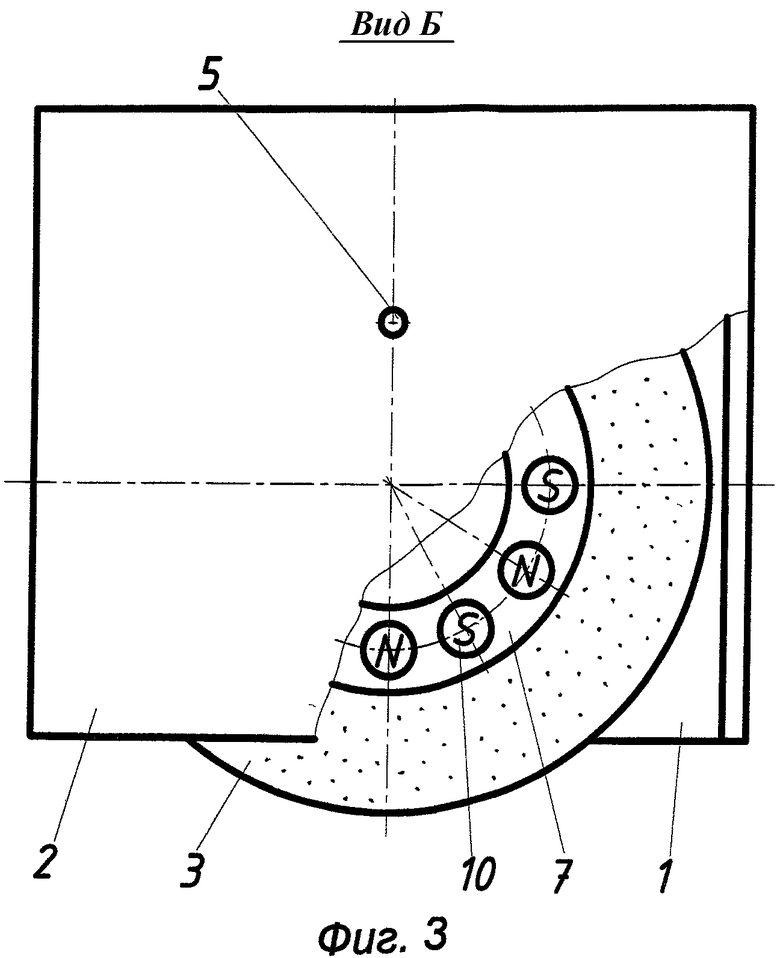
- на фиг.1 изображена схема устройства для реализации способа; на фиг.2 - разрез А-А по фиг.1; на фиг.3 - вид Б на фиг.2.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата.
На крышке 1 и кожухе 2 шлифовального круга 3 закрепляют попарно четыре постоянных магнита 4 в оправках 5. Магниты ориентируют одноименными полюсами внутрь кожуха.
Шлифовальный круг 3 устанавливают на планшайбу 6 вместе с двумя дисками 7 и 8, изготовленными из неферромагнитного материала и двумя прокладками 9 из материала с относительно малым модулем упругости (например, из полиуретана). В дисках 7 и 8 выполнены по окружности отверстия (четное количество), в которых закреплены постоянные магниты 10 с чередованием направления полюсов, причем оппозитно расположенные магниты в дисках ориентируют одноименными полюсами в одном направлении (см. фиг.1, фиг.3). Затем шлифовальный круг устанавливают на шпиндель 11 шлифовального станка. Шлифовальному кругу 1 придают вращение, включают рабочую подачу и начинают процесс шлифования.
В процессе вращения шлифовального круга 3 магниты 10, закрепленные в дисках 7 и 8, периодически оказываются напротив магнитов 4, закрепленных на крышке 1 и кожухе 2 шлифовального круга. Причем, если в одном положении между магнитами 4, закрепленными на крышке 1, и магнитами 10 левого (см. фиг.2) диска 8 действует сила притяжения, а между магнитами 4, закрепленными на кожухе 2, и магнитами 10 правого диска 7 действует отталкивающая сила, то при повороте круга на 30° между магнитами 4, закрепленными на крышке 1, и магнитами 10 левого диска 8 действует отталкивающая сила, а между магнитами 4, закрепленными на кожухе 2, и магнитами 10 правого диска 7 действует сила притяжения.
Таким образом, при каждом повороте круга на 30° сила взаимодействия магнитов 4 и магнитов 10 меняет свое направление, что вызывает наложение колебаний на шлифовальный круг. Податливость круга в осевом направлении обеспечивают две прокладки 10.
Колебания шлифовального круга вдоль его оси благоприятно сказывается на стойкости круга, теплосиловой напряженности процесса шлифования и качестве шлифованных поверхностей.
Кроме того, при реализации способа шлифования для возникновения колебаний круга не требуется дополнительных источников колебаний, что обеспечивает снижение энергозатрат в процессе работы оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ПЕРИФЕРИЕЙ КРУГА | 2011 |
|
RU2468905C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2015 |
|
RU2615100C1 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
| Планшайба для крепления шлифовального круга | 1981 |
|
SU1020216A1 |
| Устройство для непрерывного двухстороннего шлифования пластин | 1977 |
|
SU764946A1 |
| ПЛАНШАЙБА ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2204472C2 |
| Ультразвуковая шлифовальная головка | 1983 |
|
SU1119827A1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2246393C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2013 |
|
RU2553760C2 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
Изобретение относится к машиностроению и может быть использовано при шлифовании поверхностей с применением смазочно-охлаждающих жидкостей. Шлифование осуществляют с наложением колебаний вдоль оси шлифовального круга. Последний устанавливают на планшайбе между двумя прокладками из полиуретана и двумя жестко закрепленными на планшайбе дисками из неферромагнитного материала с выполненными по окружности отверстиями. На крышке и кожухе шлифовального круга закрепляют попарно четыре постоянных магнита, ориентированных одноименными полюсами внутрь кожуха. В отверстиях дисков закрепляют постоянные магниты с чередованием направления их полюсов и обеспечением изменения направления силы взаимодействия магнитов дисков и магнитов крышки с корпусом при вращении шлифовального круга. В результате упрощается конструкция источника колебаний, снижаются энергозатраты и повышается качество шлифованных поверхностей. 3 ил.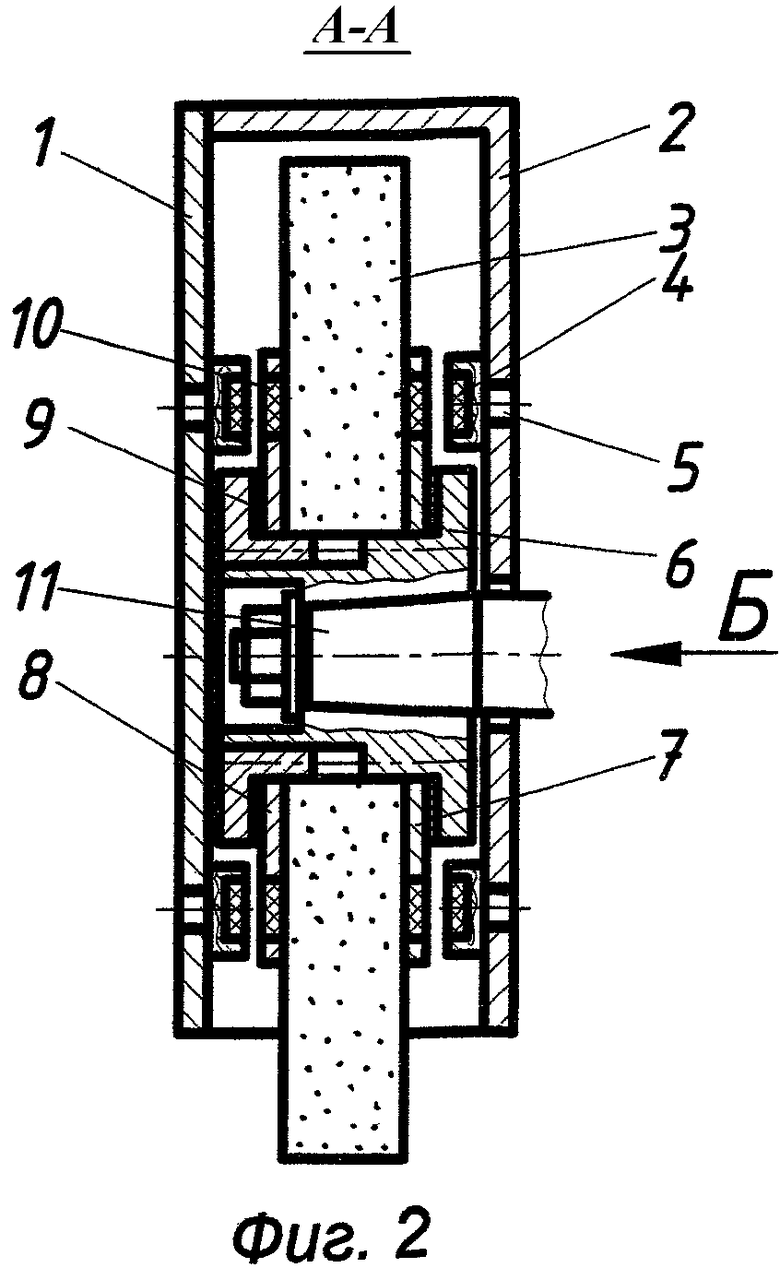
Способ шлифования периферией круга, включающий наложение на вращающийся круг колебаний вдоль его оси, отличающийся тем, что шлифовальный круг устанавливают на планшайбе между двумя прокладками из полиуретана и двумя жестко закрепленными на планшайбе дисками из неферромагнитного материала с выполненными по окружности отверстиями, при этом на крышке и кожухе шлифовального круга закрепляют попарно четыре постоянных магнита, ориентированных одноименными полюсами внутрь кожуха, а в упомянутых отверстиях дисков закрепляют постоянные магниты с чередованием направления их полюсов и обеспечением изменения направления силы взаимодействия магнитов дисков и магнитов крышки с корпусом при вращении шлифовального круга.
| Кумабэ Д | |||
| Вибрационное резание | |||
| - М.: Машиностроение, 1985, с.424 | |||
| Устройство для подачи смазочно-охлаждающей жидкости | 1983 |
|
SU1172683A1 |
| Устройство для шлифования | 1991 |
|
SU1779564A1 |
| Державка кольцевого абразивного инструмента | 1986 |
|
SU1364450A2 |
| DE 4430152 A1, 29.02.1996. | |||

