Изобретение относится к конструк-., циям абразивных инструментов, предназначенных для обработки металлов и сплавов, и может быть использовано при шлифовании.
Известен абразивный круг, содержащий корпус, в котором вьшолнены пазы в форме ласточкиного хвоста. В пазы установлены на упругих прокладках абразивные сегменты lj . Q
Недостатком такой конструкции является отсутствие возможности управления моментом шлифования абразивного круга при обработке поверхности, состоящей из разнопрочностных ,, материалов. При шлифовании происходит биение круга на границе разнопрочностных составляющих, в результате чего не вьщерживается задаваемый режим обработки. Биение приводит к усиленному износу рабочей поверхности круга, а нестабильность режима обработки ухудшает качество поверхности. Устройство не обеспечивает стабилизацию момента шлифования при уменьшении j радиуса рабочей поверхности круга в результате естественного износа абразивных сегментов.
Известна также ультразвуковая лифовальная головка, содержащая кольцевые преобразователь и концентратор выполненные с радиально-направленными пазами, равномерно расположенными по окружности, при зтом число пазов концентратора равно или кратно числу азов преобразователя и пазы концентратора выходят на рабочую поверхность шлифовальной головки 2 .
Известная ультразвуковая головка обладает теми же недостатками, что и редьщущая.
Цель изобретения - расширение технологических возможностей ультразвуковой шлифовсшьной головки за счет обеспечения обработки разнопрочных
атериалов.
Цель достигается тем, что в ультразвуковой шлифовальной головке, соержащей кольцевой магнитострикционный преобразователь с радиально-нап- 50
равленными пазами, расположенными авномерно по окружности, пазы вьшолняют в форме круга и в них установлены с возможностью кругового движения катушки, шарнирно соединенные между 55 обой подвижными штангами, каждая из которых упруго связана с корпусом реобразователя.
На штангах установлены грузы.
Величиной центробежной силы, деисвующей на грузы, укрепленные на штангах, определяется угол поворота подвижных катушек в пазах преобразователя и тем самым определяется амплитуд радиальных колебаний преобразователя
Всякое изменение скорости шлифования, вызванное различной твердостью материалов, составляющих обрабатываемую поверхность, или уменьшением ра-, диуса рабочей поверхности инструмент в результате естественного износа абразивных сегментов, приведет к изменению центробежной силы, действую щей на грузы и изменению амплитуды колебаний.
В процессе шлифования деталей часто приходится обрабатывать поверхности, состоящие из..разнопрочнык материалов. Обработка заданных поверхностей на одном режиме шлифования (не оптимальном для обоих материалов приводит к ухудшению геометрических параметров качества шлифованных поверхностей (волнистости и шероховатости) и физико-механических свойств поверхностного слоя шлифованных деталей.
Изменение механических свойств обрабатываемой поверхности при переходе с одного материала на другой приводит к изменению усилий резания, скорости обработки и т.д. В том случае, если обрабатывается менее прочный материал, а затем более прочный, могут возникнуть шлифовочные прижогн, микротрещины, нежелательные положительные остаточные напряжения. Если же обрабатывается более прочный материал, а затем менее прочный, то процесс шлифования на одном режиме, рассчитанный для более прочного материала, будет мало производителен.
Предлагаемая ультразвуковая шлифовальная головка позволяет поддерживать оптимальный режим резания для каждого материала при обработке разнопрочных поверхностей.
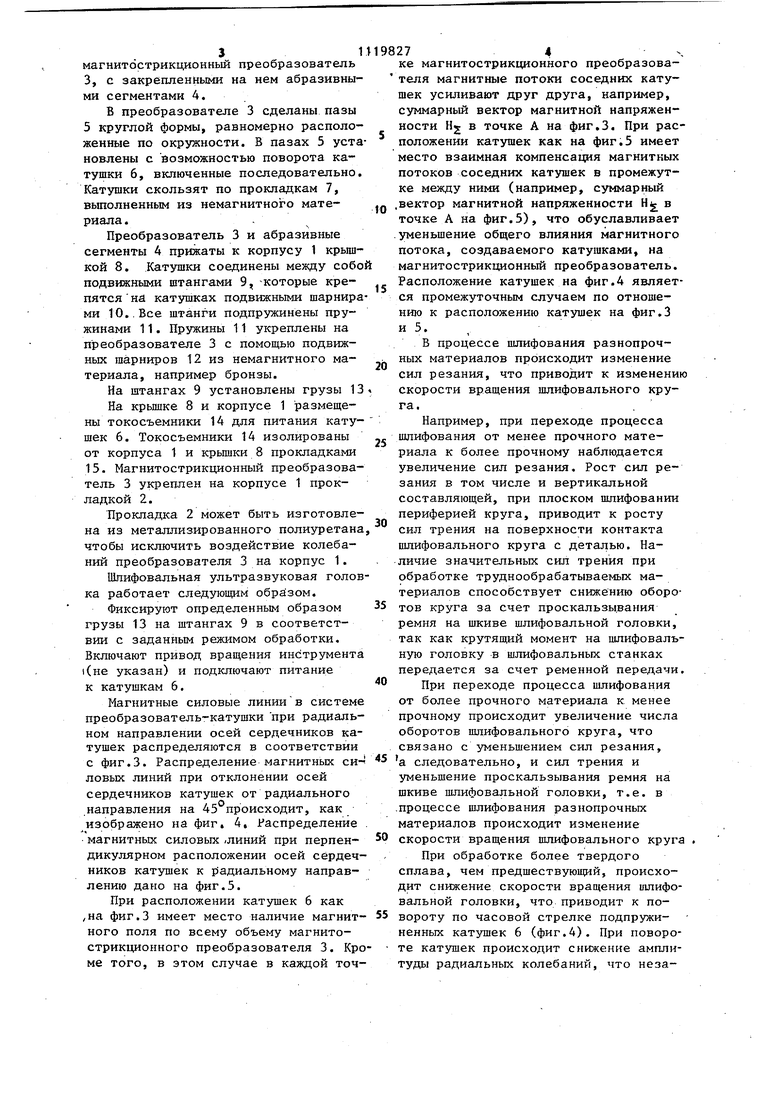
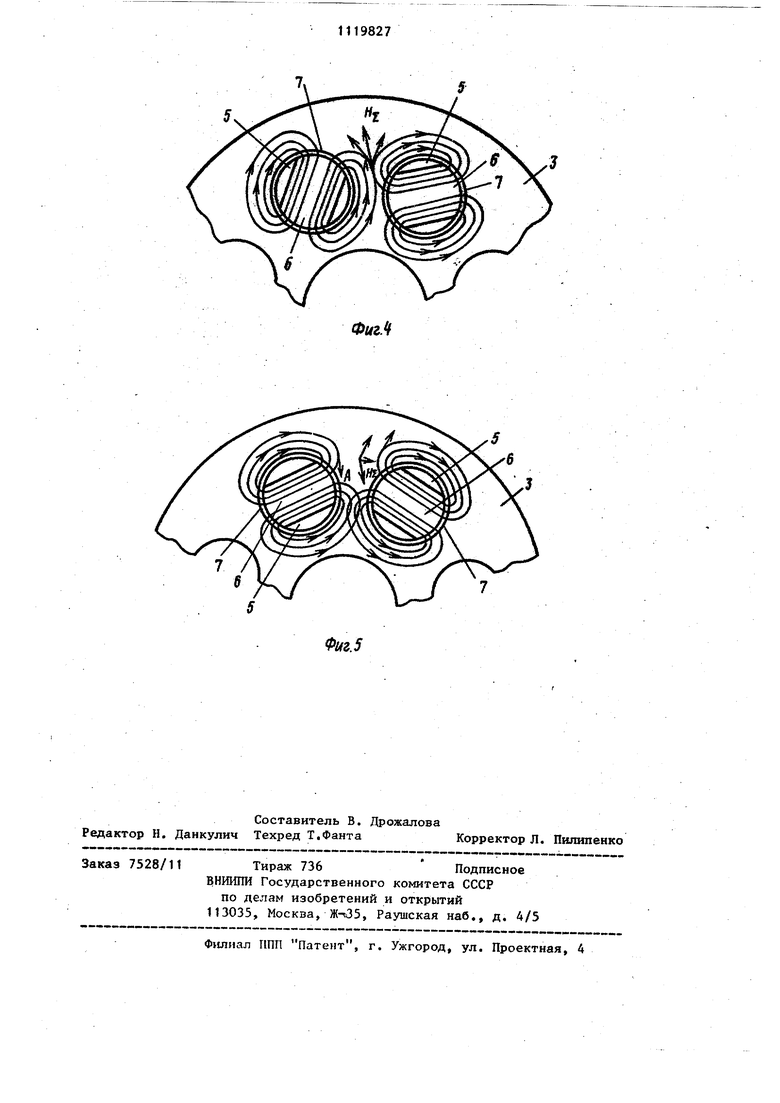
На фиг.1 показана ультразвуковая шлифовальная головка с частичным вьфезом ее крьш1Ки, фронтальный вид; на фиг,2 - сечение А-А на фиг.1; на фиг.З - 5 - распределение магнитных полей при различных положениях катушек.
Ультразвуковая шлифовальная головка содержит корпус 1, прокладку 2, на которой установлен кольцевой магнитострикционный преобразователь 3, с закрепленными на нем абразивными сегментами 4. В преобразователе 3 сделаны пазы 5 круглой формы, равномерно расположенные по окружности. В пазах 5 уста новлены с возможностью поворота катушки 6, включенные последовательно Катушки скользят по прокладкам 7, выполненным из немагнитного материала. Преобразователь 3 и абразивные сегменты 4 прижаты к корпусу 1 крьпикой 8. Катушки соединены между собо подвижными штангами 9, -которые крепятсяна катушках подвижными шарнира ми 10..Все штанги подпружинены пружинами 11. Пружины 11 укреплены на преобразователе 3 с помощью подвижных шарниров 12 из немагнитного материала, например бронзы. На штангах 9 установлены грузы 13 На крышке 8 и корпусе 1 размещены токосъемники 14 для питания катушек 6. Токосъемники 14 изолированы от корпуса 1 и крьш1ки 8 прокладками 15. Магнитострикционный преобразователь 3 укреплен на корпусе 1 прокладкой 2. Прокладка 2 может быть изготовлена из металлизированного полиуретана чтобы исключить воздействие колебаний преобразователя 3 на корпус 1. Шлифовальная ультразвуковая голов ка работает следующим образом. Фиксируют определенным образом грузы 13 на штангах 9 в соответствии с заданным режимом обработки. Включают привод вращения инdтpyмeнтa :(не указан) и подключают питание к катушкам 6. Магнитные силовые линии в системе преобразователь-катушки при радиальном направлении осей сердечников катушек распределяются в соответствии с фиг.З. Распределение магнитных силовых линий при отклонении осей сердечников катушек от радиального направления на 45 происходит, как изображено на фиг, 4, Распределение магнитньпс силовых -линий при перпендикулярном расположении осей сердеч ников катушек к радиальному направлению дано на фиг.5. При расположении катушек 6 как ,на фиг.З имеет место наличие магнит ного поля по всему объему магнитострикционного преобразователя 3. Кро ме того, в этом случае в каждой точке магнитострикционного преобразователя магнитные потоки соседних катушек усиливают друг друга, например, суммарный вектор магнитной напряженности Hj в точке А на фиг.З. При расположении катушек как на фиг.5 имеет место взаимная компенсация магнитных потоков соседних катушек в промежутке между ними (например, суммарный ,вектор магнитной напряженности Н в точке А на фиг.5), что обуславливает уменьшение общего влияния магнитного потока, создаваемого катушками, на магнитострикционный преобразователь. Расположение катушек на фиг.4 является промежуточным случаем по отношению к расположению катушек на фиг.З и 5. В процессе шлифования разнопрочных материалов происходит изменение сил резания, что приводит к изменению скорости вращения шлифовального круга. Например, при переходе процесса шлифования от менее прочного материала к более прочному наблюдается увеличение сил резания. Рост сил резания в том числе и вертикальной составляющей, при плоском шлифовании периферией круга, приводит к росту сил трения на поверхности контакта шлифовального круга с деталью. Наличие значительных сил трения при обработке труднообрабатываемых материалов способствует снижению оборотов круга за счет проскальзывания ремня на шкиве шлифовальной головки, так как крутящий момент на шлифовальную головку в шлифовальных станках передается за счет ременной передачи. При переходе процесса шлифования от более прочного материала к менее прочному происходит увеличение числа оборотов шлифовального круга, что связано с уменьшением сил резания, а следовательно, и сил трения и уменьшение проскальзывания ремня на шкиве шлифовальной головки, т.е. в процессе шлифования разнопрочных материалов происходит изменение скорости вращения шлифовального круга При обработке более твердого сплава, чем предшествую1ций, происходит снижение скорости вращения ишифовальной головки, что приводит к повороту по часовой стрелке подпружиненных катушек 6 (фиг.4). При повороте катушек происходит снижен те амплитуды радиальных колебаний, что неза5 1
иедлительно приводит к з меньшению амплитуды колебаний сил резания. В свою очередь, уменьшение сил резания приводит к увеличению скорости круга и стабилизации режима шлифования.
Использование ультразвуковой шлифовальной головки позволяет работать даже при затупленном ишифовальном круге, не приводя к ухудшению геометрии поверхности.
При затуплении шлифовального круга возрастают силы резания. Это приводит к снижению скорости вращения шлифовальной головки и повороту по
76
часовой стрелке подпружиненных катушек 6. При этом, происходит снижение амплитуды радиальных колебаний, что незамедлительно приводит к уменьшению амплитуды колебаний сил резания . В свою очередь уменьшение сил резания приведет к увеличению скорос-i ти круга и стабилизации режима шлифования, т.е произойдет тот же самый
процесс, что и при переходе процесса обработки от менее прочного к более прочному материалу.
Ультразвуковая головка обладает всеми преимуществами прерьюистых
кругов.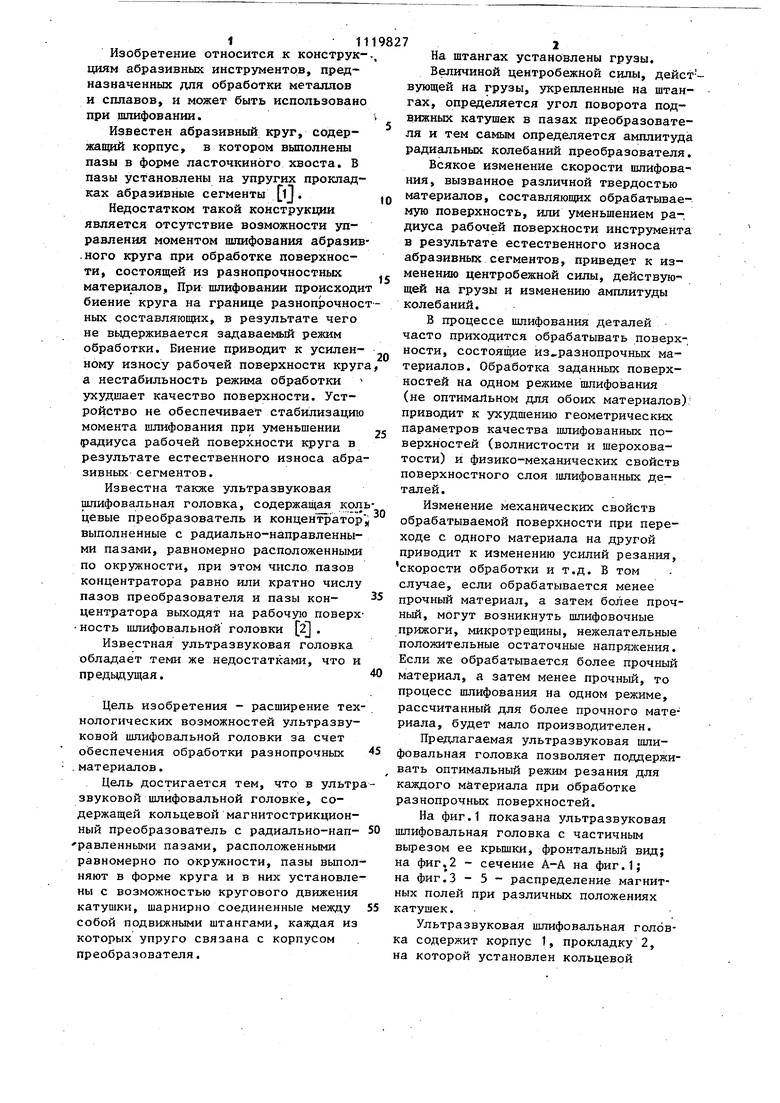
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2004 |
|
RU2275291C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2001 |
|
RU2205741C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2153968C2 |
| Устройство для шлифования | 1985 |
|
SU1255414A2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2008 |
|
RU2387532C1 |
| Способ шлифования | 1979 |
|
SU903090A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| Ультразвуковая шлифовальная головка | 1977 |
|
SU787154A1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2155669C2 |
1. УЛЬТРАЗВУКОВАЯ ШПИФОВАЛЬНАЯ ГОЛОВКА, содержащая кольцевой магнитострикционный преобразователь с радиально направленными пазами, равномерно расположенными по окружности, отличающая ся тем, что, с целью расширения технологических возможностей за счет обеспечения обработки равнопрочных материалов, в пазах, выполненных в виде круга, установлены с возможностью кругового движения катушки, шарнирно соединенные между собой штангами, каждая из которых упруго связана с корпусом преобразователя. 2. Шлифовальная головка по п. 1, отличающаяся тем, что на штангах установлены грузы.
3
/38
.
mmwmh
Фиг,.1
9
ФигМ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РТ: | 0 |
|
SU363665A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ультразвуковая шлифовальная головка | 1977 |
|
SU787154A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
