Изобретение относится к машиностроению, в частности к способам контроля параметров контурных перемещений промышленных роботов, и может быть использовано для проверки параметров контурного движения роботов таких, как точность и повторяемость.
Известен способ контроля точности контурных перемещений промышленных роботов, заключающийся в том, что закрепляют на последней оси манипулятора калибровочный инструмент с контактной частью в виде шарика, вносят в регистрирующую аппаратуру допустимые значения величины погрешности позиционирования манипулятора, подводят манипулятором шарик калибровочного инструмента в точку измерительного контроля, запоминают начальные показания трех взаимно ортогонально установленных датчиков положения, производят изменение ориентации калибровочного инструмента в пространстве на максимально возможные углы, обусловленные кинематической схемой манипулятора, определяют с помощью датчиков положения и регистрируют отклонения траектории манипулятора от заданной, сравнивают эти отклонения с допустимыми значениями погрешности позиционирования манипулятора и по разности судят о точности контурных перемещений манипулятора (пат. РФ 2252862, МПК B25J 19/00. Способ контроля точности контурных перемещений промышленного робота. / К.В.Жеребятьев, П.Е.Судаков. - №2003127789/02; заявл. 15.09.2003; опубл. 27.05.2005. - Бюл.№15).
Недостатками известного способа являются сложность реализации, обусловленная трудностями позиционирования шарика калибровочного инструмента в точке пересечения осей чувствительности контактных датчиков положения, ограниченные функциональные возможности и недостаточная точность из-за невозможности осуществления измерительного контроля в разных областях рабочей зоны манипулятора и влияния на результат отклонений центра шарика калибровочного инструмента от осей датчиков положения.
Известен способ контроля точности контурных перемещений промышленного робота, заключающийся в том, что соединяют шарнирно последнюю ось манипулятора с измерительной головкой, обучают робот заданным перемещениям вдоль линейной направляющей, выполняют цикл перемещений манипулятора вдоль линейной направляющей и измеряют рассогласование между заданным и исполненным положениями (авт.св. СССР №896369, МПК G01В 5/00, G01В 5/08. Способ контроля точности перемещений руки робота. / А.Ш.Колискор, М.И.Коченов - №2484588; заявл. 12.05.1977; опубл. 07.01.1982. - Бюл. №1).
Недостатком известного способа является сложность реализации, обусловленная необходимостью изменения ориентации линейной направляющей для измерения погрешности манипулятора при движении в разных направлениях, недостаточный охват рабочей зоны манипулятора и высокая погрешность контроля, обусловленная кинематическими погрешностями измерительной головки.
Наиболее близким по технической сущности к заявленному является способ контроля точности контурных перемещений промышленных роботов, заключающийся в том, что выполняют цикл перемещений манипулятора вдоль эталонных окружности или прямой и с помощью трех датчиков измеряют рассогласование между заданными и исполненными траекториями сферического шарнира калибровочного инструмента посредством измерительной головки, установленной с возможностью перемещения проверяемым роботом по эталонным окружности или прямой, и по рассогласованию между заданными и исполненными траекториями сферического шарнира калибровочного инструмента судят о точности контурных перемещений манипулятора (авт.св. СССР 1481060, МПК B25J 19/00, 11/00. Способ контроля точности контурных перемещений робота и устройство для его осуществления. / A.M.Бахар, Л.М.Болотин. - №4246857; заявл. 19.05.1987; опубл. 23.05.1989. - Бюл.19).
Недостатком известного способа является недостаточная точность и информативность контроля контурных перемещений манипулятора промышленного робота, обусловленная невозможностью измерений отклонения исполненной траектории от заданной (запрограммированной) в направлениях 3-х координатных осей, так как в измерительной головке располагают только два датчика линейных перемещений, а третий датчик имеет иное функциональное назначение. На точность контроля, уменьшая ее, влияют также погрешности сложной кинематической системы датчиков. Другими недостатками известного способа является сложность его реализации, обусловленная сложностью кинематической схемы измерительного устройства и системы обеспечения заданной траектории перемещения калибровочного инструмента, и невозможность осуществления измерительного контроля в разных областях рабочей зоны за пределами эталонных кривых, регламентируемых кинематической схемой измерительного устройства, что ограничивает функциональные возможности известного способа.
Техническими результатами заявленного способа контроля точности контурных перемещений промышленных роботов являются расширение функциональных возможностей за счет возможности гибкого выбора областей осуществления измерительного контроля, упрощение реализации способа вследствие устранения сложной кинематики измерительного устройства, повышение информативности и точности измерений.
Указанный технический результат достигается тем, что в известном способе контроля точности контурных перемещений промышленного робота, заключающемся в том, что закрепляют на фланце манипулятора калибровочный инструмент с наконечником в виде сферы, координаты центра которой совмещают с координатами характеристической точки рабочего органа манипулятора, вносят в регистрирующую аппаратуру допустимые значения величины погрешности позиционирования манипулятора, подводят манипулятором сферу калибровочного инструмента в точку измерительного контроля, определяют и запоминают начальные координаты центра сферы калибровочного инструмента в этой точке, производят изменение ориентации калибровочного инструмента в пространстве на максимально возможные углы, обусловленные кинематической схемой манипулятора, определяют и регистрируют отклонения координат центра сферы калибровочного инструмента от начальных значений, сравнивают эти отклонения с допустимыми значениями погрешности позиционирования манипулятора, по которым судят о точности контурных перемещений манипулятора, при этом для определения отклонения координат центра сферы калибровочного инструмента используют оптическую измерительную систему с возможностью цифровой обработки видеоинформации, запоминают значение диаметра сферы калибровочного инструмента, формируют ее изображение в приемнике изображения, создают в нем двухмерную шкалу в виде 4-х виртуальных меток, жестко фиксируемых в начальный такт измерения на поверхности приемника изображения в 4-х точках изображения сферы калибровочного инструмента, получаемых пересечением окружности изображения сферы и 2-х перпендикулярных прямых, проходящих через центр изображения сферы и совпадающих с координатными осями присоединенной к сфере декартовой системы координат, запоминают их положение в системе координат видеокамеры, в последующие такты измеряют по изображению значения расстояний от виртуальных меток, спроецированных на оси присоединенной к изображению переместившейся сферы системы координат до соответственно дальних изображений точек пересечения окружности изображения переместившейся сферы с соответствующими координатными осями присоединенной системы координат, и значения отклонений контролируемой сферы в направлениях соответствующих координатных осей определяют по формулам:

где d - известный диаметр сферы калибровочного инструмента; F1х, F2х, F1y, F2y - значения расстояний от проекций соответствующих виртуальных меток на координатные оси присоединенной к изображению перемещающийся сферы системы координат до изображений точек пересечения поверхности переместившейся сферы с соответствующими координатными осями присоединенной системы координат на противолежащих меткам поверхностях контролируемой сферы;
а количество точек измерительного контроля устанавливают более одной и располагают их в разных секторах рабочей зоны манипулятора, обусловленной его кинематической схемой.
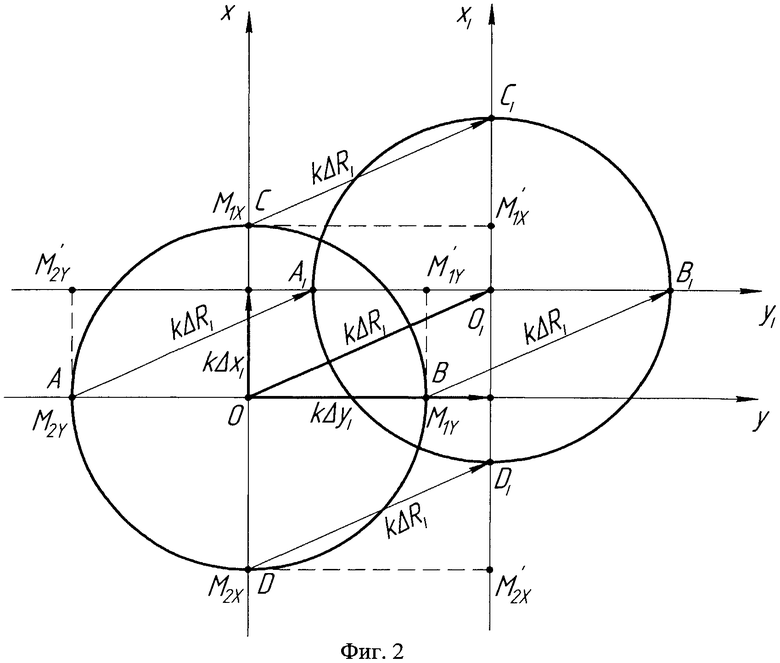
Сущность изобретения поясняется чертежами, где на фиг.1 показан стенд для контроля точности контурных перемещений промышленного робота, на котором реализуют заявленный способ; на фиг.2 - графическая модель перемещения изображения сферы калибровочного инструмента, закрепленного на фланце манипулятора; на фиг.3 и 4 - графические модели изображений соответствующих точек сферы калибровочного инструмента перемещений, переместившихся в процессе такта измерений относительно меток M1x, M2x, M1y, M1y.
Стенд для контроля точности контурных перемещений промышленного робота включает в себя манипулятор 1 универсального промышленного робота с системой управления 2, видеокамеру 3, коммутируемую через преобразователь 4 с персональным компьютером 5. На фланце 6 последнего звена манипулятора 1 закреплен калибровочный инструмент 7 с наконечником в виде сферы 8 известного диаметра. Видеокамера 3 установлена на опорной стойке 9 таким образом, что в поле ее захвата попадает рабочая зона 10 манипулятора 1. Система управления 2 манипулятора 1 промышленного робота запрограммирована для изменения ориентации калибровочного инструмента 7 в пространстве на максимально возможные углы, обусловленные кинематической схемой манипулятора, при размещении сферы 8 калибровочного инструмента 7 в разных секторах рабочей зоны 10 манипулятора.
На фиг.2 представлена графическая модель перемещения изображения сферы 8 калибровочного инструмента 7, закрепленного на фланце 6 манипулятора 1. К изображению сферы 8 присоединена декартова система координат OXY. На фиг.1 сфера 8 находится в одной из точек рабочей зоны 10 манипулятора 1. В данном положении в соответствие с требованиями способа в системе координат OX1Y1 видеокамеры 3 определяют и запоминают начальные координаты изображения центра «О» сферы 8 калибровочного инструмента 7. В процессе выполнения операций способа сфера 8 и, соответственно, ее изображение могли переместиться, как показано на фиг.2, так, что центр «О» переместился в позицию «Оi». Соответственно, переместится и присоединенная система координат, которая в данной позиции обозначена как OXiYi. Вектором kΔRi в системе координат OX1Y1 видеокамеры 3 обозначено перемещение изображения центра сферы 8 калибровочного инструмента 7 из точки «О» (начальное значение) в точку «Оi» в процессе изменения ориентации калибровочного инструмента в пространстве на максимально возможные углы, обусловленные кинематической схемой манипулятора, где k - коэффициент передачи оптического канала. Соответственно, векторами kΔxi, kΔyi обозначены координатные составляющие перемещения изображения центра сферы 8 калибровочного инструмента 7 из точки «О» в точку «Оi». На фиг.2 также обозначены метки M1x, M2x и M1y, М2у получаемые пересечением окружности изображения сферы и координатных осей ОХ и OY в точках С, D и В, А соответственно, координаты которых в системе координат видеокамеры 3 в первый такт измерения запоминаются в памяти персонального компьютера 5. В i-й такт измерения изображение сферы 8 находится с новом положении. Соответственно, присоединенная к изображению переместившейся сферы 8 система координат обозначена OXiYi, а точки А, В, С, D, принадлежащие окружности, обозначены как Аi, Вi, Сi, Di. Точками  ,
,  и
и  ,
,  обозначены проекции меток М1х, M2x и М1у, M2y на координатные оси присоединенной к переместившемуся изображению сферы 8 системы координат OXiYi.
обозначены проекции меток М1х, M2x и М1у, M2y на координатные оси присоединенной к переместившемуся изображению сферы 8 системы координат OXiYi.
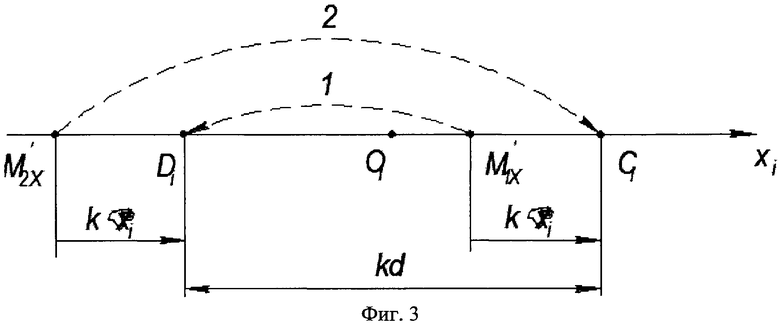
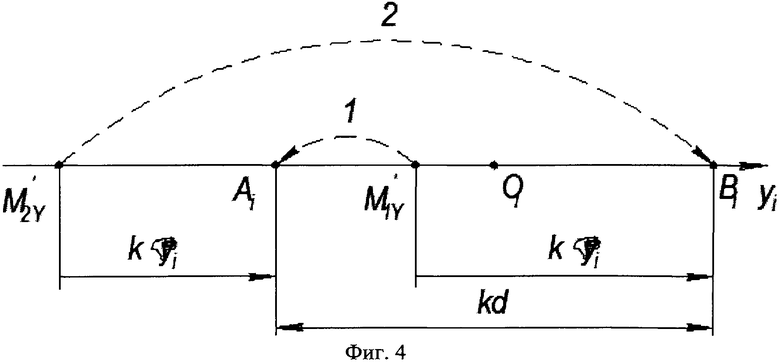
На фиг.3 и 4 показаны координатные составляющие векторов перемещений точек С, D - kΔxi и А, В - kΔyi, принадлежащих изображению сферы 8. Очевидно, что они равны координатным составляющим векторов kΔxi, kΔyi перемещения изображения центра сферы 8 калибровочного инструмента 7 из точки «О» в точку «Оi».
Необходимым условием реализации способа является известный тестовый объект - сфера с известным диаметром d, проекции изображений которого на фиг.3 и 4 обозначены kd.
Способ контроля точности контурных перемещений промышленных роботов реализуется следующим образом.
В начальный такт измерения с помощью системы управления 2 манипулятора 1 помещают сферу 8 калибровочного инструмент 7 в выбранную точку рабочей зоны 10 манипулятора и с помощью видеокамеры 3 фиксируют изображение сферы 8, определяя и запоминая в ее системе координат координаты соответствующих точек изображения, в частности точек А, В, С, D, получаемых пересечением окружности изображения сферы 8 с координатными осями присоединенной системы координат OXY. Координаты нахождения точек А, В, С, D связывают с координатами меток М2y, M1x, М1у, M2x, которые совмещают, соответственно, с точками А, В, С, D в начальный такт измерения. Далее с помощью системы управления 2 манипулятора 1 изменяют ориентацию калибровочного инструмента 7 в пространстве, отрабатывая программу контурного перемещения робота. При этом пространственное положение сферы 8 меняться не должно. Вследствие сферической формы изменение ориентации калибровочного инструмента 7 не приводит к искажению формы изображения сферы 8, как показано на фиг.2. Однако из-за неточности калибровки манипулятора робота сфера 8 может переместиться в пространстве. Тогда ее изображение переместится и займет новое положение, как, например, показано на фиг.2. Соответственно, переместится присоединенная к изображению сферы система координат OXY, которая в этот i-й такт измерения обозначена OXiYi. Также переместятся принадлежащие изображению сферы точки А, В, С, D, которые займут положения Ai, Bi, Сi, Di. В соответствии с положениями способа вектора ΔRi, Δxi, Δyi характеризуют отклонения координат центра сферы калибровочного инструмента 7 от начальных значений. Сравнивая эти отклонения с допустимыми значениями погрешности позиционирования манипулятора 1, можно судить о точности его контурных перемещений. Однако в оптической измерительной системе фиксируются изображения контролируемого объекта и, соответственно, значения векторов kΔRi, kΔxi, kΔyi отклонения изображений отличаются от реальных ΔRi, Δxi, Δyi. При этом значение коэффициента передачи оптического канала k меняется и зависит от параметров оптической системы и расстояния от видеокамеры 3 до контролируемой сферы 8.
Для получения реальных значений величин отклонений в i-й такт измерения в системе координат видеокамеры 3 фиксируют координаты точек Ai, Bi, Ci, Di, определяются координаты точек  ,
,  ,
,  ,
,  , являющихся проекциями меток М1х, M2x, М1у, M2y на соответствующие координатные оси присоединенной системы координат OXiYi, (см. фиг 2).
, являющихся проекциями меток М1х, M2x, М1у, M2y на соответствующие координатные оси присоединенной системы координат OXiYi, (см. фиг 2).
Тогда для расстояний от точки  до точки D, и от точки
до точки D, и от точки  до точки Сi, которые показаны на фиг.3, соответственно, пунктирными кривыми 1 и 2, может быть записана система уравнений:
до точки Сi, которые показаны на фиг.3, соответственно, пунктирными кривыми 1 и 2, может быть записана система уравнений:
а для расстояний от точки  до точки Аi, и от точки
до точки Аi, и от точки  до точки Вi, которые показаны на фиг.4, соответственно, пунктирными кривыми 1 и 2:
до точки Вi, которые показаны на фиг.4, соответственно, пунктирными кривыми 1 и 2:
Решая (1) и (2) относительно Δxi и Δyi получаем:
где d - известный диаметр сферы калибровочного инструмента; F1x, F2x, F1y, F2y - значения расстояний от проекций соответствующих виртуальных меток на координатные оси присоединенной к изображению перемещающийся сферы системы координат до изображений точек пересечения поверхности переместившейся сферы с соответствующими координатными осями присоединенной системы координат на противолежащих меткам поверхностях контролируемой сферы.
Выражения (3) и (4) запрограммированы и вместе с известным значением диаметра d сферы 8 калибровочного инструмента 7 хранятся в памяти персонального компьютера 5.
В процессе реализации операций способа на каждом i-м такте измерения в персональном компьютере по выражениям (3) и (4) вычисляются координатные составляющие Δxi, Δyi реального отклонения контролируемой сферы 8 от номинального положения, по которым судят о точности контурных перемещений манипулятора промышленного робота.
Далее, отрабатывая программу калибровки, промышленный робот перемещает калибровочный инструмент в следующую точку рабочей зоны 10 манипулятора 1, где операции измерительного контроля в соответствии с положениями способа выполняются вновь.
Таким образом, контроль точности контурных перемещений промышленного робота осуществляется во всех областях рабочей зоны манипулятора. Применение оптической измерительной системы и соответствующих операций реализации способа расширяет его функциональные возможности, повышает точность получаемого результата вследствие устранения погрешностей сложной кинематики контактных измерительных устройств, повышает информативность результатов и надежность стенда за счет устранения механических контактов и цепей систем обеспечения кинематики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ МАНИПУЛЯТОРОМ | 2021 |
|
RU2761923C1 |
| СПОСОБ УПРАВЛЕНИЯ МАНИПУЛЯТОРОМ | 2021 |
|
RU2761924C1 |
| СТЕНД ДЛЯ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2011 |
|
RU2472612C1 |
| Способ измерения абсолютного положения конечного звена многозвенного механизма промышленного робота | 2016 |
|
RU2641604C1 |
| СТЕНД ДЛЯ КОНТРОЛЯ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ГИБКОГО МАНИПУЛЯТОРА | 2019 |
|
RU2721769C1 |
| СПОСОБ ИЗМЕРЕНИЯ КОМПОНЕНТОВ СЛОЖНЫХ ПЕРЕМЕЩЕНИЙ ОБЪЕКТА | 2015 |
|
RU2610425C2 |
| СПОСОБ ВНЕШНЕЙ КАЛИБРОВКИ БИНОКУЛЯРНОЙ СИСТЕМЫ ТЕХНИЧЕСКОГО ЗРЕНИЯ | 2005 |
|
RU2286598C1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ШЛЕМА | 2016 |
|
RU2705644C1 |
| СПОСОБ МАССАЖА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145833C1 |
| СПОСОБ НАВЕДЕНИЯ МАШИНЫ НА ОБЪЕКТ | 2012 |
|
RU2522525C2 |
Изобретение относится к машиностроению, в частности к способам контроля параметров контурных перемещений промышленных роботов. Сущность способа заключается в том, что закрепляют на фланце манипулятора калибровочный инструмент с наконечником в виде сферы, координаты центра которой совмещают с координатами характеристической точки рабочего органа манипулятора, вносят в регистрирующую аппаратуру допустимые значения величины погрешности позиционирования манипулятора. Подводят манипулятором сферу калибровочного инструмента в точку измерительного контроля, определяют и запоминают начальные координаты центра сферы калибровочного инструмента в этой точке. Производят изменение ориентации калибровочного инструмента в пространстве на максимально возможные углы, обусловленные кинематической схемой манипулятора, определяют и регистрируют отклонения координат центра сферы калибровочного инструмента от начальных значений. Сравнивают эти отклонения с допустимыми значениями погрешности позиционирования манипулятора, по которым судят о точности контурных перемещений манипулятора. При этом определяют отклонение координат центра сферы калибровочного инструмента с помощью оптической измерительной системы, выполненной с возможностью цифровой обработки видеоинформации. Измерительный контроль осуществляют в более чем одной точке, которые располагают в разных секторах рабочей зоны манипулятора, обусловленной его кинематической схемой. Изобретение направлено на повышение информативности и точности измерений. 4 ил.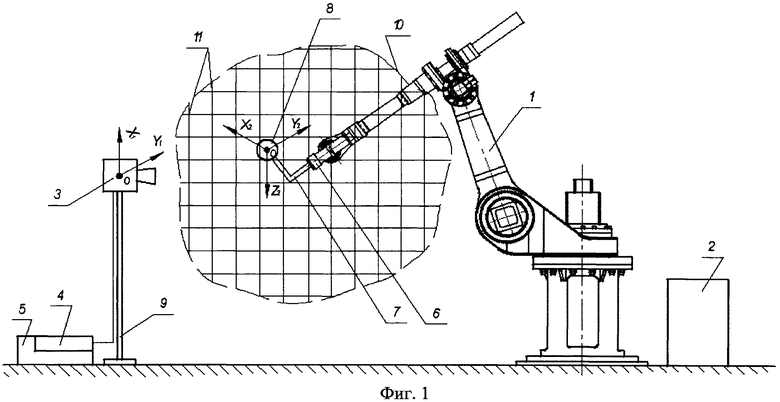
Способ контроля точности контурных перемещений промышленных роботов, включающий закрепление на фланце манипулятора калибровочного инструмента с наконечником в виде сферы, координаты центра которой совмещают с координатами характеристической точки рабочего органа манипулятора, вносят в регистрирующую аппаратуру допустимые значения величины погрешности позиционирования манипулятора, подводят манипулятором сферу калибровочного инструмента в точку измерительного контроля, определяют и запоминают начальные координаты центра сферы калибровочного инструмента в этой точке, производят изменение ориентации калибровочного инструмента в пространстве на максимально возможные углы, обусловленные кинематической схемой манипулятора, определяют и регистрируют отклонения координат центра сферы калибровочного инструмента от начальных значений, сравнивают эти отклонения с допустимыми значениями погрешности позиционирования манипулятора, по которым судят о точности контурных перемещений манипулятора, отличающийся тем, что определяют отклонение координат центра сферы калибровочного инструмента с помощью оптической измерительной системы, выполненной с возможностью цифровой обработки видеоинформации, при этом формируют изображение сферы калибровочного инструмента в приемнике изображения, создают в нем двухмерную шкалу в виде 4 виртуальных меток, жестко фиксируемых в начальный такт измерения на поверхности приемника изображения в 4 точках изображения сферы калибровочного инструмента, получаемых пересечением окружности изображения сферы и 2 перпендикулярных прямых, проходящих через центр изображения сферы и совпадающих с координатными осями присоединенной к сфере декартовой системы координат, запоминают их положение в системе координат видеокамеры, в последующие такты измеряют по изображению значения расстояний от виртуальных меток, спроецированных на оси присоединенной к изображению переместившейся сферы системы координат, до соответственно дальних изображений точек пересечения окружности изображения переместившейся сферы с соответствующими координатными осями присоединенной системы координат и значения отклонений контролируемой сферы Δx1 и Δx2 в направлениях соответствующих координатных осей определяют по формулам
 и
и 
где d - известный диаметр сферы калибровочного инструмента; F1x, F2x, F1y, F2y - значения расстояний от проекций соответствующих виртуальных меток на координатные оси присоединенной к изображению перемещающейся сферы системы координат до изображений точек пересечения поверхности переместившейся сферы с соответствующими координатными осями присоединенной системы координат на противолежащих меткам поверхностях контролируемой сферы, причем измерительный контроль осуществляют в более чем одной точке, которые располагают в разных секторах рабочей зоны манипулятора, обусловленной его кинематической схемой.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2003 |
|
RU2252862C1 |
| Способ контроля точности перемещений руки робота | 1977 |
|
SU896369A1 |
| US 4698572 A, 06.10.1987 | |||
| DE 3207698 A1, 08.09.1983. | |||

