Изобретение относится к измерительной технике и может быть использовано для проверки параметров контурного движения роботов, таких как точность, повторяемость, вибрация.
Известно устройство для контроля точности контурных перемещений робота, содержащее измерительную головку, шарнирно закрепленную с последней осью манипулятора робота и установленную с возможностью перемещения ее с помощью проверяемого робота вдоль линейной направляющей (А.С. СССР №896369, МПК G01В 5/00, G01В 5/08. Способ контроля точности перемещений руки робота / А.Ш.Колискор, М.И.Коченов - №2484588; Заявл. 12.05.1977; Опубл. 07.01.1982. - Бюл. №1).
К недостаткам известного устройства можно отнести ограниченные функциональные возможности, обусловленные невозможностью обеспечить измерения по всей рабочей зоне манипулятора, низкую точность измерений, вследствие невозможности измерений отклонения запрограммированной траектории робота по всем трем координатам, так как в измерительной головке располагаются только два датчика линейных перемещений, а также низкую производительность труда, так как полное исследование робота на точность контурных перемещений с помощью известного устройства потребует многократных измерений при различных положениях эталона.
Известно устройство для контроля точности контурных перемещений робота, содержащее основание, измерительную головку, установленную с возможностью перемещения с помощью проверяемого робота, эталон с системой фиксации, три датчика линейных перемещений, два из которых установлены на измерительной головке, а третий - на эталоне, и регистрирующую аппаратуру, связанную с датчиками (А.С. 1481060 СССР, МПК В25J 19/00, 11/00. Способ контроля точности контурных перемещений робота и устройство для его осуществления / A.M.Бахар, Л.М.Болотин - №4246857; Заявл. 19.05.1987; Опубл. 23.05.1989. - Бюл.19).
К недостаткам известного устройства относятся ограниченные функциональные возможности, обусловленные невозможностью обеспечения измерения по всей рабочей зоне манипулятора, низкая точность измерений вследствие невозможности измерений отклонения запрограммированной траектории робота по всем трем координатам, так как в измерительной головке располагаются только два датчика линейных перемещений (датчик, установленный на эталоне, способен измерять только точность прихода робота в конечную точку траектории), а также низкая производительность труда, так как достаточно полное исследование робота на точность контурных перемещений с помощью известного устройства потребует многократных измерений при различных положениях эталона.
Наиболее близким по технической сущности к заявленному является стенд для контроля точности контурных перемещений промышленного робота, содержащий технологическое основание, манипулятор с закрепленным на фланце его последнего звена калибровочным инструментом, оканчивающимся сферой, систему управления манипулятором, три контактных датчика линейных перемещений и связанную с ними регистрирующую аппаратуру в виде персонального компьютера, оснащенного встроенным аналого-цифровым преобразователем, причем датчики линейных перемещений установлены на опорной стойке таким образом, что ось чувствительности каждого из них сориентирована по одной из осей декартовой системы координат, и каждый из датчиков находится в контакте с поверхностью сферы калибровочного инструмента (Пат. РФ 2185953, МПК В25J 19/00. Стенд для контроля точности контурных перемещений промышленного робота / К.В.Жеребятьев, P.P.Кусов, П.Е.Судаков. - №2001103100/02; заявл. 02.02.2001; опубл. 27.07.2002).
Недостатками известного стенда для контроля точности перемещений промышленного робота являются невозможность осуществления измерительного контроля в различных областях рабочей зоны манипулятора, что ограничивает его функциональные возможности, и недостаточная точность контроля, т.к. при смещении центра сферы калибровочного инструмента с точки пересечения осей чувствительности контактных датчиков кривизна поверхности сферы приведет к возникновению разных для разных датчиков систематических погрешностей позиционирования, приводящих к нелинейным систематическим погрешностям измерительной системы в целом.
Техническими результатами заявленного стенда является расширение его функциональных возможностей, повышение информативности результатов за счет обеспечения контроля во всех областях рабочей зоны манипулятора, а также повышение точности получаемого результата вследствие устранения систематических погрешностей трехканальной измерительной системы с контактными датчиками в каждом канале, возникающих вследствие отклонения центра сферы калибровочного инструмента от точки пересечения осей чувствительности ортогонально установленных датчиков.
Указанный технический результат достигается тем, что в стенде для контроля точности контурных перемещений промышленного робота, содержащем манипулятор с закрепленным на фланце его последнего звена калибровочным инструментом, оканчивающимся сферой, систему управления манипулятором, измерительную и регистрирующую аппаратуру в виде персонального компьютера, в качестве измерительной аппаратуры используют оптическую измерительную систему с видеокамерой, подключенной через аналого-цифровой преобразователь к персональному компьютеру, видеокамера установлена с возможностью захвата всей рабочей зоны манипулятора, сфера калибровочного инструмента имеет известный определенный диаметр, значение которого занесено в память персонального компьютера, а система управления манипулятором промышленного робота запрограммирована с возможностью изменения ориентации калибровочного инструмента в пространстве на максимально возможные углы, обусловленные кинематической схемой манипулятора, при размещении сферы калибровочного инструмента в разных секторах рабочей зоны манипулятора.
На фиг.1 схематично изображен стенд вместе с контролируемым промышленным роботом.
Стенд для контроля точности контурных перемещений промышленного робота включает в себя манипулятор 1 универсального промышленного робота с системой 2 управления, видеокамеру 3, коммутируемую через преобразователь 4 с персональным компьютером 5. На фланце 6 последнего звена манипулятора 1 закреплен калибровочный инструмент 7 с наконечником в виде сферы 8 известного диаметра. Видеокамера 3 установлена на опорной стойке 9 таким образом, что в поле ее захвата попадает рабочая зона 10 манипулятора 1. Система управления 2 манипулятора 1 промышленного робота запрограммирована для изменения ориентации калибровочного инструмента 7 в пространстве на максимально возможные углы, обусловленные кинематической схемой манипулятора, при размещении сферы 8 калибровочного инструмента 7 в разных секторах рабочей зоны 10 манипулятора.
Стенд работает следующим образом.
Анализируемый манипулятор 1 устанавливают на технологическое основание. На фланец 6 манипулятора 1 закрепляют калибровочный инструмент 7 с наконечником в виде сферы 8, координаты центра которой совмещают с координатами характеристической точки рабочего органа манипулятора 1. В систему 2 управления записывают программу контурных перемещений манипулятора 1, которая обеспечивает изменение углов Эйлера последнего звена манипулятора вместе с калибровочным инструментом 7 при постоянстве пространственных координат центра сферы 8 в различных точках рабочей зоны 10 манипулятора 1, а в регистрирующую аппаратуру - допустимые значения величины погрешности позиционирования манипулятора.
В процессе эксплуатации стенда запускается программа контурных перемещений манипулятора 1 робота. При этом вследствие сферической формы наконечника калибровочного инструмента 7 в системе обработки изображения видеокамеры 3 не происходит отклонения координат центра сферы 8 от начальных значений вследствие изменения углов Эйлера. Однако, если параметры реального манипулятора 1 отличны от идеального, параметры которого зашиты в систему 2 управления робота, то произойдет отклонение координат центра сферы 8 от начальных значений, зафиксированных перед началом выполнения программы контурного перемещения звеньев манипулятора 1. Данное отклонение будет характеризовать точность контурных перемещений промышленного робота в конкретной точке рабочей зоны 10. Затем калибровочный инструмент 7 со сферическим наконечником перемещается в следующую точку рабочей зоны 10 манипулятора 1 и процесс измерения продолжается до тех пор, пока не будет охвачена вся рабочая зона манипулятора. Поскольку оптическая система видеокамеры 3 фиксирует плоское изображение сферы 8 калибровочного инструмента, то известный диаметр сферы 8, значение которого записано в памяти персонального компьютера 5, позволяет по изображению отклонения центра сферы 8 от начального значения в той или иной точке рабочей зоны 10 манипулятора 1 перейти к реальным отклонениям, являющимся показателями точности контурных перемещений робота в его рабочей зоне.
Таким образом, данный стенд обладает рядом существенных преимуществ. Бесконтактный способ съема информации позволяет уйти от каких-либо погрешностей, вызываемых наличием контактных средств измерения и механических цепей. При этом обеспечена возможность определения точности контурных перемещения робота во всех областях его рабочей зоны, что существенно повышает информативность стенда. Повышается надежность стенда в целом, т.к. устранена возможность механического контакта системы измерения и манипулятора с калибровочным инструментом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННЫХ РОБОТОВ | 2011 |
|
RU2466858C1 |
| Способ измерения абсолютного положения конечного звена многозвенного механизма промышленного робота | 2016 |
|
RU2641604C1 |
| СТЕНД ДЛЯ КОНТРОЛЯ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ГИБКОГО МАНИПУЛЯТОРА | 2019 |
|
RU2721769C1 |
| СТЕНД ДЛЯ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2001 |
|
RU2185953C1 |
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2003 |
|
RU2252862C1 |
| СПОСОБ УПРАВЛЕНИЯ МАНИПУЛЯТОРОМ | 2021 |
|
RU2761923C1 |
| СПОСОБ МАССАЖА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145833C1 |
| СПОСОБ УПРАВЛЕНИЯ МАНИПУЛЯТОРОМ | 2021 |
|
RU2761924C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ ДОПОЛНЕННОЙ РЕАЛЬНОСТИ И РОБОТОТЕХНИЧЕСКАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2713570C1 |
| Стенд для испытания промышленных роботов-манипуляторов | 1987 |
|
SU1495114A1 |
Изобретение относится к измерительной технике и может быть использовано для проверки параметров контурного движения роботов, таких как точность, повторяемость, вибрация. Стенд для контроля точности контурных перемещений промышленного робота, содержащего манипулятор 1 с закрепленным на фланце 6 его последнего звена калибровочным инструментом 7, оканчивающимся сферой 8, содержит систему 2 управления манипулятором, измерительную аппаратуру и регистрирующую аппаратуру в виде персонального компьютера 5. В качестве измерительной аппаратуры используется оптическая измерительная система с видеокамерой 3, подключенной через аналого-цифровой преобразователь 4 к персональному компьютеру. При этом видеокамера установлена с возможностью захвата всей рабочей зоны 10 манипулятора, а сфера калибровочного инструмента выполнена диаметром, значение которого занесено в память персонального компьютера. Система управления манипулятором промышленного робота запрограммирована с возможностью изменения ориентации калибровочного инструмента в пространстве на максимально возможные углы, обусловленные кинематической схемой манипулятора, при размещении сферы калибровочного инструмента в разных секторах рабочей зоны манипулятора. Изобретение обеспечивает повышение информативности результатов за счет обеспечения контроля во всех областях рабочей зоны манипулятора и повышение точности получаемого результата. 1 ил.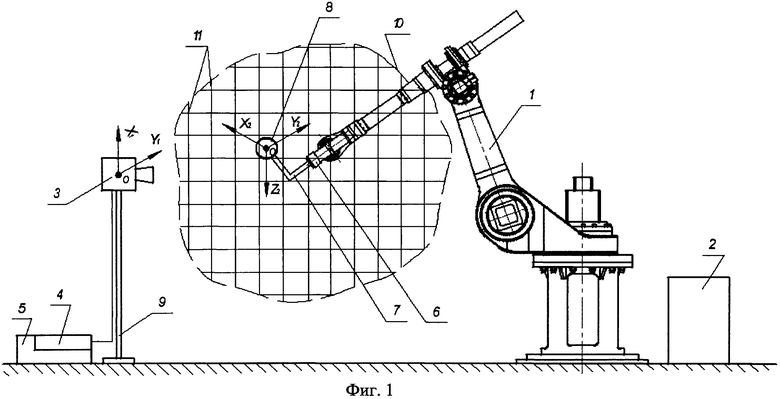
Стенд для контроля точности контурных перемещений промышленного робота, содержащего манипулятор с закрепленным на фланце его последнего звена калибровочным инструментом, оканчивающимся сферой, содержащий систему управления манипулятором, измерительную аппаратуру и регистрирующую аппаратуру в виде персонального компьютера, отличающийся тем, что в качестве измерительной аппаратуры используется оптическая измерительная система с видеокамерой, подключенной через аналого-цифровой преобразователь к персональному компьютеру, при этом видеокамера установлена с возможностью захвата всей рабочей зоны манипулятора, сфера калибровочного инструмента выполнена диаметром, значение которого занесено в память персонального компьютера, а система управления манипулятором промышленного робота запрограммирована с возможностью изменения ориентации калибровочного инструмента в пространстве на максимально возможные углы, обусловленные кинематической схемой манипулятора, при размещении сферы калибровочного инструмента в разных секторах рабочей зоны манипулятора.
| СТЕНД ДЛЯ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2001 |
|
RU2185953C1 |
| Способ контроля точности контурных перемещений робота и устройство для его осуществления | 1987 |
|
SU1481060A1 |
| Стенд для испытания манипуляторов | 1987 |
|
SU1465307A1 |
| Способ контроля точности перемещений руки робота | 1977 |
|
SU896369A1 |
| ОХЛАДИТЕЛЬ СЛИВОК К МАСЛООБРАЗОВАТЕЛЮ | 2007 |
|
RU2332843C1 |
| DE 3207698 А1, 08.09.1983. | |||

