Область техники, к которой относится изобретение
Изобретение относится к способу и устройству для изготовления бесшовной секции фюзеляжа воздушного судна из волоконных композиционных материалов.
Уровень техники
В известном уровне техники во многих случаях способы изготовления бесшовных секций фюзеляжа из волоконного композиционного материала основаны на использовании намоточного сердечника ротационного типа, на котором формируется секция фюзеляжа путем наматывания на нее бесконечного препрега в виде полосы (так называемый процесс «автоматизированного укладывания волокон» (процесс AFP)). После завершения фактического процесса наматывания фюзеляж помещают в вакуумный мешок. Слои, уложенные в виде многослойной структуры, которая образуется под воздействием внешнего атмосферного давления, сжимают путем откачивания воздуха из вакуумного мешка. В то же самое время из многослойной структуры выдавливаются любые воздушные пузырьки, воздушные раковины и подобные включения, которые могут в ней присутствовать. Наконец, всю конструкцию помещают в автоклав для окончательного отверждения и завершения изготовления секции фюзеляжа. Для того чтобы облегчить извлечение готового компонента из пресс-формы, намоточный сердечник выполняют из нескольких сегментов, которые можно сместить внутрь. Помимо этого, на намоточном сердечнике в направлении, параллельном его продольной оси, может быть предусмотрено некоторое количество углублений, в которые перед началом процесса наматывания вставляют усиливающие профили. Благодаря этому, за одну операцию на внутренней стороне основной панели секции фюзеляжа получают усиливающие профили, например, стрингеры, или аналогичные элементы. Стрингеры могут, например, иметь поперечное сечение Т-образной или трапецеидальной (Ω-образной) формы.
Основная сложность, характерная для этого традиционного способа, заключается в том, что качество поверхности компонентов является относительно низким, а также в том, что из-за усадки композиционного материала невозможно получить точно определенный наружный диаметр готового компонента.
Для улучшения качества поверхности известен также способ применения нажимных пластин, смонтированных на плавающих опорах, которые воздействуют на компонент снаружи. Однако, с одной стороны, при этом возникает дополнительная трудность, связанная с тем, что не удается получить абсолютно равномерное распределение давления при наличии геометрических отклонений между нажимными пластинами и компонентом (например, если радиусы кривизны немного отличаются друг от друга), а с другой стороны, в области, где стыкуются нажимные пластины, могут возникнуть неровности на поверхности.
Раскрытие изобретения
Ввиду изложенного задача настоящего изобретения заключается в том, чтобы избавиться от недостатков способов известного уровня техники, применяемых для изготовления бесшовных секций фюзеляжа из волоконных композиционных материалов.
Согласно изобретению эта задача решается при использовании способа, обладающего признаками пункта 1 формулы изобретения, в соответствии с которым:
a) наносят первую вакуумную пленку на намоточный сердечник и вакуумируют первую вакуумную пленку;
b) укладывают компонент в виде многослойной структуры на намоточный сердечник, в частности, при помощи процесса AFP;
c) продувают воздухом первую вакуумную пленку;
a) устанавливают внешнюю пресс-форму на компонент;
e) наносят вторую вакуумную пленку на внешнюю пресс-форму и вакуумируют вторую вакуумную пленку для того, чтобы сместить компонент ближе к внешней пресс-форме и отделить его от намоточного сердечника, по меньшей мере на участках;
f) отверждают всю конструкцию в автоклаве для получения готовой секции фюзеляжа.
Сначала на намоточный сердечник, который служит в качестве «внутренней пресс-формы», наносят первую вакуумную пленку, которую затем вакуумируют. Для достижения оптимального контакта первой вакуумной пленки с намоточным сердечником, в частности, в области углублений, предназначенных для получения усиливающих профилей, может потребоваться нагревание вакуумной пленки после и/или во время вакуумирования при помощи нагнетателя горячего воздуха для повышения деформируемости материала пленки.
Затем компонент, в частности, например, секцию фюзеляжа, изготавливают как одно целое при помощи так называемого процесса AFP (процесс «Автоматизированного укладывания волокон»), путем наматывания (бесконечной) полосы препрега на вращающийся намоточный сердечник. В качестве альтернативы можно также оставить намоточный сердечник неподвижным и перемещать головку для укладывания препрега вокруг намоточного сердечника.
Препрег представляет собой упрочняющую ленту из углеродных волокон, которая пропитана отверждаемой эпоксидной смолой. После формирования компонента на него устанавливают внешнюю пресс-форму, которую, в свою очередь, окружают второй вакуумной пленкой. Во время продувки воздухом первой (внутренней) вакуумной пленки, компонент отделяется от намоточного сердечника, по меньшей мере, на участках.
Путем вакуумирования второй вакуумной пленки, герметично окружающей внешнюю пресс-форму, компонент, который по-прежнему остается «влажным», то есть еще не отвердел и может изменять форму, прижимается изнутри к внешней пресс-форме, уже установленной в рабочее положение и закрытой в радиальном направлении. Внешняя пресс-форма состоит из определенного количества изогнутых нажимных пластин, форма внутренней поверхности которых, при их сведении вместе, точно соответствует требуемому внешнему контуру готового компонента. По меньшей мере, две нажимные пластины жестко соединены друг с другом своими продольными фланцами, например, при помощи винтовых соединений, и образуют внешнюю пресс-форму, обладающую жесткостью в радиальном направлении.
Окончательное отверждение всей конструкции происходит в автоклаве. Для уменьшения веса изогнутые нажимные пластины выполнены из волоконного композиционного материала, толщина которого достигает 50 мм.
Нажимные пластины предпочтительно изготовлены из эпоксидной смолы, армированной углеродными волокнами. Для того чтобы защитить внешнюю пресс-форму от нежелательных естественных деформаций, внутренний намоточный сердечник по-прежнему остается необходимым, даже после отделения намотанного компонента, по меньшей мере, на участках.
Намоточный сердечник предпочтительно выполнен из металлического материала, который имеет минимально возможный коэффициент теплового расширения. Подходящим материалом для изготовления (внутреннего) намоточного сердечника является, например, сплав «Ni36». Намоточный сердечник предпочтительно состоит по меньшей мере из трех сегментов, способных смещаться внутрь, чтобы иметь возможность извлекать намотанный или уложенный компонент из пресс-формы. В раздвинутом состоянии сегменты намоточного сердечника наиболее точным образом формируют требуемый внутренний контур изготавливаемого компонента.
Первая и вторая вакуумные пленки уплотнены относительно друг от друга и относительно намоточного сердечника, например, при помощи двусторонней клеящей ленты, которая нанесена по периферии в концевых областях намоточного сердечника. При помощи соответствующего изобретению способа достигается высокое качество поверхности готового компонента и кроме того обеспечивается высокая стабильность размеров, в частности, в отношении предопределенного теоретического диаметра и требуемой теоретической геометрии поперечного сечения секции фюзеляжа. Благодаря высокому качеству поверхности секции фюзеляжа, изготовленной при помощи соответствующего изобретению способа, можно обойтись без дорогостоящих этапов последующей механической обработки, например, шлифования, грунтования или полирования.
Согласно варианту соответствующего изобретению способа предусмотрены усиливающие профили, в частности, стрингеры, или аналогичные элементы, которые входят в углубления на намоточном сердечнике. Эти углубления проходят, по существу, вдоль продольной оси намоточного сердечника.
Это позволяет снабдить секцию фюзеляжа усиливающими профилями, в частности, стрингерами, расположенными на внутренней поверхности, за одну технологическую операцию одновременно с изготовлением обшивки отсека фюзеляжа. Например, усиливающие профили могут иметь поперечное сечение Т-образной или Ω-образной формы. Для того чтобы обеспечить достаточную поддержку усиливающих профилей, вставленных в углубления и/или выточки, при снятии компонента с намоточного сердечника в районе усиливающих профилей размещают поддерживающие элементы, выполненные, например, из твердого вспененного материала.
Кроме того, задача изобретения решается при использовании устройства, в частности, устройства для реализации соответствующего изобретению способа, обладающего признаками пункта 9 формулы изобретения, которое содержит:
a) намоточный сердечник, герметично окруженный первой вакуумной пленкой для укладывания компонента;
b) внешнюю пресс-форму, окружающую компонент, сформированный на намоточном сердечнике;
c) вторую вакуумную пленку, которая герметично закрывает внешнюю пресс-форму, и
d) по меньшей мере один уплотнитель для уплотнения первой и второй вакуумных пленок относительно намоточного сердечника.
Благодаря наличию первой вакуумной пленки компонент можно отделить от намоточного сердечника после завершения процесса наматывания, путем продувки воздухом этой внутренней вакуумной пленки. Тогда вторая вакуумная пленка, совместно с внешней пресс-формой, служит для плотного прижатия компонента к внутренней стороне внешней пресс-формы. Благодаря наличию двух вакуумных пленок, намоточного сердечника и внешней пресс-формы, относительно плотно охватывающей компонент и закрытой в радиальном направлении, впервые появляется возможность изготавливать секции фюзеляжа путем наматывания волоконного композиционного материала, обеспечивая при этом за одну операцию чрезвычайно высокое качество поверхности, и в то же время прекрасную стабильность размеров.
Вакуумные пленки уплотнены относительно друг от друга и относительно намоточного сердечника, например, при помощи двусторонней клеящей ленты. В качестве средства уплотнения можно также рассмотреть альтернативные варианты, например «пленочные отрывные герметики», и т.д., которые допускают многократное отрывание от поверхности. Вакуумные пленки имеют высокую термостойкость для сопротивления отверждению в автоклаве. Кроме того, вакуумные пленки должны обладать высоким сопротивлением разрыву, эластичностью и способностью к расширению и деформации, чтобы вакуумные пленки повторяли форму углублений на внутреннем намоточном сердечнике, по возможности без складок и раковин.
В других пунктах формулы изобретения охарактеризованы дальнейшие предпочтительные варианты осуществления способа и устройства.
Краткое описание чертежей
На сопроводительных чертежах:
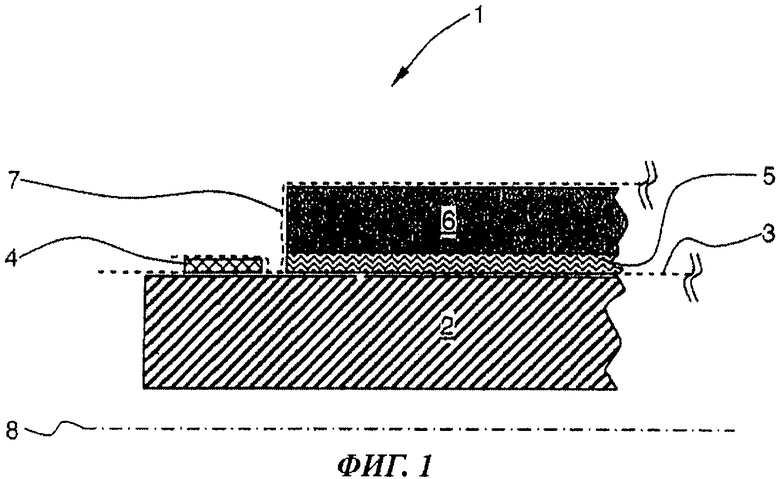
Фиг.1 показывает примерное изображение устройства.
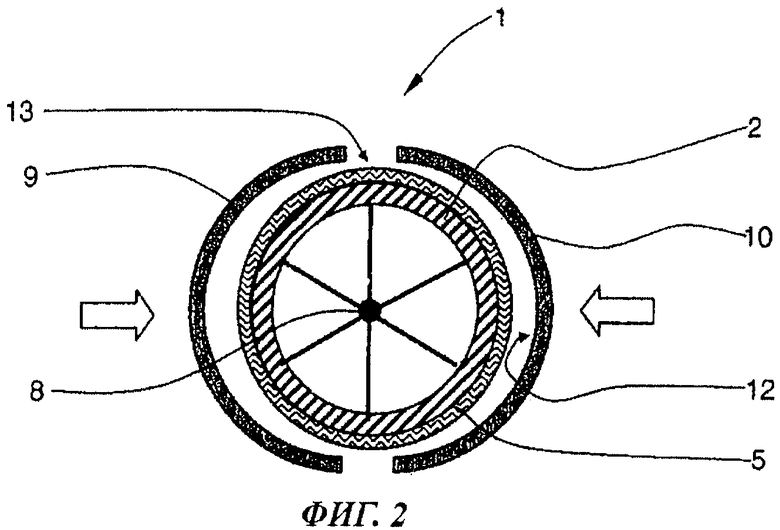
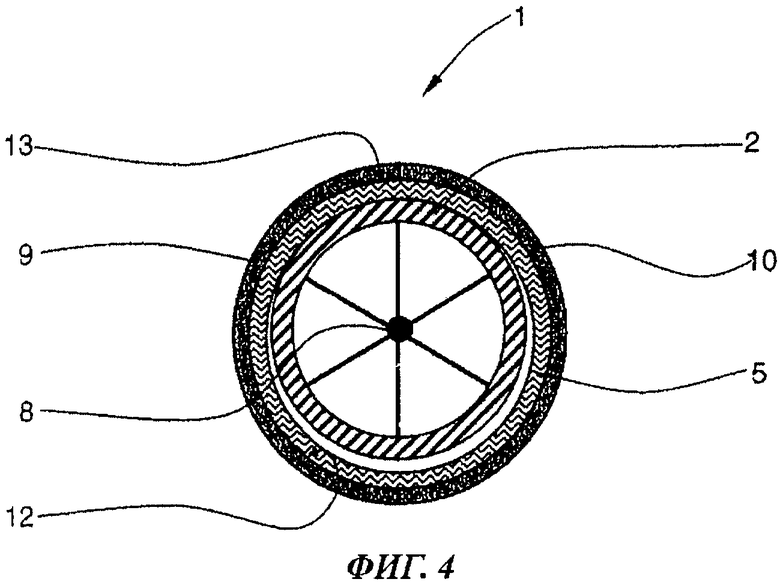
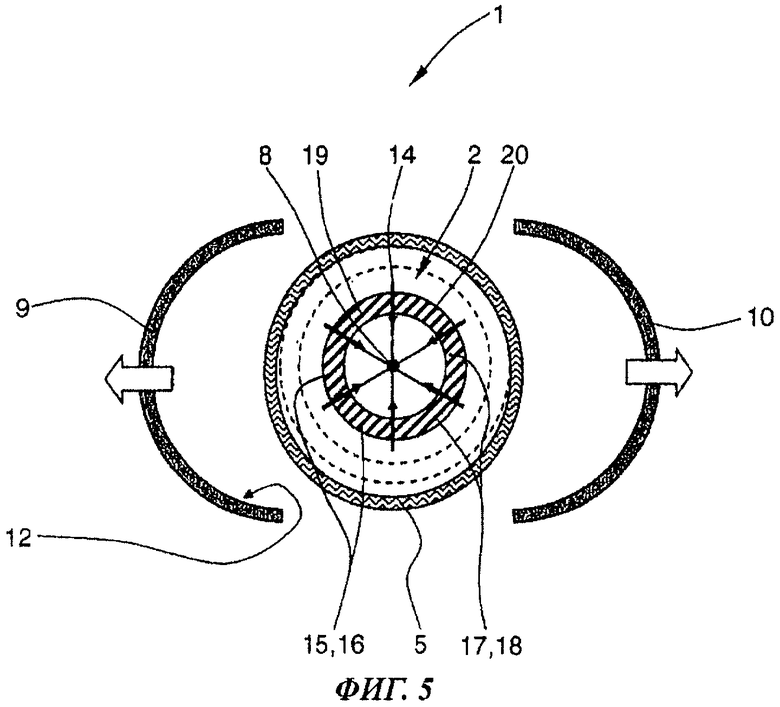
Фиг.2-5 схематически показывают вид в разрезе устройства с внешней пресс-формой, намоточным сердечником и компонентом на различных этапах реализации способа.
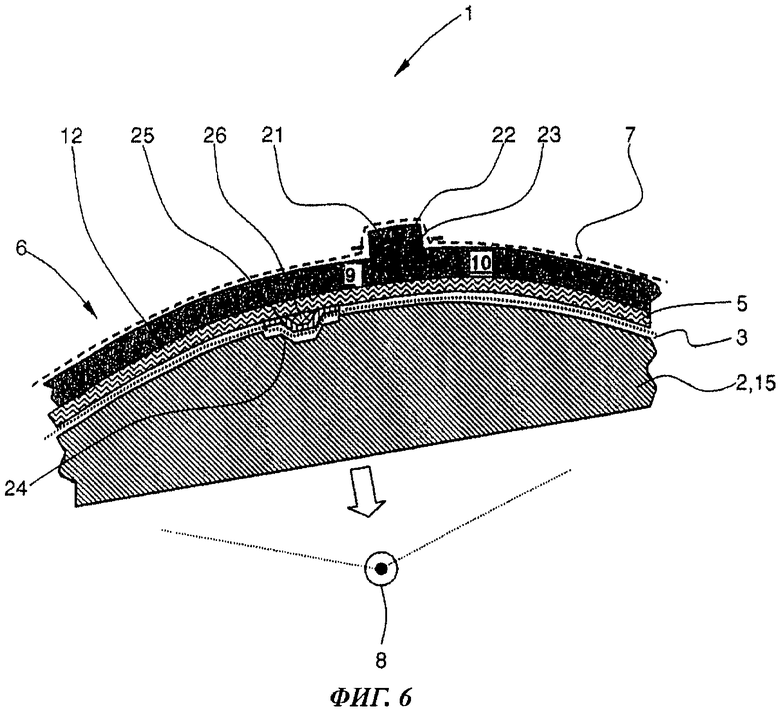
Фиг.6 показывает подробное изображение в области продольных фланцев двух нажимных пластин, образующих внешнюю пресс-форму, с усиливающим профилем трапецеидальной (Ω-образной) формы.
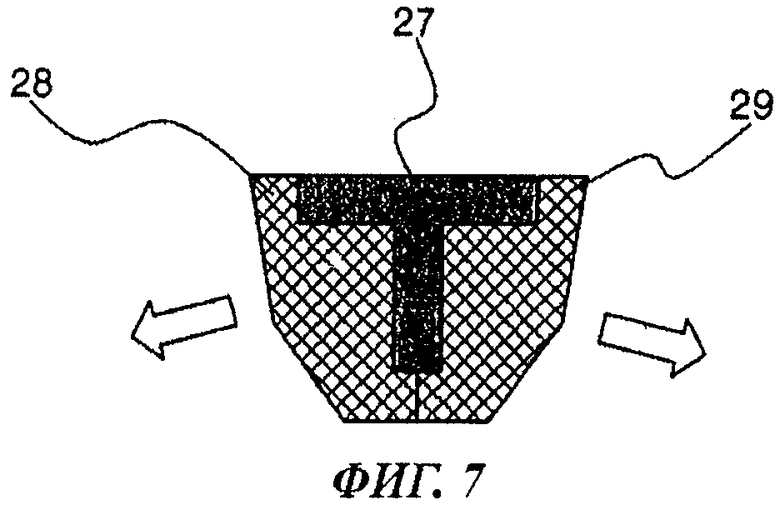
Фиг.7 показывает вид в разрезе усиливающего профиля с поперечным сечением Т-образной формы, обеспечивающего внутреннюю жесткость компонента, с плотно прилегающими к нему опорными элементами.
Если не указано иначе, одни и те же номера позиций на всех фигурах обозначают одинаковые компоненты, или компоненты, выполняющие одинаковые функции.
Осуществление изобретения
На фиг.1 показано примерное изображение оконечной области устройства, которое имеет по существу полую цилиндрическую конструкцию.
Устройство 1 для реализации соответствующего изобретению способа включает в себя, помимо прочего, по существу полый металлический намоточный сердечник 2 цилиндрической формы, который полностью окружен первой герметичной вакуумной пленкой 3. Другая оконечная область устройства 1, которая не показана, зеркально симметрична по отношению к оконечной области, показанной на фиг.1. Первая вакуумная пленка 3 уплотнена относительно намоточного сердечника 2 при помощи уплотнителя 4, который в показанном примерном варианте осуществления имеет вид двусторонней клеящей ленты, то есть, ленты, покрытой клеящим составом с обеих сторон. На намоточном сердечнике 2, который вращается в ходе технологического процесса, изготавливают компонент 5 путем автоматического наматывания бесконечной ленты препрега в виде многослойной структуры. В качестве материала препрега предпочтительно использовать по меньшей мере одну упрочняющую ленту из углеродных волокон, предварительно пропитанную отверждаемой эпоксидной смолой, которую подают с накопительных бобин. Уложенный компонент 5 предпочтительно представляет собой неразъемную полую секцию фюзеляжа воздушного судна цилиндрической формы, которая имеет осесимметричную геометрию. Компонент 5, уложенный на намоточный сердечник 2 как одно целое, может иметь диаметр до 8 м и длину до 25 м, при толщине стенки до 10 мм. Секция фюзеляжа может также иметь поперечное сечение овальной или эллиптической формы.
Внешнюю пресс-форму 6 до завершения процесса наматывания не наносят на компонент 5, который на этом этапе технологического процесса по-прежнему остается мягким, то есть, не затвердевшим, и поэтому допускает пластическое формование в определенных пределах. Высокое качество поверхности компонента 5 достигается путем прижимания компонента 5 к внутренней стороне внешней пресс-формы 6, поскольку внешняя пресс-форма обеспечивает сглаживание внешнего контура. Кроме того, благодаря этому диаметр компонента 5 удерживается в пределах предопределенных жестких допусков. Внешнюю пресс-форму 6 полностью герметично закрывают второй вакуумной пленкой 7. С точки зрения выполняемой функции, первая вакуумная пленка 3 и вторая вакуумная пленка 7 образуют вакуумный мешок, из которого можно откачать воздух при помощи некоторого количества соединений, которые не показаны, используя вакуумные насосы, которые также не показаны. В процессе наматывания намоточный сердечник 2 вращается вокруг продольной оси 8. Спицеобразные распорки, которые не снабжены номером позиции и которые сходятся в радиальном направлении к продольной оси намоточного сердечника, условно обозначают механизмы перемещения и позиционирования намоточного сердечника 2, которые позволяют установить в нужное положение сегмент намоточного сердечника, который не показан на фиг.2-4, с тем, чтобы извлечь компонент 5 из пресс-формы путем «сжатия» намоточного сердечника 2 в радиальном направлении по отношению к оси 8 (см., в частности, фиг.5, 6).
Более подробное объяснение соответствующего способу технологического процесса сделано со ссылкой на фиг.2-5 во всей их полноте, которые изображают состояние устройства в хронологическом порядке при реализации способа.
На первом этапе способа первую вакуумную пленку 3 натягивают на намоточный сердечник 2 и уплотняют относительно него. При вакуумировании первой вакуумной пленки необходимо убедиться в том, что она плотно, без складок, облегает намоточный сердечник 2 и, в частности, повторяет форму углублений, не образуя раковины. После нанесения первой вакуумной пленки 3, на намоточный сердечник 2 укладывают компонент 5 в виде многослойной структуры, в частности, при помощи способа AFP. После завершения процесса укладывания, на дальнейшем этапе способа поверх компонента 5, сформированного на намоточном сердечнике 2, устанавливают внешнюю пресс-форму 6. В примерном варианте осуществления, изображенном на фиг.2-5, внешняя пресс-форма 6 образована двумя позиционируемыми изогнутыми нажимными пластинами 9, 10. Внутренняя поверхность 12 соединенных друг с другом изогнутых нажимных пластин 9, 10 образует требуемый внешний контур компонента 5. Внешняя пресс-форма 6 предпочтительно состоит, по меньшей мере, из четырех нажимных пластин, которые входят в состав легкой конструкции из армированного волокнами пластического материала, а изогнутые пластины, в частности, выполнены из эпоксидной смолы, армированной углеродными волокнами, причем толщина материала достигает 50 мм. В случае больших размеров, использование волоконного композиционного материала обеспечивает высокую стабильность размеров нажимных пластин 9, 10, но относительно низкая теплопроводность нажимных пластин 9, 10 ведет к увеличению времени выдержки в автоклаве в процессе отверждения. Нажимные пластины 9, 10 могут иметь конструкцию типа «сэндвич», что позволяет добиться большей стабильности размеров при уменьшении веса под нагрузкой.
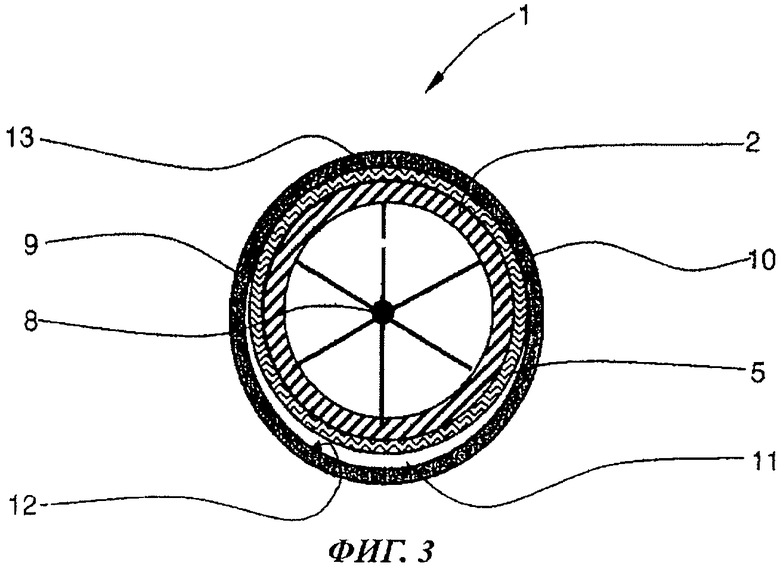
На фиг.3 показаны нажимные пластины 9, 10, которые достигли своего крайнего положения путем перемещения из начального положения по фиг.2 в направлении, обозначенном белыми стрелками. В этом крайнем положении нажимные пластины соединены друг с другом в радиальном направлении и образуют замкнутую внешнюю пресс-форму 6. Форма поперечного сечения компонента 5 предопределяется внешней пресс-формой 6. Нажимные пластины 9, 10 могут быть соединены друг с другом, например, при помощи винтовых или хомутовых соединительных элементов. Внутренний диаметр внешней пресс-формы 6 сделан немного больше внешнего диаметра компонента 5, уложенного на намоточный сердечник 2, чтобы образовалось нижнее промежуточное пространство 11. После этого вокруг внешней пресс-формы 6 наносят вторую вакуумную пленку 7, обеспечивая ее герметичность. Вакуумные пленки 3, 7 уплотняют относительно друг друга и относительно намоточного сердечника 2 при помощи уплотнителя 4, который, в частности, представляет собой двустороннюю клеящую ленту, которая проходит по внешней стороне в концевых областях конструкции.
На дальнейшем этапе способа первую вакуумную пленку 3 продувают воздухом, а вторую вакуумную пленку 7 вакуумируют, вследствие чего компонент 5 отделяется от намоточного сердечника 2, по меньшей мере, на участках, и плотно прижимается к внутренней поверхности 12 внешней пресс-формы 6, в результате чего промежуточное пространство 11 исчезает (см. фиг.3, 4).
С одной стороны, это гарантирует высокое качество внешней поверхности компонента 5, благодаря разглаживающему действию нажимных пластин 9, 10, а с другой стороны, внешняя пресс-форма 6 придает компоненту 5 точно определенную геометрию поперечного сечения.
В силу ограниченной естественной устойчивости внешней пресс-формы 6, ей необходимо придать устойчивость при помощи намоточного сердечника 2 с уложенным на него компонентом 5. Как видно на фиг.3, внешняя пресс-форма 6 плотно прилегает к компоненту 5 в верхней области 13.
На последующем этапе способа всю конструкцию помещают в автоклав для отверждения под воздействием давления до 10 бар и температуры до 200°C. На последующем этапе способа нажимные пластины 9, 10 раздвигают в направлении, обозначенном белыми стрелками, как показано на фиг.5, чтобы компонент 5 можно было извлечь из пресс-формы. Для окончательного извлечения компонента 5 из пресс-формы намоточный сердечник 2 «сжимают» внутрь, в направлении продольной оси 8 намоточного сердечника и в направлении, обозначенном черными стрелками, одна из которых снабжена номером позиции 14, относящимся ко всем остальным стрелкам, чтобы компонент 5 можно было снять с намоточного сердечника 2 без выточек. Для этой цели намоточный сердечник 2 в показанном примерном варианте осуществления составлен из шести по существу кольцевых сегментов 15-20 намоточного сердечника, которые спроектированы так, что их можно перемещать в направлении продольной оси 8 намоточного сердечника при помощи подходящих установочных механизмов. Разделение намоточного сердечника 2 с угловым шагом 60°, при котором получают шесть сегментов намоточного сердечника величиной 60°, обеспечивает особенное преимущество, заключающееся в том, что для извлечения компонента 5 из пресс-формы величина перемещения сегментов 15-20 намоточного сердечника не превышает 100 мм. Поскольку сегменты 15-20 намоточного сердечника в разделенном состоянии (см. фиг.2-4) должны образовывать внутреннюю поверхность компонента 5, менее жесткие требования должны предъявляться к качеству соединения кольцевых сегментов 15-20 намоточного сердечника в области продольных стыков и к качеству их поверхности. В отличие от нажимных пластин 9, 10, намоточный сердечник 2 и образующие его кольцевые сегменты 15-20 выполнены из металлического материала. В силу того факта, что всю описанную выше конструкцию вместе с компонентом 5 помещают в автоклав для окончательного отверждения, намоточный сердечник 2 предпочтительно выполнен из металлического сплава с низким коэффициентом теплового расширения. В частности, сплав Ni36 доказал свою пригодность в качестве материала для изготовления намоточного сердечника 2. В равной степени пригодны другие сплавы, которые имеют низкий коэффициент теплового расширения.
На фигурах 6 и 7 показаны конструктивные элементы, относящиеся к соединению обеих нажимных пластин 9, 10, и к конструкции намоточного сердечника 2.
При помощи соединительных средств 23, в частности, в виде винтовых или хомутовых соединений, нажимные пластины 9, 10 жестко соединены друг с другом по длине двух продольных фланцев 21, 22, которые проходят, по существу, перпендикулярно плоскости чертежа вдоль продольных кромок нажимных пластин 9, 10 по всей длине устройства 1. Обе нажимные пластины 9, 10 покрыты второй вакуумной пленкой 7 для формирования вакуумного мешка. Как видно на фиг.6, компонент 5 плотно прижимается к внутренней поверхности 12.
Намоточный сердечник 2 снабжен некоторым количеством углублений, одно из которых обозначено номером позиции 24. Как видно на фиг.6, углубление 24 имеет, по существу, поперечное сечение трапецеидальной формы и проходит параллельно продольной оси 8 намоточного сердечника в обе концевые области устройства 1. С целью достижения герметичности, намоточный сердечник 2 полностью окружен первой (внутренней) вакуумной пленкой 3. Для обеспечения стабильности размеров при изготовлении компонента 5, чрезвычайно важно, чтобы первая вакуумная пленка 3 по возможности плотно прилегала к намоточному сердечнику 2 и, в частности, точно повторяла форму углубления 24 и других углублений, не показанных на фигуре, чтобы исключить образование складок и раковин. В углублении 24 размещен усиливающий профиль 25, в частности, стрингер или аналогичный элемент. Форма поперечного сечения усиливающего профиля 25 точно соответствует форме поперечного сечения углубления 24, с учетом толщины материала первой вакуумной пленки 3. Усиливающий профиль 25 вставляют в углубление 24 намоточного сердечника 2 непосредственно после нанесения первой вакуумной пленки 3, и затем последовательно покрывают полосой препрега для формирования компонента 5, то есть, «обматывают» его. Такая методика позволяет в ходе процесса укладывания соединить в одно целое усиливающие профили и секцию фюзеляжа. Для того чтобы обеспечить достаточную поддержку для намотанного компонента 5, и избежать образования раковин, в усиливающий профиль 25 вставляют поддерживающий элемент 26. Для того, чтобы извлечь компонент 5 из пресс-формы, сегмент 15 намоточного сердечника 2 перемещают в направлении, обозначенном белой стрелкой, к продольной оси 8 намоточного сердечника. Соответствующие перемещения остальных сегментов 16 намоточного сердечника не показаны.
На фиг.7 показан усиливающий профиль 27 с поперечным сечением Т-образной формы. По обе стороны от усиливающего профиля 27 расположены поддерживающие элементы 28, 29, которые, с одной стороны, удерживают усиливающий профиль 27, который остается мягким в процессе наматывания, сохраняя его форму и положение, а с другой стороны, необходимы при извлечении из пресс-формы, чтобы освободить выточки усиливающего профиля 27 при обратном перемещении сегментов намоточного сердечника. Для извлечения из пресс-формы предпочтительно, чтобы поддерживающие элементы 28, 29 можно было отделить от усиливающего профиля 27 в направлении, обозначенном белыми стрелками.
Список обозначений:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ КОНСТРУКТИВНЫХ КОМПОНЕНТОВ | 2008 |
|
RU2488488C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СНАБЖЕННОГО С ОБЕИХ СТОРОН ПОКРЫВАЮЩИМИ СЛОЯМИ СЕРДЕЧНИКОВОГО КОМПОЗИТА | 2009 |
|
RU2469861C2 |
| КОРОБЧАТАЯ МОНОЛИТНАЯ КОНСТРУКЦИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ ФЮЗЕЛЯЖЕЙ И КРЫЛЬЕВ ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ КОНСТРУКЦИИ | 2021 |
|
RU2829526C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОМПОНЕНТА | 2007 |
|
RU2453436C2 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| ЭЛЕМЕНТ РУЛЕВОЙ ПОВЕРХНОСТИ | 2016 |
|
RU2682392C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ОБШИВОК КОРПУСА | 2007 |
|
RU2415396C2 |
| ОТВЕРЖДАЕМЫЕ ПРЕПРЕГИ С ОТВЕРСТИЯМИ В ПОВЕРХНОСТИ | 2013 |
|
RU2618068C2 |
| КОМПОЗИЦИИ ОГНЕСТОЙКИХ ЭПОКСИДНЫХ СМОЛ И ИХ ИСПОЛЬЗОВАНИЕ | 2014 |
|
RU2657298C2 |
| ЭЛЕМЕНТ ОБШИВКИ КАК ЧАСТЬ ФЮЗЕЛЯЖА САМОЛЕТА | 2008 |
|
RU2466905C2 |
Группа изобретений относится к способу изготовления неразъемной секции фюзеляжа воздушного судна из волоконного композиционного материала и устройству для его осуществления. Способ заключается в том, что наносят первую вакуумную пленку на устойчивый намоточный сердечник и вакуумируют первую вакуумную пленку. Укладывают секцию фюзеляжа слоями на намоточный сердечник путем его обматывания. Затем устанавливают внешнюю пресс-форму, которая является неустойчивой по сравнению с устойчивым намоточным сердечником, на секцию фюзеляжа. Причем намоточный сердечник придает устойчивость внешней пресс-форме. После наносят вторую вакуумную пленку на внешнюю пресс-форму. Осуществляют продувание воздухом первой вакуумной пленки и вакуумирование второй вакуумной пленки для того, чтобы сместить секцию фюзеляжа ближе к внешней пресс-форме и отделить ее от намоточного сердечника по меньшей мере на одном участке. Затем отверждают всю конструкцию в автоклаве для получения готовой секции фюзеляжа. Достигаемый при этом технический результат заключается в повышении качества поверхности и стабильности размеров получаемой секции фюзеляжа. 2 н. и 12 з.п. ф-лы, 7 ил.
1. Способ изготовления неразъемной секции фюзеляжа воздушного судна из волоконного композиционного материала, содержащий этапы, на которых:
a) наносят первую вакуумную пленку (3) на устойчивый намоточный сердечник (2) и вакуумируют первую вакуумную пленку (3);
b) укладывают секцию (5) фюзеляжа слоями на намоточный сердечник (2) путем его обматывания;
c) устанавливают внешнюю пресс-форму (6), которая является неустойчивой по сравнению с устойчивым намоточным сердечником, на секцию (5) фюзеляжа, причем намоточный сердечник (2) придает устойчивость внешней пресс-форме (6);
d) наносят вторую вакуумную пленку (7) на внешнюю пресс-форму (6);
e) продувают воздухом первую вакуумную пленку (3) и вакуумируют вторую вакуумную пленку (7) для того, чтобы сместить секцию (5) фюзеляжа ближе к внешней пресс-форме (6) и отделить ее от намоточного сердечника (2), по меньшей мере, на одном участке;
f) отверждают всю конструкцию в автоклаве для получения готовой секции фюзеляжа.
2. Способ по п.1, отличающийся тем, что перед укладкой секции (5) фюзеляжа вставляют в углубления (24) намоточного сердечника (2) усиливающие профили (25, 27), в частности стрингеры, причем углубления (24) проходят, по существу, параллельно продольной оси (8) намоточного сердечника.
3. Способ по п.2, отличающийся тем, что в области усиливающих профилей (25, 27) размещают поддерживающие элементы (26, 28, 29).
4. Способ по п.1, отличающийся тем, что намоточный сердечник (2) сжимают внутрь для того, чтобы снять секцию (5) фюзеляжа после ее отверждения в автоклаве.
5. Способ по п.1, отличающийся тем, что внешнюю пресс-форму (6) формируют путем соединения по меньшей мере двух изогнутых нажимных пластин (9, 10) вдоль продольных фланцев (21, 22).
6. Способ по п.1, отличающийся тем, что нанесенную на намоточный сердечник (2) первую вакуумную пленку (3) уплотняют при помощи уплотнителя (4), в частности при помощи двусторонней клеящей ленты.
7. Способ по п.1, отличающийся тем, что вторую вакуумную пленку (7) уплотняют относительно первой вакуумной пленки (3) и относительно намоточного сердечника (2) при помощи уплотнителя (4).
8. Способ по п.1, отличающийся тем, что укладывание секции (5) фюзеляжа слоями осуществляют путем укладывания на намоточный сердечник (2) по меньшей мере одной полосы препрега, представляющего собой углеродные волокна, пропитанные отверждаемой эпоксидной смолой.
9. Устройство (1) для реализации способа по любому из пп.1-8, содержащее:
a) устойчивый намоточный сердечник (2), герметично окруженный первой вакуумной пленкой (3), для укладывания секции (5) фюзеляжа;
b) внешнюю пресс-форму (6), которая неустойчива по сравнению с устойчивым намоточным сердечником (2) и которая заключает в себя уложенную на намоточный сердечник (2) секцию (5) фюзеляжа, причем намоточный сердечник (2) придает устойчивость внешней пресс-форме (6);
c) вторую вакуумную пленку (7), которая герметично закрывает внешнюю пресс-форму (6), и
d) по меньшей мере один уплотнитель (4) для уплотнения первой и второй вакуумных пленок (3, 7) относительно намоточного сердечника (2).
10. Устройство по п.9, отличающееся тем, что по меньшей мере один уплотнитель (4) представляет собой по меньшей мере одну двустороннюю клеящую ленту.
11. Устройство по п.9, отличающееся тем, что в намоточном сердечнике (2) выполнены углубления (24), проходящие параллельно продольной оси (8) намоточного сердечника и предназначенные для приема усиливающих профилей (25, 27).
12. Устройство по п.9, отличающееся тем, что намоточный сердечник (2) образован по меньшей мере тремя сегментами (15-20) намоточного сердечника, выполненными с возможностью смещения внутрь для извлечения секции (5) фюзеляжа.
13. Устройство по п.9, отличающееся тем, что внешняя пресс-форма (6) образована по меньшей мере двумя изогнутыми нажимными пластинами (9, 10), выполненными с возможностью соединения вдоль их продольных фланцев (21, 22).
14. Устройство по п.13, отличающееся тем, что изогнутые нажимные пластины (9, 10) изготовлены из волоконного композиционного материала, а намоточный сердечник (2) изготовлен из металлического сплава, в частности из сплава Ni36, имеющего низкий коэффициент теплового расширения.
| WO 9832589 A1, 30.07.1998 | |||
| US 3962393 A, 08.06.1976 | |||
| УСТРОЙСТВО ДЛЯ ЗАМЕЩЕНИЯ ДЕФЕКТА ЗУБНОГО РЯДА ПРИ ОРТОДОНТИЧЕСКОМ ЛЕЧЕНИИ ПАЦИЕНТОВ С АДЕНТИЕЙ С ИСПОЛЬЗОВАНИЕМ БРЕКЕТ-СИСТЕМЫ | 2015 |
|
RU2598765C2 |
| US 2005206043 A1, 22.09.2005 | |||
| JP 61027223 A, 06.02.1986 | |||
| ЦЕЛЬНЫЙ КАРКАС КОСМИЧЕСКОГО АППАРАТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2203838C2 |
| Устройство для вакуумного прессования трехслойных панелей из армированных пластиков | 1990 |
|
SU1813654A1 |
| US 2004188882 A1, 30.09.2004 | |||
| US 2001008659 A1, 19.07.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО АНТЕННОГО РЕФЛЕКТОРА | 1999 |
|
RU2168820C1 |

