Область техники, к которой относится изобретение
Изобретение относится к маятнику и способу его производства, а более конкретно, к составному маятнику.
Уровень техники
Стабилизирующая деталь часового механизма обычно включает в себя инерционный маховик, называемый маятником, и резонатор, называемый волоском. Эти детали имеют определяющую роль, поскольку имеют отношение к качеству работы часового механизма. В действительности, они регулируют движение, т.е. управляют частотой движения.
Маятник и волосок различны по своей природе, что делает производство стабилизирующей детали, включающее в себя производство маятника и маятникового волоска и сборку резонатора из двух деталей, чрезвычайно сложным.
Так, маятник изготавливался из различных материалов, но без разрешения проблем изохронности, связанных с изменением температуры в стабилизирующей детали, от которой зависит маятник.
Раскрытие изобретения
Задача настоящего изобретения - преодолеть все или часть из вышеуказанных проблем за счет предложения составного маятника, свойства которого в зависимости от температуры могут регулироваться более легко, и который изготавливается посредством способа производства, который содержит несколько этапов.
Изобретение относится, таким образом, к составному маятнику, образованному из слоя материала на основе кремния и включающему в себя ступицу, соединенную с ободом, по меньшей мере, одной спицей, отличающемуся тем, что обод включает в себя, по меньшей мере, одну дополнительную деталь, приблизительно в форме кольца с прорезями, большей плотности, чем плотность указанного материала на основе кремния, для увеличения инерции указанного маятника.
В соответствии с другим преимущественным признаком изобретения:
- указанная, по меньшей мере, одна дополнительная деталь устанавливается на одной из основных поверхностей обода, что усиливает регулировку инерции;
- указанная, по меньшей мере, одна дополнительная деталь устанавливается в углублении, сделанном в одной из основных поверхностей обода;
- указанная, по меньшей мере, одна дополнительная деталь выступает из одной из основных поверхностей обода;
- указанная, по меньшей мере, одна дополнительная деталь включает в себя ряд выступов, отделенных равными интервалами, чтобы компенсировать какое бы то ни было тепловое расширение в указанной, по меньшей мере, одной дополнительной детали;
- указанная, по меньшей мере, одна дополнительная деталь изготавливается из металлического материала, такого как золото, который имеет более высокую плотность, чем кремний;
- ступица включает в себя, по меньшей мере, вторую дополнительную деталь для принятия оси маятника, которая является ведомой в этом месте;
- указанная, по меньшей мере, вторая дополнительная деталь устанавливается на одной из основных поверхностей ступицы;
- указанная, по меньшей мере, вторая дополнительная деталь устанавливается в углублении, сделанном в одной из основных поверхностей ступицы;
- указанная, по меньшей мере, вторая дополнительная деталь выступает из одной из основных поверхностей ступицы;
- указанная, по меньшей мере, вторая дополнительная деталь приблизительно имеет форму цилиндра;
- указанная, по меньшей мере, вторая дополнительная деталь изготавливается из металлического материала;
- указанная, по меньшей мере, вторая дополнительная деталь тонка настолько, чтобы допускать деформацию в осевом и/или продольном направлении в случае каких-либо ударов, сообщаемых маятнику.
Изобретение также относится к часовому механизму, отличающемуся тем, что он включает в себя маятник в соответствии с любым из предыдущих вариантов.
И, наконец, изобретение относится к способу производства маятника, включающему следующие этапы:
a) изготовление подложки из материала на основе кремния;
отличающемуся тем, что он дополнительно включает в себя дополнительные этапы:
b) селективное осаждение, по меньшей мере, одного слоя металла на подложке для определения шаблона, по меньшей мере, одной металлической детали указанного маятника;
c) селективное травление, по меньшей мере, одной полости в подложке для определения шаблона маятника, включающего в себя указанный, по меньшей мере, один слой металла;
d) высвобождение маятника из подложки.
В соответствии с другими преимущественными признаками изобретения:
- этап b) включает в себя этап е): выращивание указанного осажденного слоя посредством последовательных металлических слоев, по меньшей мере, частично на поверхности подложки таким образом, чтобы образовать металлическую деталь для увеличения массы маятника, изготовленного из материала на основе кремния и/или металлическую деталь для принятия коронки, вводимой в это место;
- этап b) включает в себя этап f): селективное травление, по меньшей мере, одной полости в подложке для принятия указанной, по меньшей мере, одной металлической детали и этап g): выращивание указанного осажденного слоя посредством последовательных слоев металла, по меньшей мере, частично в указанной, по меньшей мере, одной полости таким образом, чтобы образовать металлическую деталь для увеличения массы указанной третьей детали материала на основе кремния и/или металлической детали, в которую будет вводиться;
- этап b) включает в себя заключительный этап h): полировка осажденного слоя металла;
- на одной и той же подложке изготавливаются несколько маятников, что позволяет осуществлять серийное производство.
Краткое описание чертежей
Другие признаки и преимущества станут ясны из последующего описания, которое приведено посредством не ограничивающей иллюстрации со ссылкой на приложенные чертежи, в которых:
фиг.1 и 2 представляют виды последовательных этапов способа производства в соответствии с первым вариантом воплощения;
фиг. с 3 по 5 показывают виды последовательных этапов способа в соответствии со вторым вариантом воплощения;
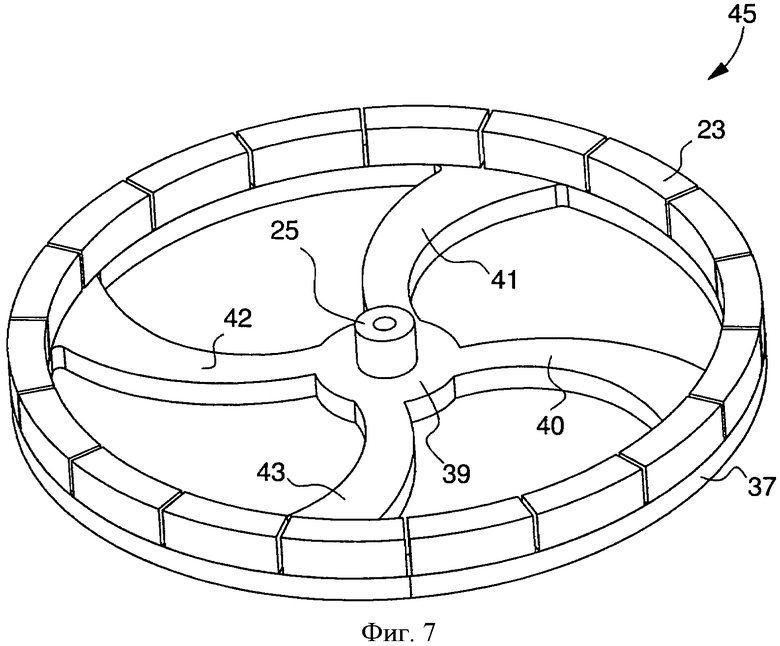
- фиг.6 и 7 являются перспективными схематическими изображениями составного маятника в соответствии с первым вариантом воплощения;
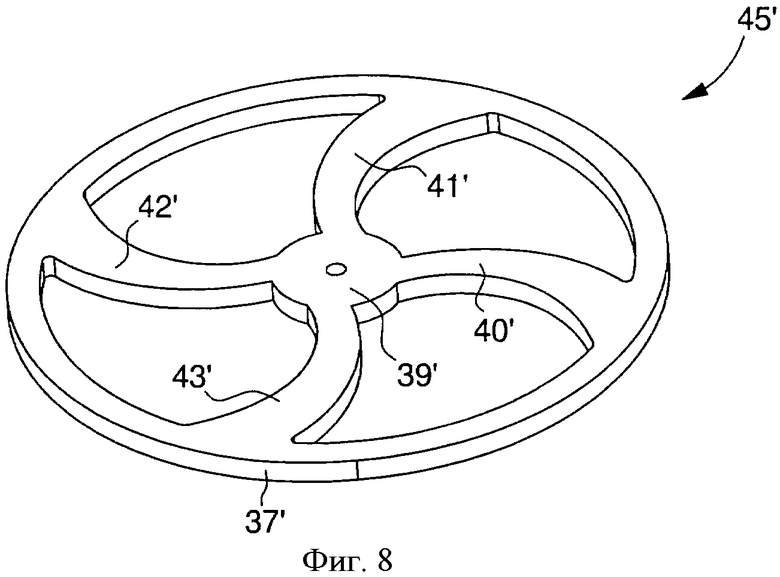
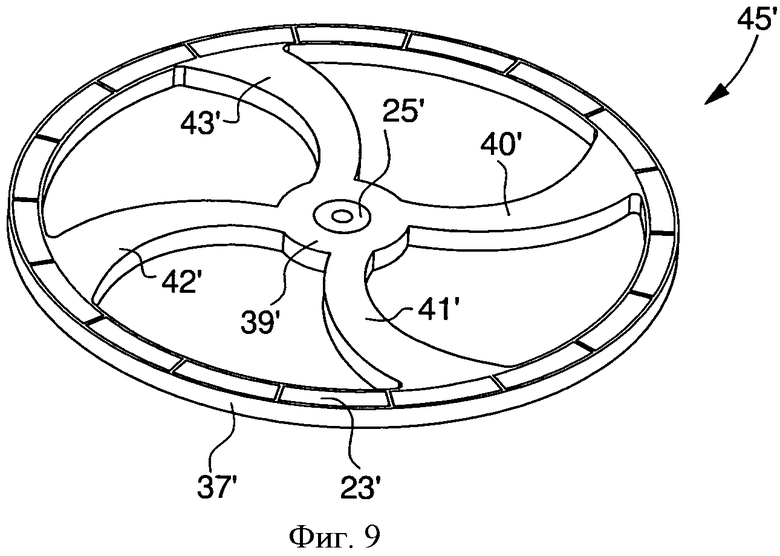
- фиг.8 и 9 являются перспективными схематическими изображениями составного маятника в соответствии со вторым вариантом воплощения;
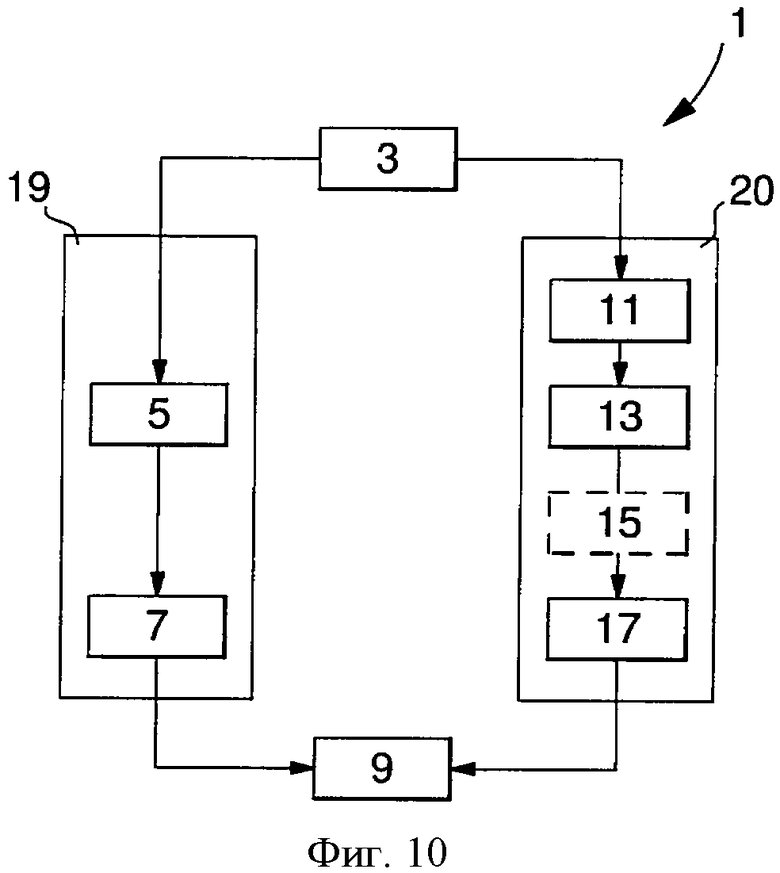
- фиг.10 представляет маршрутную карту способа по изобретению.
Осуществление изобретения
Изобретение относится к способу, в общем обозначенному 1, для производства маятника 45, 45' для движения часового механизма. Как показано на фиг. с 1 по 5 и 10, способ 1 включает в себя последовательные этапы для формирования, по меньшей мере, одного типа составного маятника, т.е. который состоит из двух различных материалов, таких как кремний и металл.
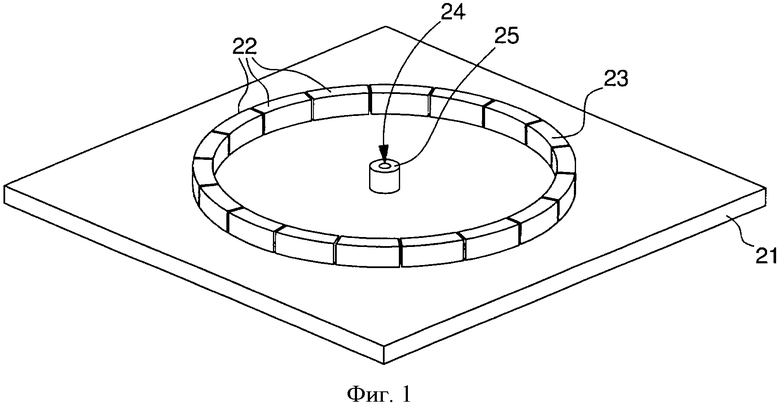
Со ссылкой на фиг.1, 3 и 10, первый этап 3 состоит во взятии подложки 21, которая включает в себя слой кремния. Предпочтительно на этом этапе 3 подложка 21 выбирается таким образом, что, как видно на фиг.1 и 3, ее толщина приблизительно соответствует желаемой толщине кремниевой детали маятника 45, 45'. Таким образом, толщина подложки 21 может составлять от 100 до 400 мкм.
Преимущественно в соответствии с изобретением, после первого этапа 3 способ 1 может содержать два варианта 19, 20 воплощения, как показано на фиг.10.
В соответствии с первым вариантом 19 воплощения, на втором этапе 5, показанном на фиг.1, способ 1 включает в себя выполнение процесса LIGA (рентгенолитография, гальваника и формовка, от немецкого "röntgenLlthographie, Galanoformung & Abformung"), включающего последовательность этапов электролитического осаждения в определенных местах подложки 21 слоя металла с использованием селективно фотоструктурированной смолы. Поскольку данный процесс LIGA (рентгенолитография, гальваника и формовка) очень хорошо известен, более подробно описываться здесь он не будет. Однако осажденным металлом может быть, например, золото или никель, или сплав этих металлов.
В примере, представленном на фиг.1, этап 5 может состоять в осаждении кольца 23 с прорезями и/или цилиндра 25. В примере, представленном на фиг.1, кольцо 23 включает в себя выступы 22, имеющие форму приблизительно дуги окружности, и оно используется преимущественно для увеличения массы будущего маятника 45. В действительности, одним из преимуществ кремния является нечувствительность к изменениям температуры. Однако он имеет недостаток, состоящий в его низкой плотности.
Следовательно, первый отличительный признак настоящего изобретения состоит, таким образом, в увеличении массы маятника 45, используя металл, полученный электролитическим осаждением, для увеличения инерции будущего маятника 45. Однако, чтобы сохранить преимущества кремния, металл, осажденный на подложке 21, включает в себя зазор между каждым выступом 22, который компенсирует какое бы то ни было тепловое расширение кольца 23, избегая при этом передачи какого бы то ни было давления, связанного с таким расширением, кремнию.
В примере, представленном на фиг.1, цилиндр 25 предназначен для принятия оси маятника, которая преимущественно вводится внутрь. В действительности, еще один недостаток кремния состоит в том, что он имеет очень малые зоны упругости и пластичности, что означает, что он чрезвычайно хрупкий. Другой отличительный признак изобретения состоит, таким образом, в уплотнении оси маятника не на кремнии, а на внутреннем диаметре 24 металлического цилиндра 25, электролитически осажденного во время этапа 5.
Преимущественно, в соответствии со способом 1, цилиндр 25, полученный электролитическим осаждением, допускает полную свободу в отношении своей геометрии. Таким образом, в частности, внутренний диаметр 24 не обязательно должен быть круглым, а может представлять, например, многоугольник, что может улучшить передачу сил при вращении с коронкой соответствующей формы.
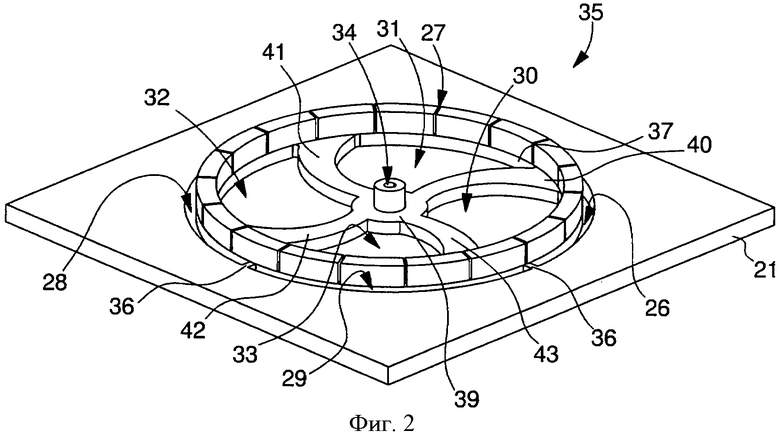
На третьем этапе 7, показанном на фиг.2, на кремниевой подложке производится селективное травление полостей с 26 по 34, например, методом глубокого реактивного ионного травления (DRIE).
Полости с 26 по 34 предпочтительно образуют шаблон 35 будущего маятника 45. Как представлено в примере с фиг.2, полученный шаблон 35 включает в себя обод 37, соединенный со ступицей 39 при помощи четырех спиц с 40 по 43. Однако преимущественно в соответствии со способом 1, травление на подложке 21 допускает полную свободу в отношении геометрии шаблона 35. Таким образом, в частности, количество спиц и их геометрия могут быть различными, а обод не обязательно должен быть круглым, а может быть, например, эллиптическим. Кроме того, спицы могут быть тоньше, чтобы допускать их деформацию в осевом и/или радиальном направлении в случае какого-либо удара, сообщаемого маятнику 45.
Следует также отметить, что с внутренним диаметром 24 металлического цилиндра 25 полость 34, сделанная в ступице 39, образует полое пространство, которое может принимать коронку. И в заключение отметим, что для удерживания шаблона 35 в подложке 21 образованы мостики материала 36.
В соответствии с вариантом 19 воплощения, способ 1 оканчивается заключительным этапом 9, который состоит в высвобождении произведенного маятника 45 из подложки 21. Преимущественно, этап 9 выполняется простым приложением достаточной силы к маятнику 45, чтобы сломать его мостики материала 36. Эта сила может создаваться, например, механизмом или вручную оператором.
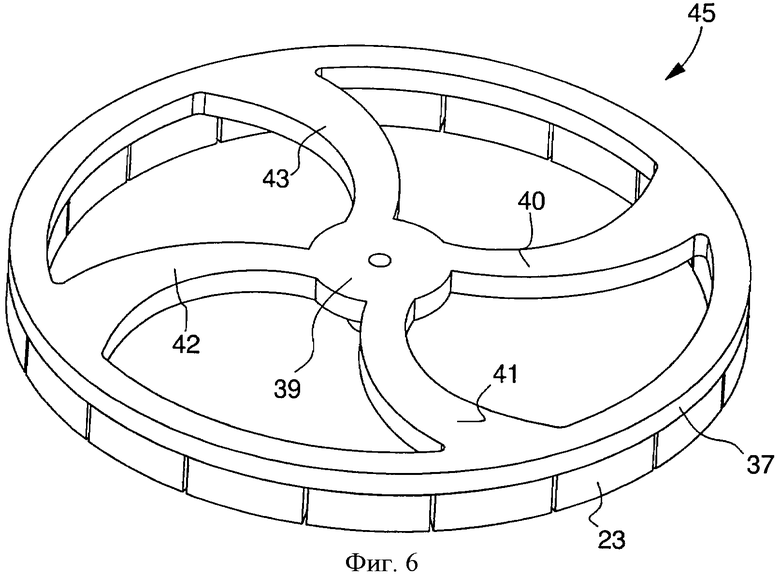
После окончательного этапа 9, как представлено на фиг.6 и 7, получается маятник 45, образованный в основном из кремния, с одной или двумя металлическими деталями 23, 25. Таким образом, ясно, что маятник 45 принадлежит к составному типу и что он имеет, по меньшей мере, два типа материала и изготовлен в виде цельной детали, а элемент 35 и элементы 23 и/или 25 не могут быть отделены без их разрушения. Маятник 45 включает в себя ступицу 39, радиально соединенную с ободом 37 четырьмя спицами 40, 41, 42 и 43. Ступица 39 преимущественно также соединена в осевом направлении с металлическим цилиндром 25, а обод 37 включает в себя кольцо 23 с прорезями на части его основных поверхностей.
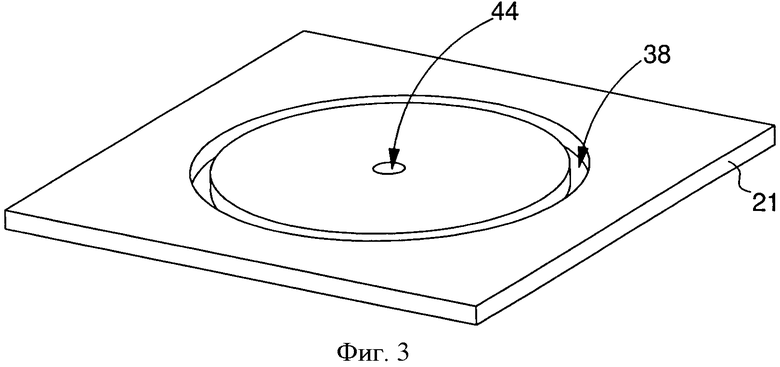
В соответствии со вторым вариантом 20 воплощения, метод 1 включает в себя второй этап 11, показанный на фиг.3, на котором в одной части толщины кремниевой подложки 21 производится селективное травление полостей 38 и/или 44, например, методом глубокого реактивного ионного травления (DRIE). Эти полости 38, 44 образуют углубления, которые могут быть использованы в качестве контейнера для, по меньшей мере, одной металлической детали 23', 25'. Как представлено на фиг.3, полученные полости 38 и 44 могут соответственно принимать форму кольца или диска.
Преимущественно, в соответствии со способом 1, полости 38 и/или 44 не обязательно должны быть круглыми, а могут иметь, например, форму многоугольника.
На третьем этапе 13, как представлено на фиг.4, метод 1 включает в себя выполнение процесса гальванического выращивания или процесса LIGA (рентгенолитография, гальваника и формовка) для заполнения полостей 38 и/или 44 в конкретной форме металла. Предпочтительно, осажденный металл может быть, например, золотом, никелем или сплавом этих металлов.
В примере, представленном на фиг.4, этап 13 может состоять в осаждении кольца 23' с выступами в полости 38 и/или цилиндра 25' в полости 44. Кроме того, в примере, представленном на фиг.4, кольцо 23' имеет ряд выступов 22' приблизительно в виде дуг окружности и преимущественно используется для увеличения массы будущего маятника 45'. В действительности, как уже объяснялось выше, один недостаток кремния состоит в том, что он имеет низкую плотность.
Таким образом, как в варианте 19 воплощения, один отличительный признак изобретения состоит в увеличении массы маятника 45', используя металл, полученный электролитическим осаждением, который увеличивает инерцию будущего маятника 45'. Однако чтобы сохранить преимущества кремния, металл, электролитически осажденный на подложке 21, имеет зазоры между каждым выступом 22', который может компенсировать какое бы то ни было тепловое расширение в кольце 23', предотвращая при этом передачу какого бы то ни было давления, связанного с таким расширением, кремнию.
В примере, представленном на фиг.4, цилиндр 25' предназначен для принятия оси маятника, которая преимущественно вводится в него. В действительности, как уже объяснялось выше, один преимущественный отличительный признак изобретения состоит в уплотнении оси маятника не на кремнии, а на внутреннем диаметре 24' металлического цилиндра 25', который электролитически осаждается во время этапа 13. Преимущественно в соответствии со способом 1, электролитически осажденный цилиндр 25' допускает полную свободу его геометрии. Таким образом, в частности, внутренний диаметр не обязательно должен быть круглым, а может иметь, например, форму многоугольника, что может улучшить передачу сил при вращении с коронкой соответствующей формы.
Предпочтительно, метод 1 может включать в себя четвертый этап 15, изображенный пунктирными линиями на фиг.10, состоящий в полировке осажденных слоев 23', 25' металла, изготовленных во время этапа 13, чтобы сделать их ровными.
На пятом этапе 17, показанном на фиг.5, на кремниевой подложке 21 производится селективное травление полостей с 26' по 34', например процессом глубокого реактивного ионного травления (DRIE).
Эти полости с 26' по 34' предпочтительно образуют шаблон 35' будущего маятника 45'. Как представлено на примере с фиг.5, полученный шаблон 35' включает в себя обод 37', соединенный со ступицей 39' при помощи четырех спиц с 40' по 43'. Однако преимущественно в соответствии со способом 1, травление на подложке 21 допускает полную свободу в отношении геометрии шаблона 35'. Таким образом, в частности, количество спиц и их геометрия могут быть различными, а обод не обязательно должен быть круглым, а может быть, например, эллиптическим. Кроме того, спицы могут быть тоньше, чтобы допускать их деформацию в осевом и/или радиальном направлении в случае какого-либо удара, сообщаемого маятнику 45'.
Следует также отметить, что с внутренним диаметром 24' металлического цилиндра 25', полость 34', сделанная в ступице 39', образует полое пространство, которое может принимать коронку. И в заключение отметим, что для удерживания шаблона 35' в подложке 21 образованы мостики материала 36'.
Вариант 20 воплощения оканчивается, как вариант 19, т.е. на заключительном этапе 9 производится высвобождение произведенного маятника 45′ из подложки 21. Преимущественно, этап 9 выполняется простым приложением достаточной силы к маятнику 45, чтобы сломать его мостики материала 36. Эта сила может создаваться, например, механизмом или вручную оператором.
После заключительного этапа 9, как представлено в примерах с фиг.8 и 9, получается маятник 45', образованный в основном из кремния, с одной или двумя металлическими деталями 23', 25'. Таким образом, ясно, что маятник 45' принадлежит к составному типу и что он имеет, по меньшей мере, два типа материала и изготовлен в виде цельной детали, а элемент 35' и элементы 23' и/или 25' не могут быть отделены без их разрушения. Маятник 45' включает в себя ступицу 39', радиально соединенную с ободом 37' четырьмя спицами 40', 41', 42' и 43'. Ступица 39' преимущественно также включает в себя металлический цилиндр 25'. Наконец, обод 37′ включает в себя кольцо 23' с прорезями.
Преимущественно, в соответствии со способом 1 изобретения, объясненного выше, понятно, что возможно изготовление нескольких маятников 45, 45' на одной и той же подложке, что делает возможным серийное производство.
Конечно, настоящее изобретение не ограничивается представленным примером, а допускает различные варианты и изменения, которые будут понятны специалисту. В частности, ступица 39, 39' в соответствии с вариантом 19, 20 воплощения может и не включать в себя металлический ведущий цилиндр 25, 25'. Тогда цилиндр 25, 25' может быть, например, заменен пружинным средством, вытравленным в кремниевой ступице 39, 39', и может иметь форму деталей, раскрытых на фиг. с 10А по 10Е патента ЕР No. 1655642 или раскрытых на фиг.1, 3 и 5 патента ЕР No. 1584994, которые внедряются сюда посредством ссылки.
Возможно также, чтобы металлические детали 25, 25' в вариантах 19 и 20 воплощения были перевернуты, т.е. выступающая деталь 25 варианта 19 воплощения может быть заменена встроенной деталью 25' варианта 20 воплощения или наоборот (что требует лишь минимальной адаптации способа 1), или даже для того, чтобы выступать из подложки 21, деталь 25' может быть встроена в ступицу.
По схожим причинам могут быть также перевернуты металлические детали 23, 23', электролитически осажденные в вариантах 19 и 20 воплощения, т.е. выступающая деталь 23 варианта 19 воплощения может быть заменена встроенной деталью 23' варианта 20 воплощения или наоборот, либо деталь 23', встроенная в обод, может выступать из подложки 21.
Кроме того, способ 1 может преимущественно обеспечивать, после этапа 9 высвобождения, этап настройки инерции маятника 45, 45'. Данный этап тогда может состоять в травлении, например, лазером, углублений, сделанных на периферической стенке обода 37, 37' и/или на электролитически осажденных металлических деталях 23, 23'. Наоборот, для увеличения инерции маятника 45, 45' могут быть предусмотрены заградительные стабилизирующие структуры.
Наконец, этап полировки, такой как этап 15, может выполняться между этапом 5 и этапом 7.

Изобретение относится к области часовой промышленности и направлено на создание маятника, свойства которого в зависимости от температуры могут быть легко отрегулированы, при этом простого в изготовлении, что обеспечивается за счет того, что составной маятник образован в слое материала на основе кремния и включает в себя ступицу, соединенную с ободом, по меньшей мере, одной спицей. Кроме того, согласно изобретению, обод включает в себя, по меньшей мере, одну дополнительную деталь, приблизительно в форме кольца с прорезями из материала с плотностью большей, чем плотность указанного материала на основе кремния, чтобы увеличить инерцию указанного маятника. 3 н. и 18 з.п. ф-лы, 10 ил.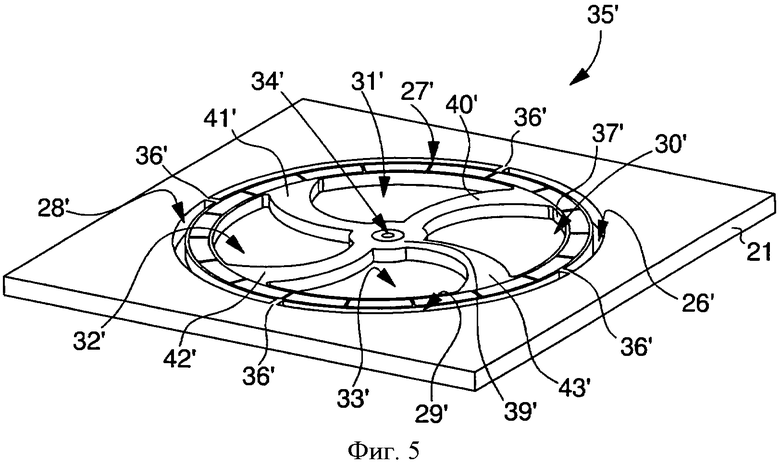
1. Составной маятник (45, 45'), образованный в слое (21) материала на основе кремния и включающий в себя ступицу (39, 39'), соединенную с ободом (37, 37'), по меньшей мере, одной спицей (40, 41, 42, 43), отличающийся тем, что обод (37, 37') включает в себя одну дополнительную деталь, приблизительно в форме кольца (23, 23') с прорезями из материала с плотностью большей, чем плотность указанного материала на основе кремния, чтобы увеличить инерцию указанного маятника.
2. Маятник по п.1, отличающийся тем, что указанная, по меньшей мере, одна дополнительная деталь (23) устанавливается на одной из основных поверхностей обода (37).
3. Маятник по п.1, отличающийся тем, что указанная, по меньшей мере, одна дополнительная деталь (23') устанавливается в углублении (38), сделанном на одной из основных поверхностей обода (37).
4. Маятник по п.3, отличающийся тем, что указанная, по меньшей мере, одна дополнительная деталь (23') выступает из одной из основных поверхностей обода (37).
5. Маятник по п.1, отличающийся тем, что кольцо (23, 23') с прорезями включает в себя ряд выступов (22, 22'), отделенных регулярными зазорами, для компенсации какого бы то ни было теплового расширения в указанной, по меньшей мере, одной дополнительной детали (23, 23').
6. Маятник по п.1, отличающийся тем, что указанная, по меньшей мере, одна дополнительная деталь (23, 23') образована из металлического материала.
7. Маятник по п.1, отличающийся тем, что ступица (39, 39') включает в себя, по меньшей мере, вторую дополнительную деталь (25, 25') для принятия оси маятника, которая вводится в него.
8. Маятник по п.7, отличающийся тем, что указанная, по меньшей мере, одна вторая дополнительная деталь (25) устанавливается на одной из основных поверхностей ступицы (39).
9. Маятник по п.7, отличающийся тем, что указанная, по меньшей мере, одна вторая дополнительная деталь (25') устанавливается в углублении (44), сделанном на одной из основных поверхностей ступицы (39).
10. Маятник по п.9, отличающийся тем, что указанная, по меньшей мере, одна вторая дополнительная деталь (25') выступает из одной из основных поверхностей ступицы (39).
11. Маятник по п.7, отличающийся тем, что указанная, по меньшей мере, одна вторая дополнительная деталь (25') в основном имеет форму цилиндра (25, 25').
12. Маятник по любому из пп.7-11, отличающийся тем, что указанная, по меньшей мере, одна вторая дополнительная деталь (25, 25') образована из металлического материала.
13. Маятник по п.1, отличающийся тем, что указанная, по меньшей мере, одна спица (40, 41, 42, 43) настолько тонкая, чтобы обеспечивать ее осевую и/или радиальную деформацию в случае какого бы то ни было удара, сообщаемого маятнику (45, 45').
14. Часовой механизм, отличающийся тем, что он включает в себя маятник (45, 45') по любому из п.п.1-13.
15. Способ (1) производства маятника (45, 45'), включающий в себя следующие этапы:
a) обеспечение (3) подложки (21) из материала на основе кремния, отличающийся тем, что дополнительно включает в себя следующие этапы:
b) селективное осаждение (5, 13), по меньшей мере, одного слоя (23, 23', 24, 24') металла на подложке (21) для определения шаблона, по меньшей мере, одной металлической детали указанного маятника,
c) селективное травление (7, 17), по меньшей мере, одной полости (26, 27, 28, 29, 30, 31, 32, 33, 34, 26', 27', 28', 29', 30', 31', 32', 33', 34') в подложке (21) для определения шаблона (35, 35') маятника (45, 45'), включающего в себя указанный, по меньшей мере, один металлический слой,
d) высвобождение (9) регулирующей детали (45, 45') из подложки (21).
16. Способ по п.15, отличающийся тем, что этап b) включает в себя следующий этап:
e) выращивание (5) указанного осажденного слоя посредством последовательных металлических слоев, по меньшей мере, частично, на поверхности подложки (21) так, чтобы образовывать металлическую деталь (23) для увеличения массы маятника (45).
17. Способ по п.15, отличающийся тем, что этап b) включает в себя следующий этап:
е') выращивание (5) указанного осажденного слоя посредством последовательных металлических слоев, по меньшей мере, частично, на поверхности подложки (21) так, чтобы образовывать металлическую деталь (25) для принятия коронки, которая вводится в нее.
18. Способ по п.15, отличающийся тем, что этап b) включает в себя следующие этапы:
f) селективное травление (11), по меньшей мере, одной полости (38) в подложке (21) для принятия указанной, по меньшей мере, одной металлической детали;
g) выращивание (13) указанного осажденного слоя посредством последовательных металлических слоев, по меньшей мере, частично, в указанной, по меньшей мере, одной полости так, чтобы образовывать металлическую деталь (23') для увеличения массы указанной третьей кремниевой детали.
19. Способ по п.15, отличающийся тем, что этап b) включает в себя следующие фазы:
f') селективное травление (11), по меньшей мере, одной полости (44) в подложке (21) для принятия указанной, по меньшей мере, одной металлической детали;
g') выращивание (13) указанного осажденного слоя посредством последовательных металлических слоев, по меньшей мере, частично, в указанной, по меньшей мере, одной полости так, чтобы образовывать металлическую деталь (25') для принятия коронки, которая вводится в нее.
20. Способ по п.15, отличающийся тем, что за этапом b) следует следующий этап:
h) полировка (15) осажденного металлического слоя (21).
21. Способ по любому из пп.15-20, отличающийся тем, что на одной и той же подложке (21) изготавливаются несколько маятников (45, 45').
| ЕР 1593004 A2, 09.11.2005 | |||
| WO 2004048800 A1, 10.06.2004 | |||
| СПОСОБ ЛЕЧЕНИЯ Helicobacter pylori АССОЦИИРОВАННОЙ ХРОНИЧЕСКОЙ ЯЗВЕННОЙ БОЛЕЗНИ ЖЕЛУДКА И ДВЕНАДЦАТИПЕРСТНОЙ КИШКИ | 2010 |
|
RU2416408C1 |
| Способ коррекции изохронной погрешности спусковых регуляторов | 1961 |
|
SU151252A1 |

