Изобретение относится к обработке металлов давлением и может быть использовано для восстановления изношенных шлицевых и зубчатых профилей на валах.
Известен способ продольного многопроходного накатывания шлицевых и зубчатых профилей на валах [Патент RU №2240196, B21H 5/00, опубл. 20.11.2004. «Способ продольного многопроходного накатывания профилей на валах»], включающий деформирование заготовки роликами, которым сообщают многократные радиальные и осевые перемещения при прямом и обратном ходах, окончание которых контролируют с помощью переключателей, с условием равенства усилий при каждом прямом проходе. В заготовке перед ее деформированием высверливают цилиндрическое отверстие, ось которого совпадает с геометрической осью заготовки в зависимости от величины суммарного объема деформируемого материала, его физико-механических свойств, рабочего профиля ролика и скорости деформирования.
Однако данный способ не позволяет восстанавливать исходный профиль изношенных шлицевых и зубчатых профилей на валах.
Задача изобретения - восстановление исходного профиля изношенных шлицевых и зубчатых профилей на валах.
Указанная задача достигается тем, что металл для компенсации износа шлицевых и зубчатых профилей перемещается из нижележащих слоев передвижением рабочего инструмента в осевом отверстии вала с последующими формирующим и калибрующим проходами накатной роликовой головки по шлицевому или зубчатому профилю. Рабочий инструмент, контактирующая поверхность которого выполнена тороидальной, устанавливают на прошивке. Внешний диаметр тороидальной поверхности определяют исходя из условного равенства деформируемого объема осевого отверстия и объема суммарного износа шлицевого или зубчатого профиля.
На фиг.1 представлена прошивка с рабочим инструментом, на фиг.2 - процесс подъема рабочего профиля детали, на фиг.3 - общий вид накатной головки.
Способ реализуется устройством, состоящим из рабочего инструмента 1 с тороидальной контактирующей поверхностью 2, установленный на прошивке 3, а так же устройством, состоящим из накатной головки 4, размещенных в нем роликов 5 на опорных кольцах 6. Ролики 5 установлены с возможностью вращения на опорных кольцах 6, а их сопрягаемые поверхности выполнены по сферам одного радиуса, причем опорные кольца зафиксированы на осях 7 в ползунах 8. С помощью клиньев 9, установленных между накатной головкой и ползунами, ролики 5 подаются в радиальном направлении под каждый прямой ход накатной головки 4. Длину хода контролируют с помощью переключателей 10 и 11, закрепленных на штанге 12. С переключателем 10 взаимодействует флажок 13, неподвижно закрепленный на корпусе накатной головки 4. С переключателем 11 взаимодействует флажок 15, закрепленный на корпусе накатной головки 4 с возможностью установочного перемещения.
Способ осуществляется следующим образом. Предварительно, металл для компенсации износа шлицевых или зубчатых профилей перемещают из нижележащих слоев вала 14 с осевым отверстием передвижением рабочего инструмента 1, установленного на прошивке 3, контактирующая поверхность 2 которого выполнена тороидальной, причем внешний диаметр dтор тороидальной поверхности определяют исходя из условного равенства деформируемого объема в осевом отверстии и объема суммарного износа профиля подлежащего восстановлению Vвост.∑ материала вала, его физико-механических свойств, рабочего профиля шлиц.
Vвост.∑=Lшл×Sизн.∑
где Lшл - протяженность шлицевого профиля;
Sизн.∑ - суммарная площадь износа по поперечному сечению шлицевого профиля;
здесь D - внешний диаметр шлицевого вала;
d - внутренний диаметр шлицевого вала;
δ - величина износа шлица;
Z - число шлицев на валу.
Подставив, получим объем суммарного износа для всех шлиц, подлежащих восстановлению
При условном равенстве объема деформируемого в отверстии материала и суммарного объема износа шлицевого профиля, подлежащего восстановлению, получаем зависимость:
Vдеф.отв.=K×Vвост.Σ
где K>1 - коэффициент приведения, учитывающий, физико-механические свойства материала накатываемой детали, геометрическую форму рабочего профиля ролика, скорость деформирования материала.
Площадь поперечного сечения деформируемого в отверстии материала
где  - площадь отверстия изношенного вала диаметра и dотв;
- площадь отверстия изношенного вала диаметра и dотв;
 - площадь отверстия после прохода инструмента тороидального профиля диаметра dтор.
- площадь отверстия после прохода инструмента тороидального профиля диаметра dтор.
Объем деформируемого в отверстии материала равен

запишем, 
Далее, с учетом принятого ранее условного равенства объемов:
Vдеф.отв.=K×Vизн.Σ - деформируемого в отверстии материала и суммарного износа  ,
,
запишем 
Подставляя в полученное ранее выражение, получаем

внешний диаметр инструмента с тороидальной контактирующей поверхностью
Предварительно вал 14 с осевым отверстием и изношенным профилем располагают соосно с прошивкой 3, установленным на ней инструментом 1 с тороидальной контактирующей поверхностью, и прошивка 3 с инструментом 1, передвигаясь вдоль отверстия с усилием, перемещает металл для компенсации износа шлицевого или зубчатого профиля из нижележащих слоев. Деформирует, «раздает» осевое отверстие вала, поднимая изношенный профиль.
Далее вал 14 с поднятым профилем располагают концентрично накатной головке 4 так, что ролики 5 охватывают заготовку и деформируют ее с усилием при каждом прямом проходе. В процессе деформирования вала 14 ролики 5 вращаются на опорных кольцах 6, неподвижно установленных на осях 7, а сферические сопрягаемые поверхности роликов с опорными кольцами обеспечивают их самоцентрирование. Первый прямой ход накатной головки 4 с роликами 5 осуществляют на длину от переключателя 10 до переключателя 11, закрепленных на штанге 12. С переключателем 10 взаимодействует неподвижный флажок 13, жестко закрепленный на корпусе накатной головки 4. При достижении флажком 15 переключателя 11 подается сигнал на реверс накатной головки 4 и она совершает обратный ход в исходное положение до переключателя 10. Затем, с помощью клиньев 9, воздействующих на ползуны 8, осуществляют радиальное перемещение роликов 5 под второй прямой ход и перемещают флажок 15 в направлении прямого хода на необходимую величину. Далее выполняют второй прямой ход накатной головки 4 с роликами 5 до переключателя 11, подающего сигнал на реверс для ее возврата в исходное положение до переключателя 10. После завершения нескольких прямых ходов накатной головки 4 получают накатанный профиль необходимой формы.
Предлагаемый способ позволяет восстановить изношенный шлицевый или зубчатый профиль за счет перемещения металла, для компенсации износа шлицевых и зубчатых профилей, из нижележащих слоев передвижением рабочего инструмента в осевом отверстии вала с последующими формирующим и калибрующим проходами накатной роликовой головки по шлицевому или зубчатому профилю. Рабочий инструмент, контактирующая поверхность которого выполнена тороидальной, устанавливают на прошивке, причем внешний диаметр тороидальной поверхности определяют исходя из условного равенства деформируемого объема осевого отверстия и объема суммарного износа шлицевого или зубчатого профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2729271C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2728135C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2738717C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2729994C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ-ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2739993C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2736989C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2731620C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2749780C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2744076C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2758432C1 |
Изобретение относится к металлообработке, а именно к обработке поверхностно-пластическим деформированием (ППД), и может быть использовано для восстановления изношенных шлицевых и зубчатых профилей на валах. Способ включает деформирование заготовки роликами, которым сообщают многократные радиальные и осевые перемещения при прямом и обратном ходах, окончание которых контролируют с помощью переключателей, с условием равенства усилий при каждом прямом проходе. В заготовке перед ее деформированием высверливают цилиндрическое отверстие, ось которого совпадает с геометрической осью заготовки в зависимости от величины суммарного объема деформируемого материала, его физико-механических свойств, рабочего профиля ролика и скорости деформирования. Металл для компенсации износа шлицевых и зубчатых профилей перемещают из нижележащих слоев передвижением рабочего инструмента в осевом отверстии вала с последующими формирующим и калибрующим проходами накатной роликовой головки по шлицевому или зубчатому профилю. Изобретение позволяет восстанавливать изношенные профили в процессе продольного многопроходного накатывания шлицевых и зубчатых профилей на валах. 1 з.п. ф-лы, 3 ил.
1. Способ продольного многопроходного восстановления шлицевых и зубчатых профилей на изношенных валах, включающий деформирование заготовки роликами, которым сообщают многократные радиальные и осевые перемещения при прямом и обратном ходах, окончание которых контролируют с помощью переключателей, с условием равенства усилий при каждом прямом проходе, а в заготовке перед ее деформированием высверливают цилиндрическое отверстие, ось которого совпадает с геометрической осью заготовки в зависимости от величины суммарного объема деформируемого материала, его физико-механических свойств, рабочего профиля ролика и скорости деформирования, отличающийся тем, что осуществляют компенсацию износа шлицевых и зубчатых профилей перемещением металла из нижележащих слоев вала передвижением рабочего инструмента в осевом отверстии вала с последующими формирующим и калибрующим проходами накатной роликовой головки по шлицевому или зубчатому профилю.
2. Способ по п.1, отличающийся тем, что в осевом отверстии вала перемещают рабочий инструмент, установленный на прошивке, контактирующая поверхность которого выполнена тороидальной, причем внешний диаметр тороидальной поверхности определяют, исходя из условного равенства деформируемого объема осевого отверстия и объема суммарного износа шлицевого или зубчатого профиля по зависимости:
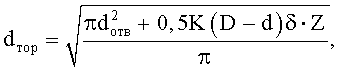
где doтв - диаметр осевого отверстия изношенного вала;
K>1 - коэффициент приведения, учитывающий физико-механические свойства материала накатываемой детали, геометрическую форму рабочего профиля ролика и скорость деформирования материала;
D - внешний диаметр шлицевого вала;
d - внутренний диаметр шлицевого вала;
δ - величина износа шлица;
Z - число шлицев на валу.
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2003 |
|
RU2240196C1 |
| "Способ продольного многопроходного накатывания "глухих" профилей" | 1989 |
|
SU1655639A1 |
| ЧЕТЫРЕХПЛЕЧИЙ ЦИРКУЛЯТОР | 0 |
|
SU231640A1 |
| DE 3619631 A, 17.12.1987. | |||

